Содержание
Сверлильный станок для печатных плат своими руками
Сверлильный станок для печатных плат своими руками.
Почти год назад собрал, наконец то и я станочек для для сверления печатных плат. До этих пор я, как и многие другие пользовался небольшим движком с насаженным на вал патроном.
В один день меня все это достало, и я решил, сконструировать, что то своё. Думал сначала сконструировать что то своей собственной конструкции, благо уже кое что подобрал для механизма подачи и перелопатил просторы интернета в поисках подходящих конструкций для повторения.
Должен сказать, что есть все таки конструкции заслуживающие внимания, и сделанные красиво и грамотно. Но есть и такие словно топором сделаны.
Но тут как то на блошином рынке мне попался на глаза скелет от микроскопа в весьма плачевном состоянии. Ума не приложу как люди от науки смогли довести его до такого состояния.
Сторговался за десятку евро. Уже на работе я всё это добро перебрал, перемыл, восстановил механику и убрал все люфты. Далее, я удалил наклонную консоль и вместо неё изготовил из Д16Т горизонтальную. Из того же материала сделал и крепление электродвигателя. Теперь конструкция получалась компактнее по высоте, и внешне приобрела очертания станка. Крепление деталей к станине делал при помощи штифтов и болтов.
Немного отойду от темы и расскажу о себе. Работаю я в автосервисе, поэтому в своей конструкции использовалось всё, что валялось под ногами и могло найти применение. Из оборудования в основном пользовался настольно сверлильным станком полу артельного производства. Все операции такие как: сверление и фрезерование, шлифовку и некоторые токарные, я делал на нём. Из инструмента использовал напильники, надфили, сверла, развертки, метчики, ножовку и многое другое, всего не перечислить. В общем, по времени у меня ушло на всё это пару месяцев (все делалось в свободное от работы время). Получилось все замечательно, но разочарование наступило после первого же включения. Причиной была вибрация создаваемая патроном.
Случилось так, что когда то давным-давно мне попался в руки заклинивший Опелёвский бензонасос. И пораскинув немного мозгами, я его переделал в сверлилку. Характеристики у этого движка довольно солидные. Однажды пробовал сверлить им сталь применив сверло ∅6мм.
Должен отметить, что не каждый электро бензонасос может подойти для этих целей. У меня этого добра валяется немало, и я однажды » анатомировал » десяток разных моделей. Тут есть достаточно много разных неприятных моментов связанных с конструкцией самого электродвигателя. Хотя, при большом желании и умении я думаю можно сделать все что угодно.
Когда держишь движок в руке и сверлишь, то небольшие огрехи такие как вибрация и эксцентриситет почти не ощутимы. В станке же все по-другому. И тогда я стал искать другой патрон под свой движок. Этот патрон имел резьбовую посадку на вал, и делать новый переходник под него, было бы пустой тратой времени. Цанговый вариант даже не хотел рассматривать. На мой взгляд патрон инструмент универсальный, а цанга предусматривает сверла определенных размеров. Чуть диаметр не тот и сверло или не вставляется или описывает круги.
И я нашёл то, что искал у одного продавца инструментов. Патрон оказался производства Поднебесной, но выглядит на удивление довольно культурно, качество исполнения просто великолепное. Да и по деньгам не так уж дорого всего 8 европейских рублей, в переводе на наши Молдавские леи.
Вот данные по патрону
Размеры:
— внешний диаметр — 21.5мм
— больший диаметр конуса — 6.350 мм
— меньший диаметр конуса — 5.802 мм
— длина конуса 14,5 мм
— эллипс 0,02 мм
Конус: JT0 (2 градуса 49 минут 24.7 секунд)
Диаметр сверла: 0.3мм — 4мм
Вес: 73.3г
И, даже продавец патрона пообещал помочь с переходником под патрон. Но время шло, а переходника всё не было. Примерно через полгода, так и не дождавшись заветного переходника, решил обратиться к знакомым токарям. Но и там меня ждало разочарование. Я в принципе и не питал больших надежд на этот счет, потому как знал что на станках производства 70 х, 80 х годов большой точности не получить. Тогда решил попробовать сделать конус своими силами. Казалось бы, задача невыполнимая, но как говорят все гениальное просто. Я обратил внимание на одну авто деталь. Ею является форсунка от механического впрыска топлива бензиновых автомобилей 80 — х, 90 -х годов производства фирмы BOSCH.
