Содержание
- Как сварить латунь в домашних условиях
- Особенности сваривания латуни
- Подготовка деталей к сварке
- Сварка аргоном
- Электродуговая сварка
- Газовая сварка
- Полезные советы
- Сварка латуни – сложный, но вполне выполнимый процесс
- 1 Сварка латуни – общая информация
- 2 Дуговая сварка сплавов меди и цинка, электроды для нее
- 3 Сварка латуни аргоном – эффективная современная технология
- 4 Газовая сварка изделий из латуни
- Специфика сварки латуни
- Определение
- Особенности при сварке латуни
- Методы сварки латуни
- Пару советов напоследок
- Особенности сварки латуни различными методами
- Виды технологий сварки изделий из латуни
- Сварка изделий из латуни с помощью газа
- Сварка латуни с металлами и сплавами
- Особенности сварки латуни
- Сварка латуни: технология
- Советы будущему сварщику латуни
- Преимущества соединения латуни аргоном
Сварка латуни аргоном технология
Как сварить латунь в домашних условиях
Многие медьсодержащие сплавы поддаются термической обработке. Сварка латуни связана с некоторыми свойствами из-за высокого содержания легкоплавкого цинка. Металл также легируют другими элементами. Приступая к самостоятельному ремонту деталей из латунных сплавов, важно установить марку металла, от этого зависит выбор присадки. Чем светлей металл, тем меньше в нем меди. Цинк дает зеленоватый оттенок. Для ответственных соединений выбирают сварку латуни аргоном, под защитной атмосферой образуется прочный шов.
Особенности сваривания латуни
Тем, кто решил заняться сваркой латуни в домашних условиях, необходимо учитывать особенности цветного сплава. Хотя по физическим свойствам латунные сплавы схожи с медью, из-за высокого содержания цинка (его бывает 40%) латунь намного капризнее. Температура плавления меди – 1080°С, цинка всего 420°С. Он начинает выгорать в процессе работы, вскипает при 950°С. В рабочей зоне образуются ядовитые пары и белый налет на металле, он мешает разогревать заготовки.
Расплавленный цветной металл способен насыщаться водородом, шов становится рыхлым, пористым, начинает трещать. Прочность у такого соединения небольшая. Для получения полноценного шва необходимо предусмотреть:
- защиту свариваемых деталей от перегрева, с этой задачей справляется флюс или шлаковая обмазка;
- локализовать водород, чтобы он не соприкасался с ванной расплава – необходимо увеличить приток кислорода или прикрыть рабочую зону инертным аргоном, препятствующим окислению.
Учитывая особенности латунных сплавов, нетрудно предположить, что варить их можно электродуговой, газовой или аргонодуговой сваркой.
Подготовка деталей к сварке
Для любого вида сварки свариваемый металл предварительно необходимо подготовить. У латунных заготовок необходимо тщательно зачищать кромки, на них содержатся плотный слой окислов. Для работы применяют новые стальные щетки, на которых нет частичек стали, наждачную бумагу или шлифовальную машинку. Некоторые предпочитают работать напильником.
Разделку заготовок проводят, ориентируясь на их толщину:
- детали толщиной от 1,6 до 6 мм предварительно не разделывают;
- тонкостенную латунь (до 1,5 мм) отбортовывают, чтоб улучшить качество соединения;
- кромки заготовок, толще 6 мм, предварительно притупляют: делают Х-образную разделку под двухсторонний провар стыка.
Необходимо придерживаться нескольких правил укладки заготовок:
- детали толще 1,5 мм укладывают с зазором 2 мм, когда расстояние между деталями небольшое, а шов длинный, металл неравномерно прогревается, в нем возникают внутренние напряжения, они становятся причиной трещин;
- используя специальные подкладки, зазор между деталями можно увеличить, толщина диффузного слоя станет больше.
Важно правильно установить детали относительно друг друга, от этого напрямую зависит качество шва. Тонкие заготовки предварительно не прогревают, металл быстро нагревается.
Сварка аргоном
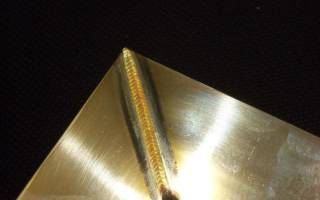
Заготовки, толще 5 мм, можно проварить, используя сварку латуни аргоном. Аппарат подает в рабочую зону защитный газ по соплу, в котором крепится токопроводящий электрод. Валик образуется за счет присадочной проволоки, она должна соответствовать марке латуни.
