Содержание
- Сварочное пламя. Виды сварочного пламени
- Структура сварочного пламени
- Нормальный (восстановительный) вид сварочного пламени
- Окислительный вид сварочного пламени
- Науглероживающий вид сварочного пламени
- Характеристики сварочного пламени
- Регулировка сварочного пламени
- Сварочное пламя
- Температура ацетилено кислородного пламени
- Преимущества и недостатки ацетилено-кислородной сварки
- Достоинства
- Недостатки
- Инструменты и материалы
- Технологический процесс газосварки
- Основные способы ведения горелки и присадочного материала
- Выбор режимов
- Работа с чугуном, медью и латунью
- Газокислородное пламя, его строение, коэффициент регулирования
Температура ацетилено кислородного пламени
Сварочное пламя. Виды сварочного пламени
Сварочное пламя получается при сгорании смеси горючих газов (или паров горючих жидкостей) и кислорода в мундштуке сварочной горелки. В зависимости от того, какой газ для газовой сварки применяют и от того, в каком соотношении с кислородом он сгорает, различают три вида сварочного пламени: нормальное (или восстановительное), окислительное, науглероживающее.
Структура сварочного пламени
На рисунке показана структура сварочного пламени, которое состоит из трёх зон: ядра пламени (поз.1), восстановительной зоны (поз.2) и окислительной зоны (поз.3).
Ядро пламени состоит из раскалённого кислорода и продуктов распада ацетилена. Ядро имеет достаточно чёткий контур и очень яркое свечение. Длина ядра может быть различной, в зависимости от давления и скорости подачи горючей смеси. Чем больше давление и скорость подачи газа, тем больше длина ядра. Горение газов начинается на внешней стороне ядра и продолжается в восстановительной зоне.
Во второй, восстановительной зоне ацетилен проходит первую стадию сгорания в кислороде, поступающего из кислородного газосварочного баллона. Сгорание происходит по реакции:
При этом сгорание углерода происходит не полностью, а водород в этой зоне не сгорает. Восстановительная зона имеет самую высокую температуру (3000-3200°C) на расстоянии 3-5мм от конца ядра и обладает восстановительными свойствами. Этой частью пламени производят газовую сварку, нагревая и расплавляя металл. При сварке частицы угарного газа и водорода восстанавливают металлы из их окислов. Поэтому вторая зона и получила название восстановительной зоной, а также сварочной или рабочей.
В третьей зоне, факеле, происходит окончательное сгорание ацетилена (точнее, продуктов его распада — угарного газа и водорода) в кислороде из окружающего воздуха по реакции:
Углекислый газ и вода при высоких температурах взаимодействуют со свариваемым металлом, окисляя его. Из-за этого зона факела получила название окислительной зоны.
Для полного сгорания одного объёма ацетилена необходимо два с половиной объёма кислорода. Один объём кислорода поступает из кислородного баллона в горелку, где смешивается с ацетиленом. Ещё полтора объёма кислорода поступает из окружающего воздуха.
Нормальный (восстановительный) вид сварочного пламени
Нормальным считается сварочное пламя, при сгорании ацетилена в кислороде в соотношении О2/С2Н2=1. Но на практике кислород подаётся с примесями, не чистый. Поэтому, нормальным получается пламя, при соотношении кислорода и ацетилена в пределах 1-1,3. Такой вид пламени положительно влияет на раскисление расплавленного металла и достижение высокого качества сварки.
Сварка большинства металлов и сплавов выполняется нормальным пламенем, особенно часто при сварке низкоуглеродистых сталей. При газовой сварке алюминия применяют нормальное сварочное пламя с небольшим избытком ацетилена.
Окислительный вид сварочного пламени
Окислительное сварочное пламя получается при избытке кислорода. Т.е. когда соотношение кислорода к ацетилену больше чем 1,3. Ядро окислительного пламени короче, чем у восстановительного. У него более резкий контур и оно менее яркое. Восстановительная зона и факел также короче по длине, чем у нормального пламени.
