Содержание
- Как согнуть трубу из нержавейки
- Изгиб как негативный фактор
- Способы гибки
- Методы гибки труб из нержавейки: промышленным способом и вручную
- Технические особенности и свойства труб из нержавейки
- Промышленные способы гибки
- Способы гибки в домашних условиях
- Как согнуть трубу без трубогиба из различных материалов в домашнем хозяйстве
- Методы гибки труб в домашних условиях
- Как согнуть трубу без трубогиба – простые способы
- Делаем выводы
- Как согнуть трубу из нержавейки
- Технические особенности и свойства труб из нержавейки
- Чем чреват изгиб трубы
- Промышленные способы гибки
- Вариант последний – а зачем вообще придумывать какие-то технологии гибки
- Как гнуть трубы: делаем без использования специального инструмента
- Самостоятельное сгибание труб
- Заключение
Как согнуть нержавеющую трубу в домашних условиях
Как согнуть трубу из нержавейки
Во время строительных, ремонтных и монтажных работ используются трубы для прокладок канализаций, газопровода, водопровода, вентиляций, канализации и т.д. В зависимости от места эксплуатации применяют трубы из разных материалов, различных толщины, диаметра и длины. При этом не всегда есть возможность использовать колено или переходники. В подобных случаях приходится сгибать трубу, в результате ее можно повредить или вообще испортить. Поскольку такой материал как нержавеющая сталь обладает достаточной прочностью, имеет длительное время эксплуатации и не поддается влиянию влаги, его часто используют во время монтажных работ. Поэтому в данной статье разберем, как согнуть трубу из нержавейки.
Сам процесс сгибания металлических изделий можно разделить на два типа. Температурный, когда заготовку или ее часть разогревают или охлаждают с последующим изгибом. Механический, когда на заготовку воздействуют с определенной силой, используя специальные устройства или изгибая ее вручную. Стоит заметить, что нержавеющая сталь относительно технологичный материал и трудностей при работе обычно не возникает.
Трубы из нержавеющей стали нельзя сгибать с предварительным нагревом (например, газовой горелкой или паяльной лампой).
Изгиб как негативный фактор
Сгибание трубы является негативным фактором для эксплуатационных характеристик. Имеют место разные недостатки, зависящие от материала, угла изгиба, устройства и метода изгиба, внутреннего диаметра и толщины материала. К отрицательным последствиям можно отнести:
- изменение радиуса изгиба во время эксплуатации под воздействием температурного расширения или сужения и механического воздействия, вследствие чего наблюдается пружинящий эффект;
- уменьшение толщины наружной стенки в месте изгиба;
- появление резких изломов или складок в виде гармошки на внутренней стенке изгиба;
- овализация ‒ изменение формы трубы и появление просвета овальной формы;
- увеличение воздействия коррозии на внутренней и внешней стенке изгиба.
При проходе вещества по внутренней полости трубы особое давление приходится на внешнюю стенку, поэтому при монтаже в местах с протеканием жидкостей на высоких давлениях рекомендуется использование колено, утолщения или трубу с более толстыми стенками. Возникшая овализация также негативно влияет на трубы при быстром движении потока жидкости. В подобных местах происходит сужение по одной оси и расширение по другой, что, в свою очередь, также увеличивает давление на внешнюю стенку изгиба. Еще нужно учитывать овализацию при прокладке труб в узких местах, так как ее ширина в месте изгиба увеличивается.
Предотвратить овализацию и сохранить круглую форму при холодной гибке можно двумя способами. Первый, поддерживать стенки изнутри, используя внутренний ограничитель. Второй, поддерживать стенки как изнутри, так и снаружи, применяя внутренний и внешний ограничитель. Внутренним ограничителем может служить тщательно утрамбованный в трубу песок, резина, вода, смолы или легкоплавкие материалы. Главное, это надежно закрыть отверстия трубы, чтобы при увеличении давления во время изгиба наполнитель не выпадал наружу. По возможности рекомендуется плотно заваривать отверстия труб.
При использовании второго способа целостные показатели немного выше, но для этого необходимы специальные механические элементы или резервуары, которые обычно используются при промышленном изготовлении труб. Если применять более жесткое и твердое внутреннее наполнение, сохранится более круглая форма просвета, поэтому их используют чаще. Но при использовании упругих наполнителей, наружная сторона в меньшей степени поддается растяжению.
Способы гибки
На производстве, когда приходится гнуть трубы из нержавеющей стали, обычно используется холодная гибка по причине высших показателей рентабельности, а в случаях, где необходима горячая гибка, часто выгоднее просто сразу вылить необходимую форму. Поэтому далее приведены способы холодной гибки, тем более что большинство технологий не сильно отличается от горячего способа.
Гибка с использованием двух опор
Заготовка укладывается между двух опор таким образом, чтобы первая опора удерживала, а вторая была несущей. При воздействии винтового или гидравлического пресса или домкрата далее второй опоры происходит изгиб. Данным способом можно гнуть трубы диаметром до 350 миллиметров. Оборудование обладает достаточной простотой и может использоваться непосредственно в местах монтажа.
Вальцевание
Такой метод используется, когда нужно получить кольцо или спираль из трубы небольшого диаметра. Заготовка с помощью механических крепежей и толкателя продвигается через вращающиеся ролики, впоследствии чего обретает необходимую кривизну.
