Содержание
- Образец заполнения технологической карты сварки
- Определение
- Данные в техкарте
- Особенности
- Пример технологической карты
- Вместо заключения
- Технологическая карта на сварку трубопровода
- Техкарта на сварку арматуры
- Карта технологического процесса сварки
- Технологическая карта КТ-22.0-10.6-77 Полуавтоматическая сварка стыков арматуры железобетонной Н-образной рамы
- Скачать документ
- 1. ОБЛАСТЬ И ЭФФЕКТИВНОСТЬ ПРИМЕНЕНИЯ КАРТЫ
- 2. УСЛОВИЯ И ПОДГОТОВКА ВЫПОЛНЕНИЯ ПРОЦЕССА
- 3. ИСПОЛНИТЕЛИ, ПРЕДМЕТЫ И ОРУДИЯ ТРУДА
- 4. ТЕХНОЛОГИЯ ПРОЦЕССА И ОРГАНИЗАЦИЯ ТРУДА
- Технологическая карта 7.01.01.59 Типовая технологическая карта на монтаж строительных конструкций. Дуговая механизированная сварка порошковой проволокой на стальной скобе-накладке выпусков арматуры в узлах сопряжения ригель-колонна и колонна-колонна
- Оглавление
- Карта технологического процесса сварки
- Технологическая карта КТ-22.0-10.6-77 Полуавтоматическая сварка стыков арматуры железобетонной Н-образной рамы
- Скачать документ
- 1. ОБЛАСТЬ И ЭФФЕКТИВНОСТЬ ПРИМЕНЕНИЯ КАРТЫ
- 2. УСЛОВИЯ И ПОДГОТОВКА ВЫПОЛНЕНИЯ ПРОЦЕССА
- 3. ИСПОЛНИТЕЛИ, ПРЕДМЕТЫ И ОРУДИЯ ТРУДА
- 4. ТЕХНОЛОГИЯ ПРОЦЕССА И ОРГАНИЗАЦИЯ ТРУДА
Техкарта на сварку арматуры
Образец заполнения технологической карты сварки
Техпроцесс состоит из множества этапов, каждый из которых должен быть просчитан с точностью до миллиметра. Все эти данные сложно запомнить или кратко записать, поэтому была придумана карта технологического процесса сварки. Она позволяет улучшить качество работ: сварщик получит полую информацию о типе сварки, специалисты проведут тщательный контроль сварного соединения, будет выбран оптимальный комплект оборудования и комплектующих. Соответственно снизится количество брака и завод понесет меньшие убытки. И все это возможно, если у вас есть технологическая карта на сварку.
В этой статье мы расскажем, что это такое, как составляется техкарта для сварочных работ, приведем пример, благодаря которому вы научитесь быстро и легко читать технологические карты, а впоследствии и составлять их.
Определение
Что такое технологическая карта на сварочные работы (она же ттк на сварку, технологическая карта сварки или просто техкарта)? Говоря простыми словами, это просто документ-инструкция, выдаваемая сварщику для правильного выполнения работ. Также техкартой может пользоваться специалист по контролю качества. В техкарте прописывается всё: от типа сварки до геометрических расчетов.
Проще говоря, техкарта — это «сборник» всех технологических особенностей, которые нужно учесть при сварке. Правильно разработанная техкарта позволяет улучшить качество сварного соединения и, в целом, сделать работу сварщика или прочих специалистов продуктивнее и лучше.
Технологическая карта была придумана и внедрена не так уж давно, а именно в конце 80-х годов прошлого века. Это связано с большим технологическим прорывом в сфере сварки, когда появились новые современные технологии и стали доступны редкие металлы.
Данные в техкарте
Итак, в технологической карте в обязательном порядке указываются общие сведения о металле, который нужно сварить, данные о разделке металла и их очистке, данные о размерах сварных швов. Также указывается прогрев металла, если он необходим, последовательность формирования сварных швов.
Еще указывается, какое оборудование будет использоваться и какие комплектующие необходимы для выполнения сварки. Некоторые мастера уверены, что оборудование и комплектующие можно подбирать, основываясь на своем опыте или тематических журналах, но это неверно. Позже мы расскажем, как подбирается комплект оборудования.
Особенности
На крупных производствах (например, если это сборочно-сварочный цех) разработкой техкарты занимаются отдельные специалисты, а на мелких заводах эту работу часто поручают сварщикам. Тем не менее, любая разработка техкарты должна начинаться с тщательного анализа металла, который нужно сварить. Именно от металла зависит выбор типа сварки, комплектующих и прочие параметры. Если вы с самого начала правильно проанализируете металл, то затем у вас не возникнет никаких ошибок. Режим сварки подбирается по нормативным документам, а не по опыту варщика. Это тоже важно понимать.
Каждая технологическая карта по сварке металлоконструкций должна иметь свой индивидуальный номер (шифр), с помощью которого ее можно будет найти в архиве. Также этот номер будет указываться при разработке полной техдокументации и в характеристиках проекта на сварку. Также на техкарте должна стоять подпись специалиста, который эту кару составлял.
Пример технологической карты
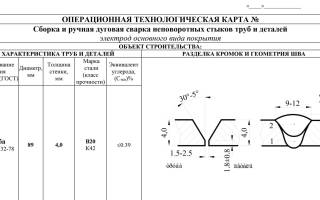
Ниже вы можете видеть образец заполнения технологической карты. Сейчас мы подробнее разберем все, что тут написано, а вы запомните (или лучше запишите) то, что прочтете.
