Содержание
- Припой для пайки меди
- Какой припой выбрать
- Медно фосфорные
- Серебряные припои
- Особенности серебряных тинолей
- Пайка твердым тинолем
- Как паять трубы
- Как и чем паять нержавейку в домашних условиях: советы, видео, фото
- Как выполнить пайку в домашних условиях
- Типы припоев
- Приготовление флюса
- Полезные советы
- Что еще следует знать о пайке нержавеющей стали
- Твердое паяние
- Инструменты и приспособления для твёрдого паяния:
- Способы паяния твердыми припоями:
- Твердая пайка крупных предметов:
- Пайка твёрдым припоем
- Припой для нержавеющей стали
- Разновидности
- Состав и его физико-химические свойства
Твердый припой для стали
Припой для пайки меди
Соединение меди, представляет собой сложный технологический процесс, который позволяет выполнять неразъемное соединение.
Развитие загородного домостроения привело к тому, что в инженерных сетях все используют трубы, выполненные из цветных металлов и их сплавов. Для того, что бы трубопроводная система работала бесперебойно, а главное безопасно необходимо обеспечить качественное соединение между элементами трубопроводной арматуры. Такие соединения выполняют с применением пайки.
Какой припой выбрать
Пайку труб из меди могут выполнять с помощью двух видов — мягкого или твердого. Температура первого расплава составляет 425 °C, рабочая температура второго составляет от 460 до 560 °С. Для осуществления пайки применяют газовую горелку.
Тип сплава применяют исходя из соотношения меди и других веществ, которые входят в его состав. Если, в состав средства для пайки деталей входит серебро, то такой сплав называют серебряным. Кстати, чем его больше, тем меньше температура его плавления. Кроме этого, наличие большого объема этого металла обеспечивает высокую смачиваемость и обтекание место пайки.
Другой тип смеси работы с медным материалом, который широко применяют для пайки меди это медно-фосфорный. Но, температура его плавления много выше, а такой параметр как смачиваемость, также уступает серебряным смесям.
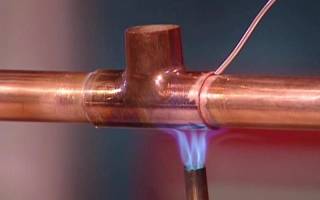
Пайка медных труб горелкой
Их применяют при производстве холодильной техники, которая применяется и в пищевой промышленности.
Выполняя пайку меди медно-фосфорным припоем, и его аналогами использование флюса не требуется. Для пайки медных деталей с латунными флюс необходим. При их использовании образуется капиллярный зазор с размером от 0,025 до 0,15 мм. Аналогичный зазор при использовании таких припоев составляет от 0 до 0,15 мм
Медно фосфорные
Соединение деталей из меди может производиться медно-фосфорным припоем в состав, которого входит серебро. Его доля может достигать 15%. Такой сплав применяют для работы с холодильным оборудованием.
Рабочая температура медно-фосфорных припоев не очень высока. Вещества этого класса обладают достаточной текучестью. Кстати, при работе, с использованием этого припоя нет необходимости в применении каких-либо флюсов. Это связано с тем в его состав входит фосфор. Именно фосфор защищает зону обработки стыка от воздействия атмосферы.
Припой медно-фосфорный Castolin
Швы, образующиеся в ходе работы, отличаются прочностью. Именно это и определило его использование для работы с холодильным оборудованием, содержащие в своем составе детали из меди. Все дело в том, что при его работе постоянно существует вибрация, в таких условиях прочность шва не будет лишней.
При соединении медных компонентов трубопроводной арматуры необходимо выполнять охлаждение элементов узла, которые обладают слабой стойкостью к перегреву. В процессе работы рабочую зону можно обдувать сухим азотом. Для этого требуется эксплуатация специального оборудования. Защита сухим азотом позволяет защитить шов от окалины.
Припои этого типа недопустимы для работы со сталью. Дело в наличии фосфора, который способствует образованию пленки.
Трехкомпонентный состав, в который входит 2% серебра носит марку 102. Сфера применения этого припоя монтаж, обслуживание холодильных комплексов, которые не подвержены вибрации.
Припой медно-фосфорный Ag 2%
Марка 105 содержит 5% благородного металла. Он пластичен и у него медленное растекание. Вследствие этого у него имеется возможность заполнять зазоры определенного размера. Эта марка способна выдерживать незначительные нагрузки вибрационного или ударного характера.