Гибка с помощью раскатывания
В данном случае заготовка закрепляется и производится раскатывание в определенных местах с помощи специальных шариков. Подобный процесс может происходить как с наружной части – обматывание, так и с внутренней – раскатывание. В итоге труба приобретает треугольную форму с округлыми краями.
Гибка наматыванием
Этот метод получил широкое распространение в промышленном производстве из-за относительной простоты при небольших затратах энергии и выхода качественной продукции. В данном случае используется внутренние наполнение, чаще всего им является металлический канат диметром меньшим на 0,1–0,5 мм, чем внутренний диаметр заготовки. Канат при изгибах может оставить след на внутренней поверхности трубы, поэтому используют тросы из тонких сплетенных металлических волокон нетвердых марок метала. Также при применении данного метода необходима смазка между канатом и внутренней поверхностью, которой обычно является машинное масло или антикоррозийная мыльная эмульсия. Можно сгибать трубы диаметром от 10 до 425 миллиметров в разных плоскостях. Поэтому при больших диаметрах трос не используется, а при возможности заменяется сыпучим или жидким веществом.
Гибка с помощью обкатки
Метод состоит в том, что вокруг ролика или опоры необходимых габаритов двигается обкатывающий ролик, между ними ложится заготовка и получается изгиб. Подобным способом можно работать с трубами диаметром до 150 миллиметров с толстыми стенками.
Гибка с помощью внутреннего гидростатического движения
В данном случае в трубу закачивается жидкость, обычно это вода или масло, и плотно закрывается заглушками. Впоследствии внутри создается давление, и заготовка становится более податливой для механических изгибов.
Ручной способ
В условиях домашнего строительства лучше использовать специальные трубогибы. Но необходимо учитывать возможные нежелательные последствия, описанные выше.
Обратите внимание! Для меньшей деформации просвета следует использовать внутренние наполнители.
Также рекомендуем вам ознакомиться со статьями, в которых описаны методы сгибания других труб:
В этом видео показано, как можно согнуть нержавеющую трубу на самодельном трубогибе:
Гнем трубу со льдом внутри и без него. В этом ролике вы увидите разницу:
Методы гибки труб из нержавейки: промышленным способом и вручную
При монтаже системы отопления из нержавеющих труб возникает необходимость произвести сгибы и переходы под углом для точной подгонки стыков трубопроводов. Для выполнения этой операции применяется специальное устройство, трубогиб для нержавейки. В зависимости от объема работ трубогиб может быть в ручном варианте, или для промышленной гибки.
Технические особенности и свойства труб из нержавейки
Нержавеющая сталь обладает целым набором замечательных полезных свойств и поэтому широко применяется в промышленности, в медицинском производстве, в коммунальном хозяйстве и в быту. К ее основным свойствам относятся способность противостоять агрессивным средам, устойчивость к коррозии и высокой температуре, и высокая механическая прочность.
Такие свойства сталь приобрела благодаря химическому составу, основным элементом которого является хром. При изготовлении стали добавляются и другие легирующие добавки, которые придают полученным изделиям приятный гладкий внешний вид.
Важно! Нержавеющая сталь не оказывает вредного воздействия на проводимую среду, поэтому она абсолютно безопасна для пищевых продуктов и воды.
Методы предотвращения овализации
При гибке нержавеющих труб, особенно тонкостенных, проявляются нежелательные изменения формы и толщины стенок материала изделия, в частности:
- меняется внешняя форма, появляется овализация;
- происходит уменьшение толщины наружной стенки вследствие растяжения при изгибе;
- появление складок и изломов на внутреннем радиусе изгиба;
- после окончания гибки вследствие пружинящих свойств изделия увеличивается радиус гиба и угол поворота.
Все эти негативные последствия влияют на внешний вид изделия, уменьшение толщины стенки ослабляет прочность. А овализация снижает проходное сечение и вызывает дополнительное сопротивление движению рабочей среды.
Поэтому для предотвращения подобных изменений гибка труб производится с помощью методов, позволяющих сохранить круглую форму изделия без деформаций. Один из этих способов основан на том, чтобы с помощью внутреннего заполнения трубы жестким или упругим материалом предохранить внутренние стенки от деформации.
Изменение сечения, овализация
В качестве наполнителя можно использовать песок, измельченную пробку, резину и даже воду. Для предотвращения высыпания наполнителя при гибке, отрезок трубы закрывают с двух сторон пробкой. Для предотвращения наружного смещения стенок трубы применяют внешние ограничители в виде ролика.
Лучший эффект дает применение в качестве наполнителя жесткой субстанции, поэтому такой метод больше распространен. Обычно при гибки применяют сразу два способа предотвращения деформации, внутренний и внешний, он дает наилучший эффект.
Промышленные способы гибки
В промышленных условиях, чтобы согнуть трубы, изготовленные из нержавейки, применяют различные способы: с помощью трубогиба, методом наматывания, способом обкатки, вальцовка, волочение и растяжение на опорах. Применение того или иного способа зависит от серийности производства, а также от вида и размера получаемого гнутого конечного продукта.
Гибка трубогибом
При небольших объемах производства или при монтаже трубопроводных систем для отопления на строительных площадках применяют ручной трубогиб. Трубогиб имеет небольшой вес и его легко можно доставить к месту работ. В них предусмотрена быстрая смена роликов разного диаметра и максимальный угол сгиба составляет 180 градусов. Винтовой шток трубогиба приводит в действие сгибающий ролик, который сгибает трубу диаметром до 18 мм.