Под аргоновую сварку окалину с деталей снимают непосредственно перед работой, чтобы поверхность не успела сильно окислиться. Защитный газ включают до разогрева электрода, выключают через 20 секунд после образования валика.
Сварку латуни и бронзы выполняют за один проход, однослойно, прерывистым швом. Работать нужно аккуратно, чтоб не было прожогов, поддерживая длинную дугу, сила тока при этом автоматически снижается, металл не так сильно перегревается во время наплавки присадки. Аргоновая сварка латуни производится постоянным током прямой полярности, в помещениях ее проводят в масках с нагнетанием воздуха. При работе выделяется много вредного оксида цинка. В домашних условиях аргоном латунь не варят.
Электродуговая сварка
Варить латунь можно электродуговой сваркой. Условия получения качественного шва:
- за один проход проваривается латунь толщиной не более 3 мм, толстые заготовки сначала проходят короткими стежками, затем хорошо прогревают, чтобы не возникали трещины и поры, после этого быстро делают финишный слой;
- внутренние напряжения в шве снимают прогревом готового соединения до 600–650°С, структура металла после такого отжига становится мелкозернистой;
- для уплотнения валика швы обязательно проковывают молотком, толстые соединения – в разогретом виде;
- желательно предварительно прогревать заготовки до 200-300°С;
- тонкостенный металл проходят одним швом, чтобы избежать прожогов.
Для сварки латуни нужен постоянный ток, прямой полярности, короткая дуга. Варят металл из нижнего положения. Стандартная скорость образования валика – 30 см за минуту, максимальный ампераж рабочего тока – 250 А (для толстых заготовок).
Сварить латунь можно двумя видами электродов:
- Графитовыми (угольными), они нужны для поддержания дуги при заделке зазора между заготовками. Присадка при сварке тонких деталей не применяется, для соединения толстых элементов применяют многокомпонентную наплавочную проволоку на основе меди и цинка в обмазке из буры или другого флюса.
- Латунными с содержанием цинка (до 40%), марганца, алюминия, других металлов. Их используют как наплавочный материал. Стержень соответствует проволоке ЛК 80-3 или КМц 3-1 (бронзовый сплав). Обмазка содержит марганцевую руду, концентрат титана, борный шлак.
Выбор электродов зависит от химического состава деталей, их толщины. Перед работой их в течение получаса необходимо прокалить при температуре 200°С.
Газовая сварка
Газосварка латуни производится, когда малоэффективна электродуговая сварка, качество швов при работе при плавке металла горелкой хорошее. Варить латунь нужно с переизбытком кислорода в газовой смеси по двум причинам:
- образовавшаяся оксидная пленка на ванне расплава снижает скорость испарения Zn;
- связывается водород, которым может насыщаться шов.
По ГОСТу газовая сварка латуни производится с использованием нескольких видов присадок:
- ЛКБ 062-02-004-05, медная проволока, легированная оловом и кремнием, в составе есть бор, его хватает для защиты ванны расплава, флюс применять не надо;
- ЛК 62-0,5, этот наплавочный латунный материал плавят с бурой.
Защитный флюс делают самостоятельно: смешивают буру или боракс (Na2B4O7) с небольшим количеством борной кислоты. Делают из этой смеси густую кашицу, наносят на рабочую зону кисточкой. Можно купить готовый флюс БМ-1, состоящий из ¾ метилбората и одной части метилового спирта.
Полезные советы
Когда варится латунный сплав, выгорает цинк, образуя токсичный оксид, его можно узнать по мелким хлопьям белого цвета. Процесс сопровождается потрескиванием. В домашних условиях необходимо применять средства индивидуальной защиты, хорошо вентилировать помещение, а лучше работать на открытом воздухе. Как и при любых сварных работах, нужно соблюдать технику безопасности, надевать одежду из плотной негорючей ткани. Огнетушитель нужно держать под рукой.
Вместо сварки нередко применяют пайку латуни паяльной лампой. В качестве присадки используют оловянный припой, как флюс – буру. Расплавленное олово заполнит трещину, у диффузного слоя будет бронзовый оттенок.
Сварка латуни – сложный, но вполне выполнимый процесс
Сварка латуни в домашних условиях, а также в производственных цехах осложнена тем, что при выполнении такого процесса отмечаются немалые испарения цинка.