Марка 115, содержит в своем составе 15% серебра. Из-за этого он обладает высокой пластичностью. Шов, полученный с его помощью способен выдерживать умеренные вибрационные или ударные нагрузки, возникающие во время работы холодильных установок.
Серебряные припои
Серебро – этот благородный металл, в чистом виде обладает хорошей пластичностью. Температура плавления довольно высока (962 °С). Это делает нецелесообразным применение чистого серебра в качестве сырья для стыковки деталей нецелесообразно.
Но если в серебро внести некоторые вещества, таких, как – железо, висмут и пр., то такую композицию можно использовать для создания неразъемных стыков.
Серебряные материалы хорошо плавятся того, когда его объем уменьшается. Это снижение приводит к снижению затрат на энергию и время на выполнение сборки заготовок из меди.
Серебряный припой для пайки меди, Ag 20%
Серебряные материалы хорошо обволакивают соединяемые детали, и это способствует получению швов необходимого качества. Швы, полученные с применением этих средств не подвержены окислению, и хорошо переносят различного рода механические и вибрационные нагрузки.
Сплав, содержащий этот благородный материал, применяют для работы со многими сплавами меди. Все эти сплавы различаются по соотношению компонентов, наличию легирующих добавок.
Содержание серебра
Состав всех применяемых для стыковки деталей серебряных сплавов регламентирует ГОСТ. Маркировка этих материалов начинается с буквенного сочетания ПСр. А ним следуют числа, которые показывают процентный объем серебра в сплаве.
Скачать ГОСТ 19738-74
Практическое применение серебряных припоев
Сплавы, которые содержать большое количество серебра, (50-72%) обладают низким удельным сопротивлением. Их применяют для создания стыков с большой электрической проводимостью.
Средства для соединения деталей, содержащие этот благородный металл в небольших количествах 40-62%, применяют для создания швов, которые не будут подвергаться сильному нагреву.
Припои для меди с низким содержанием серебра (10-15%) нашли свое применение в машиностроительной отрасли.
Особенности серебряных тинолей
Сплавы с содержанием серебра отличаются невысокой температурой плавления и хорошим смачиванием. Этот материал в расплавленном состоянии заполняет все пустоты и поры. При этом швы получаются высокого качества. Средства для стыковки медных труб нашли свое применение при производстве и обслуживаниихолодильных машин.
Пайка твердым тинолем
Твердые средства для пайки используют для капиллярной стыковки и соединения трубопроводной арматуры, которая используется для подачи воды.
Пример пайки припоем серебро 1%
При пайке медных труб используют специальную пасту, газ, вспомогательные инструменты и технологическое оснащение.
При соединении медных деталей твердым припоем необходимо соблюдать все необходимые меры безопасности.
Как паять трубы
Для соединения труб, выполненных из меди и ее сплавов, необходимо использовать определенные материалы и инструменты.
Так, для выполнения работ, потребуется:
- устройство для резки труб из меди;
- газовую горелку;
- состав для пайки медных труб;
- флюс.
Процесс пайки выглядит следующим образом:
- Зачищают обрабатываемый участок.
- Вручную устанавливают фитинг, для этой операции может потребоваться специальный инструмент.
- Используя газовый нагревательный инструмент осуществить нагрев обрабатываемое место до того момента пока не произойдет изменение цвета поверхности.
- На разогретое место укладывают состав для пайки медных труб.
Как и чем паять нержавейку в домашних условиях: советы, видео, фото
Пайка нержавейки является достаточно трудоемкой процедурой, однако не вызовет особых проблем, если знать все особенности ее выполнения. Со значительно меньшим количеством трудозатрат можно паять нержавеющие стальные сплавы, которые содержат не более 25% хрома и никеля. Более того, пайка нержавейки с таким химическим составом позволяет получать надежные соединения изделий из разнородных металлов, исключая сплавы с магнием и алюминием.
Отремонтированная методом пайки велосипедная рама
Пайка нержавеющей стали, содержащей в своем составе значительное количество никеля, может вызывать определенную сложность. Это связано с тем, что в таких сплавах при нагреве до температуры 500–700° появляются карбидные соединения. Интенсивность формирования таких соединений зависит от продолжительности нагрева, поэтому пайку следует выполнять максимально оперативно.
