Содержание
- Собираем своими руками аргоновую сварку из инвертора
- Общая информация
- Сборка самодельного аргонового аппарата
- Вместо заключения
- Сборка аппарата для аргоновой сварки своими руками из инвертора
- Общая информация
- Сборка самодельного аргонного аппарата
- Сборка аппарата
- Настройка самодельного аппарата
- Заключение
- Аргонная сварка своими руками – схема, фото, видео
- Для чего необходим газ при выполнении сварки
- Комплектующие для самодельного аппарата аргонной сварки
- Порядок изготовления устройства для сварки в среде аргона
- Тонкости выполнения аргонной сварки
- Аргоновая горелка: нюансы выбора
- Устройство и принцип работы
- Разновидности аргоновых горелок
- Критерии выбора
- Плюсы и минусы
- Нюансы подключения
- Краткий обзор популярных производителей
- Характеристика и особенности tig-сварки с помощью инвертора. Принцип действия и технология метода
- Особенности tig-сварки с применением инвертора
- Принцип действия
- Классификация инверторов
- Технология сварки tig с использованием инвертора
- Выполнение работ
Как подключить аргоновую горелку к сварочному инвертору
Собираем своими руками аргоновую сварку из инвертора
Время чтения: 7 минут
Аргонодуговая сварка — это одна из самых востребованных сварочных технологий. Аппарат для аргонной сварки дает практически безграничные возможности. Вам под силу сварка любых металлов практически без ограничений по толщине. Но всегда у домашнего мастера есть возможность приобрести заводской аппарат. И причины могут быть разными: от недостатка средств до банального недоверия к современным производителям.
К счастью, эта проблема решается довольно просто и, что самое главное, быстро. Если вы хотите сэкономить или по каким-либо другим причинам не можете купить заводской аппарат, то аргонная сварка из инвертора своими руками — это ваш выбор. В этой статье мы расскажем, как собрать аргонный аппарат своими руками.
Общая информация
Аргонно дуговая сварка во многом очень схожа с ручной дуговой сваркой, вот только дополнительно применяется защитный газ аргон и присадочная проволока. Одновременно с этим используется неплавящийся электрод из вольфрама. Электрод помогает поджечь дугу, а проволока формируется шов. В мире эта сварочная технология называется TIG (ТИГ).
Суть аргонодуговой сварки проста. Сначала горелка подает в сварочную зону аргон. Спустя секунду после подачи газа поджигается сварочная дуга. Чтобы поджечь дугу, нужно поднести к металлу горелку с электродом внутри и нажать на копку включения. Но отчего поджигается дуга? Ведь нет никаких причин для этого.
Эту задачу решает осциллятор. Он ионизирует газ и тем самым позволяет дуге зажечься в парах аргона.
После того, как дуга стабилизировалась, можно подавать в сварочную ванну присадочный материал. Это можно делать вручную или с помощью подающего механизма. Дуга плавит металл, а вот присадочная проволока позволяет сформировать сварной валик. Проволока плавится вместе с металлом и смешивается с ним.
Далее мы расскажем, что вам понадобится для сборки аргонной сварки своими руками.
Сборка самодельного аргонового аппарата
Из чего собираем?
Аргонная сварка своими руками собирается из очень простых компонентов. Мы перечислим основные компоненты, которые понадобятся вам для сборки аргонной сварки своими силами.
Для начала, вам понадобится источник сварочного тока. В нашем случае это сварочный аппарат типа инвертор. Также вам нужен осциллятор. Дополнительно мы соберем блок защиты для нашего инвертора. Из второстепенных компонентов понадобится сварочная горелка, газовый баллон с аргоном, редуктор, газовые шланг и кабели. Давайте подробнее остановимся на каждом компоненте.
Про источник тока
Аргонныйаппарат собирается на основе какого-либо источника тока. Мы выбрали для этих целей обычный сварочный инвертор. Конечно, можно использовать трансформатор или выпрямитель, но инвертор предпочтительнее.
Однако, учтите, что из инвертора сделать аргонный аппарат сложнее. Если вы возьмете обычный инвертор и подключите к нему осциллятор, то аппарат все равно не сможет работать как аргонный. Он просто выйдет из строя. Так что вам придется немного переделать инвертор, добавив к основной схеме так называемый блок защиты. Блок собирается на той же плате, что и осциллятор, и плата монтируется в отдельный корпус.
Есть еще один вариант. Внимательно осмотрите ваш инвертор. Возможно в нем есть встроенная функция TIG. Если это действительно так, то считайте вам повезло. Инвертор не нужно переделывать. Достаточно подсоединить к нему газовый баллон, горелку и можно варить. Такие инвертор зачастую предназначены для ММА сварки, но оснащены осциллятором и блоком защиты. Поэтому производитель дает возможность использовать аппарат для TIG.
Про осциллятор и блок защиты
Предположим, что у вас обычный инвертор без функции TIG, и из него вам нужно собрать аргонную сварку своими руками. В таком случае вам придется отдельно сделать осциллятор и блок защиты. Ниже приведена удобная схема.
На ней показан как блок, так и осциллятор. Если вы не знаете, как применить эту схему, посмотрите видео ниже.
