Содержание
- Гибка металла. Способы, инструмент для гибки металла
- 1. Основные приемы гибки деталей из полосы
- 2. Основные приемы гибки деталей из труб
- Технология гибки листового металла своими руками
- Технология гибки – основные сведения
- Как проводится гибка листового металла?
- Основные принципы гибки металла
- Виды и типы гибки
- Самостоятельная гибка
- Порядок резки металла
- Гибка листового металла
- Виды воздействий на металл
- Калибрующие и свободные удары
- Способы воздействия на металл и их определение
- Сложности изготовления
- Поэтапное изготовление
- Оборудование для работы при гибках листовых металлов
- Гибка и гнутье листового металла
- Основные принципы
- Типы гибки металлических изделий
- Виды оборудования
- Ручная работа
- Самостоятельное изготовление станка
Гибка листа металлического
Гибка металла. Способы, инструмент для гибки металла
Процессом гибки называют слесарную операцию, с помощью которой заготовка из металла при деформации принимает требуемую пространственную форму. В практике слесарного дела слесарю часто приходится изгибать заготовки из листового, полосового и круглого материала под углом, с определенным радиусом, выгибать разной формы кривые (угольники, петли, скобы и т.д). Для выполнения данной работы необходимо предварительно определить длину развернутой заготовки.
Когда толщина заготовки превышает 4 мм применяют горячую гибку.
В процессе гибки металл подвергается одновременному воздействию растягивающих и сжимающих усилий. На наружной стороне детали в месте изгиба волокна металла растягиваются и длина их увеличивается; на внутренней же, наоборот, волокна сжимаются и длина их укорачивается. И только нейтральный слой, или, как принято называть, нейтральная линия, в момент сгиба, полагают, не испытывает ни сжатия, ни растяжения, и поэтому длина нейтральной линии после изгиба детали не изменяется.
При гибке металла приходится преодолевать силы упругости заготовки из металла.
Упругостью называется свойство заготовки из металла, благодаря которому деталь восстанавливает после снятия нагрузки свои первоначальные форму и размеры. При нормальных температурах, ограниченных скоростью и продолжительностью деформации, деталь с достаточной точностью можно считать
упругой до тех пор, пока возникающие в ней напряжения и деформации не превзошли определенного значения предела упругости. Поэтому согнутая на определенный угол деталь после снятия напряжения стремится, как пружина, расправиться, т.е. угол загиба всегда несколько увеличивается, а деталь немного выпрямляется. Поэтому при изготовлении деталей гибкой следует учитывать пружинящие свойства металла.
Пластичностью называется способность материала сохранять полностью или частично деформацию, получившуюся под действием приложенных сил и по прекращении действия этих сил. В зависимости от соотношения величин остаточной и упругой деформаций, получаемых перед наступлением разрушения, материал можно считать пластичным или хрупким. Однако пластичность и хрупкость не могут быть отнесены только к свойству материала. Один и тот же материал в зависимости от характера напряженного состояния, температуры и скорости деформирования может проявляться как пластичный или как хрупкий.
Различают следующие стадии пластических деформаций:
- а) начало текучести – пластические деформации одного порядка с упругими;
- б) пластическое состояние при малых деформациях – пластические деформации велики по сравнению с упругими, но малы по сравнению с первоначальными изменениями размеров или формы детали;
- в) пластическое состояние при больших деформациях (технологические пластические деформации) – размеры или формы детали меняются значительно.
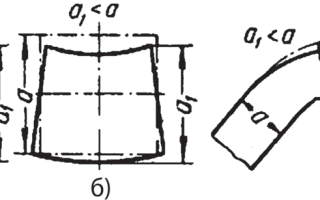
Гибка сопровождается упругими и пластическими деформациями, что вызывает искажения первоначальной формы поперечного сечения заготовки, и уменьшением ее площади (утяжка) в зоне изгиба (рис. 1).
Рис. 1. Искажение формы заготовки при изгибе: а – круглого сечения; б – прямоугольного сечения; в – утяжка
Кроме того, возможно образование складок по внутреннему контуру и трещин по наружному. Напряжения внешних волокон при относительно малом r в этих волокнах приближается к пределу прочности при растяжении, в результате чего материал разрушается (образуются трещины). Эти дефекты тем вероятнее, чем меньше радиус закругления и чем больше угол загиба. Чтобы исключить появление дефектов, необходимо выдержать минимальный радиус гибки.
Минимальный радиус гибки приближенно определяется по формуле: r=S·k, где r – радиус гибки, k – коэффициент, зависящий от материала и направления проката, S – толщина материала. При гибке поперек волокон для меди, цинка, латуни и алюминия k=0,25–0,3, для стали мягкой – k=0,5 и для стали средней твердости – k=0,8. При гибке вдоль волокон для меди, цинка, латуни и алюминия k= 0,4–0,45, для стали мягкой – k=1,2 и для стали средней твердости – k=1,5. Зачисткой кромок перед гибкой можно снизить k в 1,5, а иногда и в 2 раза.