Температура окислительного пламени немного выше, чем у нормального. Такой вид пламени не подходит для сварки сталей, т.к. избыток кислорода способствует окислению металла, в результате чего образуются множественные дефекты в сварном шве в виде пор. Сам шов получается хрупким. Окислительное пламя часто используют при сварке латуни.
Науглероживающий вид сварочного пламени
Если в сварочной горелке соотношение кислорода к ацетилену меньше 1, формируется науглероживающее сварочное пламя. Ядро такого пламени не имеет резкого контура, а вершина ядра окрашивается в зелёный цвет, который свидетельствует об избыточном количестве ацетилена.
Восстановительная зона в таком пламени светлее, чем в нормальном пламени, а факел имеет жёлтую окраску. Не видно чёткой границы между зонами. Излишки ацетилена распадаются на углерод и водород. Углерод легко переходит в сварочную ванну, поэтому, науглероживающее пламя используют, если есть необходимость науглероживания металла сварного шва или для восполнения углерода, если при сварке происходит его угар. Такое пламя хорошо подходит для газовой сварки чугуна.
Характеристики сварочного пламени
К тепловым характеристикам сварочного пламени относятся температура, эффективная тепловая мощность, зона распределения нагрева свариваемого металла. Эти показатели определяются от того, какой газ используется при сварке, от чистоты подаваемого кислорода и от соотношения объема кислорода к объёму горючего газа в горелке.
Температура газового пламени различна в разных зонах. Максимума она достигает в конце первой зоны (ядра), 3200°C для ацетилена. Эффективной тепловой мощностью сварочного пламени называется количество теплоты, которое пламя способно передать металлу в единицу времени. Этот показатель повышается, если возрастает расход газа.
Тепловая мощность — важная характеристика пламени, измеряемая в л/ч. Кроме тепловой мощности есть мощность удельная. Удельная тепловая мощность это расход горючего газа (в л/ч), приходящийся на миллиметр свариваемого металла. Необходимая мощность сварочного пламени определяется, исходя из теплопроводности свариваемого металла и его толщины. При сварке низколегированных сталей, углеродистых сталей, сварки чугуна, алюминия, а также при сварке медных сплавов удельная мощность составляет 100-120л/ч. При сварке меди удельная мощность выше из-за её теплопроводности и составляет 150-200л/ч.
У газосварочного пламени довольно большая область нагрева свариваемого металла. Тепловой поток при газовой сварке рассредоточен. Наибольший поток тепла получается по центру пламени и он, примерно, в 10 раз меньше, чем у электрической сварочной дуги при их одинаковой тепловой мощности. Поэтому, при газовой сварке нагрев металла происходит медленнее, чем при ручной дуговой сварке.
Регулировка сварочного пламени
Для регулировки сварочного пламени большое значение имеет выбор давления кислорода. Давление кислорода необходимо подбирать в соответствии номеру наконечника, руководствуясь паспортом на сварочную горелку. Если выбрано слишком большое давление, газовая смесь вытекает очень быстро и пламя отрывается от мундштука. При этом пламя начинает выдувать и разбрызгивать жидкий металл за пределы сварочной ванны.
При давлении кислорода ниже требуемого, скорость подачи газовой смеси падает, сварочное пламя становится короче и возникает опасность возникновения обратного удара, который может привести к взрыву ацетиленового генератора, если газосварочный пост не оборудован водяным предохранительным затвором.
Из короткого окислительного пламени можно получить нормальное. Для этого необходимо медленно и постепенно увеличивать подачу ацетилена до появления яркого пламени и чёткого его ядра.
Из науглероживающего пламени можно получить нормальное, если постепенно перекрывать подачу ацетилена то тех пор, пока не исчезнет зеленоватый цвет пламени на вершине ядра.