Про горелку и газ
Теперь о второстепенных компонентах. Вам понадобится газовая горелка, но не любая. А специально предназначенная для сварки аргоном. У нее керамическое сопло и специальный держатель для неплавящегося электрода.
Вы можете самостоятельно собрать аргонную горелку дома , купив все детали в интернете. Но по нашему опыту это пустая трата времени и сил. Лучше купите заводскую, она стоит не так уж дорого.
В качестве газа нужно использовать аргон. Он поставляется в баллонах черного или серого цвета, так что не перепутаете. Но лучше всего использовать именно газ из серых баллонов, поскольку там содержится чистый аргон. Он предпочтительнее для сварки.
Что касается емкости, то для сварки в домашних условиях вам будет достаточно баллона 10 л. Он достаточно легкий и компактный, его можно без проблем привезти на дачу или в гаражный кооператив. Для дома лучше не покупать большие баллоны по 50 литров. Вам будет трудно его перемещать.
Про редуктор и шланг
Также вам понадобится специальный газовый редуктор. Он надевается на баллон и используется для стабилизация давления в нем. Редуктор тоже должен быть аргонный, а не первый попавшийся. Для удобства редукторы окрашивают тем же цветом, что и баллоны. Так что ищите серый или черный редуктор.
Отдельно обращайте внимание на шланг. Мы рекомендуем сразу купить готовый и не мучиться с самостоятельной сборкой. Самодельный шланг, скорее всего, будет неудобным и вы потеряете много времени на поиск и установку специальных разъемов для подключения шланга к баллону и горелке.
Сборка аппарата
Итак, все компоненты собраны, можно приступать. Аргоновая сварка своими руками начинается с подключения осциллятора + блока защиты к инвертору. Посмотрите на схему выше, там все понятно. Возьмите массу и подсоедините ее к плюсовой клемме осциллятора. К минусовой клемме подключите кабель, идущий от горелки. Если будете варить алюминий, то поменяйте эти кабели местами.
Далее соедините газовый рукав и горелку, установите редуктор на баллон. Подсоедините горелку к рукаву с кабелем и газовым шлангом. Затем подсоедините шланг к редуктору. Теперь можно включать инвертор розетку. А вот для осциллятора обеспечьте питание 6В. Прикрутите к баллону с аргоном редуктор.
Газовый шланг необходимо подсоединить к редуктору, установленному на баллоне с аргоном. Подключите инвертор к сети 220 В, а осциллятор к блоку питания на 6 В. Все готово. Осталось настроить аппарат для корректной работы.
Настройка самодельного аппарата
Любая самодельная вещь или прибор нуждается в грамотной настройке, чтобы сварка проходила более-менее качественно. Наш самодельный аппарат не исключение. Мы расскажем о некоторых особенностях, которые нужно учитывать.
Для начала нужно заточить электрод. Для этого можно использовать специальную точилку. Конец электрода должен быть остро заточен. Если использовать для сварки не заточенный электрод, дуга будет нестабильной и не сможет сконцентрироваться в одной точке. Так что не игнорируйте этот этап.
Затем вам нужно установить электрод в горелку и включить ее, открыв вентиль на баллоне. С помощью редуктора отрегулируйте расход газа. Он не должен превышать 15 литров в минуту. После регулировки выключите горелку и приостановите подачу газа.
Теперь вам нужно включить осциллятор с блоком защиты и поднести горелку к металлу. Предварительно на металл присоединяется масса. Держите горелку близко к поверхности металла. При включении появится сварочная дуга. Далее вам нужно опять включить подачу газа, одновременно отводя горелку чуть дальше.
Вот и все. Аппарат настроен и готов к работе.
Вместо заключения
Как видите, аргоно дуговая сварка своими руками собирается довольно просто. Для его сборки вам понадобятся детали, которые можно купить с рук или поискать у себя в гараже. Самодельный аппарат обладает множеством достоинств. Он прост в применении, стоит недорого и ремонтопригодный. К тому же, вы знаете с точностью до детали, какие компоненты использовали при сборке. И поэтому можете быть уверены в его надежности.
Конечно, не стоит требовать слишком многого от самодельного аргонного аппарата. Он точно не подойдет для регулярной профессиональной сварки. А вот для работы на дому его можно смело использовать.
Сборка аппарата для аргоновой сварки своими руками из инвертора
Сварочная технология с применением аргона даёт мастеру много возможностей. Аргонодуговой метод поможет соединить стали, сплавы и углеродистые металлы с любой толщиной.
Но у сварщика, который работает для себя, может не быть возможности купить производственный аппарат для такой сварки: кто-то сомневается в производителях, кто-то не найдет аппарат с нужной ценой.
Эту проблему можно решить так же, как и многие другие технологические проблемы в сварке — сделать аппарат для аргонодуговой методики самому из инвертора. Он может заменить простые заводские модели, не уступая им по функционалу и удобству работы.
Мы расскажем вам об основах сборки аргонного аппарата.
Общая информация
От простой ручной электродуговой сварки аргоновая отличается наличием газового баллона с аргоном и присадочного материала. Остальные детали этих методов похожи.
Аргонодуговая сварка (также известная как ТИГ/TIG) обязательно включает применение вольфрамового тугоплавкого электрода, который поджигает дугу. Шов формируется присадкой.