Чтобы минимизировать риск образования карбидных соединений в структуре нержавейки при пайке, в состав сплава добавляют титан, а после формирования соединения изделие подвергают термической обработке. Следует очень аккуратно подходить к пайке наклепанных нержавеющих сталей, поверхность которых под воздействием нагретого припоя может покрываться трещинами. Чтобы избежать таких последствий, необходимо исключить нагрузку соединяемых деталей в процессе пайки. Кроме того, можно выполнить предварительный отжиг соединяемых изделий.
Для отжига используйте газовую горелку
На выбор припоя, при помощи которого можно паять нержавейку, оказывает влияние как химический состав сплава, так и условия технологического процесса. Так, если данный процесс осуществляется при повышенной влажности окружающей среды, то следует использовать серебряные сплавы, в состав которых входит незначительное количество никеля. Пайка в условиях печи, а также в относительной сухой атмосфере выполняется с использованием хромоникелевых и серебряно-марганцевых припоев.
Наиболее распространенным типом флюса, который применяется при пайке нержавейки, является бура, наносимая на место будущего соединения в виде пасты или порошка. Расплавление буры на поверхности соединяемых деталей способствует равномерному и наиболее аккуратному нагреву участка будущего шва до требуемой температуры – 850°. Только после того как требуемая температура нагрева достигнута, что можно определить по изменению цвета места будущего соединения до светло-красного, в стык между деталями вводится припой.
Флюс наносится равномерным слоем по всей поверхности, которую необходимо предварительно очистить
После окончания пайки на месте соединения присутствуют остатки флюса, которые удаляются путем промывки водой или пескоструйной обработки. Для выполнения такой процедуры нельзя использовать азотную или соляную кислоты, которые, хотя и эффективно очищают оставшийся на поверхности деталей флюс, оказывают негативное влияние как на основной металл, так и на использованный припой.
Как выполнить пайку в домашних условиях
С такими задачами, как соединение деталей из нержавейки при помощи пайки и пайка нержавейки с медью, нередко сталкиваются и в домашних условиях. Изделия, изготовленные из нержавеющей стали, активно используются в быту уже на протяжении многих лет, поэтому, когда они по каким-либо причинам приходят в негодность, у любого домашнего мастера возникает естественное желание отремонтировать их самостоятельно. Следует сразу сказать, что спаять детали из нержавейки не так уж и сложно, главное – строго придерживаться технологии, а также запастись соответствующими инструментами и расходными материалами.
Освойте технику пайки на простых соединениях, а затем пробуйте работать с более ответственными деталями
Перед тем как приступать к пайке нержавейки, очень желательно не только изучить теоретический материал по данному вопросу, но и более подробно познакомиться с правилами его выполнения при помощи обучающих видео.
Чтобы паять изделия из нержавейки, вам потребуются следующие инструменты и расходные материалы:
- паяльник, работающий от электричества, мощность которого составляет не менее 100 Вт;
- специальная паяльная кислота, которая будет использована в качестве флюса;
- напильник или наждачная бумага;
- припой, специально предназначенный для соединения стальных деталей, основу которого составляют олово и свинец;
- трос, изготовленный из стали;
- металлическая трубка.
Материалы и инструменты для пайки
Сам процесс пайки деталей из нержавейки выполняется по следующему алгоритму.
- В первую очередь необходимо тщательно зачистить место будущего соединения, для чего используется наждачная бумага или напильник.
- После подготовки поверхностей соединяемых деталей на них необходимо нанести флюс, в качестве которого, как уже говорилось выше, используется паяльная кислота. Основная задача флюса состоит в том, чтобы обеспечить качественное лужение соединяемых деталей.
- После того как поверхности соединяемых деталей обработаны флюсом, необходимо выполнить их лужение, которое заключается в нанесении на них тонкого слоя припоя, состоящего из олова и свинца. Если выполнить лужение с первого раза не удалось, то необходимо повторить такую процедуру, предварительно разогрев соединяемые детали.
- Даже после нагрева изделий и их повторной обработки флюсом лужение может не увенчаться успехом – припой будет просто скатываться с поверхности деталей, а не ложиться на них тонкой пленкой. В таком случае необходимо воспользоваться кисточкой с металлическими жилами, которую несложно изготовить из трубки и стального троса. Перед использованием такой щетки на поверхность деталей также необходимо нанести флюс (паяльную кислоту) и только затем, нагревая место будущего соединения паяльником, зачищать его при помощи металлической кисточки. Такая несложная методика позволяет эффективно очистить поверхность нержавейки от окисной пленки, которая, как правило, и является основным препятствием для осуществления качественного лужения.