На первом фото: форсунки ( инжекторы ) в исполнении 1 – из стали, 2 – из латуни, 3 – обрезанная и просверленная заготовка, 4 – готовая заготовка, 5 – заготовка насаженная на ось.
Чем меня привлекла эта деталь? А прежде всего тем, что в ней есть уже готовое сквозное отверстие. Во вторых сделана она с очень высокой точностью. Это так называемая прецизионная механика. В третьих у меня этого добра пришедшего в негодность собралось уже не мало. Поэтому было на чем экспериментировать. В конце концов после некоторых экспериментов, удалось получить то что хотелось.
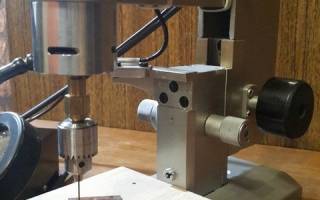
Как я уже сказал, у меня в распоряжении есть только настольно — сверлильный станок. Вот на нём я и делал свои заготовки. Сверление отверстий делал несколько необычным способом, то есть саму заготовку зажимал в патроне станка, а сверло в специальном приспособлении сделанном из двух металлических брусков с просверленными по центру отверстиями разного диаметра (см.рис.).
Можно так же использовать держатель для метчиков. При сверлении желательно использовать новые сверла и вылет сверла должен быть как можно короче. Тогда вероятность отклонения от центра будет минимальной. Под выступающую нижнюю часть сверла можно подложить любой предмет с параллельными плоскостями и имеющим сквозные отверстия. Подойдут любые втулки, подшипники, плиты ДСП или МДФ.
Первоначально сверлится отверстие под диаметр вала двигателя. В данном случае диаметр вала двигателя моего станка составляет 6 мм. Диаметр сверла берется на 0,1 мм меньше то есть 5,9 мм. Далее сверлится сквозное отверстие под резьбу М 4. Резьба нужна для того чтобы можно было выпрессовать заготовку с вала в случае необходимости. Заготовок желательно сделать несколько штук, так как не исключено биение заготовки на валу, или отклонение отверстия от центра.
При изготовлении заготовки из калиброванного прутка, в начале после предварительной разметки нужно предварительно сделать заход центровочным сверлом. Если же есть возможность сделать заготовку на токарном станке, то тогда задача намного упрощается. Но это только первый этап. Далее необходимо слегка нагреть заготовку и насадить без усилий на вал двигателя. После остывания заготовка удерживается на валу очень прочно без всяких дополнительных винтов. Это так называемая горячая посадка. После этого проверил заготовку на биение и отклонение центра. Меня устроила вторая по счету из изготовленных. Поверхности сопрягаемых деталей не должны иметь следов смазки, так как при нагреве смазка выгорает, и сопрягаемые детали как бы склеиваются между собой. В дальнейшем их при необходимости разъединить будет очень непросто.
Как то пообщавшись со своим товарищем ещё по студенческой скамье, появилась идея дальнейшего продолжения задумки. Посидев пару часов за компьютером, смоделировал приспособление для шлифовки конуса. Изготовление этой оснастки заняло ещё пару часов. А изготовление то есть шлифовка конуса около сорока минут. И то с перерывами на замеры. Вы будете смеяться но все это я делал у себя на кухне, закрепив всю эту конструкцию двумя струбцинами на табуретке.
В общем результат превзошел все мои ожидания, при работе станка сверло будто бы стоит на месте. Если раньше при каждом сверлении отверстий приходилось останавливать двигатель чтобы попасть в будущий центр отверстия, то теперь сверлить можно без остановок и без риска сломать твердосплавное сверло.