Аргонодуговая сварка сама по себе не сложная. В зону образования шва из горелки подаётся защитный газ. После начала подачи, зажигается дуга. Для зажигания дуги горелка со вставленным стержнем подносится к металлической детали.
В какой момент и из-за чего происходит поджог?
Этим занимается осцилляторный механизм. Он заряжает аргон и направляет его частицы. Этот заряд и провоцирует поджог дуги.
Присадочная проволока подаётся в сварочное углубление только после стабилизации электродуги. Она двигается или подающим механизмом, или рукой сварщика.
Металл плавится дугой, а сварные валики формируются из присадки. Последняя расплавляется одновременно с металлом и сливается с ним в однородную массу.
В следующем блоке мы опишем сборку аппарата для аргонодуговой сварки и что понадобится для неё.
Сборка самодельного аргонного аппарата
Из чего собрать?
Аппарат для сварки аргоном не требует покупки сложных компонентов. Мы расскажем про главные составляющие, которые понадобятся для этого оборудования.
Во-первых, у вас должен быть источник тока для сварки. Мы возьмём инверторное сварочное устройство.
Далее нужен осцилляторный прибор, о назначении которого мы говорили. В дополнение нам нужен защитный блок аппарата. Вторичные детали — газовые баллоны, сварочные горелки, редукторы, шланги для газа и соединительные кабели.
Далее поговорим конкретно про каждую из них.
Про источник тока
В качестве источника сварочного тока можно использовать трансформаторные и выпрямительные аппараты. Но они технически не новы, и могут не осилить некоторые моменты аргонодуговой сварки.
Функциональный инверторный аппарат лучше покажет себя в этой роли.
Но сделать из инверторного устройства аппарат для аргонодуговой сварки несколько сложнее. Если вы попробуете просто подключить к нему осциллятор, инвертор может выйти из строя вместо того, чтобы варить в аргоновой среде.
Чтобы этого не случилось, нужно добавить к прибору защитный блок. Его собирают на одной плате с осциллятором, а саму плату оснащают индивидуальным корпусом.
Вы можете внимательнее осмотреть ваш инверторный аппарат или его паспорт. Если где-то указано, что в устройстве предусмотрена функция ТИГ, вам не нужно будет ничего делать со своим инвертором.
Для аргоновой сварки вы можете просто подключить к аппарату баллон с аргоном и горелку. Обычно инвертор подходит для сварки типа ММА, но имеет расширенный функционал за счет осциллятора и защитного блока.
В этом случае считайте, что производитель позаботился о вас и сделал аппарат пригодным для ТИГ-сварки.
Про осциллятор и блок защиты
Для того, чтобы оборудовать инверторы, не предназначенные для аргонодуговой сварки, нужно встраивать в них осцилляторы и блоки защиты.
Для этого можете найти в интернете наглядные схемы или видео уроки. Они объяснят понятнее, чем простой текст.
Про горелку и газ
Второстепенные компоненты нельзя выбирать наощупь. Например, любая газовая горелка не подойдёт. Производятся специализированные горелки для аргонодуговой сварки.
Её сопло сделано из керамики, а внутрь встроен держатель для тугоплавкого электродного стержня.
Горелки также собираются вручную, а детали для них есть в интернет-магазинах и строительных гипермаркетах. Но лучше сэкономить время и выбрать одну из заводских горелок. Разница в цене будет не так заметна.
Защитным газом выступает аргон. Его «запаковывают» и перевозят в серых или черных баллонах. Аргон из баллонов серого цвета содержит аргон в чистом виде, поэтому он лучше проявляет себя в сварке.
Вам не нужен баллон больше десяти литров, если вы варите дома, на даче или в гараже. Десятилитровый баллон маленький и лёгкий, поэтому его легко как переносить, так и перевозить с места на место.
Баллоны в пятьдесят литров нужны мастерам, которые работают на стационарном оборудовании, чаще всего в цеху.
Про редуктор и шланг
Газовые редукторы надеваются на баллоны с аргоном, чтобы уравнивать внешнее давление в шлангах и внутреннее давление резервуара. Не все редукторы подходят для аргона. Они обычно покрашены в цвет баллона.
Собирать шланг самому не стоит. Проще будет купить заводской и не пытаться экспериментировать. Шланг, который вы сделаете вручную, может иметь поры или быть неудобным в использовании.
К тому же, найти разъем для подсоединения к источнику газа и горелке будет нелегко.
Сборка аппарата
Когда у вас есть все составляющие, можно начинать сборку. В первую очередь подключите осциллятор и защитный блок к инверторному аппарату. Чтобы понять, как это делается, поищите наглядные схемы.
Массу присоедините к клемме осцилляторного прибора со знаком «плюс». К «минус»-клемме подсоедините кабель, который отходит от горелки. Для сварки алюминия кабели нужно подключить наоборот.
Подключите горелку к газовому рукаву и объедините баллон с редуктором. Рукав с горелкой подведите к газовому шлангу и кабелям. Потом подключите между собой редуктор и шланг.
Только после этого аппарат можно подключать к обычной сети питания в 200 вольт. Мощность у осциллятора должна быть около шести вольт. После всех этих действий нужно настроить инверторное оборудование для аргонодуговой технологии сварки.