- После того как на соединяемые изделия удалось нанести тонкий слой олова, можно начинать их паять. Выполняется такая процедура при помощи паяльника и припоя, которым заполняют стык между деталями.
Типы припоев
Изделия из нержавеющих сталей можно паять как мягкими припоями, изготовленными на основе олова и свинца, так и твердыми типами присадочного материала, в состав которого входят более тугоплавкие металлы.
Мягкий припой за счет того, что его основу составляет олово, является легкоплавким материалом, отличающимся высокой пластичностью и жидкотекучестью в расплавленном состоянии. Что особенно важно при выполнении пайки изделий из нержавейки, он обладает хорошей раскислительной способностью.
Свойства мягких припоев
Более надежные соединения как в производственных, так и в домашних условиях позволяет получить пайка, выполняемая с использованием твердых припоев. Металлы, из которых их изготавливают, плавятся при более высокой температуре, чем олово, что и позволяет получать с их помощью надежные и долговечные соединения. Очень часто материалы данного типа производят на основе технического серебра, которого в их составе может содержаться до 30%.
Основные марки серебряных припоев
Одним из популярных типов твердого припоя является материал марки HTS-528, который успешно используется для пайки не только нержавейки, но и меди, латуни, бронзы, никеля и других металлов. Удобно, что он выпускается в виде прутка, поверхность которого уже покрыта слоем флюса. Работая с таким припоем в производственных условиях или дома, следует иметь в виду, что температура его плавления составляет 760°.
Припой HTS-528, представляет собой пруток, покрытый флюсом красного цвета. Помимо нержавейки подходит для чугуна и цветных металлов
Приготовление флюса
При пайке нержавейки следует очень внимательно отнестись к вопросу выбора готового флюса или рецептуре его самостоятельного изготовления. Классический состав флюса, который можно приготовить и дома, включает следующие компоненты:
- буру (70%);
- борную кислоту (20%);
- фтористый кальций (10%).
Для пайки изделий, отличающихся небольшими размерами, можно приготовить флюс, который будет состоять только из буры и борной кислоты, смешанных в одинаковой пропорции. Смешав компоненты флюса в сухом виде, его необходимо развести водой и уже полученным раствором обрабатывать место будущего соединения.
Полезные советы
Чтобы выполнить пайку нержавейки качественно, следует воспользоваться рекомендациями опытных специалистов.
- Мощность паяльника, который должен эффективно прогревать соединяемый металл, находится в интервале 60–100 Вт, но лучше остановить свой выбор именно на стоваттном устройстве. Для пайки габаритных деталей, например труб из нержавейки, потребуется не электрический паяльник, а газовая горелка.
- Выбирая электрический паяльник, лучше остановить свой выбор на моделях, оснащенных наконечниками, которые не обгорают.
- Наиболее экономичным и универсальным типом припоя, позволяющим получать качественные соединения изделий из нержавейки, являются оловянно-свинцовые прутки. В том случае, если паять предстоит посуду, которая будет контактировать с пищевыми продуктами или жидкостями, в качестве припоя лучше использовать чистое олово, которое не содержит в своем составе вредных примесей.
- Помещение, в котором выполняются работы по пайке, должно хорошо проветриваться.
- Выполняя пайку, следует обязательно использовать индивидуальные средства защиты, чтобы не навредить своему здоровью.
Что еще следует знать о пайке нержавеющей стали
В тех случаях, когда к паяным соединениям изделий из нержавейки предъявляются особые требования, могут использоваться специальные марки припоев, к числу которых относятся материалы, изготовленные на основе никеля и фосфора, а также никеля, хрома и марганца. Припои второй группы используют, в частности, в тех случаях, когда пайка выполняется в среде защитного газа, состоящего из смеси аргона с трехфтористым бором. При выполнении пайки по такой технологии в качестве припоя может использоваться и чистая медь, которая хорошо смачивает металл и формирует надежное соединение.
При использовании медного припоя место пайки будет отличатся от нержавейки характерным желтым цветом
Припои, изготовленные на основе никеля, позволяют получать соединения, отличающиеся высокой прочностью. Между тем есть у таких материалов и недостатки, к которым следует отнести невысокую пластичность. Именно поэтому такой присадочный материал не используют для соединения элементов конструкций из нержавейки, которые будут подвергаться ударным и вибрационным нагрузкам в процессе своей эксплуатации. Кроме того, паяный шов из такого материала очень критично относится к низким температурам. Пайку припоями никелевой группы, которые плавятся при температуре, превышающей 1000°, можно выполнять в среде сухого водорода, аргона и в вакууме.