Делал ли кто нечто подобное до меня или нет я не знаю. По крайней мере я ничего подобного нигде не нашёл. Факт в том что все таки можно добиться достаточно высокой точности в кустарных условиях не прибегая к помощи станочника. Правда если руки и голова растут из плеч.
Модель этого устройства выглядит вот так.
Внешний вид устройства спереди и сзади.
Обрабатываемый конус ( увеличено ).
Для шлифовки желательно воспользоваться новым камнем, а вращение детали и камня должны быть взаимно — противоположные.
Вращением винтов А, А1 и В, В1производим подачу детали. Ослабляя винт В1 и вкручивая винт А1 придаем детали конусность. Направляющие, (поз. 1) изготовил из обрезков квадратной трубы сечением 15×15, упорные пластины ( поз 2 и 3 ) стальные, толщиной 5мм. Болтами (поз 6 ) крепится упорная пластина к неподвижной плите ( поз 5 ). Пластина ( поз 2 ), крепится к подвижной плите ( поз 4 ). Направляющие пазы в подвижной плите (поз 7 ). Очень удобно в качестве крепежа использовать болты с головкой под шестигранник, особенно болты подачи поз. А, А1 и В, В1. Вращая их шестигранником очень легко контролируется подача. Между направляющими и подвижной плитой желательно оставить зазор около 1мм на сторону. Сама плита должна двигаться в продольном направлении довольно плотно, с небольшим скрипом. Болтами ( поз 7) достигается необходимая регулировка. Материалом для изготовления приспособления для шлифовки могут быть плиты из ДСП, МДФ, толстой фанеры или шлифованной древесины твердых пород. Я использовал МДФ толщиной 22 мм.
У различных материалов есть свои определенные недостатки, которые необходимо учитывать. Так плиты из МДФ имеют склонность к расслаиванию в продольном направлении при вкручивании болтов. Древесина склонна к раскалыванию.
Теперь пару слов о конструкции станка.
Крепление двигателя в станине выполнил по классической схеме. Аналогичной с сайта ydoma.info/samodelki-mini-sverlilnyj-stanok.html?cat=5.
Такой вариант обеспечивает очень надежное и жесткое соединение двигателя с конструкцией.
Подсветку объединил совместно с лупой, получилось очень удобно на мой взгляд. Свет направлен всегда от глаз в направлении инструмента.
Гибкий рукав изготовил опять же из того что было, взял алюминиевые шарики ∅ 9 мм от сработавших ремней безопасности и соединил их парами медной трубкой. Меж собой соединил их короткими отрезками трубки из пластикового бензопровода с внутренним диаметром 8 мм. Предварительно нагрев шарик насаженный на стальной стержень, насаживается трубка на шарик до образования на трубке полусферы. Вот так все просто. Как выглядит это сочленение показано на рисунке.
Колесо подъёма и опускания выточил из эбонита ∅ 50 мм и плотно насадил на штатное. Управление стало намного удобнее чем раньше.
Добавлять дополнительно рычажок посчитал не обязательным.
Подача инструмента при сверлении и так происходит очень легко и плавно.
С блоком питания сильно заморачиваться не стал ( считаю что чем проще тем надёжней ), сделал его на базе 100 ваттного тора с простейшим выпрямителем. Хотя была мысль сделать импульсник, благо есть хорошая зарекомендованная схема. Галетный переключатель выбора оборотов на 10 положений. Напряжение питания от 4 до 14 V. Корпус взял от дисковода для флоппи — дисков на 3,5″ ( этим добром уже наверняка больше никто не пользуется ). Правда слегка его переделал.
Управление включением двигателя посредством педали не занимает руки при сверлении плат.
Ну и по концовке авто маляр окрасил все детали по отдельности.
Кругом бегом на всё это я потратил около 40 евро, и в общем то считаю что не очень дорого за такое удовольствие.
Ну вот как то так.
Сверлильный станок для печатных плат своими руками
Сверление отверстий в печатных платах процесс долгий и трудоемкий, требующий высокой точности, ведь от качества отверстий будет зависеть качество печатной платы. Надоело мне сверлить платы ручной электродрелью, поэтому решил сделать небольшой сверлильный станок специально для печатных плат. Конструкцию станка хотелось сделать, как можно проще и надежнее, чтобы его мог изготовить любой радиолюбитель. Поэтому недолго думая я разработал простую и очень надежную конструкцию миниатюрного сверлильного станка для печатных плат, чертеж которого представлен на этом рисунке.