Длина заготовки L при гибке определяется суммой длин прямых участков и длин нейтральных осей изогнутых участков, например, L= l1+ l2+ l (рис. 2).
где φ – угол дуги f в градусах (φ=180° – β ); x – расстояние от внутренней плоскости до нейтральной оси в мм.
Рис. 2. Схема составляющих длины согнутой полосы
При относительно малом r растяжение материала в наружных волокнах приближается к пределу прочности при растяжении, в результате чего материал разрушается (образуются трещины).
1. Основные приемы гибки деталей из полосы
При гибке деталей вручную необходимо учитывать, что в зависимости от свойств материала, толщины и размеров заготовки из полосы необходимо прикладывать различные усилия для выполнения работы. Поэтому необходимо учитывать, что:
- при гибке деталей из тонкого листового пластичного материала, толщиной 0,2 мм и менее, на поверхности деталей могут оставаться следы от ударов молотком, поэтому целесообразно при гибке использовать подкладки из деревянных брусков, отрезков стальной полосы или бруска и т.п., в некоторых случаях эта работа может быть выполнена без молотка, а обжатием заготовки вручную с использованием подкладок;
- при гибке деталей из тонкого листового пластичного материала, толщиной 0,2–0,5 мм, применяют легкие молотки, подкладки из цветного металла, из отрезков стальной полосы или бруска и т.п.;
- для деталей из листового материала, толщиной 3,0 мм и более, для предварительной гибки применяют более тяжелые молотки (кувалды – для материала толщиной 8 мм и более), а более легкие молотки для окончательной гибки и правки деталей после гибки;
- при ручной гибке в зависимости от усилий, которые прилагают для гибки заготовок, выбирают менее или более тяжелые тиски;
- при ручной гибке с увеличением толщины металла возрастают усилия, с которыми необходимо зажимать заготовку в тисках. В результате на поверхности заготовок каленые губки тисков оставляют следы рифления накладок губок, что портит внешний вид деталей. Поэтому при закреплении заготовок в тисках используют подкладки из цветного металла, мягкой стали и т.п.;
- при ручной гибке симметричных деталей возможно смещение оси симметрии по длине заготовки, поэтому целесообразно по концам заготовки симметрично оставить припуск, который удаляют по окончании гибки;
- при гибке коротких полок (например, у хомутиков из материала толщиной 4–6 мм), которые меньше ширины бойка молотка, целесообразно по концам заготовки симметрично оставить припуск, который удаляют по окончании гибки.
Гибку деталей выполняют по образцу готовой детали, либо по образцу-макету, который более удобен для работы.
Для выполнения макета рабочий вычерчивает на листе бумаги или на листе металла (чертилкой) профиль детали в натуральную величину, который нужно будет согнуть. Затем из проволоки или тонкой полосы при помощи плоскогубцев по рисунку сгибают контур профиля детали (с учетом радиусов и углов наклона плоскостей).
Для гибки детали подбирают оправки с минимальным радиусом гибки и с радиусами, которыми должны соединяться прямолинейные участки детали.
На заготовке детали чертилкой размечают линии, по которым будут производить гибку.
При выполнении гибки полок заготовку 1 (рис. 3, а) зажимают в тиски между двумя оправками 2 и 3 так, чтобы линия гибки была обращена в сторону загиба, на уровне верхней кромки оправки 3. Молотком ударяют по верхней полке детали 1. Ударять молотком нужно равномерно всей поверхностью бойка.
Рис. 3. Гибка заготовки детали в тисках: а – под углом; б – по радиусу
Угол наклона полки проверяют, прикладывая шаблон к вертикальной грани детали 1. Грань оправки 3, на которой производится гибка заготовки, должна быть запилена по радиусу больше критического для данной толщины заготовки.
При выполнении гибки по радиусу заготовку 1 (рис. 3, б) зажимают в тиски между губкой и оправкой 2 так, чтобы линия гибки была обращена в сторону загиба и выступала над образующей оправки 2 на величину А мм, если необходимо, чтобы полки были равной длины.
где r – радиус оправки.
Направление ударов молотком показано стрелками.
Для гибки заготовок из листового материала применяются ручные листогибочные машины и машины с механическим приводом. Принцип работы заключается в том, что на столе машины прижимом закрепляется заготовка, которая выставляется местом изгиба относительно прижима. Затем поворотная траверса приводится в движение, поворачивается на установленный угол и тем самым изгибает на нужный угол заготовку. Машина имеет оснастку, которая позволяет гнуть различные профили.
2. Основные приемы гибки деталей из труб
Гибку деталей из труб производят в холодном и горячем состояниях ручным и механизированным способами, с наполнителями и без наполнителей.