Образец взят с сайта zibon.ru
Итак, первая графа «Способ сварки». Здесь, как не трудно догадаться, нужно написать, такой тип сварки был выбран для выполнения работ (ручная дуговая, контактная, полуавтоматом в среде газа и т.д.). В нашем случае мы указали «ручная дуговая сварка покрытыми электродами». Далее указаны цифры «(111)», это код сварки. Его можно указывать в техкарте, чтобы не писать подробно словами.
Мы приведем несколько наиболее распространенных кодов:
- 141 — ручная аргонодуговая сварка неплавящимся электродом
- 131 — механизированная аргонодуговая сварка плавящимся электродом
- 135 — механизированная сварка плавящимся электродом в среде активного газа
Далее графа «Основной материал (марка)». Здесь пишем марку металла, который нам нужно сварить. Обычно марка указывается в проекте детали, оттуда ее можно переписать в техкарту. Дополнительно укажите группу металлов. Ниже таблица с основными группами.
Затем идет графа «Наименование (шифр) НТД». Здесь вы должны указать, какие нормативные документы были использованы при разработке данной технологической карты. Остальные графы заполняются подобным образом, думаем, все логически понятно.
В нашем случае заполняется типовая технологическая карта на сварку газовых трубопроводов. Но если вам нужна техкарта на другие работы (например, на сварку стальных труб), то она будет заполняться таким же образом, просто поменяется заголовок.
Вместо заключения
Операционная технологическая карта сборки и ручной дуговой сварки (или любого другого типа сварки) — обязательный элемент любых профессиональных сварочных работ. Без нее вы наверняка сделаете шов неправильно, поскольку не будете знать всех нюансов. А специалисты по контролю качества не смогут предъявить к работе необходимые требования.
Кстати, существуют и технологические карты не на весь сварочный процесс, а на его отдельные этапы. Например, есть технологическая карта ультразвукового контроля сварных соединений (также технологическая карта узк). Это необходимо, если работа сложная и состоит из огромного количества информации, которую нужно указать в техкарте. Если бы в таком случае техкарта была одна на всю сварку, то она состояла бы из десятков страниц, что неудобно.
Технологическая карта на сварку трубопровода
скачать Технологическая карта на сварку трубопровода ссылка
Технологическая карта контроля на сварку трубопровода, фасонных изделий, запорной арматуры
Проведение сварочно-монтажных работ при строительстве МН и МНПП на объекте:
Контроль качества и приёмка работ
специалистов сварочного производства
Перечень средств контроля и измерений и требования к ним
аксессуаров для выполнения контроля
Перечень операций, подлежащих контролю
– проверка однотипности свариваемых между собой на одном участке труб (одно-шовные, двухшовные, спиралевидные);
-чистоты полости труб;
-зачистки кромок труб и прилегающих к ним наружной и внутренней поверхно-стей;
-отсутствия плевен, рванин, закатов и выходящих на поверхность расслоений любых размеров, качества ремонта кромок (в случае необходимости) и другие требования технологических карт;
-соблюдения допустимой разностенности свариваемых элементов;
-разбежка продольных заводских стыков стыкуемых труб (д.б. не менее 100 мм, рекомендуемое – 250 мм);
-величины смещения наружных кромок;
-величины технологических зазоров в стыках;
-длины и количества прихваток;
– температуры, режима, продолжительности подогрева или сушки;
– порядка и количества слоёв сварки;
– зачистки шва в процессе сварки (послойная зачистка шлаковых карманов);
– применяемых материалов; для сварки корневого и заполняющих слоёв;
– перекрытия основного металла, высоты усиления, чешуйчатости;
2) геометрические параметры кромок труб;
3) наличие и величину зазоров и смещений;
5) разностенность стыкуемых труб;
6) соответствие сварочного оборудования и сварочных материалов требованиям приложения к РД-25.160.00-КТН-011-10, измерение электрических параметров сварочного оборудования, контроль температурных режимов, измерение скорости сварки;
7) радиографический контроль, ультразвуковой контроль, капиллярную (цветную) дефектоскопию (в зависимости от требований проекта, действующих норм и правил).
Запрещается сварка в плеть труб, имеющих повреждение заводской изоляции.
Методы и объемы контроля.
– визуальный и измерительный контроль труб выборочно – в объёме 5%;
– визуальный и измерительный контроль соединительных деталей – в объёме 100%;
– приёмка сварных стыков по внешнему осмотру (контроль геометрических пара-метров) производится методом ВИК в объёме 100%;
– приёмка сварных стыков по результатам неразрушающего контроля производи-теля работ производится в объёме 100%.
2. Расстояние от грунта до нижней образующей трубы.
2. Инструментальный контроль:
– очистка кромок и прилегающих к ним поверхностей;
– соответствие формы, размеров и качества подготовки свариваемых кромок, в том числе расточки («нутрения»);
-снятие усиления заводских швов.
3. Визуальный контроль:
– сертификатов (паспортов), соответствие (наличие) маркировки (клейм) обозначениям, указанным в паспорте (сертификате);
– очистки полости от посторонних предметов, грязи;
Лупа 5-10 кратная,
2. Наличие страховых монтажных опор при стыковке и сварке стыка.
3. Отсутствие искрения крепления массы.
4. Контроль прокалки электродов и наличия темопеналов на месте производства сварки.
5. Зачистка 10 мм зоны от края кромки щетками от грязи, ржавчины, насечки
6. Снятие усиления наружного продольного заводского шва 10 -15 с понижением к стыку труб.
7. Расположение продольных сварных заводских швов.