Сварочное пламя
Рассмотрим лишь ацетилено-кислородное пламя, как имеющее наибольшее значение для сварочной техники. Полное сгорание ацетилена происходит по уравнению:
а затем — первая стадия сгорания ацетилена и процесс окисления углерода по формуле
через целую цепь химических превращений.
В действи —
Это объясняется тем,
что приведённое выше уравнение не отражает полностью процесса, протекающего в первой стадии горения, например, при окислении углерода в СО неизбежно сгорит и некоторая часть водорода, образуя при этом пары воды.
В зависимости от хода реакций сгорания ацетилена сварочное ацетилено-кислородное пламя имеет форму, схематически показанную на фиг. 136,
с выделением твёрдых частиц углерода. Раскалённые твёрдые частицы углерода ярко светятся, поэтому оболочка ядра является самой яркой частью сварочного пламени, несмотря на то, что её температура относительно невысока и не превышает 1500°
Ядро называется также первой зоной пламени. Внешний вид ядра служит чувствительным индикатором для визуального определения состава газовой смеси и исправности горелки. Зона 2 является самой важной частью сварочного пламени, так как в ней развивается наивысшая температура. В зоне проходит первая стадия сгорания ацетилена за счёт первичного кислорода, поступающего из баллона; она называется сварочной зоной или второй зоной. В сварочной зоне проходит реакция по формуле:
горения ацетилена:
реакция приближённо протекает по формуле
и пары воды, а также продукты их диссоциации.
Как двуокись углерода, так и водяные пары при высоких температурах окисляют железо, поэтому наружная зона или факел пламени называется также окислительной зоной.
т е, с уменьшением содержания кислорода или увеличением содержания ацетилена в газовой смеси, реакции окисления замедляются, поэтому ядро пламени удлиняется, увеличивается количество свободного углерода, частицы которого появляются и в сварочной зоне, очертания увеличенного ядра становятся размытыми и теряют чёткость.
При значительном избытке ацетилена частицы углерода появляются и в наружной зоне, пламя становится коптящим, удлиняется и приобретает красноватую окраску.
На фиг. 137 схематически показаны изменения очертания ядра пламени при изменениях состава газовой смеси. Изменения размеров, формы и цвета ядра хорошо заметны и могут служить чувствительным индикатором для определения состава газовой смеси. При некотором навыке по виду ядра пламени можно достаточно точно устанавливать нормальный состав газовой смеси, не пользуясь никакими измерительными приборами для расхода газов.
восстанавливает окислы железа и мало влияет
на содержание углерода в расплавленной стали. Нормальное пламя может быть названо восстановительным по отношению к окислам металла и нейтральным по отношению к углероду в металле. Пламя с некоторым избытком кислорода будет частично выжигать углерод и по отношению к нему может быть названо окислительным или обезуглероживающим . Пламя с избытком ацетилена будет повышать содержание углерода в наплавленном металле и называется науглероживающим или ацетиленистым .
Температура пламени различна в различных его точках и зависит от состава газовой смеси и степени чистоты применяемых газов. Наивысшая температура наблюдается по оси пламени, причём она незначительна в первой зоне или ядре пламени, достигает максимума в сварочной зоне, на расстоянии 2—3 мм от конца ядра, и снова падает в третьей, или наружной зоне.
Максимальная температура ацетилено-кислородного пламени определялась многими исследователями как теоретически — путём расчётов, так и экспериментально — непосредственным измерением. Оба метода дают удовлетворительное совпадение результатов. Экспериментальные измерения температуры ацетилено-кислородного пламени спектральным методом производил Н. Н. Клебанов .
На фиг. 138 показано изменение температуры по оси нормального пламени, а на фиг. 139 показана зависимость максимальной температуры пламени от состава газовой смеси. Максимальная температура сосредоточена на небольшом участке пламени, который в процессе сварки должен находиться у поверхности металла. Из фиг. 139 видно, что наивысшая температура пламени, а следовательно, и производительность сварки наблюдается при некотором избытке кислорода в смеси по сравнению с нормальным пламенем. Максимальную температуру нормального пламени для достаточно чистых кислорода и ацетилена можно принять равной 3100—3200°.