В тех местах, где имеются электрические сети применяется переносной электрический трубогиб для нержавеющей стали. В комплектность поставки входит большой набор различных приспособления для гибки различных размеров материалов и радиусов изгиба. Регулировка скорости сгиба, наличие заднего хода и автоматического режима, а также небольшой вес дает весомое преимущество этого устройства перед другими трубогибами.
Электрический трубогиб
При отсутствии электрических сетей для работы устройства можно подключить аккумулятор.
Гибка методом наматывания
Методом наматывания гибка труб производится на специальных трубогибочных станках. Такой способ применяют, в основном, для тех отраслей промышленности, где надо получить профильную трубу высокого качества с небольшим радиусом сгиба и полной неизменяемостью геометрии стенок. Это авиационная и космическая отрасль, машиностроение и производство мебели.
Процесс гибки происходит следующим образом: трубопровод надевается на специальное устройство, называемое дорном, и с помощью зажима прикрепляется к гибочному ролику. Гибочный ролик с зажимом поворачивается и протягивает трубу, которая наматывается на ролик до заданного угла сгиба. Находящийся внутри изделия дорн сохраняет форму изделия, не позволяя менять ее сечение.
Трубогибочный станок для гибки методом наматывания
Гибка с помощью обкатки
Для строительной промышленности, а также для изготовления мелких и штучных партий, применяются трубогибы, которые производят гибку способом обкатки. При выполнении работы изделие прижимается к ручью неподвижного ролика и надежно фиксируется. Обкаточным роликом производятся круговые движения, сгибая трубу из стали до требуемого размера. При этом размеры ручья роликов должны соответствовать диаметру сгибаемой трубы.
Этот способ применяют при гибке труб с большой толщиной стенок, с радиусом сгиба не менее 3,5 D. Изменение сечения в месте сгиба может достигать значения 10…12 %. Гибку обкаткой применяют тогда, когда овальность не имеет значения при использовании изделий. Трубогибочные станки для таких работ имеют простое устройство и недорогую стоимость.
Вальцовые трубогибы предназначены для сгибания изделий в кольцо, дуги и даже можно заготовку изогнуть в спираль, причем вы можете задать шаг витка спирали. Процесс сгибания в кольцо состоит из двух этапов:
3-роликовый трубогиб
- Вначале на станке создается предварительный натяг с изделия, задается кривизна и радиус сгиба. Такой натяг производится средним подвижным роликом, когда труба опирается на два конечных роликов.
- Гибка трубы производится под воздействием силы трения, которая появляется за счет вращения ведущих роликов и изделием. Труба устремляется по направлению вращения и происходит изгиб на заданный радиус. В случае если при прогоне не получается получения заданного радиуса, операцию можно повторить, с большим прижатием подвижного ролика.
На 3-роликовых трубогибах радиус сгиба зависит от толщины стенки. Для тонкостенных труб радиус сгиба больше -10D, для толстостенных -10D, и для изделий с очень толстой стенкой может составлять-5D.
Иногда возникает необходимость произвести гибку трубы с уменьшением диаметра. Такой способ называется волочением. Применяют его для изделий с тонкой стенкой. Вначале производится обжимка конца под расчетный диаметр. Затем обжатый конец протягивается через фильеру и крепится с помощью зажима к гибочному шаблону.
Схема гибки волочением
При вращении шаблона изделие протягивается через фильеру, при этом происходит уменьшение диаметра и производится гибка. При таком способе гибки толщина стенки уменьшается больше, чем при обычной гибке.
Растяжение
Очень редко применяют способ гибки методом растяжения. Он заключается в том, что концы изделия закрепляются, а на среднюю часть воздействуют нажимным роликом. При этом заготовка удлиняется, стенки утончаются и производится изгиб на заданный угол.
Гибка на опорах
Для гибки на опорах применяется трубогиб так называемый арбалетного типа. Труба устанавливается между двумя опорными роликами, а усилие прикладывается посередине нажимным роликом с помощью винтового домкрата или гидравлического привода. С помощью такого стационарного устройства можно сгибать изделия диаметром до 350 мм. Выпускаются и легкие переносные трубогибы арбалеты, которые применяются для труб диаметром до 100 мм.
Трубогиб арбалетного типа
Способы гибки в домашних условиях
При производстве гибочных работ в домашних условиях применяют два способа: с помощью ручного трубогиба или без его использования.
Важно! Наличие трубогиба с необходимым запасом роликов различного диаметра облегчает работу, тем более, что меняя ролики, вы можете сгибать изделия различных диаметров.
Устройство устанавливают в тисках, подбирают по размеру ролики и вводят трубу между роликами, чтобы он концом упиралась в упор. Далее рукояткой поворачивают подвижный ролик на угол сгиба, еще раз проверяют размеры и снимают готовое изделие.
Ручной трубогиб
Без трубогиба трубу можно согнуть с использованием пружины из проволоки сечением не больше 4 мм. Пружину закрепляют на конце, а заготовку вставляют в упор для фиксации, или можно зажать в тисках, но чтобы не деформировать конец. Затем другой конец сгибают по заранее подготовленному шаблону. После окончания гибки пружину вынимают из профиля изделия.
Выбор способа гибки зависит от многих условий, это и серийность производства, качество, и форма конечного продукта, места производства работ, и стоимость оборудования. Но при гибке изделии могут возникать различные дефекты, утончение стенок, овальность и образование складок. Поэтому все эти факторы надо учитывать перед началом работ.