Чертеж сверлильного станка для печатных плат
Детали для сверлильного станка легко изготовить на токарном станке или заказать знакомому токарю. Основанием станка служит прямоугольный кусок ДСП размером 160х200 мм. Электродвигатель для сверлильного станка я взял от старого струйного принтера.
Цанговый патрон для крепления сверла купил на Алике. Если будете заказывать патрон обратите внимание на диаметр вала электродвигателя, потому, что валы бывают четырех размеров 2.35 мм, 3.17 мм, 4.05 мм, 5.05 мм, поэтому посадочный диаметр патрона должен точно соответствовать диаметру вала. Благо в Китае сего добра навалом. В комплекте с любым патроном прилагается пять цанговых переходников под разные сверла диаметр которых 0.5 мм, 1 мм, 1.5 мм, 2.5 мм, 3 мм.
Для сверления отверстий в печатных платах лучше всего использовать специальные сверла из твердого сплава сделанные в Японии купленные в Китае на Алике. Диаметр хвостовика 3 мм, диаметр рабочей части сверла 0.9 мм. Как показала практика это самый универсальный размер отверстий подходит для большинства радиодеталей.
Для питания электродвигателя и светодиодной подсветки применяется простейший 12 вольтовый блок питания состоящий из трансформатора, четырех диодов и конденсатора. Спрятано это дело под металлическим кожухом на котором установлен выключатель отключающий сетевое питание трансформатора 220В.
Схема блока питания для сверлильного станка состоит из четырех диодов IN4007 и одного конденсатора 1000mf 25V. Так, что проблем с радиодеталями быть не должно. Трансформатор любой маломощный на 12В 0.5А. Светодиодная подсветка подключается параллельно к контактам электродвигателя. В качестве источника света я использовал небольшую прямоугольную светодиодную панельку.
Схема блока питания для сверлильного станка
Чтобы выглядело аккуратно решил изготовить печатную плату.
Печатная плата блока питания для сверлильного станка
Механизм подачи очень простой. При нажатии на рычаг плата поднимается вверх и таким образом происходит сверление отверстий. Конечно можно было сделать с верхней подачей, как в обычных сверлильных станках… Но зачем усложнять конструкцию? Все и так отлично работает. Станок на 100% справляется со своей задачей. Рекомендую!
Рекомендую посмотреть видеоролик о том, как сделать сверлильный станок для печатных плат своими руками
Друзья, желаю вам удачи и хорошего настроения! До встречи в новых статьях!
Сверлильный станок для печатных плат своими руками
Мини станок для сверления печатных плат
Автор: er-ror
Опубликовано 13.09.2011
Создано при помощи КотоРед.
Для начала поздравление для РадиоКота: С Днем Рождения.
Теперь можно начинать.
Необходимость создания данной конструкции возникла после успешно сломанных полдесятка сверл диаметром 0.6 мм с использованием самодельного ручного дремеля (двигатель с закрепленной цангой).
Оценив стоявшие перед станком основные задачи, было решено использовать в конструкции станка шаговый двигатель для подъема и опускания дремеля, модуль индикации для визуального отображения настроек, возможность работы с внешними кнопками «педалями» для освобождения рук.
Отличным донорным вариантом для реализации силовой и механической части оказался принтер Canon IP1000 (i250/255, i350/355 аналогичные). Эти принтера были «хитами» своего времени, поэтому достаточно распространенные, и болезнь у них практически одна — неисправность печатающей головки, а ее замена не целесообразна в виду высокой стоимости.
Из принтера были взяты:
— двигатель постоянного тока на 24в (привода каретки) для дремеля;
— двигатель шаговый на 24в (прокрутки бумаги) для подъема и опускания дремеля;
— драйвер TB62207BFG для управления двигателями, очень функциональная и интересная микросхема, но об этом ниже;
— кое-какие элементы с платы;
— блок питания на 24в, он там даже конструктивно выполнен в отдельном корпусе.