Температура ацетилено кислородного пламени
ТЕХНОЛОГИЯ ГАЗОВОЙ СВАРКИ
Ознакомиться с оборудованием, применяемыми материалами и технологией газовой сварки.
В соответствии с вариантом задания (прил. 1) для газовой сварки малоуглеродистой стали в нижнем положении описать технологию, подобрать режим сварки, рассчитать полный расход горючего газа.
1. Основные положения
При газовой сварке расплавление кромок свариваемого изделия и присадочной проволоки осуществляется теплом, выделяющимся при сжигании горючего газа в смеси с кислородом. Газовую сварку применяют при изготовлении сварных изделий из тонколистовой стали, медных и алюминиевых сплавов, при исправлении дефектов в чугунных и бронзовых отливах, а также при различных ремонтных работах.
Кислород, используемый для сварочных работ, получают из воздуха методом глубокого охлаждения и поставляют к месту потребления в стальных баллонах голубого цвета с черной надписью » Кислород » . Водяная емкость баллона 40 литров и при давлении 15 МПа он вмещает 6 м 3 газообразного кислорода.
В качестве горючих газов могут быть использованы ацетилен, водород, природный и нефтяной газ, пары бензина и керосина. Наибольшее применение получил ацетилен, так как он дает при горении в технически чистом кислороде самую высокую температуру пламени, достигающую 3150 ° С.
Ацетилен (С 2 Н 2 ) – бесцветный газ с характерным запахом, воспламеняется при 420 ° С, становится взрывоопасным при сжатии свыше 0,18 МПа, а также при длительном соприкосновении с медью и серебром. Ацетилен получают в ацетиленовых генераторах при взаимодействии карбида кальция с водой:
К месту сварки ацетилен поставляется в стальных баллонах вместимостью 40 литров, в которых при максимальном давлении 1,9 МПа содержится примерно 5,5 м 3 газа. Для обеспечения безопасного хранения и транспортировки ацетилена, баллон заполнен пористым активированным углем, который пропитан ацетоном. В одном объеме ацетона растворяется 23 объема ацетилена. Баллон окрашен в белый цвет с надписью «Ацетилен» красного цвета.
Схема газового поста с питанием от баллонов показана на рис.1.
Рис. 1. Схема газосварочного поста с питанием от баллонов:
1 – сварочная горелка; 2 – гибкий шланг; 3 – редуктор;
4 – баллон с ацетиленом; 5 – баллон с кислородом
К вентилям баллонов крепятся газовые редукторы, которые предназначаются для снижения давления газа, поступающего из баллона к горелке, и поддержания постоянства установленного давления во время работы. Газовые редукторы имеют обычно два манометра, один из которых измеряет давление газа на входе в редуктор, второй – на выходе из него. Редукторы для различных газов отличаются лишь устройством присоединительной части, которая соответствует устройству вентиля соответствующего баллона и исключает ошибочную установку, например, ацетиленового редуктора на кислородный баллон. Корпус редуктора окрашивают в определенный цвет, например, голубой для кислорода, белый для ацетилена. К сварочной горелке кислород и ацетилен от редукторов подаются через специальные резиновые шланги.
Газосварочные горелки служат для смешивания в требуемой пропорции кислорода и ацетилена, подачи горючей смеси к месту сварки и создания концентрированного пламени требуемой мощности. По принципу действия горелки подразделяются на инжекторные и безинжекторные (рис. 2). В инжекторных горелках поступление горючего газа (ацетилена) происходит за счет подсоса его струей кислорода, который, вытекая с большой скоростью из сопла инжектора, создает разряжение в каналах, по которым поступает ацетилен. Давление кислорода должно быть при этом равным 0,2 – 0,4 МПа, а давление ацетилена на входе в горелку может быть 0,001 – 0,002 МПа.