Настройка самодельного аппарата
Даже заводской прибор должен быть грамотно настроен. Это касается и самодельной аппаратуры. Так сварка пройдёт без проблем и даст швы хорошего качества. Мы отметим, что нужно учитывать при настройке переделанного инвертора.
Первый этап — заточка электродного стержня. Для этого нужна специальная точилка. Кончик стержня должен быть острым, как карандаш.
Тупой электрод дестабилизирует сварочную дугу, и она не сможет идти по одной ровной линии. Поэтому избежать этапа заточки не получится.
После заточки электрод вставляется в держатель горелки. Последняя включается прокруткой вентиля на баллоне и нажатием кнопки зажигания. Редуктором поправьте ход аргона.
Он не должен быть больше пятнадцати литров в минуту. После того, как расход газа будет настроен, отключите горелку и поставьте подачу на паузу.
После этого подключите осцилляторный прибор с защитным блоком и поднесите горелку к заготовке. Перед этим разместите на металле массу. Горелка должна быть очень близкой к металлу.
После включения возникнет электродуга. Потом откройте газ и в это время отводите горелку немного дальше.
Теперь переделанный инвертор может работать.
Заключение
Аппарат для аргонодуговой сварки можно не только купить, но и собрать самостоятельно. И это, как видите, несложно. Некоторые детали для этого даже могут быть у вас на даче, а остальные можно купить в интернете или на рынке.
Зная, как собрать устройство для ТИГ-сварки, вы будете знать и как его ремонтировать. Кроме того, вложите вы немного и быстро научитесь работать с ним. Вы наверняка будете выбирать качественные детали, поэтому будете гарантом качества сами для себя.
Большим функционалом такой инвертор отличаться не будет, и потому не подойдёт для выездных или строительных работ. Но в условиях дома или гаража, вам его хватит. Желаем удачи!
Аргонная сварка своими руками – схема, фото, видео
Для выполнения сварочных работ с деталями из нержавеющей стали, цветных металлов и сплавов на их основе (алюминий, медь, бронза и др.) необходимо использование специального аппарата и защитного газа (чаще всего в этих целях применяют аргон). Из-за высокой стоимости оборудования и профессиональных услуг по выполнению таких сварочных работ у многих возникает вопрос о том, возможна ли аргонная сварка своими руками – при помощи самодельного технического устройства.
Самодельный аппарат для аргонной сварки
Для того чтобы со знанием дела изготовить устройство для аргоновой сварки и получать с его помощью качественные и надежные сварные швы, необходимо сначала разобраться в том, что собой представляет данная технология соединения деталей из цветных металлов и легированных сталей. Она имеет много схожего и с электродуговой, и с газовой сваркой, но существенно отличается от них по своим ключевым принципам.
Для чего необходим газ при выполнении сварки
При нагревании и расплавлении легированные стали и цветные металлы вступают в реакцию с кислородом и другими газами, содержащимися в окружающем воздухе. В результате на поверхности таких металлов формируется тугоплавкая оксидная пленка, а алюминий, взаимодействуя с кислородом в расплавленном состоянии, может даже возгораться. Этот негативный фактор приводит к значительному ухудшению качества сварного шва, который становится пористым и неоднородным.
Схема процесса сварки в среде защитного газа
Применение этого газа, который обладает большей массой, чем кислород, и практически не вступает в реакции с другими химическими элементами, позволяет не только вытеснить все газообразные составляющие окружающего воздуха из зоны сварки, но и сформировать в ней поток токопроводящей плазмы, которая способствует более эффективному и быстрому расплавлению кромок соединяемых деталей.
Общая схема аргонодуговой сварки
Аргонодуговая сварка может выполняться различными типами электродов: неплавящимися, изготавливаемыми из вольфрама, и плавящимися, химический состав которых должен максимально соответствовать составу соединяемых деталей. По степени автоматизации технологического процесса аргонную сварку подразделяют на ручную (выполняется с использованием вольфрамовых стержней), автоматическую (могут применяться и неплавящиеся, и плавящиеся электроды), а также полуавтоматическую (используется достаточно редко и обладает меньшей эффективностью, по сравнению с двумя первыми методиками).
Комплектующие для самодельного аппарата аргонной сварки
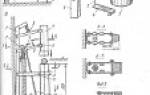
Чтобы своими руками сделать аппарат для выполнения аргонной сварки, потребуются простейшая схема (или фото) данного устройства, а также трансформатор и специальная горелка.
Внутреннее устройство самодельного аппарата для аргонной сварки (нажмите для увеличения)
На выбор мощности трансформатора оказывают влияние характеристики деталей, которые планируется варить при помощи самодельного аппарата аргонной сварки. Напряжение, выдаваемое вторичной обмоткой, должно находиться в пределах 65–70 В (без нагрузки).
Для многих новичков недостаточно будет электрической схемы и рекомендаций по намотке обмоток самодельного трансформатора – для этого необходим опыт выполнения подобных работ. В такой ситуации лучше приобрести готовый трансформатор, характеристики которого соответствуют работе с токами большой величины. Например, подойдет трансформатор от любого электрического сварочного аппарата.
Поскольку в электрической схеме аппарата для аргонной сварки используется постоянное напряжение, необходимо будет изготовить выпрямитель тока. Сделать это несложно.