Для реализации индикации был применен 8-разрядный ЖК индикатор ЖКИ 13-8/7-02, с драйверами КР1820ВГ1. Преимущество использования такой индикации – это существенная экономия выводов микроконтроллера (достаточно 4-х выводов) и малое потребление тока.
Модули индикации (см. рис.1) с данным ЖКИ широко используются в кассовых аппаратах российского производства, хорошо распространены на просторах СНГ, их в сборе можно достать у мастеров любого центра технического обслуживания кассовых аппаратов.
Управляющим контроллером взят AT89C51.
Все элементы схемы выбирались из критерия «что есть под рукой».
Теперь о функциональности станка.
— расстояние опускания/подъема сверла может быть разделено на одну или две зоны, в каждой из них возможна регулировка скорости опускания/подъема через меню настроек. Эта функция очень полезна для экономии времени при установке/замене сверла.
— возможность настройки крутящего момента, ослабления тока в обмотках шагового двигателя через меню настроек;
— возможность выбора направления и скорости вращения сверла;
— для контроля крайних положений, зональности и индикации оборотов сверла применены оптодатчики аналогичные тем, что используются в шариковых мышках.
— возможность включения подсветки через меню;
— возможность включения звукового сопровождения нажатия кнопок через меню;
— возможность подключения внешних кнопок подъема/опускания дремеля («педалей») распознает автоматически (при подключении автоматически переназначаются функции пульта);
— индикация всех настроек и текущего состояния на дисплее и дополнительно на светодиодах;
— сохранение настроек в энергонезависимую память.
Принципиальная схема представлена на рис.2
Основным узлом является микроконтроллер IC1- AT89C51. Микроконтроллер имеет два источника прерывания по изменению внешнего сигнала один из них отслеживает момент срабатывания датчиков положения дремеля через логический элемент DD1.1 3ИЛИ-НЕ, второй используется для замера оборотов сверла. Сразу оговорюсь что функция замера оборотов сделана скорее как «примочка», так как свободных ресурсов периферии контроллера не осталось, то обороты он показывает с точность +/- 54 единицы, что при высоких оборотах двигателя не особо существенно.
Для сохранения настроек применена микросхема IC3 — AT24C16.
Звуковое оповещение происходит посредством излучателя EP1 — HCM1206a, это излучатель без встроенного генератора (из материнской платы компьютера), сигнал с частотой около 2-х кГц генерирует контроллер.
Набор резисторов DR1 необходим для подтяжки выводов контроллера с открытым коллектором.
Светодиоды LED2-LED5 – зеленые smd — служат для индикации нажатия кнопок вверх/вниз и направления вращения сверла (вместе с резисторами R21, R25, R26, R28 можно не устанавливать).
Светодиод LED1 – подсветка места сверления – устанавливается непосредственно на дремеле.
Вернемся к драйверу IC2 — TB62207. Данная микросхема представляет собой универсальный двухканальный драйвер шаговых двигателей или двигателей постоянного тока или различных их комбинаций, двухканальный стабилизатор напряжения и имеет цифровое управление по последовательному каналу, что также экономит выводы микроконтроллера.
В данном устройстве драйвер конфигурируется для работы с одним биполярным шаговым двигателем в микрошаговом режиме (16 шагов), одним двигателем постоянного тока увеличенной мощности и одним каналом преобразователя напряжения на 5в.
Вся обвязка драйвера взята из платы принтера. Позиционные обозначения элементов платы принтера указаны в скобках на рисунке печатной платы. Схему обвязки можно упростить исключив элементы (C3, C4, C6, C8, C10, C11, C14, C16, C18, C21, C22, C26, C27) согласно даташиту они отсутствуют на типовой схеме включения, но это возможно уменьшит надежность работы схемы, в принтере они присутствуют.