1 Сварка латуни – общая информация
Латунь представляет собой трудно свариваемый сплав цинка и меди. В тех случаях, когда речь идет о специальных марках латуни, в такой сплав добавляют еще и никель, и свинец, и олово. При наложении сварочного шва на латунную поверхность отмечается активное выделение цинка, что становится причиной возникновения пор, уменьшающих прочность получаемого соединения.
Теплопроводность меди выше, чем теплопроводность латуни. При этом данный показатель у латунного сплава выше, чем у стали. Специалисты рекомендуют при обработке латуни выбирать мощность горелки такую же, как и при сварке стальных изделий: на 1 миллиметр металла – до 120 л/ч ацетилена. За счет такой мощности цинк не испаряется усиленными темпами, а сварочная ванна не перегревается. Как правило, мощность горелки берется тем меньше, чем больше в обрабатываемом сплаве содержится цинка.
При соединении с кислородом из воздуха пары цинка формируют оксид цинка. Это химическое соединение очень ядовитое, появляется оно при указанных условиях на поверхности изделия подвергаемого сварке в виде характерного налета белого цвета. Пористость латуни и интенсивность выделения паров цинка становится более интенсивным тогда, когда в сварочном пламени присутствует водород.
Чтобы нивелировать негативные процессы, производят регулировку пламени горелки так, чтобы избыток кислорода составлял не менее 25 процентов (лучше, если этот показатель будет находиться на уровне 35 процентов). Именно подобные характеристики пламени гарантируют снижение пористости соединительного шва. Но «чрезмерное» содержание кислорода становится причиной активизации процесса окисления цинка.
По этой причине необходимо использовать особую присадочную проволоку, которая бы имела мощный раскислитель. В большинстве случаев функцию указанного раскислителя выполняет кремний, способный восстанавливать окислы в сварочной ванне. При химической реакции восстановления отмечается образование оксида кремния. Его без труда можно удалить в шлак при помощи флюсов.
В целом изделия и поверхности из латуни сейчас соединяют следующими видами сварки:
2 Дуговая сварка сплавов меди и цинка, электроды для нее
Чаще всего для такого процесса используют электроды с ЗТ-покрытием. Их стержень сделан из бронзы, содержащей марганец и кремний (1 и 3 % соответственно), а покрытие из:
- порошкового алюминия (2,5 %);
- серебристого графита (16 %);
- марганцовой руды (17,5 %);
- ферросилиция (32 %);
- плавикового шпата (13 %).
Сварочный процесс данными электродами осуществляется при обратной полярности постоянным током. Причем для уменьшения выгорания цинка применяется короткая дуга. С обратной стороны под стык подкладывают асбестовую прокаленную подкладку, которая защищает его от вытекания металла. Разделка кромок не предусматривается, если свариваются листы толщиной менее 4 мм.
После выполнения сварочных мероприятий производится обязательная проковка шва с последующим его отжигом, позволяющим обеспечить мелкозернистую структуру металла и сделать его химический состав однородным. Отжиг ведется при температурах около 635 °С.
Допускается также дуговая сварка латунных поверхностей угольным электродом (прямая полярность, постоянный ток) с использованием специальных флюсов. К наиболее распространенному флюсу, который применяется многими предприятиями, относят состав БЛ–3:
- древесный уголь – 2,5 %;
- хлористый натрий – 12,5 %;
- криолит – 35 %;
- хлористый калий – 50 %.
Режим сварки с помощью угольного электрода зависит от толщины латуни. Так, для соединения изделий толщиной до 3 мм применяется ток от 180 до 200 А (сечение электрода – 6 мм), до 5 мм – ток от 240 до 270 А (10 мм), до 10 мм – от 400 до 450 А (18 мм), от 14 до 16 мм – ток до 550 А (20-миллиметровый электрод).
Добавим, что латунные изделия толщиной от 10 и более миллиметров сваривают с предварительным подогревом до 350 градусов, меньшей толщины – без подогрева.
3 Сварка латуни аргоном – эффективная современная технология
Перед аргонодуговой сваркой необходимо тщательно зачищать латунные поверхности до тех пор, пока на них не появится характерный металлический блеск. Использование азотной кислоты позволяет удалить все окислы с детали из латуни, а после этого ее желательно обдать горячей водой и хорошо высушить.
Описываемый тип сварочного процесса рекомендован для соединения латуней относительно большой толщины (не менее 5 мм). Электрод устанавливают в горелку (в токопроводящий механизм), аппарат включается и начинается операция сварки, которая сопровождается необычным треском, который вызывается выделением паров цинков.