Таким образом, пайка изделий из нержавейки (габаритных труб, эксплуатируемых под давлением, посуды, предметов мебели или интерьера) имеет свои нюансы, которые обязательно следует учитывать при выборе как режимов пайки, так и расходных материалов. Существует множество справочников, руководствуясь которыми, можно оптимально подобрать все необходимые материалы и получить качественное, надежное и красивое паяное соединение.
Твердое паяние
Начинающему мастеру будет весьма полезна информация о твёрдом паянии, о вариантах использования и способах его осуществления. Твердое, или крепкое паяние, применяется там, где необходимо прочного соединения тугоплавких металлов (железа, стали, меди, латуни, серебра, золота и пр.), производится при помощи твердых или тугоплавких припоев.
Инструменты и приспособления для твёрдого паяния:
Суть твердого паяния заключается в использовании тугоплавких припоев и более высокой температуры.
Паяльник уже не годится для твердого паяния, так как он дает слишком мало жара. Для мелких вещей его конечно можно применить – но он должен быть самым мощным. Крупные предметы паяются на раскаленном угле, жар которого поддерживается раздувальным мехом; при паянии не очень крупных предметов мех с успехом может быть заменен опахалом из гусиных перьев.
Каменный уголь дешевле, но содержание в нем серы делает его непригодным для железа и стали; да и вообще он должен быть употребляем осторожно и только опытным паяльщиком, да ив домашних условиях не очень то удобно. По той же причине не пригоден для железа и стали светильный газ.
Древесный уголь (из плотного дерева), следовательно, предпочтительнее всякого другого топлива, особенно для любителей. Для паяния используются обыкновенные кузнечные горны; очень удобны для этой цели переносные горны, один из образчиков которых.
Твердых припоев множество, но между ними следует выбирать подходящие к данным металлам — по цвету, температуры плавления и сродству.
Температура плавления припоя должна быть, возможно, ближе к температуре плавления спаиваемых металлов, НО! на несколько градусов ниже! иначе при паянии могут расплавиться и спаиваемые металлы.
Вот несколько припоев для меди, железа латуни, стали и бронзы в нисходящем порядке их плавкости:
А) 2 ч. меди и 1 ч. цинка;
Б) 5 ч. хорошей латуни и 1 ч. цинка;
В) 1 ч. меди и 1 ч. цинка (этот припой известен под названием медного или крепкого); все три — для паяния меди или железа;
Г) 16 ч. меди, 1 ч. цинка и 1,5 ч. олова;
Д) 13 ч. меди и 11 ч. чистого серебра;
Е) 1 ч.меди, 1 ч. латуни и 19 ч. чистого серебра;
Ж) 5 ч. латуни, 5 ч. цинка и 5 ч. чистого серебра; последние четыре припоя — для латуни, но припой «Е» очень хорошо спаивает и сталь.
Для меди (красной) и железа хорошим припоем может служить
латунь, а железо, кроме того, прекрасно паяется чистой красной медью.
Плавнем для твердых припоев обыкновенно служит порошок
буры, размещенный в воде до образования жидкого теста (растирается на мраморной, стеклянной или аспидной доске), тонким слоем которого при помощи барсуковой кисточки (или бородки пера) покрываются швы или спаиваемые поверхности. Изредка как плавень употребляется стекло.
Способы паяния твердыми припоями:
Спаиваемые куски на время паяния должны быть, конечно,
связаны между собой неподвижно и, если возможно, расположены
на твердой неподвижной подставке, которой может служить кусок
твердого угля, огнеупорный кирпич, кусок пемзы и т.п. Некоторые вещи, например кольца, можно держать над огнем за конец связывающей их проволоки. Придерживания спаиваемых предметов клещами лучше избегать, так как клещи отнимают много теплота.
Мелкие вещи очень удобно паять на искусственной подстилке, приготовленной следующим образом: выдолбить в огнеупорном
кирпиче выемку в виде показанной, наполнить выемку
плотным тестом из 2 частей (по объему) тонкого порошка древесного угля и 1 части мелко истолченной огнеупорной (или фарфоровой) глины, тщательно перемешанных сначала между собой и потом с кашицей, сваренной из 1 столовой ложки рисовой муки
Твердая пайка крупных предметов:
Твердая пайка крупных предметов требует, прежде всего, их
соединения возможно более прочным швом. Самый подходящий шов это «шов — в шов», что связывает еще прочнее, но при нем теряется слишком много материала, вследствие чего может очень
уменьшится крепость связываемых частей. Есть ещё так называемый зубчатый шов — удобен для спайки труб и вообще цилиндрических деталей. В некоторых случаях могут пригодиться любые другие типы швов.И здесь, как и вообще при пайке, чем точнее и плотнее пригнаны швы, тем прочнее соединение.