Конструктивно станок состоит из 5-и блоков:
1.Пульт управления с индикацией рис.3, рис.4;
2.Плата управления с контроллером рис.5, рис.6;
Сверлильный станок своими руками
Сверлильный станок своими руками
Сверлильный станок своими руками — в данном обзоре речь пойдет об изготовлении миниатюрного сверлильного станочка в домашних условиях из подручных средств. Статья предназначена в основном для радиолюбителей, кому часто приходится самостоятельно изготавливать печатные платы. Но такое компактное оборудование как представленный ниже станок будет полезен не только в сфере электроники, но и в других хозяйственных делах.
Основой для конструкции послужили детали от вышедшего из строя CD ROM’a от компьютера. Вернее нужны будут только металлическая рамка с установленными на ее плоскости парой направляющих и кареткой, этот фрагмент показан на фото ниже. Цель конечно у меня была собрать сверлилку из подручных материалов. То есть из того, что было в хозяйстве и могло пригодиться в построении такого оборудования.
На скользящей каретке в дальнейшем будет смонтирован двигатель, а затем уже будет собран сам сверлильный станок своими руками. Чтобы закрепить его, предварительно был изготовлен специальный держатель в виде кронштейна из отрезка листовой стали 2мм.
Электродвигатель
В держателе просверлил отверстия под размер вала электродвигателя и соответственно под винты, которые будут держать кронштейн с двигателем. Изначально для сверлильного устройства был применен электромотор ДП25-1,6-3-27, работающий от постоянного напряжения 27v и развивающий мощность 1,6 Вт. Смотрите фото:
В процессе испытания этого мотора, было установлено, что у него не хватает необходимой мощности для сверления в стеклотекстолите. 1.6W явно недостаточно для этого, чуть-чуть увеличиваешь нагрузку и двигатель становится.
На это фото показан сверлильный станок своими руками с электромотором ДП25-1,6-3-27 , вариант которого сначала предполагался использовать :
В связи с тем, что силовой агрегат мало производителен пришлось от него отказаться и искать мотор соответствующей мощности. Конечно на поиски нужного двигателя ушло некоторое время, поэтому процесс изготовления был немного приостановлен. Но как говорится «мир не без добрых людей» и товарищ подарил мне электромотор от старого нерабочего принтера.
Новый электродвигатель
Вновь приобретенный двигатель не имел шильдика с маркировкой, следовательно, его мощность доподлинно я не знаю. Но мощности его вполне хватало, чтобы собрать сверлильный станок своими руками. На вал якоря запрессована металлическая шестеренка. Диаметр вала на двигателе — 2,3 мм. Далее я убрал шестеренку с вала, а вместо нее поставил цанговый зажим и попробовал просверлить несколько отверстий сверлом 1.2 мм. Результат конечно меня приятно удивил, данный моторчик прекрасно справлялся со сверлением 3 миллиметрового текстолита при питающем напряжении 12v.
Здесь показано как я крепил мотор с использованием держателя к скользящей каретке:
Опора сверлильного устройства выполнено из десяти миллиметрового отрезка стеклотекстолита.
Это подготовленные детали для основания устройства:
Для обеспечения устойчивости, сверлильный станок собранный своими руками, в нижней части основания вмонтированы резиновые опорные ножки:
Конструкция устройства
Металлическая конструкция устройства имеет образ консоли, другими словами — несущие шасси с установленным на нем электродвигателем при помощи двух специальных держателей. Рама с мотором установлена на небольшом расстоянии от нижней части станка. Такой вариант системы позволил выполнять сверление большого по размеру текстолита. Эскиз устройства приведен ниже:
Ниже картинки уже готового сверлильного станка
В рабочей части устройства на фото, виден установленный для подсветки светодиод:
На показанном изображении видна слишком большая степень яркости подсветки. В действительности же все освещается очень корректно:
Конструкция выполненная в виде консоли дает возможность делать отверстия в больших по ширине заготовках, более чем 140 мм, ну и естественно большой длинны.
Измерение полезной площади для сверления:
Как показывает изображение, что длина плоскости от передней части подвижной каретки станка до центра сверла составляет 69 мм. То есть ширина текстолитовых заготовок для печатных плат может быть примерно 135 мм.