Латунь соединяют электрической дугой отдельными валиками, а не методом сплошной варки, при которой есть очень высокая вероятность появления дырки на изделии. Когда заваривается кратер, рекомендуется уменьшать (постепенно) напряжение дуги, повышая ее длину, а затем медленно убирать ее на финальной стадии процесса в сторону.
Аргонодуговую сварку можно выполнять и своими руками, но при этом данный процесс должен осуществляться либо на улице, либо в оборудованных специальным образом помещениях, оснащенных мощными вытяжками, способными удалять ядовитые пары цинка. Не всегда указанные условия могут быть соблюдены домашними умельцами, поэтому самостоятельная сварка латунных изделий не рекомендуется.
Достоинства применения аргонодуговой сварки:
- не нужны электроды с дорогостоящим покрытием и флюсы;
- сварочный процесс признается по-настоящему качественным и одним из наиболее чистых;
- хорошая скорость выполнения операции;
- возможность получать конструкции высокого уровня эстетичности;
- защита кромки от разрезов;
- выдувание струей аргона отходов процесса.
4 Газовая сварка изделий из латуни
Используется в случаях, когда электрическая дуга не дает ожидаемой эффективности сварки. Газосварка гарантирует хорошее качество шва, но при ней отмечается испарение большого (до 25 процентов) объема цинка. Для снижения такого испарения обычно применяют окислительное пламя, благодаря которому формируется жидкая пленка оксида цинка, собирающаяся на поверхности ванны. Она не дает цинку поступать в воздух.
Газовая сварка производится с использованием следующих присадочных проволок, соответствующих Государственному стандарту 16130–72:
- ЛКБ 062-02-004-05. В ее составе: олово (от 0,3 до 0,7 %), медь (от 60,5 до 63,5 %), бор (от 0,03 до 0,1 %), кремний (от 0,1 до 0,3 %). Наличие бора исключает необходимость использования флюса, так как данный элемент отлично справляется с его функцией.
- ЛК 62-0,5. Проволока состоит из цинка, кремния (до 0,7 %) и меди (до 63,5 %, не менее 60,5 %). В этом случае требуется применять и флюс – буру, прошедшую процедуру прокалки.
Также российскими предприятиями часто используется специальный флюс БМ–1, включающий в себя:
БМ–1 поступает в ванну в парообразном виде и характеризуется следующими достоинствами:
- обеспечение безвредности выполнения сварочных работ;
- получение качественного шва;
- увеличение производительности процесса.
Специфика сварки латуни
Сварка латуни является технологически сложным процессом, так как входящие в состав сплава медь и цинк обладают различными физико-химическими свойствами.
Сварка латуни является технологически сложным процессом, так как входящие в состав сплава медь и цинк обладают различными физико-химическими свойствами. Тем не менее производить соединение различных деталей, изготовленных из латуни, с помощью сварки можно несколькими вполне доступными способами, причем технологически этот процесс в большей степени похож на сваривание меди.
Определение
Латунь является двойным или многокомпонентным сплавом меди и цинка, для чего дополнительно добавляют в состав в небольшом количестве олово, никель, свинец, марганец, железо и другие присадки. Металлургическая классификация разделяет латунь и бронзу как разные по физико-химическим свойствам сплавы.
В промышленности используют два основных вида латунных сплавов:
- однофазный или альфа, где цинк составляет не более 35% от общей массы. Изделия на основе такого состава легко деформируются в любом состоянии без необходимости в дополнительном нагреве.
- двухфазный или альфа-бета, в состав которого добавляют до 60% цинковой массы. Отличительной чертой данного сплава является хорошая прочность и износостойкость, а вот обработку приходится производить с помощью давления и высокой температуры.
Особенности при сварке латуни
Сварка латуни также сопровождается образованием соединения кислорода и цинка или окислением последнего по формуле 2Zn+O2=2ZnO. Оксид цинка в виде пленки белого цвета образуется непосредственно в зоне термической обработки и покрывает участки металла в районе сварного шва, тем самым препятствуя свободному сплавлению латунных деталей.
Для термической обработки латуни также характерен процесс поглощения свободного водорода, который при попадании в расплавленный металл не успевает вовремя выделиться и застывает, тем самым способствуя образованию газовых пузырей и пор в структуре сварного шва, тем самым значительно снижая его прочность.
Таким образом, если обобщить трудности, с которыми придется столкнуться при сварке латуни, то можно выделить:
- испарение и выгорание цинка,
- окисления цинка с образованием оксидной пленки,
- образование пористости и трещин в месте сварки.