Наполнители применяют для исключения образования складок и сплющивания стенок труб. В качестве наполнителей используется просушенный мелкий песок или синтетические гранулы.
Для каждой трубы в зависимости от ее диаметра и материала установлен минимально допустимый радиус гибки. При меньшем радиусе гибка недопустима (табл. 1).
Таблица 1. Значения минимально допустимых радиусов гибки труб в холодном состоянии, мм
Технология гибки листового металла своими руками
В процессе строительства дома или дачи зачастую появляется необходимость в оборудовании водостоков, канализации, каркасов из металла.
При изготовлении подобных изделий необходимо придать плоской заготовке необходимую пространственную форму. Советы опытных мастеров, как загнуть лист металла в домашних условиях, позволят изготавливать конструкции хорошего качества, которые прослужат долгое время.
Технология гибки – основные сведения
Сгибание металла выполняют без сварочных швов, что позволяет избежать коррозии в дальнейшем и получить изделие повышенной прочности. Деформация не требует значительных усилий и выполняется, как правило, в холодном состоянии.
Исключение составляют твердые материалы, вроде дюрали или углеродистых сталей. Технология гибки листового металла разрабатывается соответственно поставленным задачам в таких вариантах, как:
Отдельный случай – сгибание с растяжением. Данную технологию применяют при изготовлении деталей с большими радиусами гибки, небольшого диаметра. При изготовлении деталей своими руками, процесс сочетают с такими операциями, как резка или пробивка.
Для обработки в домашних условиях хорошо подходят мягкие виды металлов и сплавов, такие как латунь, медь, алюминий. Изготовление изделий методом сгибания выполняется на вальцовочных или роликовых станках, либо вручную.
Последняя процедура довольно трудоемкая. Гибку производят при помощи плоскогубцев и резинового молотка. Если лист небольшой толщины, используют киянку.
Как выполнить гибку под прямым углом
Для сгибания скобы из металлического листа потребуется набор инструментов и приспособлений, состоящий из:
Длина полоски изготавливается по схеме, с тем расчётом, что на каждый загиб должен приходиться запас по 0,5 мм, плюс еще миллиметр на сгибы с обеих сторон. Заготовку помещают в тиски с угольниками. Зажимая её по линии сгиба, обрабатывают молотком.
После этого будущую скобу разворачивают в тисках, зажимают оправой и бруском, формируют другую сторону. Заготовку вытаскивают, отмеряют необходимую длину сторон, выполняя загибы по низу.
Треугольником сверяют правильность угла, подправляя молотком неточности. При выполнении обеих операций, заготовку поджимают бруском и оправой. Готовую скобу подпиливают до нужного размера.
Как изготовить листогибочный станок самому
Для придания металлу нужной конфигурации, жестянщики используют листогиб. Но как поступить мастеру, у которого специального оборудования под рукой нет?
На деле вопрос, как гнуть листовой металл в домашних условиях, решается просто. Достаточно использовать собственную смекалку и элементарные приспособления, чтобы изготовить простенький станок.
Чтобы изготовить сгибатель для металлического профиля, потребуются:
- двутавровая балка 80 мм,
- крепеж (болты),
- петли,
- уголок 80 мм,
- струбцины,
- пара рукояток.
Понадобится также аппарат для сварки и устойчивый стол, на котором закрепляют готовый станок.
Основу устройства составляет двутавровая балка, к которой двумя болтами прикручивают уголок, удерживающий заготовку в процессе сгибания. Под него методом сварки крепятся три дверные петли. Вторую их часть приваривают непосредственно к уголку.
Чтобы станок легко поворачивался во время сгибания листового металла, к нему с двух сторон приделывают ручки. Струбцинами готовый станок крепят к столу. Перед укладкой заготовки уголок откручивают или приподнимают. Лист прижимают, выравнивают по краю и загибают, поворачивая станок за рукояти. Самодельное устройство годится только для обработки заготовок незначительной толщины.
Сгибание металлического листа при помощи молотка
Для того чтобы выполнить гибку листа толщиной до 1,2 мм под прямым углом, используют простейшие инструменты – плоскогубцы (струбцины) и резиновый молоток.
Обработку производят на ровном деревянном бруске. Линию сгиба прочерчивают при помощи карандаша и линейки. Затем лист зажимают плоскогубцами так, чтобы их концы пришлись точно на линию разметки.
Край постепенно отгибают вверх, продвигаясь вдоль сгиба. После того, как угол приблизится к 90 градусам, лист помещают на брусок и при помощи молотка окончательно выравнивают.
Таким образом изготавливают узкие детали, например кромки из жести.
Совет: резиновый или деревянный молоток используют, чтобы на металле не образовались вмятины. Если сгибание выполняется обычным инструментом, в качестве прокладки нужно взять текстолитовую пластину.
Сгибание листа толщиной до 2 мм удобно проводить на рабочем столе. Металл располагают так, чтобы линия разметки приходилась на кромку. Под обрабатываемый материал подкладывают стальной уголок.