Одна или две тонких заклепки могут значительно способствовать связи и скреплению шва, но с ними должно быть осторожным — не делать их больше и толще того, чем допускают толщина и другие параметры спаиваемые изделия.
P.S.: Я постарался наглядно показать и описать не хитрые советы. Надеюсь, что хоть что-то вам пригодятся. Но это далеко не всё что возможно выдумать, так что дерзайте, и штудируйте сайт https://bip-mip.com/
- Мягкое паяниеМягким, или слабым паянием называют: паяние при помощи мягких, или.
- Паяние общие правилаПаяние (пайка) есть операция, при помощи которой производится более или.
- Химическая окраска металлаЧасто необходимо нанести стойкие и несмываемые надписи или рисунки на.
- Порошок для очистки металловВсе мы знаем о пользе химии в быту, данная.
- Склеивание оргстеклаСклеивание деталей из оргстекла — достаточно частая операция при работе.
Пайка твёрдым припоем
Информация о бессеребряных припоях для пайки нержавеющей стали
Припой П-81 (диам. 2 мм)
Состав: Медь 52-54%, Фосфор 6-7%, Никель 6-7%, Цинк — 32-36%.
Соединяемые материалы: медь, серебро, никель и их сплавы (в т.ч. латунь), стали (в т.ч. нержавеющая), чугун, твердые сплавы и их сочетания и др. Пайка с использованием флюса.
Температура плавления 630-660 град.С, температура пайки 680-700 град.С.
Свойства: предел прочности на срез по стали 170 МПа; область разрушения телескопического соединения медь-сталь — по меди. Обеспечивает высокую герметичность паяных конструкций под давлением до 16 атм., обеспечивает высокую надежность работы фреоновых систем, высокое качество при ремонте твердосплавного инструмента.
Наиболее эффективен взамен высокосеребряных припоев ПСр25, ПСр29.5, ПСр40, ПСр45.
Рекомендуемые флюсы: ФК-250, ФК-235, ПВ-209.
Припой П-21 (ЛОК-57)
Состав: Медь 55-57%, Олово 6,7-7,3%, Никель 0,7-1,4%, Цинк — 34-38%.
Соединяемые материалы: стали, медь и ее сплавы, никель и его сплавы и их сочетания.
Температура плавления 800-830 град.С, температура пайки 850-890 град.С.
Свойства: предел прочности на разрыв по стали 240-260 МПа; область разрушения телескопического соединения — паяемый материал. Применяется для пайки стальных тонкостенных изделий, пайки штуцеров компрессоров и других конструкций с повышенными требованиями по прочности.
Рекомендуемые флюсы: ФК-250.
Технология пайки нержавеющей стали простым оловом, была освоена мной почти сразу.
Работа по этому, проверенному методу затруднений не вызывала. Прочность изделий и качество работы, на тот момент, вполне удовлетворяли мои скромные потребности.
Несмотря на имеющийся опыт, я долго не решался приступить к работе с твердыми припоями. Долго колебался в выборе – вложить средства в оборудование и материалы или обратиться к специалистам по аргонно-дуговой сварке.
Дух авантюризма и желание не зависеть от других людей склонили мой выбор в сторону вложения средств в «неизвестность».
Результатом этой «авантюры» стала полная независимость от дорогостоящих аргонщиков, и получение изделий приличного качества.
В московской фирме «Cold24» — http://cold24.ru/ было приобретено:
— Газовая горелка BZ8250HT «BERNZOMATIC» мощностью — 2.713Вт.
— Баллон MAPP GAS FAT BOY.
— Флюс для высокотемпературной пайки BrazeTec тип «h» (100г)
(флюс BrazeTec spezial h специально предназначен для нержавеющей стали, на тот момент его не было в наличии).
— Офлюсованный припой Braze Tec CoMet 4076U содержанием серебра 40% без кадмия.
6461. Пайка твёрдым припоем. Вопросы по конструированию. Оборудование. 6733. Пайка твёрдым припоем. Вопросы по конструированию. Оборудование. 6730. Пайка твёрдым припоем. Вопросы по конструированию. Оборудование. 5768. Пайка твёрдым припоем. Вопросы по конструированию. Оборудование.