8. Наружное смещение кромок.
9. Центратор: обоснованность выбора и техническое состояние (не должен оставлять царапин, задиров, масляных пятен).
10. Смещение заводских сварных швов относительно друг друга.
11. Установка зазора в стыках.
12. Сушка или предварительный подогрев стыка: режим, температура подогрева, продолжительность, соответствие требованиям (горелки, индукционные подогреватели).
13. Установка прихваток: количество, длина, место расположения, зачистка после сборки (при использовании наружного центратора).
14. Наличие термоизолирующих и защитных поясов для защиты заводской изоляции от брызг.
Штангенциркуль, Контактный термометр
Сварочные работы.
2.Способ сварки (сверху-вниз, снизу-вверх).
3.Количество и соответствие расстановки сварщиков схеме расстановки.
4.Зачистка шва в процессе сварки.
6.Температура торцов труб.
7.Зачистка шва после сварки.
8.Выполнение горячего прохода, температура корневого слоя – сопутствующий подогрев.
9.Зачистка после окончания сварки горячего прохода.
11.Освобождение жимок центратора.
Штангенциркуль, Контактный термометр, мультиметр, клещи токоизмерительные
2. Способ сварки (сверху – вниз, снизу-вверх).
3. Зачистка от шлака и брызг.
4. Перекрытие основного метал-ла. Высота усиле-ния. Чешуйча-тость.
5. Смещение сло-ев: относительно друг друга, отно-сительно завод-ских швов. Сме-щение замков.
6. Сварочная дуга: способ зажи-гания.
7. Число слоев шва.
8. Перерывы в сварке.
9. Маркировка стыка.
10. Неразрушаю-щий контроль.
штангенциркуль, контактный термометр
Постоянно 100% по каждому документу
3
Технология полуавтоматической сварки самозащитой порошковой проволокой Иннершилд
2.Скорость подачи проволоки и напряжение на дуге
3.Способ сварки (сверху-вниз, снизу-вверх) и метод выполнения проходов («слой за один проход», «слой за два прохода», « слой за три прохода»).
4.Зачистка корневого слоя шва
5.Количество слоев, соблюдение межслойной температуры.
6.Выполнение внутреннего корректирующего прохода в местах выхода с потолка перед облицовкой
7.Прочие параметры согласно п. 11.2.2
2. Зачистка шва в процессе сварки.
3. Температура торцов труб (при вынужденных перерывах).
4. Зачистка шва после сварки.
5. Прочие параметры согласно п. 11.2.1.
2.Способ сварки (сверху – вниз, снизу-вверх).
3.Зачистка от шлака и брызг.
4 Перекрытие основного металла. Высота усиления. Чешуйчатость.
– относительно друг друга, относительно заводских швов.
6.Применение присадок (запрещены).
7.Сварочная дуга: способ зажигания.
8.Минимальное число слоев шва.
9.Перерывы в сварке.
штангенциркуль, контактный термометр
2. Смещение начала сварки относительно заводских швов.
3. Зачистка и пропил: прихватки, начала участка первого наружного слоя шва
4. Смещение замков смежных слоев, отсутствие перерывов
5. Режимы сварки.
6. Минимальное число наружных слоев.
7. Количество проходов внутреннего слоя шва.
8. Геометрические размеры внутреннего и облицовочного слоев (определяются по макрошлифам). Ширина облицовочного слоя.
9. Отсутствие перерывов.
секундомер, контактный термометр
5.2
4.Межслойная температура (снаружи и изнутри трубы)
5.Подогрев стыка в случае снижения температуры.
6.Контроль геометрических размеров (по макрошлифам).
7.Укрытие корневого слоя шва теплоизолирующими поясами (в случае выполнения их ручной дуговой сваркой) до полного остывания стыка (температура окружающей среды).
секундомер, контактный термометр
2. В случае применения ручной электродуговой сварки см.п.11.2.1.
3. Установка направляющих поясов
4. Предварительный подогрев стыка
6. Установка сварочных головок
7. Режимы сварки
8. Геометрические размеры шва
секундомер, контактный термометр
3.Способ сварки (сверху – вниз, снизу-вверх)
7.Зачистка каждого слоя
8.Геометрические размеры шва
Секундомер, контактный термометр
3.Зачистка корневого слоя шва
4.Разделение участков с не проваром
5.Режим сварки вспомогательного процесса (в случаях отказа сварочных головок)
мер, контактный термометр
3.Способ сварки (сверху – вниз, снизу-вверх)
4.Зачистка каждого слоя
6.Перерывы в сварке
секундомер, контактный термометр
2. Просушка медного подкладного кольца
3 Прочие параметры согласно п. 11.1.1-11.1.3
3.Зачистка корневого слоя шва
4.Разделение участков с не проваром
5.Режим сварки вспомогательного процесса (в случаях отказа сварочных головок)
мер, контактный термометр
2.Порядок нанесения корректирующего слоя
3.Порядок нанесения облицовочного слоя.
5.Способ сварки (сверху – вниз, снизу-вверх)
6.Зачистка каждого слоя
8.Перерывы в сварке
секундомер, контактный термометр
2.Наличие согласованного технического решения и согласования на выполнение захлестов в месте ликвидации разрыва
3.Наличие страховочной опоры (в случае установки нефтепровода на опоры)
4.Подготовка к сварке, сборка и предварительный подогрев см. п.п.11.1.1.-11.1.3.
5.Наличие наружного центратора
6.Длина катушки: не менее одного диаметра труб.