Как согнуть трубу без трубогиба из различных материалов в домашнем хозяйстве
В домашнем хозяйстве многие умельцы своими руками делают парники, беседки, навесы для машин, самостоятельно монтируют отопительные, водопроводные и газопроводные магистрали. При этом им приходится иметь дело с трубами разных материалов, сечений и часто решать задачу – как согнуть трубу без трубогиба.
И дело не в экономии финансовых средств (простое ручное приспособление стоит недорого) – стандартный заводской трубогиб не может обеспечить весь широкий диапазон работ с различными длинами, радиусами и материалами, которые используются в бытовом хозяйстве. Поэтому методы сгибания, которые можно применять без использования заводских приспособлений, актуальны и полезны для изучения любым домашним мастером.
Рис. 1 Вспомогательные элементы для гибки без станка своими руками – шаблоны и пружины
Методы гибки труб в домашних условиях
Способы, как согнуть трубные элементы в домашнем хозяйстве без использования заводских приспособлений, довольно разнообразны, включают в себя физическое и температурное воздействие.
Применение горячего метода
Большинство металлов и сплавов, нагретых до высокой температуры, становятся более пластичным и легче поддаются пластической деформации. К таким материалам относятся: сталь, медь, алюминий, латунь, дюралюминий, алюминиево-железистая бронза. При термообработке становятся хрупкими цинковые сплавы, серый чугун, оловянистая бронза. При этом, чем выше температура нагрева, тем больше пластичность – для стали нагретой до 700ºС. усилие при деформации требуется в 4,5 раза больше, чем для изделий с температурой 1200ºС.
Также все нагретые металлы становится в 25 – 30 раз менее прочными, чем в холодном состоянии – это позволяет легко изгибать заготовки без сильного внутреннего противодействия, получая при этом наименьший радиус изгиба.
При температурном воздействии на металл основной опасностью является пережог – в этом случае при нагреве происходит оплавление металла, в его структуру проникает кислород и образуется хрупкие разрушаемые окислы.
Эффект пережога необратим и является браком, поэтому для исключения данного явления при нагреве следует применять приспособления с известной температурой струи или выдерживать определенное время нахождения нагреваемого участка в пламени.
Рис.2 Гиб своими руками на шаблонах
Используем наполнители – песок и воду
Использование песка или воды, помещенных внутрь заготовки, способствует равномерному распределению усилия по всей поверхности сгиба. Для работы используют мелкозернистый хорошо просушенный сеяный песок без посторонних вкраплений, который помещает во внутреннюю полость и закрывают обычными или жаростойким пробками в случае дальнейшего термического воздействия на трубную заготовку.
Воду редко используют – в жидком состоянии она при давлении выбивает пробки (с песком этого не происходит вследствие большого трения), поэтому ее обычно применяют зимой в замороженном состоянии. О нагреве в этом случае речи идти не может – трубы загибаются физическим воздействием на шаблонах или роликах.
Применение шаблонов
Для того, чтобы придать заготовке требуемую форму, часто используют шаблон. Им может быть любая поверхность, вокруг которой огибают заготовку – круглая труба большого сечения при спиральной намотке, стационарный валик с определенным диаметром, металлические пластины, к которым с усилием прижимают изгибаемую деталь. Для получения сложный криволинейной формы используются шаблоны из ряда саморезов, вкрученных в прочное основание и задающих путь деформируемому криволинейному элементу.
Рис. 3 Как гнут изделие без трубогиба нагревом
С помощью валков можно сделать самодельный ручной трубогиб рычажного типа, ничем не уступающий заводским образцам, при работе приспособления под воздействием рычага происходит огибание сферической поверхности валка деталью.
Наибольшей популярностью в бытовом хозяйстве пользуются трубогибочные вальцы, аналогичные промышленным агрегатам. Они состоят из двух вращающихся роликов, между которыми располагается третий на некотором расстоянии от их оси.
При работе заготовка помещается на два крайних ролика и к ней подводится центральной валок, создающий давление на поверхность – в результате происходит изгиб детали. С помощью данного приспособления можно получить достаточно большой равномерный радиус закругления на большом расстоянии, устройство особенно эффективно при создании арочных профилей для различного вида навесов и строительных конструкций.
На устройстве можно изгибать заготовки круглого и прямоугольного сечения, стальные уголки и пластины при конструкции валков с ручьями другого профильного сечения. Устройство способно работать с материалами большого сечения, его максимальный радиус закругления не превышает 3 – 4 трубных диаметров.
Рис. 4 Гибка профильной трубы своими руками на валках
Пружины могут использоваться как самостоятельный трубогиб при работе с изделиями малых диаметров из мягких материалов (медь, металлопластик) или вспомогательное устройство, заменяющее промышленный дорн. Пружина может размещаться снаружи или во внутренней полости изделия, обеспечивая при его изгибании равномерное распределение нагрузки по площади места изгиба.
Как согнуть трубу без трубогиба – простые способы
Приведенные выше методы эффективно применяют в домашнем хозяйстве как самостоятельно, так и в сочетании с другими способами. При этом для работы с различного вида материалами, формой и сечения профиля, углами изгиба, следует применять различные технологии, обеспечивающие наилучшее качество и производительность.