Лист зажимают в тисках при помощи двух деревянных брусков. Сгибание производят при помощи молотка, простукивая металл от одного конца к другому. Край листа при этом направляют вниз так, чтобы в итоге он полностью лег на закрепленный по краю стола уголок. Этим способом изготавливают изделия любой ширины, в том числе ящики или мангалы.
Изготовление трубы без применения станка
Домашние умельцы изобрели массу способов сгибания металлического листа в трубу без применения станка.
Предлагаем рассмотреть простейший вариант с использованием походящей по размерам болванки. Изготавливают её из старой трубы подходящего диаметра.
Лист металла раскладывают на полу, отрезают от него кусок нужной длины. Чтобы определить нужный размер, требуемый диаметр трубы умножают на 3,14 и прибавляют 30 мм на шов.
К болванке с двух сторон приваривают перпендикулярно одна к другой по паре трубок. В их отверстия должен свободно вставляться лом.
Рекомендация мастера: способом сгибания металлического листа при помощи болванки удобно изготавливать трубы не более метра в длину.
Чтобы воспользоваться приспособлением, потребуются усилия трех человек. Болванку укладывают на край листа. Один человек встает сверху, двое других накручивают металл на болванку, проворачивая лом на 90 градусов.
Всю длину листа скручивают таким способом, оставшийся край подбивают молотком. Шов закрепляют при помощи сварки.
Нужно учесть, что радиус сгиба листового металла зависит от его толщины и способа изготовления. Горячекатаная сталь больше подходит для труб, из холодного проката изготавливают профильные изделия.
Как проводится гибка листового металла?
Такая технологическая операция, как [гибка листового металла], позволяет при минимальных физических усилиях сформировать заготовку требуемой конфигурации.
Альтернативой гибки металлического проката является сварочный процесс, однако в этом случае он занимает гораздо больше времени, да и в финансовом плане стоит несколько дороже.
Гибка листового металла может быть произведена ручным или автоматическим способом, однако и в том, и в другом случае технология самого процесса остается неизменной.
В том случае, когда осуществляется гибка проката, который имеет большой радиус, как правило, нейтральный слой располагается в средней части толщины.
В свою очередь, если взят минимальный радиус, то вышеупомянутый слой уже смещается непосредственно в сторону области сжатия материала.
На промышленных производствах технология гибки листового металла осуществляется при помощи специального оборудования, при этом производится предварительный расчет и учитывается соответствующий ГОСТ.
Технология гибки проката своими руками имеет свои особенности, притом, что также должен быть произведен необходимый расчет и взят во внимание ГОСТ.
В этом случае используется специальное приспособление, а чтобы изменить конфигурацию металлического листа, необходимо приложить определенные усилия и обязательно взять во внимание расчет.
Основные принципы гибки металла
Для изменения формы металлического проката можно использовать несколько различных методик.
Очень часто в этом случае используют сварку, однако такое тепловое воздействие на металл не только сильно влияет на его структуру, но и значительно снижает показатели его прочности, а соответственно, и уменьшает срок службы.
В этом случае изменить форму листового металла можно за счет определенного усилия, при котором в заготовке не происходят структурные изменения.
Особенности гибки металлического проката заключаются в том, что при выполнении этой слесарной операции происходит растяжение наружных слоев материала и соответственно сжатие внутренних.
Технология гибки любого листового металла заключается в том, что часть проката перегибается по отношению к другой на строго определенный угол.
Получить величину заданного угла перегиба позволяет расчет.
Конечно, за счет прилагаемого усилия сам металл определенным образом подвергается деформации, которая имеет допустимый предел, который согласно ГОСТ зависит от таких параметров, как толщина материала, величина угла изгиба, а также хрупкости и скорости проведения операции.
Данная технологическая операция проводится на специальном оборудовании, которое дает возможность получить в итоге изделие без каких-либо дефектов.
В условиях, когда работа выполняется своими руками, для гибки металла используется специальное приспособление.
И в том, и в другом случае необходимо обязательно учитывать то, что если изделие будет согнуто с нарушениями, то на поверхности материала образуются микротрещины, которые впоследствии станут причиной ослабления металла непосредственно в месте изгиба, что может привести к серьезным последствиям.
Современные возможности позволяют проводить изгиб проката самой разной толщины, при этом создаваемое напряжение должно превышать такой параметр, как предел упругости.
В любом случае, деформация листового металла должна носить пластический характер.
Следует отметить, что получаемая таким образом бесшовная конструкция, будет иметь высокую прочность и обладать определенной устойчивость к воздействию коррозии.
Виды и типы гибки
Любая гибка металла может быть произведена как своими руками, так и с использованием специального профессионального оборудования, предназначенного для этих целей.
Следует отметить, что при выполнении данной технологической операции своими руками придется затратить определенные физические усилия и время.