7.Отсутствие изгибающих моментов (от силовых механизмов) и нагрева трубы вне зоны сварки
8.Отсутствие разнотолщинности соединяемых деталей.
9.Соответствие места сварки замыкающего стыка проектному.
При монтаже захлестов не допускается:
– сварка разнотолщинных труб,
– захлесты на кривых вставках
-приварка монтажных приспособлений к телу труб
2. Расстояние сварных стыков от опор
3. Отсутствие натяжения на компенсаторе.
4. Наличие на компенсаторе приваренных однотрубок.
5. Соответствие температуры наружного воздуха при сварки замыкающего стыка проектному
2. Раскладка отводов в соответствии с проектом
3. Инструментальный контроль:
– смещение продольных швов при монтаже переходных колец;
– очистка кромок и прилегающих к ним поверхностей;
– соответствие формы, размеров и качества подготовки свариваемых кромок, в том числе расточки («нутрения») технологической карте;
-снятие усиления заводских швов.
2.Длина промежуточной катушки (не менее 250 мм)
3.Специальная разделка кромок
4.Подготовка к сварке, сборка и предварительный подогрев см.п.11.1
В разнотолщинных соединениях не допускается:
– использование труб с не заводской разделкой кромок
– приварка монтажных приспособлений
– подготовка кромок арматуры не в заводских условиях
– перерывов в сварке
Штангенциркуль, контактный термометр
2. Наличие результатов заключения ЛНК, аттестованного сварщика на устранение дефектов
3. Выборка дефектов сварных швов.
5. Сварка в соответствии с требованиями технологической картой на ремонт.
6. Марка электродов, их диаметр, величина сварочного тока, количество проходов, площадь наплавленного металла, послойное заполнение шва, соблюдение технологии сварки и последовательность операций.
7. Контроль качества ремонта сварных соединений внешним осмотром и измерением.
8. Оформление исполнительной документации.
Рулетка, штангенциркуль, УШС-3,
2. Наличие наружного центратора.
3. Смещение кромок.
4. Контроль изоляционного покрытия.
5. Установка опорно-центрующих кольцевых опор
6. Герметизация кожуха после протаскивания
7. Пневматическое испытание межтрубного пространства после протаскивания и герметизации кожуха.
8. Монтаж защитной скорлупы на манжету защитного кожуха.
9. Засыпка кожуха.
Рулетка, штангенциркуль, УШС-3,
2. Проведение входного контроля применяемых материалов, оборудования, комплектации на соответствие требованиям РП и НТД.
3. Расстояния от горизонтального сварного шва до сварного шва воротника.
4. Расстояние от вертикального сварного шва (задвижки) до сварного шва воротник.
5. Вертикальность установки вантуза.
6. Соответствие применяемых материалов и спецификации изделий проектным и требованиям НТД.
7. Очистка кромок и прилегающих к ним поверхностей.
8. Соответствие формы, размеров и качества подготовки свариваемых кромок и деталей, в том числе расточки («нутрения») технологической карте.
Рулетка, штангенциркуль, УШС-3,
2. Наличие не засыпанных участков нефтепровода.
3. Соответствие и правильность установки герметизаторов.
4. Наличие и маркировка контрольных отверстий
5. Наличие страховочной опоры (в случае установки нефтепровода на опоры).
6. Проверка соответствия применяемой комплектации требованиям НТД, (прочностные характеристики, проведение гидроиспытаний, толщинометрии и др).
7. Подготовка к сварке, сборка и предварительный подогрев см.п.10.2.1.
8. Наличие наружного центратора.
9. Длина катушки: не менее одного диаметра труб.
10. Отсутствие изгибающих моментов (от силовых механизмов) и нагрева трубы вне зоны сварки.
11. Отсутствие разнотолщинности соединяемых деталей.
12. Сварка гарантийного стыка в соответствии с техкартой по аттестованной технологии и соответствующими допускными испытаниями сварщиков.
13. Установка чопиков и заваривание технологических отверстий в соответствии с техкартой по аттестованной технологии и соответствующими допускными испытаниями сварщиков.
14. Проведение НК сваренных стыков.
15. Изоляция мест нарушения изоляционного покрытия, проверка адгезии, сплошности, засыпка в соответствии с требованиями НД. оформление исполнительной документации.
При монтаже захлестов не допускается:
– сварка разнотолщинных труб;
– захлесты на кривых вставках;
– приварка монтажных приспособлений к телу труб.
Техкарта на сварку арматуры
Карта технологического процесса сварки
Сварка – сложный процесс, выполнение которого должно производится в строгой последовательностью определенных действий, которые связаны с подготовкой металла, выполнением сварного соединения и последующим контролем. Сварной шов, если не уделить ему должного внимания, является уязвимым местом в любой сварной конструкции. Причиной этому может послужить недостатки в разработке технологии сварки или вообще ее отсутствие, недостаточный контроль, неудачный выбор сварочного оборудования и материалов. Как результат — большое количество брака и убытки понесенные организацией для его устранения. Предотвратить убытки можно корректно разработав инструкцию на выполнение сварочных работ и проконтролировав ее исполнение.
Так что же такое технологическая карта на сварку? Карта технологического процесса сварки или как ее еще называют технологическая карта сварки — это документ, который является результатом разработки технологии сварки конкретного соединения, в котором прописаны самые важные технологические параметры создания сварного соединения, по сути это инструкция по сварке соединений. Технологическая карта сварки была утверждена и введена в активное действие первого января 1984 года, более 30 лет назад. При разработке технологии сварки металлоконструкций каждое сварное соединение должно быть изготовлено в соответствии с разработанной для нее технологической картой сварки.