Рис. 5 Гибка профильной трубы своими руками на самодельном трубогибе
Особенности гибки профильной трубы
Металлопрокат прямоугольного или квадратного сечения является популярным видом строительных материалов в домашнем хозяйстве, широко используется при сооружении перекрытий теплиц, беседок, различного вида навесов для хранения автомобильной техники и домашней утвари. Поэтому сгибание металлопрофиля является одной из актуальных задач в быту и производится следующими способами.
- Легко изогнуть профильную трубу своими руками можно при помощи простого шаблонного приспособления в виде круглого горизонтального или вертикального участка трубопровода. Для проведения операции один конец заготовки жестко фиксируют за шаблоном или просто опирают на поверхность, после чего перемещают заготовку, огибая верх шаблона. Если необходимо получить большой радиус изгибания по всей длине, деталь передвигают вперед и операцию снова повторяют.
- Популярным методом изгибания в хозяйстве и промышленности является использование круглых подвижных валков, вдоль которых огибают или многократно прокатывают заготовку. В быту такие устройства часто делают для получения арочного профиля, изготавливая разнообразные трехвалковые конструкции. Для получения меньшего радиуса закругления можно сделать и механическое ручное устройство с подвижным валком, вокруг которого при помощи длинного рычага огибают металлопрофильную заготовку.
Для получения малых радиусов закруглений также можно использовать песчаный наполнитель в сочетании с нагревом – сталь в этом случае изгибается с более высоким качеством.
Рис. 6 Способ согнуть металлическую трубу в змеевик
Как согнуть нержавеющую или стальную трубу
В домашнем хозяйстве часто требуется изгибать тонкостенную стальную трубу из нержавейки для создания спиральных змеевиков в системах отопления и самогонных аппаратах. Методы, которые используются при сгибании нержавейки, аналогичны общепринятым, при работах наибольшей популярностью пользуется следующие способы.
- Тонкостенную нержавейку при малом радиусе закругления нужно гнуть с применением пружинящих элементов (дорнов), обеспечивающих равномерную нагрузку на поверхность в зоне изгибания, или сыпучих наполнителей.
- Если необходимо изгибать заготовку с большим радиусом закругления, можно использовать универсальный трехвалковый самодельный агрегат или сгибать круглым шаблоном с использованием внутренней пружины.
- Толстостенную трубу из нержавейки лучше всего загибать после нагревания газовой горелкой, аналогичные операции проводят и со стальными толстостенными трубами при малом радиусе загибания.
Рис. 7 Как можно согнуть заготовку из меди
Как согнуть трубы из меди и алюминия
И всех металлических материалов, которые изгибают в домашнем хозяйстве, медь является самым гибким и мягким и не требует приложения больших усилий. Для работы с медными трубами на строительном рынке можно найти специальные пружины, которые устанавливаются на трубную поверхность, после чего изделие легко согнуть вручную. Для изгибания на жестких валках или самодельных трубогибах внутрь мягкой тонкостенной медной заготовки лучше засыпать песок или вставить пружину во избежание неправильный деформации профиля.
Рис. 8 Как гнуть деталь из алюминия
Алюминий относится к более хрупким и менее пластичным материалам, чем медь (у медных сплавов относительно удлинение составляет около 50%, у алюминиевых – не больше 20%), поэтому основным методом деформации толстостенного алюминия в быту является нагрев. Для выполнения этого действия необходимо провести следующие операции:
- Трубную заготовку устанавливают в тиски, участок в точке нагрева смазывают хозяйственным мылом.
- Производят нагрев участка газовой горелкой до тех пор, пока мыльное покрытие не начнет чернеть.
- После этого трубу сгибают с приложением физического усилия на нужный угол.
Рис. 9 Как загнуть трубный металлопластик
Как согнуть металлопластиковую трубу
Металлопластиковая труба любого размера и профильного сечения легко гнется даже руками, если установить большие пальцы рук во внутренний радиус в форме закругления. Основным методом для качественного изгиба металлопластика является использование пружин, которые можно приобрести в торговой сети или изготовить самостоятельно. Главное действие, которое при этом выполняется – вставка пружины внутрь или снаружи заготовки и ее ручная деформация до получения нужной конфигурации изгиба. Для получения сложной формы лучше использовать внутреннюю пружину (наружная будет скользить по поверхности и деталь может проворачиваться) или шаблоны по направлению, обозначенному вкрученными в лист ДСП или ДВП шурупами.
Как согнуть полипропиленовую трубу
Для работы с полипропиленовыми трубами не требуется специальное оборудование или сложные самодельные устройства, достаточно обычного бытового фена. Чтобы получить качественное закругление, поступают следующим способом:
- Насыпают в полость трубы сыпучий материал (песок или искусственный наполнитель), заклеивают ее торцы липкой лентой.
- Закрепляют один конец заготовки и производят нагрев феном в нужной точке, одновременно прилагая физическое усилие по сгибанию.
- На следующем этапе жестко фиксируют деталь, ожидая ее остывания. Для упрощения можно использовать направляющие из винтов, вкрученых в деревянную плиту.
После остывания деталь извлекают, освобождают от липкой ленты и наполнителя.
Рис. 10 Методика сгибания полипропиленовой трубы
Делаем выводы
Основными помощниками при сгибании тонкостенных труб из любых материалов в домашнем хозяйстве является наружные и внутренние пружины, или наполнители из песка, позволяющие равномерно распределить прилагаемое усилие. Если мы гнем стальные трубы трубопроводов с толстыми стенками, при большом радиусе практично использовать трехвалковые самодельные конструкции, а при малом – нагревать профиль газовыми горелками.