В этом случае гибка осуществляется при помощи плоскогубцев и молотка, в некоторых отдельных случаях используется специальное приспособление.
Следует отметить, что изгибание своими руками тонкого металлического листа, а также алюминия осуществляется с использованием киянки.
На промышленных предприятиях этот процесс стараются всячески автоматизировать и используют непосредственно для гибки вальцы ручного или гидравлического типов, а также специальные роликовые агрегаты.
К примеру, чтобы придать изделию цилиндрическую форму, изгиб металла осуществляют при помощи вальцев. Таким образом получают трубы, дымоходы, желоба и многое другое.
Наиболее часто на промышленных предприятиях гибка металла производится на специальных листогибочных прессах.
В зависимости от функциональных возможностей такие прессы могут иметь различное устройство и, соответственно, размеры.
Следует отметить, что современное оборудование позволяет выполнять высокотехнологичные операции с металлом.
Так, новые промышленные станки дают возможность за один рабочий цикл произвести одновременно загиб листа по нескольким линиям, что дает возможность выпускать детали любой сложности.
Как правило, такое оборудование достаточно легко эксплуатировать.
Перенастроить его на работу с другим материалом можно достаточно быстро.
Данная операция требует особого внимания при необходимости выполнить изгиб листового алюминия.
Связано это, прежде всего, с тем, что у листового алюминия параметры прочности и упругости имеют несколько отличные величины от других типов металлов.
Самостоятельная гибка
Каждый металл имеет свой ГОСТ, который следует обязательно учитывать, когда проводится расчет, при котором получается минимальный радиус изгиба листа.
Расчет, в котором указаны параметры, всегда индивидуален. Особенности гибки металлического листа учитывают не только минимальный радиус изгиба, но и коэффициент упругости, а также прочностные характеристики.
Гибка металлического листа позволяет получить профиля с различной конфигурацией, сборные перегородки, откосы, а также многие другие изделия.
Перед тем как перейти к гибке металла, необходимо сделать соответствующий расчет в соответствии с ГОСТ и определить минимальный радиус линии изгиба.
Также обязательно определяется и длина изгибаемой полосы, при этом необходимо сделать минимальный припуск непосредственно на каждую линию изгиба.
Сам листовой металл из алюминия, нержавейки и пр. следует при необходимости выровнять и разрезать в соответствии с чертежом. Резка своими руками, как правило, осуществляется ножницам по соответствующей технологии. если не приложить усилия, то ничего не получится.
Далее следует на заготовку нанести в определенных местах риски, по которым и будет производиться изгибание.
Металлическая заготовка прочно зажимается в тисках подходящих размеров по начерченной линии изгиба, после чего при помощи увесистого молотка производится первый загиб.
Далее металлическая заготовка переставляется к следующему месту технологического загиба, вместе с деревянным бруском плотно зажимается, после чего производится следующий загиб, согласно чертежу.
После этого осуществляется разметка лапок скобы и в тисках при помощи молотка обе лапки отгибаются в заданном направлении.
По окончанию выполнения работ при помощи угольника необходимо убедиться в том, что заготовка соответствует всем заданным параметрам.
Если есть некоторые расхождения с предварительными расчетами, то их следует исправить в той же последовательности.
Более подробно о том, как своими руками осуществляется гибка металлических листов при помощи тисков и молотка, рассказано на видео, которое размещено ниже.
Порядок резки металла
Как правило, перед тем как производить изгиб металлических заготовок, им придают форму, заданную чертежом, что позволяет упростить работу и получить более точный радиус загиба.
Резка металлического листа представляет собой отдельную техническую операцию, которая производится по своей технологии.
В большинстве случаев резка заготовок из металла осуществляется при помощи листовых ножниц, которые носят название гильотина.
Такие станки, как правило, устанавливаются на предприятиях и позволяют быстро выполнить необходимую работу, учитывая при этом радиус изгиба и плотность материала.
В домашних условиях резка металла осуществляется при помощи специальных слесарных ножниц.
Стоит отметить, что ручными ножницами выполняется резка металла с минимальной толщиной.
Для более толстого металла следует использовать стуловые или кровельные типы ножниц.
Резка металла в домашних условиях при необходимости может быть произведена и при помощи ножовки.
В этом случае придется затратить определенные физические усилия и следить за качеством получаемого среза.
Если резка металла выполняется ножовкой, то при выполнении работы следует контролировать натяжение полотна, так как от этого во многом зависит ровность разреза.
О том, как своими руками разрезать металлический лист, рассказано на видео, которое размещено ниже.
Гибка листового металла
Среди способов отделки особое внимание уделяется гибкам листовых металлов, т.е. целенаправленное деформирование металлической заготовки определённым образом, чтобы в итоге получилось изделие нужной формы. Данным способом сегодня изготавливается множество видов металлической продукции, в том числе сварные трубы, разнообразные профильные системы, вентиляционные воздуховоды, дымоходы, колпаки, отливы и т.д. Работа выполняется ручным оборудованием или на специальных гибочных станках высокой производительности.