Рис. 2. Схемы ацетиленовых горелок:
а – инжекторные; б – безинжекторные; 1 – ствол горелки; 2 – гайка;
3 – наконечник; 4 – мундштук; 5 – смесительная камера; 6 – инжектор;
7 – вентиль; 8 – штуцер присоединительный
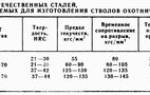
Горелки этого типа имеют сменные наконечники с различными диаметрами выходных отверстий инжектора и мундштука, что позволяет регулировать в широких пределах мощность ацетилено – кислородного пламени, поддерживая достаточно высокую скорость истечения газов из горелки. Наиболее распространенные инжекторные горелки “Звезда” и ГС – 3 имеют семь номеров сменных наконечников (табл. 1).
Техническая характеристика инжекторных горелок “Звезда” и ГС – 3
Преимущества и недостатки ацетилено-кислородной сварки
Одна из старых разновидностей получения неразъемного соединения деталей, но не потерявшая своей актуальности – это ацетиленовая сварка металла. Применяется для сваривания практически любых материалов, особенно привлекательно при сваривании тонкостенных трубопроводов и других конструкций.
Достоинства
Почему именно ацетилен основной газ при газовой сварке металлов? Температура его горения превышает градус плавления стали и других материалов. При высокой квалификации газосварщика, выгода ацетиленовой сварки заключается в большой производительности при небольших затратах на газ и материалы. Остальные плюсы и минусы рассмотрим ниже.
Главным преимуществом ацетилено-кислородной сварки является мобильность и контроль за сварочными работами. Есть и другие преимущества:
- при ацетиленовой сварке баллоны легко транспортируются на тележке. Удобно варить неповоротный шов, при небольшом расстоянии до стены. В этом случае не требуется делать операционный стык;
- с помощью газовой горелки можно проводить неразъемное соединение металлов с различными температурами расплава. Осуществляя регулировку силы и вида пламени, можно добиться оптимальных условий ацетиленовой сварки;
- при сваривании деталей небольшой толщины из конструкционной стали, меди, чугуна, латуни ацетиленовый способ незаменим;
- можно повысить качество шва путем использования проволоки из легирующей стали или других добавок.
Осуществляя регулировку температуры нагрева, можно предотвратить сильную деформацию конструкции и стыка. При этом достигается еще и оптимальная скорость сваривания металлов.
Недостатки
Но есть у ацетиленового вида сварки и некоторые минусы. К ним относятся:
- при нагреве образуется большая площадь с изменениями в свойствах материала, поэтому ацетиленовая сварка не применяется в машиностроении;
- при соединении деталей толщиной более 5 мм газосварку лучше заменить ручной или полуавтоматической электросваркой;
- соединение высокоуглеродистой стали не для кислородно-ацетиленовой сварки;
- при соединении внахлест, металл будет значительно деформироваться, и в нем будут образовываться участки со значительным напряжением;
- требует повышенных затрат на материалы и оборудование, по сравнению с электродуговым типом сварки.
Самый главный недостаток – это высокая взрывоопасность. Но многое в этом зависит от человеческого фактора.
Несоблюдение правил безопасности, неправильных действиях при обратном ударе – это основные ошибки, приводящие к авариям. Сварщик при работе с ацетиленом должен обладать навыками выше тех, которые достаточны для полуавтоматической и автоматической сварки.
Способ ацетиленовой сварки наиболее подходит для стыковых соединений деталей. А качество шва напрямую зависит от качества и чистоты ацетилена и кислорода.
При всех недостатках и высокой взрывоопасности, данный вид является основным для сваривания тонкостенных деталей и некоторых цветных материалов. К этому можно добавить наполненность и аккуратность шва.
Стык электродуговой сварки не может быть таким красивым и надежным как у газосварки, особенно при неповоротном стыке.