Рис. 11 Как изгибают трубу в домашних условиях
В быту при желании каждый домовладелец может гнуть трубы из различных материалов без применения заводских трубогибов – для этого используются простые пружинные детали или несложные самодельные устройства. Чтобы сделать ручной трубогиб, понадобится сварочный аппарат и некоторые навыки сварщика, во многих случаях незаменимым помощником в проведении работ является паяльная лампа.
Как согнуть трубу из нержавейки
Технические особенности и свойства труб из нержавейки
Нержавеющая сталь обладает целым набором замечательных полезных свойств и поэтому широко применяется в промышленности, в медицинском производстве, в коммунальном хозяйстве и в быту. К ее основным свойствам относятся способность противостоять агрессивным средам, устойчивость к коррозии и высокой температуре, и высокая механическая прочность.
Согнутые элементы нержавейки
Такие свойства сталь приобрела благодаря химическому составу, основным элементом которого является хром. При изготовлении стали добавляются и другие легирующие добавки, которые придают полученным изделиям приятный гладкий внешний вид.
Методы предотвращения овализации
При гибке нержавеющих труб, особенно тонкостенных, проявляются нежелательные изменения формы и толщины стенок материала изделия, в частности:
- меняется внешняя форма, появляется овализация;
- происходит уменьшение толщины наружной стенки вследствие растяжения при изгибе;
- появление складок и изломов на внутреннем радиусе изгиба;
- после окончания гибки вследствие пружинящих свойств изделия увеличивается радиус гиба и угол поворота.
Все эти негативные последствия влияют на внешний вид изделия, уменьшение толщины стенки ослабляет прочность. А овализация снижает проходное сечение и вызывает дополнительное сопротивление движению рабочей среды.
Поэтому для предотвращения подобных изменений гибка труб производится с помощью методов, позволяющих сохранить круглую форму изделия без деформаций. Один из этих способов основан на том, чтобы с помощью внутреннего заполнения трубы жестким или упругим материалом предохранить внутренние стенки от деформации.
Изменение сечения, овализация
В качестве наполнителя можно использовать песок, измельченную пробку, резину и даже воду. Для предотвращения высыпания наполнителя при гибке, отрезок трубы закрывают с двух сторон пробкой. Для предотвращения наружного смещения стенок трубы применяют внешние ограничители в виде ролика.
Лучший эффект дает применение в качестве наполнителя жесткой субстанции, поэтому такой метод больше распространен. Обычно при гибки применяют сразу два способа предотвращения деформации, внутренний и внешний, он дает наилучший эффект.
Чем чреват изгиб трубы
Изготовление конструкции с использование трубы из нержавеющей стали это трудоемкий и тяжелый процесс, который требует определенного опыта, знаний, и конечно же, наличие специального инструмента. В процессе работ можно столкнуться с необходимостью согнуть трубу. Прежде чем приступить к изгибу трубы, особенно если дело касается тонкостенной трубы, нужно помнить, что это впервую очередь нарушение ее целостности, что чревато последствиями, какими как потеря первоначальных свойств и качеств изделием.
Промышленные способы гибки
В промышленных условиях, чтобы согнуть трубы, изготовленные из нержавейки, применяют различные способы: с помощью трубогиба, методом наматывания, способом обкатки, вальцовка, волочение и растяжение на опорах. Применение того или иного способа зависит от серийности производства, а также от вида и размера получаемого гнутого конечного продукта.
Гибка трубогибом
При небольших объемах производства или при монтаже трубопроводных систем для отопления на строительных площадках применяют ручной трубогиб. Трубогиб имеет небольшой вес и его легко можно доставить к месту работ. В них предусмотрена быстрая смена роликов разного диаметра и максимальный угол сгиба составляет 180 градусов. Винтовой шток трубогиба приводит в действие сгибающий ролик, который сгибает трубу диаметром до 18 мм.
В тех местах, где имеются электрические сети применяется переносной электрический трубогиб для нержавеющей стали. В комплектность поставки входит большой набор различных приспособления для гибки различных размеров материалов и радиусов изгиба. Регулировка скорости сгиба, наличие заднего хода и автоматического режима, а также небольшой вес дает весомое преимущество этого устройства перед другими трубогибами.
Электрический трубогиб
При отсутствии электрических сетей для работы устройства можно подключить аккумулятор.
Методом наматывания гибка труб производится на специальных трубогибочных станках. Такой способ применяют, в основном, для тех отраслей промышленности, где надо получить профильную трубу высокого качества с небольшим радиусом сгиба и полной неизменяемостью геометрии стенок. Это авиационная и космическая отрасль, машиностроение и производство мебели.
Процесс гибки происходит следующим образом: трубопровод надевается на специальное устройство, называемое дорном, и с помощью зажима прикрепляется к гибочному ролику. Гибочный ролик с зажимом поворачивается и протягивает трубу, которая наматывается на ролик до заданного угла сгиба. Находящийся внутри изделия дорн сохраняет форму изделия, не позволяя менять ее сечение.
Трубогибочный станок для гибки методом наматывания
Для строительной промышленности, а также для изготовления мелких и штучных партий, применяются трубогибы, которые производят гибку способом обкатки. При выполнении работы изделие прижимается к ручью неподвижного ролика и надежно фиксируется. Обкаточным роликом производятся круговые движения, сгибая трубу из стали до требуемого размера. При этом размеры ручья роликов должны соответствовать диаметру сгибаемой трубы.