Виды воздействий на металл
Для изготовления способом гибки изделия нужной формы могут применяться различные виды воздействия на металл, которые выбираются в зависимости от:
- сложности формы изделия;
- вида и свойств металла или сплава;
- толщины листа и формы заготовки.
Если толщина листа достаточно высока, или металл обладает повышенной хрупкостью, перед работой заготовка предварительно разогревается, чтобы уменьшить внутренние напряжения и повысить пластичность металла. У тонколистовых изделий из обычной стали изгибы выполняются в холодном виде.
V-образная (одноугловая)
Технологически выполнение одноугловой V-образной деформации является наиболее простой из всех операций. Форма итогового изделия позволяет снимать его со штампа вручную либо выбрасывающими пружинами, установленных под матрицей. Радиус закругления сгиба выбирается в зависимости от толщины листа и физико-механических свойств металла и определяется используемым в каждом случае пуансоном. Гибочный станок комплектуется набором пуансонов с различными радиусами скругления. Существует два типа штампов для выполнения одноугловой гибки – с фиксированным углом 90° и с переменным углом от 15° до 135°.
П-образная (двухугловая)
Наиболее часто двухугловая деформация металла выполняется с образованием сгибов под углом 90°. Для этого используется матрица с провальным сквозным отверстием, без планки-выталкивателя. Работа с заготовкой происходит до того момента, пока она не упирается концами в боковые стороны пуансона. Радиус скругления выбирается так же, как и для одноугловой обработки. Чем он меньше, тем выше напряжение металла в месте сгиба, поэтому важно выбрать такую его величину, которая обеспечивает приемлемую прочность металла и отсутствие микротрещин.
Многоугловая обработка
Для выполнения многоугловой гибки может возникнуть необходимость в изготовлении штампа и пуансона соответствующей формы, с точно выдержанными размерами углов и граней между ними. Изготовление отдельного штампа становится экономически оправданным в том случае, когда необходимо произвести большое количество изделий. Часто данный способ состоит из нескольких последовательно выполняемых операций по работе с каждым из углов по отдельности.
Криволинейная гибка
Необходимость в получении криволинейных поверхностей возникает при производстве дымоходов, воздуховодов, желобов и тому подобных изделий. Для такого метода используются специальные трубогибные станки либо вальцы на гидравлическом приводе.
Калибрующие и свободные удары
В соответствии с характером усилия по деформации различают:
- свободную деформацию металла, когда заготовка кладётся на фиксированные опоры, а деформирующее усилие без ограничения прикладывается посредине;
- с калибрующим ударом, когда опора для заготовки оснащена пружиной и перемещается во время сгибания вниз, регулируя величину деформирующего усилия.
Во втором случае может использоваться жёсткое подчеканивание сгиба в итоговой точке рабочего хода пуансона.
Количество переходов
Не всегда гибка выполняется за один раз (переход). Число необходимых переходов определяется величиной пластичности металла/сплава и толщиной сгибаемого листа. Если требуется работать с малопластичным металлом, процедуру выполняют в несколько переходов, между которыми для снятия напряжений обязательно происходит промежуточный отжиг заготовки. Достаточно гибкий металл легко деформируется без трещин, образуя углы до 100°-120°.
Способ деформации металла
Современное гибочное оборудование использует два основных вида перемещения рабочих элементов:
- возвратно-поступательное, реализованное на прессах с электро-механическим либо гидравлическим приводом, называемых листогибами, где рабочие плоскости располагаются горизонтально или вертикально;
- вращательное, реализованное посредством использования разнообразного оборудования с вращающимися вальцами, под общим названием «кузнечные бульдозеры».
Специальное оборудование, оснащённое вальцами, может выполнять гибку, правку исходного материала, если он частично деформирован при транспортировке или хранении, а также окончательную правку готового изделия.
Способы воздействия на металл и их определение
Чтобы определить, допустима ли гибка для получения того или иного изделия, часто используются стандартные методики расчётов, требующие определения основных исходных данных. Так, перед выполнением деформации тонколистовой заготовки, требуется:
- определить направление прокатки;
- сравнить минимальную величину радиуса сгибания с толщиной заготовки;
- найти коэффициент текучести используемого металла;
- выяснить допустимую величину отклонений геометрических форм готового изделия.
В процессе работы с криволинейными изделиями либо использовании неплоских форм исходного проката (уголка, круга, шестигранника и др.) обязательно требуется определить, до какой степени исходный профиль деформируют.
При выборе оборудования для гибки того или иного изделия основное внимание уделяется длине рабочей зоны обрабатываемой заготовки и производительности станков. При мелкосерийном изготовлении изменение формы тонколистовых заготовок нередко выполняется на ручном оборудовании. В то же время изготовление профилированных элементов — полностью автоматизированный процесс благодаря небольшой глубине гибов.