Технологическая карта по сварке должна содержать следующие данные:
1. Сведения о основном металле.
2. Сведения о качестве и подготовке соединения под сварку: данные о разделке (величина зазора, величина притупления, угол наклона разделки и т.д.), о количестве и расположении прихваток, данные о предварительной очистке кромок, размеры шва.
3. Данные о фиксации свариваемого изделия и о возможном подогреве. А также последовательность выполнения проходов в сварном шве.
4. Сведения об используемом сварочном оборудовании и сварочных материалах. Подбор сварочных материалов и оборудования основывается на различных сведениях, полученных из литературы, в том числе профессиональной сварочной (журналы, статьи), на собственном опыте, а также на отзывах организаций.
5. Сведения о режиме сварки в зависимости от способа сварки могут включать: сварочный ток, напряжение дуги, скорость сварки, полярность при сварке, расход защитного газа, скорость подачи проволоки и др. Нарушение рекомендованных режимов сварки может привести к охрупчиванию металла шва и околошовной зоны.
6. Сведения о форме сварного соединения, способах и объемах контроля качества сварного соединения.
Разработка карты технологического процесса сварки начинается с анализа свариваемого материала и подбора способа сварки. После этого производится анализ условий, при которых будет работать сварная конструкция и определяется, какими нормативными документами нормируется изготовление и работа этой конструкции. Далее по данным нормативной литературы и по расчетным данным определяется режим сварки, рассчитывается необходимое количество проходов, геометрия сварного соединения и другие параметры.
Каждая технологическая карта по сварке получает свой идентификационный номер, который в дальнейшем используется для указания в технической документации и спецификациях проекта. Визирует карту технологического процесса сварки сам разработчик, он же ставит свою подпись внизу формуляра.
При строительстве объекта на производстве должен находиться комплект технологических карт всех используемых типов сварных соединений. Полный комплект карт технологического процесса сварки хранится в отделе главного сварщика. Сварщик при выходе на смену получает технологические карты для сварных соединений, которые он выполняет в процессе работы. Осмотр и контроль подготовленных кромок и готового сварного соединения выполняется службой технического контроля в соответствии с разделом контроля качества и испытаний сварных соединений. Таким образом, не происходит никакой путаницы между службами, так как всё необходимое указано в технологической карте сварного соединения.
На каждом предприятии, при организации сварочного производства обязательно составляются карты технологического процесса сварки, иначе сложно выдержать параметры, предъявляемые к качеству выполняемой работы. Некоторые предприятия не могут позволить себе содержание дорогостоящего инженерного состава сварочного производства. Инженерный центр «Mavego» минимизирует Ваши затраты на содержание инженерно-технических работников и на основании договора и технического задания, в кратчайшие сроки разработает комплект технологических карт сварки, а также подберет оборудование и материалы.
Для получения качественного результата проделанной работы при производстве сварочных работ, сварщик должен руководствоваться документом, в котором корректно описаны все этапы выполнения сварки на объекте строительства. Несоблюдение рекомендаций приведенных в технологической карте может привести к разрушению сварного соединения при эксплуатации, что может повлечь за собой необратимые последствия.
Технологическая карта КТ-22.0-10.6-77 Полуавтоматическая сварка стыков арматуры железобетонной Н-образной рамы
Скачать документ
КАРТА ТРУДОВОГО ПРОЦЕССА СТРОИТЕЛЬНОГО ПРОИЗВОДСТВА
Разработана Лабораторией монтажных работ при ДИСИ Минмонтежспецстроя УССР *
Откорректирована и рекомендована ВНИПИ труда в строительстве Госстроя СССР для внедрения в строительное производство
ПОЛУАВТОМАТИЧЕСКАЯ СВАРКА СТЫКОВ АРМАТУРЫ ЖЕЛЕЗОБЕТОННОЙ Н-ОБРАЗНОЙ РАМЫ
Входит в комплект карт ККТ-4.1-0
Монтаж железобетонных каркасов многоэтажных зданий
* г. Днепропетровск-92, ул. Чернышевского, 24а.
1. ОБЛАСТЬ И ЭФФЕКТИВНОСТЬ ПРИМЕНЕНИЯ КАРТЫ
1.1. Карта предназначена для организации труда рабочих при полуавтоматической электрошлаковой ванной сварке вертикальных стыков арматуры железобетонных Н-образных рам.
1.2. Показатели производительности труда
Выработка на 1 чел.-день, рам
Затраты труда на одну раму, чел.-ч
2. УСЛОВИЯ И ПОДГОТОВКА ВЫПОЛНЕНИЯ ПРОЦЕССА
2.1. До начала работ необходимо: установить и закрепить раму на кондукторе в проектном положении; произвести геодезическую проверку положения рамы; подготовить стыкуемые стержни к сварке.
Примечание.Кондуктор разрешается снимать только после сварки всех стыкуемых стержней.
2.2. Перед использованием флюс необходимо прокаливать в течение часа при температуре 200 — 300 ?С.
2.3. Работы следует выполнять, строго соблюдая правила техники безопасности и охраны труда рабочих согласно СНиП III-А.11-70, § 5.