Этот способ применяют при гибке труб с большой толщиной стенок, с радиусом сгиба не менее 3,5 D. Изменение сечения в месте сгиба может достигать значения 10…12 %. Гибку обкаткой применяют тогда, когда овальность не имеет значения при использовании изделий. Трубогибочные станки для таких работ имеют простое устройство и недорогую стоимость.
На 3-роликовых трубогибах радиус сгиба зависит от толщины стенки. Для тонкостенных труб радиус сгиба больше -10D, для толстостенных -10D, и для изделий с очень толстой стенкой может составлять-5D.
Иногда возникает необходимость произвести гибку трубы с уменьшением диаметра. Такой способ называется волочением. Применяют его для изделий с тонкой стенкой. Вначале производится обжимка конца под расчетный диаметр. Затем обжатый конец протягивается через фильеру и крепится с помощью зажима к гибочному шаблону.
Схема гибки волочением
При вращении шаблона изделие протягивается через фильеру, при этом происходит уменьшение диаметра и производится гибка. При таком способе гибки толщина стенки уменьшается больше, чем при обычной гибке.
Растяжение
Очень редко применяют способ гибки методом растяжения. Он заключается в том, что концы изделия закрепляются, а на среднюю часть воздействуют нажимным роликом. При этом заготовка удлиняется, стенки утончаются и производится изгиб на заданный угол.
Гибка на опорах
Для гибки на опорах применяется трубогиб так называемый арбалетного типа. Труба устанавливается между двумя опорными роликами, а усилие прикладывается посередине нажимным роликом с помощью винтового домкрата или гидравлического привода. С помощью такого стационарного устройства можно сгибать изделия диаметром до 350 мм. Выпускаются и легкие переносные трубогибы арбалеты, которые применяются для труб диаметром до 100 мм.
Гибка трубогибом
Вариант последний – а зачем вообще придумывать какие-то технологии гибки
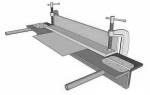
В некоторых случаях – например, когда соотношение r/s намного больше минимально рекомендованного значения – удачная гибка трубы в холодном состоянии своими руками возможна при условии всего лишь прочного закрепления одного из торцов с последующей гибкой по предварительно подготовленному шаблону.
Шаблон изготавливается из многослойной фанеры, можно даже использовать подходящую по диаметру внешнюю поверхность любого прочного предмета – бочки с водой, либо деревянного вазона. Один из торцов закрепляют в струбцине/тисках, а противоположный изгибают по требуемому радиусу (см. рис. 10). Таким способом вполне можно получить, например, заготовки для стального каркаса парника или оранжереи. После деформирования сразу освобождать деталь из зажимов не стоит, поскольку любой металл обладает инерционными свойствами.
Во всех случаях гибки без трубогиба следует приготовиться:
- Запастись рычагами (момент гибки, в зависимости от требуемых параметров и материала трубы может оказаться достаточно большим).
- Подготовить шаблон, который должен быть точно рассчитан под характеристики зоны гиба.
- Тщательно очищать внутреннюю поверхность изогнутой трубы (в частности, если изделие будет использоваться для прокачки жидких сред).
Перед началом работ стоит вспомнить и о простых правилах техники безопасности. Перед гибкой вручную заготовку целесообразно обернуть грубой кожей, мешковиной или иной плотной тканью – это защитит руки и создаст дополнительное трение, которое исключит проскальзывание во время гибки.
Гибка стальной трубы по большому радиусу
Для реализации способа необходима специальная пружина, наружный диаметр которой должен быть максимально близким к внутреннему диаметру заготовки. Номенклатура пружин растяжения приведена в ГОСТ 18794-80; их характерной особенностью является наличие кольцеобразного захвата на одном из торцов. Этот захват может быть замкнутым, как показано на рис.
Установка заглушки в один из торцов трубы
Утрамбовка засыпанного материала
Труба, заполненная наполнителем
Внешний вид пружины растяжения
Вариант исполнения пружины растяжения с фигурным захватом
Подобранная пружина вводится внутрь и надёжно закрепляется у противоположного торца трубы. Поскольку внешняя поверхность пружины плотно прилегает к стенке, она обеспечивает такое же противодавление, что и промежуточная среда в предыдущем варианте. Достоинство способа в том, что подобные гибочные пружины можно использовать многократно.
Как гнуть трубы: делаем без использования специального инструмента
Наверняка многие домашние мастера неоднократно сталкивались с необходимостью сгибания всевозможных труб небольшого диаметра по определенному радиусу или придания им необходимой округлой конфигурации. В промышленных масштабах для этих целей используется специальное оборудование, однако в данном случае вопрос стоит по-другому: как загнуть трубу без трубогиба в домашних условиях?
Изготовление гнутых деталей из металлических профильных труб.
Самостоятельное сгибание труб
Для того чтобы помочь читателю разобраться с этим вопросом, в данной статье будут рассмотрены несколько способов сгибания труб круглого и прямоугольного сечения, изготовленных из различных материалов (см.также статью “Дефлектор на трубу – что это такое и зачем он нужен”).
Также здесь будет представлена подробная инструкция, в которой пошагово описаны все этапы выполнения этой операции с использованием набора обычных бытовых слесарных инструментов.