Методы сварки латуни
На практике применяют три основных способа сварки латуни, а именно:
- электродуговую сварку,
- газопламенную сварку,
- аргоновую сварку.
В свою очередь электродуговая сварка делится на:
- сварку с помощью латунных электродов,
- сварку с помощью угольных электродов.
Для обычной электродуговой сварки латуни используют постоянный электрический ток прямой полярности. Сварка производится короткой дугой из нижнего положения, которую поддерживают силой тока в 250 ампер для пятимиллиметровых электродов, при этом скорость укладки сварочного шва составляет до 30 сантиметров в минуту.
По окончании работ сварочный шов необходимо проковырять и дополнительно отпустить путем разогрева до температуры в 600-650⁰ C. Изготовление электродов для электродуговой сварки производят из латунной проволоки на основе меди и 40% цинка с небольшими добавками до 5% марганца, алюминия, железа и прочих компонентов.
Выбор электродов
- графитированые, для изделий небольшой толщины не требуют дополнительной присадочной проволоки;
- толстопокрытые электроды, с многослойным покрытием.
Изготавливают электроды путем покрытия сварочной проволоки типа ЛК-80-3 слоем обмазки толщиной в треть миллиметра, приготовленной из смеси состоящей из одной трети жидкого стекла и двух третьих частей сухих веществ:
- марганцевая руда — 30%,
- концентрат титана — 30%,
- ферромарганцевых компонентов — 15%,
- меловая крошка — 20%,
- калий сернокислого — 5%.
После высыхания обмазки ее дополнительно покрывают миллиметровым слоем флюса, представляющего собой смесь жидкого стекла с борным шлаком.
Сварку латуни с помощью угольных электродов производят аналогично процессу сварки медных деталей, с той лишь разницей, что применяется в качестве припоя латунная проволока с содержанием цинка до 40% и пятипроцентной марганцевой присадкой, которая покрыта специальным флюсом.
- толщина свариваемых листов латуни на один проход не должна быть более 3 мм;
- объемные изделия необходимо заранее прогревать до температуры в 200-300⁰ C;
- тонкостенные материалы рекомендуется сваривать одним проходом, так как при многослойной сварке могут образовываться в большом количестве трещины и поры.
Для соединения тонкостенных деталей и труб, выполненных из латуни, в основном применяется газопламенная сварка. При ее использовании для снижения количества испарений молекул цинка, сварку латунных изделий производят пламенем с переизбытком кислорода. Вследствие чего образуется тонкая оксидная пленка ZnO, которая и позволяет в значительной мере уменьшить процесс испарения цинка. Причем кислородный избыток вдобавок позволяет связывать свободный водород, который образовывается в пламени горелки, из-за чего, в свою очередь, уменьшается его проникновение в расплавленный металл.
Флюс для газопламенной сварки изготавливают на основе прокаленной буры с добавлением борной кислоты. Эту сухую смесь предварительно разводят водой до состояния густой пасты, а перед началом работ пастообразную массу флюса просто наносят кисточкой на место будущей сварки.
Сварка латуни в среде аргона
Устройство аргоновой сварки представляет собой токопроводящий зажим, фиксирующий электрод в виде округлого сопла, при помощи которого на место сварного шва и поступает газ аргон. Формирование сварного шва производится с помощью проволочного припоя, который для качественного соединения должен быть полностью идентичен по составу с латунным сплавом свариваемых деталей.
Обязательным условием качества сварки аргоном является необходимость тщательной подготовки места будущей сварки, как в принципе и для других способ сварки. Для этого на краях заготовок необходимо вырезать специальную сварочную кромку, а место сварки тщательно зачистить до идеального блеска с помощью напильника или наждачной бумаги. Для очистки латунных поверхностей от окислов используют метод травления разбавленным раствором азотной или соляной кислоты, причем кислотную очистку надо проводить непосредственно перед началом сварочных работ.
Пару советов напоследок
Стоит знать и помнить, что во время сварки латунных изделий образуется оксид цинка в виде белого порошка или белесых паров, который является токсичным веществом и противопоказан для попадания внутрь человеческого организма. Поэтому необходимо производить сварочные работы либо на открытом воздухе, либо при хорошей вытяжной вентиляции, а также в обязательном порядке воспользоваться такими средствами индивидуальной защиты, как защитная маска или защитные очки и респиратор.