Сложности изготовления
Основной проблемой, возникающей в ходе технологических операций гибки, является пружинение – частичное возвращение заготовки к исходной форме, из-за чего искажаются геометрические параметры готового изделия. Это явление часто встречается в ходе гибки сталей, в составе которых углерод содержится в количестве, превышающем полпроцента от общей массы. Угол пружинения может в некоторых случаях достигать 15°, т.е. на эту величину не совпадать с заданным углом. Для уменьшения или полной ликвидации пружинения используют следующие способы.
- Если до начала работ известно, какая марка сплава будет использована в качестве исходного материала заготовки, то параметры рабочих частей штампа и пуансона изменяют на величину угла пружинения, чтобы компенсировать его последействие. Заранее известные характеристики сплава позволяют точно рассчитать величину компенсационного угла. Определить величину пружинения для компенсации можно и другим путём – выполнить пробную гибку и измерить угол сгиба.
- Компенсация пружинения может осуществляться путём использования технологических выемок (поднутрений) на штампе. Для этого во время гибки деформационная зона должна находиться в постоянном контакте с активным инструментом.
- Пластичность металла повышается при отжиге, температура которого для низкоуглеродистых сталей составляет 180-200°С, а для углеродистых – от 550°С до 600°С.
- Горячая гибка металла улучшает пластические характеристики, однако при её выполнении возникает необходимость в очистке готового изделия и штампа от окалины.
Поэтапное изготовление
Рассмотрим поэтапное выполнение холодной гибки, поскольку она является наиболее часто используемой технологией. Можно заказать гибку любого типа, однако в большинстве случаев необходимое качество изделия обеспечивается без нагрева заготовки. Процесс изготовления изделия состоит из следующих этапов.
- Анализ конструкции изделия и соответствия выбранного материала требуемым параметрам изделия.
- Расчёт деформирующего усилия и разработка технологической карты.
- Выбор оборудования и типоразмера рабочих инструментов.
- Разработка параметров исходной заготовки.
- Расчёт переходов деформирования.
- Составление проекта технологической оснастки.
- Непосредственное выполнение гибким на производственном участке в соответствии с технологической картой.
Для выяснения пригодности выбранного материала необходимо проверить его:
- пластические характеристики, что особенно важно в случае использования малопластичного сплава;
- минимально допустимый радиус гиба без образования трещин;
- допустимый уровень деформации исходного профиля или увеличения толщины в месте сгиба.
Если выясняется, что выбранный заказчиком материал не соответствует проектным требованиям, наши специалисты подбирают оптимальный по характеристикам/стоимости вариант и предлагают заказчику в качестве замены. Улучшение пластичности достигается промежуточным отжигом либо предварительным прогревом заготовки и изменение формы листа металла в горячем состоянии, если это допускают характеристики конечного изделия. Конечная цена гибки возрастает, поскольку в неё включаются расходы на выполнение добавочных операций.
Оборудование для работы при гибках листовых металлов
Процесс работы может выполняться профилированным либо ротационным инструментом, для чего необходимо соответствующее оборудование и оснастка.
Профилированный инструмент и оборудование
Основным профилированным инструментом для гибки металлов являются штампы (матрицы) и пуансоны из инструментальной (для пластичных металлов) либо легированной (для непластичных металлов) стали. Они служат основной рабочей частью листогибочного пресса серий И12, И13 или А72. Применение профилированных инструментов является оправданным при крупносерийном изготовлении металлических изделий, т.к. один комплект из матрицы и пуансона предназначен для гибки единственного типоразмера детали.
Ротационный инструмент и оборудование
Непрофилированный, или ротационный инструмент деформирует заготовку, пропуская металл через зазоры между вращающимися вальцами, расположенными под определённым углом друг к другу. Угол наклона каждого вальца можно изменять, благодаря чему станок быстро перенастраивается для выпуска другой детали. Деформацию сортового проката (уголка, двутавра, швеллера) выполняют только на ротационном оборудовании.
Различают сортогибочные (для сортового проката) и листогибочные (для листовой стали) станки. И те, и другие чаще всего оснащены тремя вальцами, из которых один является нажимным и расположен сверху, а два располагаются снизу и служат опорами для заготовки. Специальные ротационные машины различаются:
- по симметрии рабочих частей, в зависимости от позиции вальцов относительно вертикальной оси;
- по ширине рабочих вальцов, от которой зависит ширина обрабатываемой заготовки;
- по функциональности: добавочные вальцы, расположенные до или после основной тройки, могут выполнять предварительную или остаточную правку;
- по расположению вальцов относительно плоскости – горизонтальному либо вертикальному.
Ротационный инструмент, в отличие от профилированного, обладает универсальностью применения и эффективен в крупносерийном производстве, для изготовления мелких серий гнутых изделий.