К изготовлению горелки следует подойти очень ответственно, так как от правильности ее работы во многом зависит качество формируемого соединения, а также удобство использования самодельного сварочного аппарата.
Важнейшим элементом горелки является зажим (или цанга), в котором фиксируется вольфрамовый пруток. Такой зажим должен быть приспособлен под диаметр электрода приблизительно 2–3 мм.
К обратной стороне зажима припаивают медную трубку диаметром 6 мм, через которую к нему подается напряжение для питания сварочной дуги, а также защитный газ в зону формируемого соединения. Очень важно, чтобы припой, с помощью которого трубку соединяют с зажимом, был высокотемпературным.
Цангу с той стороны, с которой в ней фиксируется вольфрамовый электрод, соединяют с трубкой из керамики или кварцевого стекла. Диаметр последней должен находиться в пределах 8–10 мм. Через такую трубку (ее длина должна составлять приблизительно 5 см) в зону выполнения сварки подается защитный газ. Эта трубка, в центральной части которой располагается электрод, зафиксированный в зажиме, также защищает его от соприкосновения с поверхностью соединяемых деталей.
Порядок изготовления устройства для сварки в среде аргона
Разберемся в том, как сделать своими руками устройство для аргонной сварки, имея в наличии все необходимые комплектующие. В первую очередь изготавливают удобный держатель, для чего используют трубку соответствующего диаметра. Ее обматывают двумя слоями изолирующего материала (стеклоткани), между которыми располагают силиконовый герметик. Такому держателю придают удобную изогнутую форму. К нему крепят микровыключатель, который будет отвечать за открытие и закрытие газового клапана.
Комплектующие для самостоятельного изготовления горелки
К готовой горелке присоединяют трубку диаметром 6–8 мм, через которую к ней будет подаваться защитный газ. Обратный конец такой трубки соединяют с газовым баллоном. Кроме того, к горелке подводят два провода: один – для соединения микровыключателя с газовым клапаном, второй – для подачи сварочного тока к электроду. Сечение питающего провода, который будет работать под серьезной нагрузкой, должно быть не меньше 8 квадратных миллиметров.
Газ, подающийся в зону сварки, должен отключаться не сразу после ее окончания, а спустя некоторое время (5–7 секунд). В аппаратах серийных моделей для аргонной сварки задержку отключения защитного газа обеспечивает специальное электронное устройство, которое не только усложняет конструкцию оборудования, но и делает его дороже. В самодельных устройствах для аргонной сварки, которые отличаются простотой конструкции и бюджетной себестоимостью, такая задержка обеспечивается за счет ручного отключения микровыключателя.
Собираясь изготовить своими руками аппарат для аргонной сварки, имейте в виду, что не следует применять для защиты сварочной зоны смесь газов. Как показывает практика, только чистый аргон (не менее 99% чистоты) может обеспечить получение качественного и надежного сварного соединения.
Тонкости выполнения аргонной сварки
У технологии аргонной сварки есть свои тонкости. Рассмотрим их.
Аргон и сварочный ток подводят непосредственно к горелке. Второй питающий провод – массу – подсоединяют к свариваемым деталям при помощи пружинного зажима. Электрическая дуга, за счет которой и происходит расплавление кромок свариваемых деталей и присадочной проволоки, горит между вольфрамовым электродом и поверхностями свариваемых деталей. Присадочная проволока, благодаря которой происходит формирование сварного шва, подается непосредственно в зону действия электрической дуги.
Конец вольфрамового электрода для обеспечения стабильного горения дуги необходимо заточить под конус на длину, равную 2 или 3 диаметрам вольфрамового стержня.
Заточка вольфрамового электрода на наждаке с помощью простейшего приспособления
Поскольку потенциал ионизации аргона намного выше, чем у кислорода, азота и металлических паров, для зажигания электрической дуги в его среде необходим источник тока с повышенным значением напряжения холостого хода либо дополнительное устройство, которое называется осциллятор. Такой аппарат, вырабатывающий ток с высокой частотой и повышенным значением напряжения, обеспечивает не только быстрое зажигание дуги, но и ее стабильное горение в процессе выполнения аргонной сварки.
Как известно любому специалисту, формирование сварного шва при выполнении обычной электродуговой сварки осуществляется за счет трех технологических движений, совершаемых электродом: продольного (вдоль оси сварного шва), осевого (вдоль оси электрода) и поперечного (перпендикулярно оси шва). В отличие от данной технологии, аргонную сварку осуществляют только за счет продольного перемещения электрода и присадочной проволоки. Никаких других движений не делают ни при ручной, ни при автоматизированной сварке.
Необходимость строгого соблюдения данного правила объясняется следующим.
- Движение вдоль оси электрода не выполняется по той причине, что он не расплавляется в процессе горения сварочной дуги.
- Движение в поперечном направлении нельзя выполнять из-за того, что в таком случае из-под защиты аргона будет выведена область выполнения сварки, где присутствует расплавленный металл.
Поскольку электрод и присадочная проволока при аргонной сварке не перемещаются в поперечном направлении, сварной шов получается узким и аккуратным, что хорошо видно по фото таких соединений.
Качественный шов – визитка профессионального сварщика
Подбирая присадочную проволоку для выполнения соединений по данной технологии, очень важно обращать внимание на ее химический состав, который должен соответствовать составу свариваемых деталей. Как уже говорилось выше, зажигать дугу при выполнении аргонной сварки следует на угольной платине, а гасить ее необходимо на некотором расстоянии от соединяемых деталей.