3. ИСПОЛНИТЕЛИ, ПРЕДМЕТЫ И ОРУДИЯ ТРУДА
электросварщик V разряда (Э1) — 1
электросварщик IV разряда (Э2) — 1
монтажник конструкций II разряда (М) — 1
3.2. Инструменты, приспособления и инвентарь
Наименование, назначение ч основные параметры
Будка переносная стальная для размещения и транспортировки оборудования сварочных постов, размером 2?2 м и 5?2 м, с прожектором
Чертеж 5950 ПИ Промстальконструкция *
Источник питания сварочной дуги на постоянном токе
Полуавтомат шланговый с комплектом пусковой и измерительной аппаратуры, шкафом управления, платформой с катушками
Комплект инструментов электросварщика
Печь электрическая для прокаливания и сушки электродов
Форма разъемная инвентарная медная, для ванной сварки вертикальных стыков арматур
Струбцина для крепления полуформ
Емкость для флюса
Клещи для переноски горячих форм
Емкость для форм и струбцин
* 125080, Москва, А-80, Волоколамское шоссе, 1
4. ТЕХНОЛОГИЯ ПРОЦЕССА И ОРГАНИЗАЦИЯ ТРУДА
4.1. Операции по сварке вертикальных стыков арматуры железобетонных Н-образных рам выполняют в следующем порядке: осматривают подготовленный к сварке стык, устанавливают на стыкуемые стержни медные формы из двух половин и скрепляют их струбцинами; засыпают флюс в плавильное пространство форм; заряжают шланговый полуавтомат электродной проволокой; сваривают стыки, регулируя режим сварки; снимают формы и очищают формы и стыки от шлака; осматривают сваренный стык и ставят клеймо.
ПОДГОТОВКА ПОЛУАВТОМАТА К СВАРКЕ; 20 мин; Э1, Э2; сварочное оборудование
Электросварщики Э1 и Э2 подкатывают шланговые полуавтоматы к подготовленному стыку рамы и устанавливают их по обе стороны от кондуктора на равных расстояниях от стыков рамы. Затем они заправляют полуавтоматы и гибкие шланги электродной проволокой, устанавливают полуавтоматы на заданный режим сварки и проверяет их в работе
ЭЛЕКТРОШЛАКОВАЯ СВАРКА ВЕРТИКАЛЬНЫХ СТЕРЖНЕЙ; 25 мин; Э1, Э2, М; сварочное оборудование
Монтажник включает генератор постоянного тока для катания полуавтоматов и переносным регулятором устанавливает требуемое напряжение. Электросварщики Э1 и Э2, находясь по углам колонны, вводят конец электродной проволоки в плавильное пространство формы и возбуждают дугу под слоем флюса. В первый период сварка ведется при напряжении 40 — 45 В, а затем, по мере заполнения стыка наплавленным металлом, монтажник при помощи переносного регулятора постепенно снижает напряжение до 20 — 25 В, чтобы избежать подрезов в верхней части стыкуемого стержня. По окончании сварки стержней одного вертикального стыка рамы электросварщики переносят шланги ко второму стыку и сваривают его стержни
СНЯТИЕ ФОРМ; 20 мин; М; клещи, ведро с водой, инструменты электросварщика
Через 20 — 30 мин после окончания сварки (при охлаждении форм до 100 ?С) монтажник снимает формы. Для этого он раскручивает струбцину, легким постукиванием молотка по стержням вблизи формы разнимает форму на две половины, клещами снимает их со стержня и опускает в ведро с водой. После охлаждения форм и стыков стержней монтажник очищает их от шлака при помощи зубила, молотка и стальной щетки
КОНТРОЛЬ СВАРКИ СТЫКОВ АРМАТУРЫ; 20 мин; Э1, Э2; сварочное оборудование, газорезный аппарат, комплект инструментов электросварщика
Электросварщики Э1 и Э2 осматривают стыки, проверяя качество сварки и при наличии дефектов (подрезов, непроваров, ослабленного сечения шва, вздутия, резкого перехода от наплавленного металла к основному, усадочных раковин) ручной электродуговой сваркой подваривают эти места электродами. Если подварка недостаточна для устранения дефектов, электросварщики газорезным аппаратом вырезают дефектный стык (общая длина вырезанного участка должна быть не менее 150 мм) и стыкуют стержни при помощи вставки. Устранив все дефекты, электросварщики ставят клейма на своих стыках и сдают их контрольному мастеру
1. Область и эффективность применения карты.. 1
2. Условия и подготовка выполнения процесса. 1
3. Исполнители, предметы и орудия труда. 1
4. Технология процесса и организация труда. 2
Технологическая карта 7.01.01.59
Типовая технологическая карта на монтаж строительных конструкций. Дуговая механизированная сварка порошковой проволокой на стальной скобе-накладке выпусков арматуры в узлах сопряжения ригель-колонна и колонна-колонна
Купить Технологическая карта 7.01.01.59 — бумажный документ с голограммой и синими печатями. подробнее
Цена на этот документ пока неизвестна. Нажмите кнопку «Купить» и сделайте заказ, и мы пришлем вам цену.
Распространяем нормативную документацию с 1999 года. Пробиваем чеки, платим налоги, принимаем к оплате все законные формы платежей без дополнительных процентов. Наши клиенты защищены Законом. ООО «ЦНТИ Нормоконтроль»
Наши цены ниже, чем в других местах, потому что мы работаем напрямую с поставщиками документов.