Данный ресурс не является публичной офертой.
Наличие и стоимость товаров уточняйте по телефону.
Производители оставляют за собой право изменять технические
характеристики и внешний вид товаров без предварительного
уведомления.
Гибка и гнутье листового металла
Гибка листового металла позволяет при сравнительно небольших усилиях получить изделие нужной формы. Ибо при сварке затрачивается больше усилий как физических, так и финансовых. Лист металла можно сгибать вручную или с применением автоматики, однако общие принципы работы остаются прежними. Именно об особенностях данного процесса и пойдет речь.
Основные принципы
Гнутье металла осуществляется различными методами. Часто используется сварка, однако температурное воздействие способно изменять форму и свойства готового изделия. Это снижает эксплуатационные свойства и точность изготовления.
Так как при гибке металла внешние слои металла растягиваются, а внутренние начинают сжиматься, то необходимо перегибать на заданный угол часть металлопроката относительно другого. Угол же можно отыскать с помощью расчетов.
Изделие деформируется на те значения, которые находятся в заданных пределах. Они зависят от следующих параметров:
- Толщина металлического листа;
- Сколько составляет угол перегиба;
- Насколько прочен материал;
- Скорость и время выполнения процедуры.
Именно от них будет зависеть показатель допустимой деформации. Следующим этапом является выбор типа гибки.
Типы гибки металлических изделий
Сгибание металла производится вручную и с применением автоматических устройств. В первом случае процесс будет достаточно трудозатратен, потребует использования пассатижей и молотка, в результате на эту процедуру уйдет немало времени.
Гораздо проще и качественнее будет механизация процесса с помощью станков и соответствующих приспособлений. Форму цилиндра изделию придают специальные вальцы. С их помощью создаются дымоходы, желоба, трубные изделия.
Развитие станкостроительного производства позволило достичь сгибания материала для изготовления самых сложных изделий. А быстрая замена рабочего инструмента позволяет максимально эффективно и ускоренно перенастроить станочное устройство.
Виды оборудования
Для современного процесса по сгибанию металла имеется немало вариантов новейших аппаратов. На производстве обычно применяются прессы, которые можно разделить на следующие виды:
- Ротационные, гнущие металл с помощью перемещения между специальными валиками. Подходят для изготовления крупногабаритных изделий небольшими сериями.
- Поворотные прессы сгибают пластины с помощью гибочных балок и двух плит. Стационарная плита располагается внизу, а наверху находится поворотная плита. Оптимальный вариант для обработки изделий из листового металла с простым рельефом и маленькими габаритами.
- Стандартные прессы пневматические или гидравлические применяются для массовых или мелкосерийных изделий из нержавейки или другого металла. Сгибка производится между пуансоном и матрицей. За счет этого можно обрабатывать даже утолщенные изделия. При этом следует отметить, что гидравлические прессы применяются чаще, чем на пневматике, за счет более простой эксплуатации и стоимости.
Из всех вышеописанных видов оборудования наиболее современным является ротационное. Оно действует в автоматическом режиме, и рабочему не нужно заранее рассчитывать оптимальное значение усилия.
Автоматизированными считаются и поворотные прессы. Здесь отправляется один лист в устройство, который необходимо расположить его как необходимо по заданию. Чаще всего применяется на небольших предприятиях, где работают с металлическими деталями.
Ручная работа
Такая работа производится обычно ручными ножницами. В нужных местах ставятся отметки, по которым будет осуществляться ручная гибка металла. Лист надежно фиксируют в тисках. Массивным молотком производят первый сгиб. Изделие передвигают к новому месту сгиба, зажимают с бруском из дерева, загибают в нужную сторону.
По завершении работы необходимо удостовериться, что изделие соответствует установленным стандартам. Проверка ведется с применением угольника и при необходимости недочеты устраняются.
Самостоятельное изготовление станка
Иногда требуется сделать станок в домашних условиях. Это облегчит работу по сгибке металла и повысит производительность работы. Здесь потребуются уголок, металлическая балка, петли с болтами, струбцины, рукояти, стол и сварочный аппарат. Порядок действий следующий:
- Делается основа из металла, подойдет двутавровый профиль.
- Крепится кверху балки уголок с помощью болтов.
- Сварочным аппаратом под уголок привариваются три петли.
- Сгинаем алюминиевый лист поворотом уголка.
- Плотное прижатие металла обеспечивают две струбцины.
- Уголок необязательно убирать, можно приподнимать его. Кладете изделие промеж профиля и уголка. Затем по краю выравнивается металлический лист.
Проверьте болты, чтобы они крепко были закреплены. Траверсы поверните и согните таким образом, чтобы образовать нужный угол. Это позволит не тратить время на расчеты угла.
Каким бы ни были устройства, главные принципы остаются неизменными. Следуя им, можно получить изделия, соответствующие стандартам и пожеланиям заказчика.