Изучая неведомый доселе метод, наткнулся на очень полезную статью, размещённую на сайте «Tool-Land.ru»
которая помогла разобраться в некоторых нюансах и вселила уверенность в положительном результате.
Этот метод можно применить в условиях городской квартиры.
Я паял на кухне, на газовой плите под вытяжкой. Довольно удобно.
_dsc9409. Пайка твёрдым припоем. Вопросы по конструированию. Оборудование.
Поверхности тщательно обезжирить.
За тем, при помощи водостойкой шкурки средней зернистости P-600 или P-1000 и воды,
качественно зачистить места пайки для удаления окисленного слоя.
_dsc9433. Пайка твёрдым припоем. Вопросы по конструированию. Оборудование.
Насухо убрать влагу чистой сухой салфеткой.
Перед использованием флюса его необходимо тщательно перемешать.
Нанести высокотемпературный флюс на место будущего соединения.
_dsc9418. Пайка твёрдым припоем. Вопросы по конструированию. Оборудование. _dsc9436. Пайка твёрдым припоем. Вопросы по конструированию. Оборудование.
Далее, начинаем прогревать место пайки.
При попадании пламени на флюс и разогреве поверхности он вспенивается и высыхает.
При дальнейшем нагревании порошок плавиться, и затекает в зазоры сопрягаемых деталей.
_dsc9440. Пайка твёрдым припоем. Вопросы по конструированию. Оборудование.
Важно! Не следует вносить припой до того как расплавиться флюс.
Если пруток без обмазки (мне показалось, что так даже удобнее) перед внесением в пламя, погружаем его в баночку с флюсом.
Если пруток офлюсован, тогда внося его в пламя, касаемся обмазкой разогретых деталей. Он мгновенно плавиться, получается дополнительное «офлюсовывание».
Когда поверхности разогреты до светло-вишневого цвета, приступаем к внесению припоя.
Разогретым припоем касаемся места пайки.
При правильном прогреве детали и стержня припоя, он быстро плавиться от прикосновения к разогретой поверхности и затекая встык, образует прочное соединение.
_dsc9449. Пайка твёрдым припоем. Вопросы по конструированию. Оборудование.
Внеся небольшое количество припоя, по мерее прогрева мест пайки, он будет растекаться, формируя тонкий, аккуратный и красивый шов.
Качество и точность подгонки деталей является очень важным моментом. На это нужно обратить особое внимание. От этого будет зависеть не только расход дорогостоящего припоя, но и конечная красота изделия.
Результатом освоения метода высокотемпературной пайки, стала возможность реализации новых проектов…
_dsc9459. Пайка твёрдым припоем. Вопросы по конструированию. Оборудование. _dsc9479_kopiya. Пайка твёрдым припоем. Вопросы по конструированию. Оборудование.
Припой для нержавеющей стали
Процесс спаивания нержавейки является достаточно трудоемким делом, но если правильно подобрать припой для нержавеющей стали и следовать инструкции, то ничего сложного в этом не предвидится. В сплавах, которые содержат до 25% никеля и до 25% хрома, не возникает проблем со схватыванием, так что получается весьма надежное и крепкое соединение. Металл и припой разогревается до 500-700 градусов Цельсия. Активно применяется пайка нержавейки твердыми припоями, так как их свойства отлично подходят для данного процесса. Спаивания материала хорошо происходит при помощи флюсованного жидкотекучего припоя, у которого низкая температура плавления. Текучесть только добавляет капиллярные свойства материала, что повышает качество соединения и улучшения контакта между металлическими изделиями. Все это придает особые пластичные свойства соединению, а также дополнительные раскислительные свойства, которые будут очень полезны. В таких расходных материалах, как правило, не содержится кадмия, а в некоторых моделях встречается высокое содержание серебра, которое доходит до 30%. Все это дает лучший результат, чем пайка нержавейки оловом, но для каждого конкретного случая выбор может быть своим.
Припой для нержавейки создается не только с учетом того, какие свойства имеет данный материал, но и с учетом места их применения. Зачастую применяются материалы с низкой температурой плавления, но если детали используются под воздействием температуры, то следует выбирать припои, в которых температура плавления выше, чем условия, в которых будет работать шов. Иногда делается пайка нержавейки с медью, что предполагает выбор средних значением между свойствами меди и нержавеющей стали. Если выбирается припой для нержавейки пищевой, то он не должен содержать в себе вредных веществ, которые могли бы выделяться при температурном воздействии и отравлять организм.