Особенности сварки латуни различными методами
Латунь представляет собой сплав меди с легирующим компонентом – цинком. Активное испарение цинка при выполнении сварки латуни является причиной образования пор в сварном шве, что снижает качество соединения. В процессе работы в воздух выделяются ядовитые пары цинка, которые представляют опасность для человека. Чтобы обеспечить требуемую прочность соединения и избежать негативных последствий, необходимо соблюдать требования технологий создания сварных швов.
Виды технологий сварки изделий из латуни
В целом технология сварки медного сплава похожа на сваривание изделий из чистой меди. Выполнение соединения латунных изделий толщиной до 10 мм не требует предварительного подогрева элементов. При соединении более массивных деталей рекомендуется произвести местный подогрев до 350ºС.
Изделия толщиной до 6 мм можно сваривать с зазором от 1 до 2 мм без подготовки специальных кромок. При большей толщине элементов необходима V-образная или X-образная разделка швов.
Специалистами разработано несколько видов технологий эффективной сварки изделий и поверхностей из латуни. Конкретный вид выбирается в зависимости от наличия оборудования, источника электричества, условий проведения работ и требований к качеству сварного соединения.
Дуговая сварка латуни
Для дуговой (электродуговой) сварки латуни применяется постоянный электрический ток, который вырабатывается источником большого тока при относительно невысоком напряжении. Напряжение подаётся на электрод и на соединяемую поверхность, в результате чего между ними возникает электрическая дуга.
Сварочный процесс латунных заготовок производится короткой дугой. Технология дуговой сварки основана на одновременном плавлении электрода и свариваемых деталей.
Дуговой вид сварки латуни предусматривает использование графитированных или толстопокрытых электродов из латунной проволоки, содержащей в составе, кроме меди и цинка, еще марганец, алюминий, железо и кремний.
Покрытие стержня таких электродов представляет собой слой обмазки, которая изготавливается из смеси жидкого стекла с сухими веществами:
- марганцевой рудой;
- ферромарганцем;
- меловой крошкой;
- графитом;
- алюминием.
Эта технология допускает использование угольных электродов с присадкой, покрытой специальными флюсами. Сила тока и величина сечения электрода выбираются в зависимости от толщины свариваемых латунных деталей. Так, для деталей с толщиной стенки до 5 мм необходим ток в 250 ампер и угольный электрод с сечением 10 мм.
Для прочного и надёжного соединения элементов по технологии электродуговой сварки должны быть выполнены определённые условия:
- массивные детали необходимо предварительно прогревать;
- тонкие листы следует соединять одним проходом, поскольку многослойный метод вызывает увеличение количества трещин и пор в металле;
- толщина латунных листов на один проход не должна превышать 3 мм;
- с внутренней стороны под шов рекомендуется помещать асбестовую подкладку, чтобы избежать вытекания металла.
Аргонная сварка латуни
Аргонная сварка – это вид дуговой сварки в среде защитного газа аргона, поэтому она ещё называется аргонодуговой. Такая технология является самой распространённой, так как обеспечивает требуемое качество работ и позволяет сгладить нежелательные последствия. Сварочный процесс с использованием инертного газа предназначен для сварки толстых заготовок латуни.
Перед началом работы необходимо зачистить поверхности до металлического блеска. Для удаления окисления используется азотная кислота, затем изделие следует промыть и просушить.
Латунь сваривается посредством длинной электрической дуги отдельными валиками, так как сплошной метод может прожечь изделие насквозь. Для получения качественного шва напряжение дуги в сварочной зоне необходимо постепенно уменьшать.
Для технологии аргонодуговой сварки используют как плавящиеся, так и неплавящиеся электроды. В качестве неплавящегося элемента обычно применяется вольфрамовый электрод. Подходящим присадочным материалом является бронзовый или фосфорный пруток. Присадочная проволока заделывается в шов вручную. Весь процесс сопровождается характерным треском, который обусловлен выделением цинковых паров.
Достоинства аргонной сварки:
- нет необходимости в применении дорогостоящих электродов и флюсов;
- технология является качественной и относительно безопасной;
- сварка осуществляется с хорошей скоростью;
- достигается результат требуемого эстетического уровня;
- в процессе работы производится выдувание вредных отходов инертным газом;
- сварные швы не покрываются шлаковой коркой;
- аргон защищает кромки свариваемых деталей от возникновения на них оксидных корок.
Сварка изделий из латуни с помощью газа
Технология газовой сварки применяется в том случае, когда отсутствует электричество или электродуговая сварка не обеспечивает получение ожидаемого результата. Процесс газосварки гарантирует прочность шва, но имеет существенный недостаток – большое испарение цинка. Для уменьшения объёма выделяющегося цинка применяется окислительное пламя. Благодаря пламени на поверхности образуется плёнка оксида цинка, препятствующая поступлению вещества в воздух.