Инструменты и материалы
Для ацетиленовой сварки потребуется вполне доступное и относительно недорогое оборудование. Ранее для получения газа применялись газовые генераторы, но сейчас более распространен баллонный ацетилен.
Баллон окрашен в белый цвет. Для поддержания горения используется баллонный кислород. Как правило, их перевозят на специальных тележках.
В зависимости от толщины свариваемого металла предусмотрено использование нескольких размеров горелки и сопла. Самый маленький размер, который может иметь горелка – нулевой, а самый большой – пятый.
При необходимости сильного нагрева толстого металла используется наибольший номер с отверстием, позволяющим подавать газовую смесь в сварочную ванну и обеспечивающую нормальный прогрев стыка.
К горелке подходят шланги с ацетиленом и кислородом. Крепятся с помощью резьбового соединения.
Редукторы позволяют регулировать подачу газа и понижать давление газа, поступающего из баллона. Давление в кислородном баллоне порядка 150 атм. К тому же редукторы защищают баллон от обратного удара.
В зависимости от вида свариваемого материала, присадочная проволока может выполняться из стали или других металлов с добавлением легирующих добавок. Они улучшают качество шва. Для ацетиленовой сварки стальных водопроводных труб используют оббитые электроды для ручной электросварки, но это более дорогой вариант.
Технологический процесс газосварки
Процесс работы начинается с открывания вентилей на баллонах и регулировки давления газа с помощью редукторов. Оптимальное значение напора газов – 2 атмосферы. При большем давлении, может быть затруднена регулировка пламени.
На горелке открываем вентиль подачи ацетилена и поджигаем газ. Затем постепенно открывая кислородный вентиль, регулируем пламя. Для сваривания черных металлов наиболее часто применяется нейтральное пламя горелки. Сам факел состоит из трех, хорошо видимых невооруженным глазом, частей.
Голубой цвет с незначительным зеленоватым отливом имеет ядро, которое расположено внутри пламени.
Далее идет рабочая область, отвечающая за нагрев и качество шва в процессе ацетиленовой сварки. Это восстановительное пламя и оно, как правило, светло-голубого цвета.
Самая большая часть – это факел горелки. Он отвечает за нагрев металла.
Для настройки нейтрального пламени, необходимо прислонить горелку к любой металлической поверхности и отрегулировать его вентилями подачи газа. Ядро не должно быть очень большим, а восстановительное пламя регулируется до определенного цвета.
Сначала выставляется размер факела. Это делается подачей ацетилена. Затем постепенно увеличивая подачу кислорода, добиваемся нормального пламени.
При этом не следует делать очень мощное пламя. Оно увеличит не только скорость ацетиленовой сварки, но и повысит количество прожогов и подрезов шва. Поэтому регулировка – это одна из основных операций, которая облегчает выполнение сварочных работ.
Нельзя выставлять длинный и оранжевый цвет факела. Такое горение будет снижать качество шва, внося в сварочную ванну избыток углерода.
Основные способы ведения горелки и присадочного материала
Специалисты применяют два способа ведения инструмента: «от себя» и «на себя».
При ведении от себя впереди горелки располагается проволока. Такой метод применяется при сваривании конструкций больших по толщине. В этом случае расплавленный металл деталей и присадки одновременно заполняет сварочную ванну.
Этот способ требует от сварщика обеспечения равномерного перемешивания основного и присадочного металла. При недостаточном количестве расплава проволоки шов получается ослабленным.
При способе ацетиленовой сварки «на себя» первой идет горелка, и при расплавлении основного металла в ванночку добавляется металл с проволоки. Здесь надо правильно расположить горелку.
Она должна идти под острым углом по отношению к деталям. Этот способ наиболее прост. Надо разогреть металл, снять с проволоки каплю и растянуть ее по шву. По этому принципу формируется катет шва.
Для большего удобства и предохранения образования прожогов, горелку ведут либо полумесяцем или круговыми движениями.