Разновидности
Припои для пайки нержавеющей стали могут иметь массу подвидов, которые обладают различными свойствами. К примеру:
- HTS528 является универсальным материалов, который пригодится для процедур не только с нержавейкой, но и такими металлами как никель, бронза, медь, латунь и многие другие. Он относится к твердому типу. Он уже сразу покрыт флюсом красного цвета. Длина такого изделия составляет 45 см, а масса около 20 грамм. Температура плавления составляет 760 градусов Цельсия.
- Цитрина является многосоставным припоем, в состав которого входит серебро, марганец, цинк, медь, кадмий, никель и магний. Внешний вид этого материала имеет металлический отблеск. Твердость после использования составляет 60 кг/см, а прочность достигает 60 кг/мм. После применения спаянный металл хорошо полируется. Температура плавления является достаточно высокой и составляет 820 градусов Цельсия. Благодаря наличию серебра и никеля у припоя остаются противокоррозионные свойства, как и у нержавейки
- П-81 широко известный в промышленности, который применяется для различного рода ремонтов. Благодаря своим свойствам, он может применяться и для ремонта теплообменников. В его состав входит чугун, различного рода стали, никелевые сплавы, серебро и сплавы твердых металлов. Предел прочности соединения сделанного этим материалом, составляет 170 МПа. Температура плавления достигает 640-650 градусов Цельсия, а пайка проводится при температуре 690. Прутки имеют диаметр от 0,5 до 3 мм, в зависимости от сферы применения.
Состав и его физико-химические свойства
Припои для пайки нержавеющей стали имеют определенный ряд металлов, которые входят в их состав. Каждый из них влияет на свойства общего материала, в зависимости от того, в каком процентном соотношении он там содержится. Среди них можно выделить следующие элементы состава:
- Олово – является мягким металлом, температура плавления которого достигает 231 градус Цельсия. Оно растворяется в серной и соляной кислоте, но в большинстве случаев органические кислоты на него не воздействуют. При нахождении в условиях комнатной температуры материал не окисляется, но если температура упадет ниже 18 градусов, то кристаллическая решетка материала станет разрушаться и шов будет сереть.
- Свинец – основным свойством данного материала является легкоплавкость. В чистом виде его практически не применяют, так как он оказывается слишком мягким, но это же помогает легче его обрабатывать. Окислению подвергается только та часть, которая контактирует с воздухом, то есть внешняя поверхность. Кислоты и щелочи с органикой и азотов легко растворяют свинец.
- Кадмий зачастую входит в легкосплавные припои, куда он добавляется в малых дозах, как правило, с оловом, свинцом или висмутом, так как в чистом виде является токсичным. Температура плавления достигает 321 градуса Цельсия. Обладает отличными антикоррозийными свойствами.
- Висмут также относится к легкосплавным металлам. Температура плавления его достигает 271 градус Цельсия. Материал хорошо растворяется в азотной кислоте и в нагретом растворе кислоты серной.
- Сурьма относится к тугоплавким металлам. Температура его плавления составляет 630 градусов Цельсия. Материал имеет отличные антикоррозионные свойства. На него не действует воздух и он не подвергается окислению, но при этом металл является токсичным. Когда его применяют в припое, то он дает своеобразный глянцевый эффект.
- Цинк является хрупким металлом, которые имеет серо-синий оттенок, температура плавления которого составляет 419 градусов. На воздухе быстро окисляется, поэтому, его применяют для спайки мест, которые находятся во влажных условиях, так как окислительная пленка сразу покрывает шов, которая его защищает. Он может легко растворяться в кислотах и используется преимущественно в твердых припоях.
- Медь это самый тугоплавкий из состава металл. Температура плавления достигает 1083 градуса Цельсия. Он не поддается воздействию воздуха, но через некоторое время может окислиться от влаги. Применяется в тугоплавких составах.
Особенности выбора
Благодаря широкому выбору разновидностей всегда можно подобрать подходящий вариант. Твердые припои для пайки нержавейки используются в тех случаях, когда детали будут подвергаться механическому воздействию или же высоким температурам. Если особых сложностей в применении не предвидится, то подойдут и более дешевые легкосплавные материалы. Припой для нержавеющей стали стойкий к щелочам используется в химической промышленности.
Подготовка к пайке нержавейки
«Важно!Не стоит выбирать припой с температурой плавления ниже температуры эксплуатации.»