Чтобы обеспечить надежную защиту сварочной зоны от окружающего воздуха, необходимо следить за тем, чтобы электрод и присадочный пруток никогда не выходили из зоны действия защитного газа. Для минимизации разбрызгивания расплавленного металла из зоны сварки присадочный пруток вводят в сварочную ванну очень медленно и плавными движениями.
Выполняя аргонную сварку, необходимо внимательно следить за тем, хорошо ли проплавились кромки соединяемых деталей. Определить это можно по форме ванны расплавленного металла: она должна быть вытянута в сторону выполнения сварки, но ни в коем случае не иметь форму овала или круга.
Если хорошо усвоить всю необходимую теоретическую информацию о технологии аргонной сварки и немного потренироваться, то даже с помощью самодельного сварочного аппарата можно получать качественные, надежные и аккуратные соединения.
Аргоновая горелка: нюансы выбора
Аргонная сварка – уникальный и единственный способ соединения деталей из цветных металлов, отличающийся безупречным качеством и скоростью. Для этого вида сварки применяется особая аргоновая горелка (АГ), выполненная с керамическим соплом и держателем вольфрамового электрода. Устройство достаточно качественное и надежное, чтобы работать в средах с высокими температурами. Головка горелки должна проворачиваться на 180 градусов, чтобы ее можно было направить ко шву, защитив при этом рукоятку от перегрева температур.
Устройство и принцип работы
Аргоновая сварка похожа на обыкновенную дуговую, только сварочная ванна заполняется аргоном, который на 38.0 % тяжелее атмосферного воздуха, он опускается в сварочную ванну, вытесняя воздух и изолирует ее от атмосферного О2. В связи с такой обработкой сварочный шов выходит без оксидной пленки, а качество сварки улучшается. Аргон не является дорогостоящим газом, он имеется в воздухе и является побочным газом, в процессе выработке О2 и N2.
Основной элемент устройства – горелка. На электрод поступает рабочий ток, а сварочная площадка защищается аргоном от контакта с О2 из атмосферы, тем самым предотвращает окисление поверхности. В комплект устройства входит шлейф, шланг для газоподачи и силовой кабель. Иногда в комплекте отсутствует шлейф, поэтому потребуется обратить на это внимание, оформляя покупку. Сварка АГ может выполняться вручную, в режиме полуавтомата и 100% автоматический способ. От этого будет зависеть исполнение агрегата, чем больше процент автоматизации, тем сложнее конструкция и выше стоимость.
В конструкции АГ имеется резервуар для циркуляции воды с 2-мя штуцерами для входа и выхода. В центре сосуда на диэлектрических упорах размещен электрод, имеющий провод и точку для присоединения кабеля. Газ из баллона подается к соплу в свободное пространство рядом с электродом.
Как выглядит аргоновая горелка
Порядок подключения аргоновой горелки:
- Сварщик запускает циркуляционную охлаждающую систему и сварочный аппарат.
- Открывают подачу аргона на АГ.
- После создания защитного слоя зажигают дугу.
- Начинается нагрев, при Т плавления образуется ванночка из металла на границе соединения, в которую подается присадочный материал в виде проволоки.
- После образования хорошего соединения, сварщик перемещает горелку дальше по шву.
Разновидности аргоновых горелок
Аргоновые горелки подразделяются по виду охлаждения: воздух или вода. Во многих моделях TIG устроено воздушное, так как водяной метод потребует сложного оборудования. По методу подачи инертной среды бывают АТ с вентилем или кнопкой. Многие современные устройства снабжены и тем, и другим. По типу соединительного разъема со сварочным аппаратом, АТ не классифицируют из-за многообразия вариантов. Обычно производитель комплектует их под конкретные виды инверторов, единственное условие – разъем обязан соответствовать гнезду аппарата. С этим возникают проблемы, особенно при покупке в интернете, так как многие изготовители забывают указывать тип разъема. Также в комплекте должна быть указана длина шлейфа 4 или 8 метров.
Характеристику горелки можно определить от маркировки названия, например, TIG 26, что означает большую горелку с водяным охлаждением. АГ делятся на две группы: маленькие и большие. К первым относятся маркировка 9 (воздушное охлаждение) и 20 (водяное). Расходники и запчасти для них – взаимозаменяемы.
По типу конструкции
АГ подразделяют на вентильные и кнопочные. Первая конструкция — самая простая, для начала процесса просто открывают вентиль на баллоне. Часто такие горелки соединяются только к инвертору. Процесс розжига дуги заключается в постукивании проволокой по свариваемой поверхности. Такая конструкция АГ не применяется для соединения деталей из алюминия.
Кнопочная модель — более усовершенствованный тип. Кнопка довольна, функциональна и имеет несколько положений режима: газоподача, настройка сварочного тока, розжиг, образование дуги и другие. Подобные горелки просты в эксплуатации и обеспечивают достойное качество швов.
По типу охлаждения
Варианты охлаждения в АГ, существуют воздушное, работающее на естественном принципе циркуляции и водяное с принудительной подачей охлаждающей жидкости.