Сварочное пламя влияет на прочность шва, поэтому мощность пламени подбирается исходя из оптимального расхода ацетилена. Во избежание перегрева металла такой расход должен составлять от 100 до 120 дм³/ч на миллиметр толщины поверхности. Сварочное пламя направляется на присадочный материал, расположенный под прямым углом к мундштуку. Конец присадочного прутка следует постоянно держать в пламени. Скорость сварки должна быть максимальной.
В процессе газовой сварки используется самофлюсующаяся присадочная проволока, дополнительного применения флюса при этом не требуется. Можно применять кремнистую латунную проволоку, благодаря которой повышаются прочность и плотность шва. Сечение присадки выбирается в зависимости от параметров соединяемого сплава.
Шлаки, которые образуются при сварке, смываются водой. После сварки для обеспечения плотности, прочности, мелкозернистости шва осуществляется его проковка и последующий отжиг с постепенным охлаждением.
С осторожностью следует создавать потолочные швы, учитывая текучесть расплавленного материала. Мощность пламени при этом должна быть снижена.
Сварка латуни с металлами и сплавами
Технология сварки латунных элементов с другими металлами имеет свои особенности, так как на прочность соединения влияют различные физико-химические характеристики сплавов. Чаще всего используется сварка с применением неплавящегося вольфрамового электрода. Хороший результат даёт проведение работ в специальной камере, условия в которой находятся под постоянным контролем.
Наиболее распространённым является соединение медного сплава со стальными поверхностями. В результате на стали под слоем латуни нередко появляются трещины. Чтобы избежать такого недостатка, рекомендуется в качестве элемента соединения выбирать никелевый сплав. Для сваривания латунной детали с легированной нержавеющей сталью используется присадочный латунный пруток.
Соединение титановых поверхностей с латунными заготовками приводит к созданию хрупких конструкций. Для обеспечения прочности шва следует применить промежуточные титановые вставки. Такие вставки усиливаются методом легирования титана ниобием или молибденом. Физические свойства ниобия сходны с титаном, поэтому этот сплав хорошо контактирует с латунью.
Сварка латуни может производиться самостоятельно без привлечения специалистов по той технологии, которая наиболее подходит для проведения работ. В любом случае процесс должен проходить на открытом воздухе, или в помещении, оборудованном мощными вытяжными устройствами. При этом не следует забывать о средствах индивидуальной защиты:
Видео по теме: Сварка латуни
Особенности сварки латуни
Сварка латуни – это довольно-таки сложный процесс. Он затрудняется тем, что один из компонентов состава латуни, цинк, во время нагревания плавится и испаряется. В связи с этим страдает прочность будущего изделия. Кроме того, пары, выделяющиеся при испарении цинка, пагубно влияют на здоровье рабочего. Выход был найден относительно недавно. Ввиду данных недостатков процесса была придумана и опробована технология, получившая наименование «быстрая сварка латуни аргоном». Эта технология стала настоящим прорывом в осуществлении данного рода деятельности.
Сварка латуни опасна для здоровья человека, так как ее пары являются ядовитыми.
Многие неопытные сварщики, при поставленной задаче произвести сварку деталей из латуни, предпочтут традиционный метод. Однако этот процесс не будет столь эффективным и простым. Забегая вперед, отметим, что такой горе-любитель сварочных работ получит лишь испорченный материал и пониженную самооценку. Для того чтобы избежать фиаско, следует учесть некоторые моменты, о которых речь пойдет чуть ниже.
Сварка латуни: технология
Как известно, латунь – это металл, созданный из сплава меди и цинка. Процесс получения соединения латуни является очень трудным, так как при сварке цинк довольно-таки легко испаряется. К тому же во время испарения цинк окисляется и становится чрезвычайно опасной, практически не поддающейся плавке окисью.
При работе с латунью обязательно используйте респиратор.
Во время сварки латуни следует соблюдать правила безопасности, такие как работа в респираторе, а также наличие в помещении, в котором будет осуществляться процесс сварки, совершенной и исправной системы вентиляции. Чуть ниже будут рассмотрены основные технологии сварки латуни, при которых результат будет устраивать работника, а процесс работы будет наиболее безопасным и простым.