Сгибание стальных труб
Сталь сама по себе является достаточно жестким материалом, однако при нагревании до высокой температуры она становится более пластичной, что позволяет придавать изделиям из стали практически любую необходимую форму. Для того чтобы своими руками согнуть дугу или окружность из стальной круглой трубы, кроме обычного слесарного инструмента понадобится еще газовая горелка.
Для этого необходимо:
- Зафиксировать стальную трубу в тисках. Чтобы не смять стенки нужно на участке зажима предварительно вставить в нее металлический пруток подходящего диаметра.
- При помощи газовой горелки разогреть участок будущего изгиба до появления характерной окраски металла ярко красного цвета.
- Короткими несильными ударами молотка придать разогретой детали необходимую конфигурацию, контролируя радиус изгиба по заранее изготовленному шаблону.
После остывания готовая деталь сохранит свою форму, а металл снова приобретет прежнюю жесткость и высокую механическую прочность.
Оптимальная температура для начала выполнения работы.
Совет! Описанный способ нельзя использовать для сгибания стальных оцинкованных труб, так как цинк при нагревании до высокой температуры выгорит, в результате чего пропадут его антикоррозионные свойства.
Сгибание труб из цветных металлов
Цветные металлы, например медь или алюминий обладают высокой пластичностью, однако по причине недостаточной прочности противоположные стенки трубы могут не выдержать разнонаправленной нагрузки (сжатие и растяжение), в результате чего образуется их разрыв или смятие.
Для того чтобы равномерно распределить локальные внутренние напряжения материала, используют несложную технологию гибки тонкостенных труб из цветных металлов.
- Перед тем как гнуть алюминиевую трубу нужно подобрать подходящую стальную пружину так, чтобы ее диаметр примерно соответствовал внутреннему диаметру трубы, а ее длина была не короче длины сгибаемого участка.
- Привязав к пружине прочную длинную проволоку, вставить ее внутрь трубы, расположив примерно по центру предполагаемой дуги.
- Деталь аккуратно зажать в тиски, не прилагая больших усилий, чтобы не раздавить тонкие стенки из мягкого материала.
- При помощи газовой горелки разогреть место будущего сгиба до температуры, при которой начинает тлеть бумага.
- Взявшись рукой в перчатке за свободный конец трубы, согнуть разогретую деталь по необходимому радиусу.
- После остывания детали, при помощи оставленного конца проволоки извлечь пружину из внутреннего просвета трубы.
Использование специальной пружины для изготовления радиусных деталей.
Совет! Цветные металлы обладают высокой теплопроводностью, поэтому при работе с разогретой деталью следует соблюдать осторожность, чтобы не получить ожоги.
Гибка металлопластиковых труб
Для работы с металлопластиковым водопроводом существуют специальный инструмент, однако его цена не стоит того чтобы покупать сантехнический трубогиб для домашней коллекции инструмента. Металлопластиковые трубы достаточно пластичны, поэтому им можно придавать любую необходимую конфигурацию. Дуги с большим радиусом можно изгибать руками, выполняя короткие плавные движения и постепенно придавая ей необходимую форму и угол изгиба.
Для изготовления дуги с маленьким радиусом или разворота на 180° можно воспользоваться более сложным, но в то же время действенным методом.
- Нарезать тонких медных проволочек в таком количестве, чтобы ими можно было полностью заполнить внутренний просвет металлопластиковой трубы.
- Вставить их внутрь таким образом, чтобы они полностью заполняли трубу в месте изгиба и в то же время все их концы оставались снаружи торца трубы.
- Прилагая достаточно большое усилие руками, придать будущей детали необходимую форму, после чего извлечь по одной все проволочки из внутреннего просвета трубы.
На фото показан набор ручного инструмента для работы с металлопластиковыми водопроводами.
Совет! В качестве заполнителя рекомендуется использовать медные проволочки без ПВХ изоляции, потому что она может замяться и затруднить их дальнейшее извлечение после окончания работы.
Сгибание профильного металлопроката
Пластическая деформация стальных и алюминиевых профильных труб осложняется наличием боковых граней, которые при этом являются ребрами жесткости, поэтому требуют приложения дополнительных усилий при работе.
Для того чтобы сохранить правильный профиль конечного изделия, и не допустить заломов и разрывов металла, внутреннюю полость необходимо заполнить плотным подвижным материалом.
- Для отрезка трубы подготовить две деревянные, резиновые или пластиковые заглушки, которые должны плотно входить в ее внутренний просвет.
- С одного торца трубы вставить заглушку, затем со второго торца полностью заполнить весь внутренний объем песком, после чего в другой торец вставить вторую заглушку.
- Зимой вместо песка можно использовать воду. Залив ее, и установив заглушки нужно вынести деталь на балкон до полного застывания воды во всем внутреннем объеме.
- После этого можно приступать к формированию дуги при помощи молотка или резиновой киянки, зажав деталь в тисках, или уложив ее края на устойчивые прочные опоры.
Этот способ также может пригодиться тем домашним умельцам, которые не знают, как гнуть трубу из нержавейки или оцинкованного черного металла.
Специальные тиски для фиксации и зажима круглых деталей.
Заключение
Прочитав данную статью, становится понятно, что существует достаточно много способов, которые могут помочь домашнему мастеру изготовить деталь водопровода или фигурное изделие из металлических труб в домашних условиях, даже не имея специального оборудования.
Чтобы получить дополнительную информацию по интересующему вопросу, можно посмотреть видео в этой статье или почитать похожие материалы на нашем сайте.