Первый метод конструкционно прост, детали охлаждаются воздухом под действием О2. Такая система применяется при сварке небольших швов и с током до 200 А, иначе устройство аргоновой горелки будет перегреваться.
Водяное охлаждение — процесс выполняется за счет особых конструкционных элементов, для подачи к корпусу холодной воды.
Критерии выбора
Сварка TIG больше всего применима там, где имеет значение вид выполняемого шва либо где свариваемые детали тонкие, и потребуется контролировать параметры дуги. Аппаратами TIG сваривают тонкие нержавеющие, детали из цветных деталей, требующих точного режима дуги, поскольку при перегреве узлы будут деформированы.
При подборе АГ применяют такие критерии:
- Режим тока от 5.0 до 230.0 А, сваривает нержавейку 0.5 мм и алюминиевые узлы 6.3 мм.
- Стабильность сварочного режима — важный параметр качественного процесса, особенно при окончании процесса.
- Режим тока — переменный или постоянный.Если планируется сваривать не только нержавеющую сталь, но и цветные металлы, то агрегат должен быть двух-режимным.
- При соединении переменным током, направление его меняется. Когда сваривают алюминиевые детали, при «+» направлении поверхность освобождается от оксидов, а при противоположном – выполняется процесс плавления. Важен также баланс между направлениями, поэтому допустимо менять продолжительность сварки электротоком определенной направленности.
- Простота использования. Этот вид аргонной сварки может выполнять мастер с высокой квалификацией. Поэтому для начинающих пользователей потребуется простой аппарат с понятными функциями управления.
- Наличие вентилятора для воздушного охлаждения. Он может включаться автоматически по температурному датчику или функционировать в постоянном режиме.
- Рентабельность и производительность — важные факторы при выборе АГ, на них влияют конструкция и расходники. При приобретении последних, нужно обращать внимание не только на цену, но и срок использования.
При выборе аргоновой горелке необходимо учитывать стабильность сварочного режима
Плюсы и минусы
Сварка аргоном, в общем, сложное оборудование для новичков, нужно готовиться к тому, что в этом случае скорость работы будет низкая. Тем не менее, зачастую этим устройствам альтернативы нет.
Основные преимущества аргонодуговой сварки:
- Создание защитного шва от губительного воздействия атмосферы.
- Отсутствие перегрева металла при определенном опыте работ.
- Нет повреждения кристаллической решетки в местах соединения.
- Широкая сфера применения для любых видов сплавов.
- Редкая смена электродов.
- Доступность на рынке комплектующих для аргоновой горелки.
- Защита от окружающего воздуха легко может быть нарушена, если сварщик будет работать на сквозняке, поскольку защитный газ будет просто «сдуватся»;
- при режиме с большой силой тока потребуется периодическое охлаждение сварки;
- мощное излучение ультрафиолета при применении гелия;
- достаточно сложное оборудование, чтобы подключить и использовать, необходимо выполнить его настройки;
- необходима квалификация и опыт у сварщика.
Нюансы подключения
Аргоновый аппарат отличается от обычной дуговой, поэтому сварщику нужно соблюдать определенные правила:
- Шов должен накладываться исключительно по направлению обрабатываемой кромки, любые колебательные движения будут утолщать шов, и снижать его прочностные характеристики.
- При выполнении работ потребуется следить за режимной скоростью движения дуги и глубиной провара металла.
- Лучше выполнять ручную сварку с применением инверторного оборудования оборудованного механической подачей присадочного материала.
- Для того чтобы создать защитное аргоновое облако, подают газ за 20 сек до начала сварки и заканчивают после 5 сек. Газ защищает полученный шов микротрещин, тем самым обеспечивая его прочность.
- Заканчивают выполнения шва с помощью реостата, медленно снижая напряжение дуги.
- Зажигают дугу с использованием осциллятора с источником питания. Тогда можно создавать высокочастотные импульсы для ионизации зазора дуги, например, при частоте в сети 55 Гц и напряжении 220 В, осциллятор может подать напряжение в 5000 В счастотой до 450 Гц, что позволит легко зажечь электрод.
- В противоположность обычной дуговой, АГ нельзя начинать с касания электродом свариваемых деталей.
- Сначала на них подают газ в течении 20 сек, затем плавно подносят сопло аргоновой горелки к металлу на 2 мм, дугу медленно и ровно ведут вдоль шва, не допуская колебательных движений, при этом присадочную проволоку располагают перед соплом и подают также плавно.
Краткий обзор популярных производителей
Наиболее популярны модели АГ по рейтингу 2019:
- AURORA TIG 9V 110A – отечественная горелка работает со сварочными агрегатами марки СВАРОГ, имеет хорошую доступность в торговой сети и по расходникам и по запасным частям
- Стоимость зависит от модификации, и колеблется в пределах от 2.5 до 4.5 тыс. руб.
- СварогTS 26V (M12-1) – сварочный агрегат с воздушным охлаждением максимальным рабочим током — 180 А для постоянного и 130 А для переменного, допустимые электроды — от 0.5 до 4 мм, цена в Москве — от 4 до 6 тыс. руб.
- Барс TIG-17V – для режима с постоянным током 140 А и воздушным охлаждением, шлейф, длиной 4 м, большой набор комплектующих, цена 3.5 тыс. руб.