Теперь стоит более подробно дать определение понятию «сварка аргоном». Сварка аргоном – процесс сварки, который осуществляется с использованием газа аргона, в качестве нагрева газа используется электрическая дуга, получившая название аргонодуговая. Активно применяется при сварке латуни и бронзы.
Использование аргонодуговой сварки латуни целесообразно при деталях, имеющих толщину более пяти миллиметров, причем данный процесс осуществляется очень быстро. Электропровод следует поместить в устройство горелки, которое проводит электричество. Края, в отношении которых осуществляется пайка, расплавляются благодаря воздействию электродуги.
Прежде чем осуществлять сварку латуни аргоном, будущую деталь нужно зачистить до металлического блеска. К тому же во время сварки аргоном нужно соблюдать главное условие осуществления данного технологического процесса. Результатом такой очистки должна стать деталь, не имеющая окисленных частей, убрать их можно с помощью азотной кислоты. После избавления от окислов деталь тщательно промывают под струей горячей воды и просушивают.
Советы будущему сварщику латуни
Во время сварки аргоном следует соблюдать некоторые правила, позволяющие осуществить данный процесс наиболее качественно:
Схема сварки латуни горелкой.
- Латунь варить следует «участками», а не сплошняком: так латунь прогорает, и куски металла отлетают от основания.
- Пайка латуни должна осуществляться с использованием «12-го» перехлеста, отдельными валиками. При сплошной варке прогорает отверстие, и латунь начинает «выстреливать».
- Во время заварки кратера нужно постепенно уменьшать напряжение, одновременно увеличивая длину дуги, а потом отвести ее в сторону.
- Сварной шов заполняется полностью, на всю его высоту. Если же шов «подваривать», то это поспособствует глобальному испарению цинка. И как следствие, появлению разнообразных дефектов.
- Для уменьшения испарения цинка можно использовать пламя с избыточной подачей кислорода, а также применять специальные присадочные материалы, которые легированы такими веществами, как кремний, алюминий, бор. Эти вещества образуют покров из шлака, а он, в свою очередь, не дает цинку испаряться.
Еще одной особенностью варки латуни является возникновение необычного шума, проявляющегося в виде треска, и еще появления необычной окраски дуги, что связано с активным выделением паров цинка.
Кроме того, латунь, которая содержит большое количество цинка, сварке не поддается, так как цинк, особенно если он ненадлежащего качества, начинает закипать и очень быстро испаряться. А это чревато образованием неаккуратного сварного шва.
Так как сварка латуни – это высокотоксичный процесс, то в домашних условиях работу следует проводить на открытом воздухе.
Преимущества соединения латуни аргоном
Теперь же стоит отметить преимущество ведения сварочных работ латуни с помощью газа аргон:
Ориентировочные режимы сварки латуни.
- Производство эстетически сложных изделий.
- Нет необходимости в использовании электродов и флюсов.
- В результате сварки получаются высококачественные, эстетичные, прочные швы.
- Нет надобности в зачистке детали от шлаков.
- Кромки разрезов, подвергшиеся воздействию аргона, защищены от различного рода нитридных, оксидных и прочих пленок. Все отходы во время пайки легко выдуваются струей аргона.
- Пожалуй, самый чистый и высококачественный процесс металлообработки, так как выделение сварочных аэрозолей минимально.
- С помощью данного метода осуществляется сварка бронзы. При обработке бронзы аргоном металл получает усовершенствованную прочность. Стоит сказать, что сварка бронзы аргоном – довольно эффективный метод обработки этого металла.
- С помощью аргоновой сварки умельцы способны соединить как малые, так и крупномасштабные конструкции.
- Аргон не только способен соединять плохосоединяющиеся металлы, но и восстанавливает объем изношенных поверхностей детали путем наплавки. Это позволяет существенно продлить срок службы такой детали.
- Сварка аргоном может осуществляться и при малой подаче электричества. Более того, данный метод позволяет варить и детали, сделанные из тонколистового металла.
Таким образом, исходя из вышесказанного, можно сделать вывод, что сварка латуни – это процесс, который требует некоего «разнообразия». Например, к методам данного разнообразия относится сварка не посредством электродов и флюсов, которые проводят «силу тока», а посредством специального газа, который имеет название аргон.
В свою очередь, аргон способствует более эстетичному оформлению сварного шва: он становится аккуратным, красивым и своеобразно-уникальным.
Также необходимо сказать и о том, что сварка аргоном – более эргономичный процесс, который можно проводить в жилом помещении. Сама же сварка осуществляется намного легче и быстрее традиционной.