Подвижной механизм
Для опускания и подъема механизма сверления предусмотрен специальный рычаг нажимного действия:
Для фиксации сверлильного узла над заготовкой перед началом сверления, а затем его возвращение назад, то есть реверс обеспечивает пружина возврата. Она помещена на направляющей оси:
На этом изображении показана схема настройки оборотов электромотора в автоматическом режиме, которая зависит от степени нагрузки.
Для комфортного использования сверлильного устройства было изготовлено два образца регулировки скорости вращения электродвигателя. Один вариант станка для сверления был выполнен на базе электромотора ДП25-1,6-3-27, модуль регулировки и его принципиальная схема были позаимствованы в журнале Радио №7 за 2010 год:
К сожалению вариант регулировки надлежащим образом работать не стал, поэтому был исключен из дальнейшего тестирования.
Другой образец сверлилки был сделан с использованием моторчика от принтера, на просторах интернета нашлась еще одна подходящая схема для регулировки оборотов двигателя. Вот ее я и с успехом применил.
Два режима скорости
Представленная здесь схема регулятора способна поддерживать работу электромотора в двух скоростных режимах:
1. Во время холостой работы сверлильного станка якорь двигателя вращается с низкой скоростью, то есть в это время задействовано меньшее напряжение питания.
2. Когда возникает нагрузка на двигатель, то есть момент начала сверления, автоматический регулятор подает на двигатель полное напряжение, тем самым увеличивается скорость вращения.
Модуль автоматической регулировки скорости вращения мотора выполненный по представленной выше схеме, начал сразу работать корректно. В процессе тестирования установил такие параметры: при работе устройства в режиме без нагрузки — 2200 об/мин. В момент начала сверления текстолита скорость поднимается до максимального значения. По окончанию сверления регулятор автоматически убирает скорость вращения до самых низких.
Схема данного регулятора была реализована на маленькой по размеру плате:
Кремневый транзистор КТ815В установлен на радиаторе охлаждения.
Модуль регулятора размещен с тыльной стороны сверлильного устройства:
На плате показан постоянный резистор R3 с сопротивлением 5,6 Ом и мощностью рассеивания 2 Вт.
Тестирование сверлильного станка показало прекрасную его работу. Автоматика выполняла свои функции безупречно.
Здесь представлен маленький видео-обзор сверлильного станка в работе:
Обновление от 01.08.2017:
В схеме управления, помимо своего регулятора скорости вращения, установлен элемент стабилизации питающего напряжения для светодиода подсветки. Окончательная принципиальная схема модуля управления:
Сверлильный станок для печатных плат своими руками
Хотите, верьте, хотите, нет — материальная составляющая, а на её основе и идея изготовления этого устройства возникла благодаря коту Тихону, который однажды, превысив нормы дозволенного, юркнул в большой, заросший деревьями овраг и на призывы вернуться не реагировал. Пришлось искать. Завидев сердитого хозяина, он отбежал к одному из густых кустов и демонстративно принялся что-то в его глубине разглядывать. Любопытство заразно — заглянул под куст. А там стоит струйный принтер. Никогда не буду утверждать, что у животных только инстинкты 🙂
Epson Stylus Photo R220. Разобрал его полностью, до последнего винтика. Особое внимание привлекла полированная стальная направляющая с пластмассовой кареткой.
Увидел в этом узле именно то, что даст возможность попробовать собрать миниатюрный сверлильный станок. Для придания этому проекту дополнительного интереса, изготовление решил вести по максимуму из деталей разобранного принтера.
Начинал с основания, а в его качестве здесь лучше всего выступит блок питания, который аккуратно вынимается из металлического корпуса, а сам корпус рихтуется, удаляется ржавчина, железо обезжиривается, например уайтспиритом и красится
Возвращаем плату с БП в корпус, а к его днищу приделываем ножки. Желательно резиновые, чтобы при работе собранное устройство не елозило по столу.