Способы доставки
- Срочная курьерская доставка (1-3 дня)
- Курьерская доставка (7 дней)
- Самовывоз из московского офиса
- Почта РФ
Оглавление
1. Область применения
2. Организация и технология выполнения работ
2.1. Организация сварочных работ
2.2. Подготовка стыков выпусков арматуры к сварке
2.3.Сварка выпусков арматуры
3. Требования к качеству и приемке работ
4. Калькуляция затрат труда и заработной платы на lСО стыков
5. График производства работ на l узел
6. Материально-технические ресурсы
7. Техника безопасности
8. Технико-экономические показатели на 100 стыков
Карта технологического процесса сварки
Сварка – сложный процесс, выполнение которого должно производится в строгой последовательностью определенных действий, которые связаны с подготовкой металла, выполнением сварного соединения и последующим контролем. Сварной шов, если не уделить ему должного внимания, является уязвимым местом в любой сварной конструкции. Причиной этому может послужить недостатки в разработке технологии сварки или вообще ее отсутствие, недостаточный контроль, неудачный выбор сварочного оборудования и материалов. Как результат — большое количество брака и убытки понесенные организацией для его устранения. Предотвратить убытки можно корректно разработав инструкцию на выполнение сварочных работ и проконтролировав ее исполнение.
Так что же такое технологическая карта на сварку? Карта технологического процесса сварки или как ее еще называют технологическая карта сварки — это документ, который является результатом разработки технологии сварки конкретного соединения, в котором прописаны самые важные технологические параметры создания сварного соединения, по сути это инструкция по сварке соединений. Технологическая карта сварки была утверждена и введена в активное действие первого января 1984 года, более 30 лет назад. При разработке технологии сварки металлоконструкций каждое сварное соединение должно быть изготовлено в соответствии с разработанной для нее технологической картой сварки.
Технологическая карта по сварке должна содержать следующие данные:
1. Сведения о основном металле.
2. Сведения о качестве и подготовке соединения под сварку: данные о разделке (величина зазора, величина притупления, угол наклона разделки и т.д.), о количестве и расположении прихваток, данные о предварительной очистке кромок, размеры шва.
3. Данные о фиксации свариваемого изделия и о возможном подогреве. А также последовательность выполнения проходов в сварном шве.
4. Сведения об используемом сварочном оборудовании и сварочных материалах. Подбор сварочных материалов и оборудования основывается на различных сведениях, полученных из литературы, в том числе профессиональной сварочной (журналы, статьи), на собственном опыте, а также на отзывах организаций.
5. Сведения о режиме сварки в зависимости от способа сварки могут включать: сварочный ток, напряжение дуги, скорость сварки, полярность при сварке, расход защитного газа, скорость подачи проволоки и др. Нарушение рекомендованных режимов сварки может привести к охрупчиванию металла шва и околошовной зоны.
6. Сведения о форме сварного соединения, способах и объемах контроля качества сварного соединения.
Разработка карты технологического процесса сварки начинается с анализа свариваемого материала и подбора способа сварки. После этого производится анализ условий, при которых будет работать сварная конструкция и определяется, какими нормативными документами нормируется изготовление и работа этой конструкции. Далее по данным нормативной литературы и по расчетным данным определяется режим сварки, рассчитывается необходимое количество проходов, геометрия сварного соединения и другие параметры.
Каждая технологическая карта по сварке получает свой идентификационный номер, который в дальнейшем используется для указания в технической документации и спецификациях проекта. Визирует карту технологического процесса сварки сам разработчик, он же ставит свою подпись внизу формуляра.
При строительстве объекта на производстве должен находиться комплект технологических карт всех используемых типов сварных соединений. Полный комплект карт технологического процесса сварки хранится в отделе главного сварщика. Сварщик при выходе на смену получает технологические карты для сварных соединений, которые он выполняет в процессе работы. Осмотр и контроль подготовленных кромок и готового сварного соединения выполняется службой технического контроля в соответствии с разделом контроля качества и испытаний сварных соединений. Таким образом, не происходит никакой путаницы между службами, так как всё необходимое указано в технологической карте сварного соединения.
На каждом предприятии, при организации сварочного производства обязательно составляются карты технологического процесса сварки, иначе сложно выдержать параметры, предъявляемые к качеству выполняемой работы. Некоторые предприятия не могут позволить себе содержание дорогостоящего инженерного состава сварочного производства. Инженерный центр «Mavego» минимизирует Ваши затраты на содержание инженерно-технических работников и на основании договора и технического задания, в кратчайшие сроки разработает комплект технологических карт сварки, а также подберет оборудование и материалы.
Для получения качественного результата проделанной работы при производстве сварочных работ, сварщик должен руководствоваться документом, в котором корректно описаны все этапы выполнения сварки на объекте строительства. Несоблюдение рекомендаций приведенных в технологической карте может привести к разрушению сварного соединения при эксплуатации, что может повлечь за собой необратимые последствия.
Технологическая карта КТ-22.0-10.6-77 Полуавтоматическая сварка стыков арматуры железобетонной Н-образной рамы
Скачать документ
КАРТА ТРУДОВОГО ПРОЦЕССА СТРОИТЕЛЬНОГО ПРОИЗВОДСТВА
Разработана Лабораторией монтажных работ при ДИСИ Минмонтежспецстроя УССР *
Откорректирована и рекомендована ВНИПИ труда в строительстве Госстроя СССР для внедрения в строительное производство
ПОЛУАВТОМАТИЧЕСКАЯ СВАРКА СТЫКОВ АРМАТУРЫ ЖЕЛЕЗОБЕТОННОЙ Н-ОБРАЗНОЙ РАМЫ
Входит в комплект карт ККТ-4.1-0
Монтаж железобетонных каркасов многоэтажных зданий
* г. Днепропетровск-92, ул. Чернышевского, 24а.
1. ОБЛАСТЬ И ЭФФЕКТИВНОСТЬ ПРИМЕНЕНИЯ КАРТЫ
1.1. Карта предназначена для организации труда рабочих при полуавтоматической электрошлаковой ванной сварке вертикальных стыков арматуры железобетонных Н-образных рам.