Большую роль в качестве соединения играет правильная стыковка деталей, отсутствие больших зазоров при сварке тонких листов или труб. Следует помнить – перед ацетиленовой сваркой детали необходимо прихватить в нескольких местах. На трубах небольшого диаметра, прихватки делаются примерно через 1200.
На проведение сварочных работ оказывает влияние и характеристики свариваемого металла.
Выбор режимов
Для увеличения качества шва и его герметичности в зависимости от материала необходимо знать некоторые секреты профессиональных газосварщиков.
Высокоуглеродистые стали с помощью ацетиленовой сварки варят очень редко. А вот низкоуглеродистые, конструкционные стали – это область применения газосварки.
При этом достигаются хорошие результаты при любом пространственном положении шва. Средняя мощность горения не должна превышать 120 кубических дециметров в час.
Лучшим будет способ ведения горелки от себя. Присадку надо использовать из низкоуглеродистой стали, но можно оббивать электроды для электросварки. При расплавлении металла, из него выходит кремний, марганец и образуется крупнозернистое строение стали. Проволока из СТ.2, с содержанием кремния меньше 1%, марганца 1,1% обеспечит однородный, по структуре шов.
Легированную сталь не рекомендуется варить с помощью ацетиленового метода. При сильном нагреве происходит деформация деталей, поэтому при сваривании некоторых марок стали, необходимо выполнять следующие рекомендации.
Для соединения низколегированных сталей необходимо использовать флюсы. Сварка ацетиленом осуществляется нормальным пламенем. Горелка должна работать на низкой мощности, подавая слабое пламя, если сваривают с сталь с высоким содержанием хрома и никеля.
Для соединения жаропрочных сталей применяется присадка с содержанием 21% никеля и хрома 25%. Сварить сталь с высокой стойкостью к образованию коррозий будет проще, если использовать проволоку с содержанием никеля, хрома и молибдена.
Работа с чугуном, медью и латунью
Перед сваркой чугуна необходимо разогреть место стыка и только затем проводить работу. В противном случае, в структуре основного металла образовывается белый чугун, и стык становится хрупким. Работа производится нормальным пламенем.
Сварку деталей из меди ведут без разрывов и предварительных прихваток. Между деталями зазор не выставляется. Медь очень текучий материал при нагреве и очень теплопроводный материал. Поэтому необходимо выставлять более мощное пламя горелки. Лучше вести ацетиленовую сварку под слоем флюса, для предотвращения окисления стыка.
Сварка латуни с помощью ацетилена и кислорода – это самый оптимальный вариант для данного материала. Температура расплава не должна превышать 9000, при этом не полностью испаряется цинк. Благодаря ацетиленовой сварке формируется надежный шов, удаляя из сварочной ванны 25% этого металла.
Необходимо поддерживать низкое содержание горючего газа в смеси, это позволит испарять цинк в необходимом объеме. Для лучшего результата необходимо использовать флюсы и качественную присадку. С помощью газосварки можно также варить бронзовые детали и другие металлы.
Газокислородное пламя, его строение, коэффициент регулирования
Газовая сварка – процесс получения неразъемного соединения с плавлением кромок соединяемых металлов и присадочного материала за счет теплоты пламени сжигаемых газов.
Газовое пламя – основной источник теплоты при сварке и других процессах газопламенной обработки. Сварочное пламя образуется при сгорании смеси горючего газа или паров горючей жидкости с кислородом.
Внешний вид, температура и влияние сварочного пламени на расплавленный металл зависят от состава горючей смеси, т.е. от соотношения в ней кислорода и ацетилена. Изменяя состав горючей смеси, сварщик изменяет свойства сварочного пламени.
Газокислородное пламя состоит из трех зон (см. рисунок 1): 1- ядра, 2 — средней зоны (зоны восстановления) и 3 — факела (окислительной зоны).