Из верхней части пластмассового бокса, в котором и находился металлический корпус с блоком питания, изготавливается рабочий стол будущей сверлилки. Стальная направляющая режется пополам, на конце с выступом нарезается резьба, подбирается гайка и пластмассовая прокладка (будет находиться между нижней частью стола и крышкой корпуса БП). В нижней части стола два отверстия для крепления к крышке, а в верхней отверстие под установку половины стальной направляющей. На боковой стороне стола установлен пластмассовый хомут для фиксации резиновой шайбы, центрирующей положение направляющей (которая на фото уже одета на направляющую). Имелась в данном «наборе» и подходящая пружина.
Устанавливаем направляющую на стол и соединяем винтами с крышкой БП.
Ставим собранный элемент конструкции на корпус блока питания и прикручиваем тремя винтами (два видно, третий с противоположной стороны). Отверстия и резьба под винты делаются предварительно.
Теперь дело за подвижной частью. На фото каретка, от неё необходимо ровно отрезать ножовкой по металлу ненужное, места отреза указаны жёлтыми линиями. Их три.
Это осталось первоначально, но ещё не всё.
Также аккуратно вырезаем среднюю часть между отверстиями, через которые будет проходить направляющая.
Вот что должно остаться. Для придания необходимой жёсткости полученной конструкции, обращённый к нам проём, необходимо заклеить плоской крышкой при помощи качественного клея.
Далее из большего по размерам металлического профиля отрезаем кусок длиной 130 мм из которой изготовим консоль, на которой смонтируем уже изготовленный корпус и электродвигатель.
Для этого на отрезанной части профиля сверлим все необходимые для крепления отверстия. Три левых для установки электродвигателя (два по 3 мм, среднее по размеру диаметра цилиндрического пояска с валом), правое отверстие диаметром на 2 мм больше диаметра стальной направляющей. Оставшиеся распределяются так: два диаметром 4 мм необходимы для крепления консоли к днищу пластмассового корпуса при помощи винтов М4 с гайками. Несколько большее по диаметру отверстие, расположенное между ними, необходимо для малой направляющей (диаметром 5 мм).
Также необходимо изготовить упор рычага с резьбовыми отверстиями М3 для крепления к консоли. Такой упор можно сделать и на самой консоли, из продолжения её стороны за отверстием под стальную направляющую. Для этого заготовку для консоли нужно отрезать на 20 мм длиннее, отрезать на это расстояние боковые загибы профиля и загнуть данный конец консоли вниз, затем просверлить в нём отверстие диаметром 2,5 мм и нарезать резьбу М3 (для крепления рычага подачи).
Консоль соединила электродвигатель с корпусом, а для того чтобы в дальнейшем закрыть и малый проём вырезается соответствующего размера ещё одна крышка, в которой сверлиться два отверстия и через которые она будет установлена по месту при помощи двух небольших саморезов.
Вид со стороны внутренней полости консоли.
От малого металлического профиля отрезается две заготовки, одна длиной 150 мм, другая 60 мм. Из большей заготовки делается рычаг, для этого сверлиться два сквозных трехмиллиметровых отверстия на одной из сторон профиля. Одно с краю, второе примерно в 40 мм от него.
Также необходима тяга длиной около 60 мм с отверстиями в 3 мм по краям, она вырезается из подходящего куска пластмассы (лучше не плоского, а как на фото).
Рычаг с тягой в сборе.
А это фиксатор опускания подвижной части сверлильного станка.
Его составляющие: вторая направляющая диаметром 5 мм и длиной 140 мм; металлический хомут с радиусом внутреннего изгиба равным половине диаметра металлической направляющей, с резьбовыми отверстиями М4 по краям; винт М4 с пластмассовой головкой — ручкой; резиновые центрирующие упоры; непосредственно сам упор изготовленный из 60 мм отрезка большого профиля. Все необходимые отверстия и прорези в нём делаются под сопрягающие элементы. Далее посмотрите видео с непосредственной сборкой подготовленных узлов сверлильного устройства.
Электродвигатель подключается к первому и третьему выводам (справа налево) на плате блока питания. Перелистнуть страницу истории, с классики изготовления миниатюрных сверлильных устройств из школьных микроскопов на изготовление из принтеров, попытался Babay.