1.2. Показатели производительности труда
Выработка на 1 чел.-день, рам
Затраты труда на одну раму, чел.-ч
2. УСЛОВИЯ И ПОДГОТОВКА ВЫПОЛНЕНИЯ ПРОЦЕССА
2.1. До начала работ необходимо: установить и закрепить раму на кондукторе в проектном положении; произвести геодезическую проверку положения рамы; подготовить стыкуемые стержни к сварке.
Примечание.Кондуктор разрешается снимать только после сварки всех стыкуемых стержней.
2.2. Перед использованием флюс необходимо прокаливать в течение часа при температуре 200 — 300 ?С.
2.3. Работы следует выполнять, строго соблюдая правила техники безопасности и охраны труда рабочих согласно СНиП III-А.11-70, § 5.
3. ИСПОЛНИТЕЛИ, ПРЕДМЕТЫ И ОРУДИЯ ТРУДА
электросварщик V разряда (Э1) — 1
электросварщик IV разряда (Э2) — 1
монтажник конструкций II разряда (М) — 1
3.2. Инструменты, приспособления и инвентарь
Наименование, назначение ч основные параметры
Будка переносная стальная для размещения и транспортировки оборудования сварочных постов, размером 2?2 м и 5?2 м, с прожектором
Чертеж 5950 ПИ Промстальконструкция *
Источник питания сварочной дуги на постоянном токе
Полуавтомат шланговый с комплектом пусковой и измерительной аппаратуры, шкафом управления, платформой с катушками
Комплект инструментов электросварщика
Печь электрическая для прокаливания и сушки электродов
Форма разъемная инвентарная медная, для ванной сварки вертикальных стыков арматур
Струбцина для крепления полуформ
Емкость для флюса
Клещи для переноски горячих форм
Емкость для форм и струбцин
* 125080, Москва, А-80, Волоколамское шоссе, 1
4. ТЕХНОЛОГИЯ ПРОЦЕССА И ОРГАНИЗАЦИЯ ТРУДА
4.1. Операции по сварке вертикальных стыков арматуры железобетонных Н-образных рам выполняют в следующем порядке: осматривают подготовленный к сварке стык, устанавливают на стыкуемые стержни медные формы из двух половин и скрепляют их струбцинами; засыпают флюс в плавильное пространство форм; заряжают шланговый полуавтомат электродной проволокой; сваривают стыки, регулируя режим сварки; снимают формы и очищают формы и стыки от шлака; осматривают сваренный стык и ставят клеймо.
ПОДГОТОВКА ПОЛУАВТОМАТА К СВАРКЕ; 20 мин; Э1, Э2; сварочное оборудование
Электросварщики Э1 и Э2 подкатывают шланговые полуавтоматы к подготовленному стыку рамы и устанавливают их по обе стороны от кондуктора на равных расстояниях от стыков рамы. Затем они заправляют полуавтоматы и гибкие шланги электродной проволокой, устанавливают полуавтоматы на заданный режим сварки и проверяет их в работе
ЭЛЕКТРОШЛАКОВАЯ СВАРКА ВЕРТИКАЛЬНЫХ СТЕРЖНЕЙ; 25 мин; Э1, Э2, М; сварочное оборудование
Монтажник включает генератор постоянного тока для катания полуавтоматов и переносным регулятором устанавливает требуемое напряжение. Электросварщики Э1 и Э2, находясь по углам колонны, вводят конец электродной проволоки в плавильное пространство формы и возбуждают дугу под слоем флюса. В первый период сварка ведется при напряжении 40 — 45 В, а затем, по мере заполнения стыка наплавленным металлом, монтажник при помощи переносного регулятора постепенно снижает напряжение до 20 — 25 В, чтобы избежать подрезов в верхней части стыкуемого стержня. По окончании сварки стержней одного вертикального стыка рамы электросварщики переносят шланги ко второму стыку и сваривают его стержни
СНЯТИЕ ФОРМ; 20 мин; М; клещи, ведро с водой, инструменты электросварщика
Через 20 — 30 мин после окончания сварки (при охлаждении форм до 100 ?С) монтажник снимает формы. Для этого он раскручивает струбцину, легким постукиванием молотка по стержням вблизи формы разнимает форму на две половины, клещами снимает их со стержня и опускает в ведро с водой. После охлаждения форм и стыков стержней монтажник очищает их от шлака при помощи зубила, молотка и стальной щетки
КОНТРОЛЬ СВАРКИ СТЫКОВ АРМАТУРЫ; 20 мин; Э1, Э2; сварочное оборудование, газорезный аппарат, комплект инструментов электросварщика
Электросварщики Э1 и Э2 осматривают стыки, проверяя качество сварки и при наличии дефектов (подрезов, непроваров, ослабленного сечения шва, вздутия, резкого перехода от наплавленного металла к основному, усадочных раковин) ручной электродуговой сваркой подваривают эти места электродами. Если подварка недостаточна для устранения дефектов, электросварщики газорезным аппаратом вырезают дефектный стык (общая длина вырезанного участка должна быть не менее 150 мм) и стыкуют стержни при помощи вставки. Устранив все дефекты, электросварщики ставят клейма на своих стыках и сдают их контрольному мастеру
1. Область и эффективность применения карты.. 1
2. Условия и подготовка выполнения процесса. 1
3. Исполнители, предметы и орудия труда. 1
4. Технология процесса и организация труда. 2