- Горелки TORCH для переменного и постоянного тока, цена до 3.0 тыс. руб.
BlueWeld No 9 от 9.0 тыс. руб. тысяч, а No 26 — от 15.0 тыс. руб.
Аргоновая горелка AURORA TIG 9V 110A
Таким образом, можно подвести итог, что аргонодуговая горелка — основной элемент для аппарата сварки (WIG/TIG), позволяет работать с материалами разной толщины, в том числе с разнородными металлами, что делает ее незаменимой для таких видов работ. В руках опытного мастера она выполняет аккуратный шов, при этом металл практически не разбрызгивается.
Характеристика и особенности tig-сварки с помощью инвертора. Принцип действия и технология метода
Название TIG происходит от английского слова «Tungsten», что переводится как «вольфрамовый». Сварка tig – способ дуговой сварки в инертном газе с помощью вольфрамового электрода.
Международные обозначения способов сварочного процесса:
- TIG (WIG) – дуговая электродом из вольфрама (W-электродом) способом ТИГ (в среде инертного газа);
- TIG-DC – с применением постоянного тока;
- TIG-AC – с переменным током;
- TIG-DC/AC – использование постоянного и переменного тока;
- TIG pulser – с применением пульсирующего тока;
- TIG HF – с системой бесконтактного возбуждения дуги высокочастотным и высоковольтным разрядом;
- TIG contact – с контактным возбуждением дуги касанием об изделие.
Особенности tig-сварки с применением инвертора
Метод относится к аргонодуговой сварке и предполагает использование неплавящегося электрода из активированного или чистого вольфрама. Расплав и сварочная дуга защищаются оболочкой инертного газа. При необходимости добавляют присадочный материал.
Источником питания служит инвертор. Это электрический источник тока, принцип работы которого отличается от традиционных источников. Поступающий из сети ток вначале выпрямляется, что способствует его преобразованию, затем разделяется на короткие участки (тактируется) при помощи электронных выключателей – транзисторов.
Тиг-инверторы отличаются стабильным питанием. При изменении длины дуги меняется не сила тока, а напряжение. Это способствует достаточному провару металла и постоянной мощности плавления.
Примерная стоимость тиг-инверторов на Яндекс.маркет
Отличительные свойства способа:
- универсальность (можно варить любой металл, пригодный к сварке плавлением);
- чистота и безвредность процесса;
- высокое качество сварного шва;
- возможность оптимальной настройки тока и внесения требуемого количества присадок;
- применение в стесненных условиях.
По сравнению с методом плавящимся электродом (ограничение минимальной толщины металла – 0.8-1.0 мм) способ ТИГ позволяет создавать однопроходные соединения материала толщиной до 3 мм и многопроходные с применением металлов различной толщины. Электрод в процессе работы не расплавляется и не попадает в шов.
Принцип действия
Сущность сварочного процесса заключается в расплавлении кромок свариваемого изделия и присадочной проволоки с помощью дуги, горящей между обрабатываемым предметом и неплавящимся электродом.
При правильном применении вольфрамового электрода, который имеет высокую точку плавления – 3380 °C, он не плавится. Назначение электрода – носитель электрической дуги. Сварочную присадку вводят вручную или с помощью механизма подачи.
От воздействия воздуха дуга, кристаллизующийся шов, сварочная ванна, торец присадочного материала защищены газом (преимущественно используют аргон), который посредством горелки подается в рабочую зону, концентрично обтекая электрод. Газ препятствует окислению металла на открытом воздухе.
Схема TIG-сварки
Классификация инверторов
Сварочные инверторные выпрямители представляют собой транзисторные инверторные источники питания. Устройства отличаются массогабаритными показателями, имеющими широкие пределы регулирования энергии.
В зависимости от выполняемых функций, инверторы подразделяются:
- ММА – для дуговой ручной сварки;
- MIG/MAG – для полуавтоматического способа в среде защитных газов;
- MMA, MIG/MAG – полуавтоматы;
- TIG – для аргонно-дуговой сварки неплавящимся электродом;
- MMA, TIG – универсальные аппараты.
Технология сварки tig с использованием инвертора
Работа преимущественно выполняется на постоянном и переменном токах. Технология имеет свои особенности.
Общие положения техники процесса:
- Сварка корневых швов не требует поперечного перемещения конца электрода.
- Заполнение разделки выполняется с минимальными поперечными перемещениями конца электрода.
- Угол между плоскостью детали и осью горелки – 60-90°.
- Угол подачи присадочной проволоки в зону сварки находится в интервале 15-45° к плоскости детали.
Расположение дуги и присадочного материала зависят от пространственного положения шва. Ручной способ требует постоянного нахождения присадочной проволоки в струе защитного газа.
Выбор режима зависит от химического состава и толщины свариваемого металла и его положения в пространстве.
Выполнение работ
Алгоритм метода включает следующие этапы:
- Выбор присадки. Выполняется с учетом параметров: материал, диаметр и длина прутка.
- Настройка расхода защитного газа. Зависит от вида газа, размера сварочной ванны.
- Очистка поверхности деталей. Включает очистку боковых частей кромок и поверхности изделия в зоне, подлежащей сварке.
- Зажигание электрической дуги.
- Ведение горелки.
- Устранение отклонения дуги.
- Выполнение сварного шва.