Ядро имеет довольно четко очерченную форму, близкую к форме цилиндра с закругленным концом, и ярко светящуюся оболочку, состоящую из раскаленных частиц углерода, сгорание которых происходит в наружном слое оболочки. Размеры ядра зависят от расхода горючей смеси и скорости ее истечения. Диаметр ядра пламени определяется диаметром мундштука, а длина – скоростью истечения газовой смеси.
Площадь поперечного сечения канала мундштука прямо пропорциональна толщине свариваемой стали. Скорость истечения должна обеспечивать устойчивое горение пламени. Пламя не должно быть слишком «мягким» или «жестким», так как первое склонно к обратным ударам и хлопкам, а второе – выдувает расплавленный металл из сварочной ванны. Если увеличить давление кислорода, то скорость истечения смеси увеличится, и ядро удлинится.
Восстановительная зона имеет темный цвет, отличающий ее от ядра и остальной части пламени. Она занимает пространство в пределах до 20 мм от конца ядра. Восстановительная зона состоит из окиси углерода и водорода. Эта зона имеет наиболее высокую температуру в точке, отстоящей на 2-6 мм от конца ядра. Данной зоной пламени нагревают и расплавляют металл в процессе сварки.
Факел пламени состоит из углекислого газа, паров воды и азота, которые появляются в пламени при сгорании окиси углерода и водорода восстановительной зоны за счет кислорода окружающего воздуха. Температура факела значительно ниже температуры восстановительной зоны.
При сгорании ацетилена в воздухе без добавления кислорода пламя имеет желтоватый цвет и длинный факел без светлого ядра. Такое пламя не пригодно для сварки, так как имеет низкую температуру и коптит, выделяя много сажи (несгоревшего углерода).
Когда в ацетилено-воздушное пламя прибавляют кислород, открывая кислородный вентиль горелки, пламя резко меняет цвет и форму, а температура его повышается. Изменяя соотношение кислорода и ацетилена в смеси, можно получать три основных вида пламени: нормальное, окислительное и науглероживающее.
Нормальное пламя (рисунок 2) – нейтральное сварочное пламя (с резко очерченным ядром, плавно закругляющимся на вершине).
Окислительное сварочное пламя (рисунок 3) – сварочное пламя с избытком кислорода, имеет укороченную конусообразную форму ядра, менее отчетливую, чем у нормального пламени. Окислительное пламя имеет голубоватый оттенок и горит с большим шумом.
Окислительное пламя применяют при сварке стали с целью повышения производительности процесса, но при этом обязательно пользоваться проволокой, содержащей повышенные количества марганца и кремния в качестве раскислителей. Окислительное пламя также необходимо при сварке латуней и пайке твердым припоем.
Науглероживающее сварочное пламя (рисунок 4) – имеет увеличенные размеры пламени. Ядро теряет резкость своего очертания. За ядром проявляется средняя зона пламени. Факел приобретает красноватый оттенок и выделяет некоторое количество копоти, зависящее от избытка горючего.
Пламя с избытком ацетилена применяют при наплавке твердыми сплавами. Пламя с незначительным избытком ацетилена используют для сварки алюминиевых и магниевых сплавов. Всё это представлено на рисунке 5.
Сварочное пламя должно обладать достаточной тепловой мощностью, т.е. давать количество тепла, необходимое для расплавления свариваемого и присадочного металла и покрытия потерь тепла в окружающую среду. Тепловая мощность пламени определяется количеством сгорающего горючего газа. Чем больше это количество, тем выше тепловая мощность. Тепловую мощность выражают часовым расходом (дм 3 /ч или л/ч) ацетилена или другого горючего.
Изменяя тепловую мощность пламени, можно в широких пределах регулировать скорость нагрева и расплавления металла, что является одним из положительных качеств процесса газовой сварки.
Рисунок 5. Сварочное пламя
Химический состав пламени смеси состава О2:С2Н2=1 приведен в таблице 1.