Содержание
- Воронение «Ржавым» лаком
- Воронение ржавым лаком, рушим каноны
- Технология воронения металла в домашних условиях
- Особенности воронения металлов
- Основные правила обработки
- Обработка при помощи химического оксидирования
- Использование ржавого лака
- Другие способы воронения
- Обработка алюминиевой поверхности
- Общество любителей пневматики 18+
- Воронение ржавым лаком.
- Ржавый лак своими руками
Ржавый лак своими руками
Воронение «Ржавым» лаком
Технология известная и в инете подробное описание найти не сложно.
Просто оставлю здесь свой опыт изготовления и использования.
Изготовление «ржавого» лака:
Все компоненты указаны из расчета на пол литра конечного продукта.
Компоненты
1. Соляная кислота, 20 гр (
16мл)
2. Азотная кислота, 23-25 гр, (
16мл)
3. Опилки или стружка чугуна или высокоуглеродистой стали 15 гр.
4. Металлическая окалина — 15 гр.
5. Дистиллированная вода 0.5л.
6 Химический стакан или колба на 0.5л или более (можно попробовать другую посуду, но учтите, при приготовлении раствора происходит бурная экзотермическая реакция с выделением большого количества тепла и газа)
ПРЕДУПРЕЖДЕНИЕ.
Соляная кислота достаточно опасное вещество, да и азотная не подарок — работайте в перчатках, берегите кожу и глаза.
Испарения соляной кислоты (а концентрированная соляная кислота сильно парит) также опасны для дыхательной системы, если есть возможность используйте маску с противокислотными фильтрами.
При попадании на открытые участки тела, смойте большим количеством проточной воды.
Едкий натр (Каустическая сода) тоже вещество еще то, причем в плане ожогов он более коварен, ожог раствором едкого натра тактильно не так ощутим как от кислот, но последствия от него не менее печальны, так что, при попадании на кожу, необходимо так же промыть большим количеством воды.
Кислоты должны быть концентрированные, соляная с плотностью
Стружку я получил отторцевав чугунную болванку на токарнике (в принципе можно наточить напильником, но по мне так долго , так что если есть какая то механизация для получения стружки, то пользуйтесь (Электролобзик, дрель и т.п.) сильно мелкая стружка нам не обязательна.
Металлическую окалину, проточил какую то железяку (с малым шагом для получения мелкой стружки), типа куска арматурины, и потом отжёг стружку газовой горелкой в плошке, наверно можно прокалить и на плитке, просто больше времени уйдет.
Далее, ВНИМАНИЕ. Делать на открытом воздухе, подальше от людей и животных, лучше в маске (3м или какой еще, хорошо бы с фильтрами против кислотных паров), ну или по крайней мере стоять с наветренной стороны.
Не делайте это на балконе, не поленитесь выйти на улицу, иначе все что металлическое у вас есть на балконе оксидируется — выделяемый газ очень активен, да и запах еще тот.
Процесс приготовления раствора:
1. Аккуратно налейте всю (20 гр) соляную кислоту в емкость.
2. Смешайте чугунные опилки с окалиной и добавьте в раствор где то 10 грамм (1/3 от получившегося количества опилок)
3. Добавляем 7 грамм (1/3 от приготовленного количества) азотной кислоты
(По частям добавляем что бы в процессе бурной реакции у вас все не убежало из колбы, так как объем субстанции в первоначальный момент за счет резкого выделения газа возрастает раз в пять-десять)
Реакция начинается сразу после добавления опилок, но после добавления азотки она переходит в бурную стадию с вскипанием раствора и выделением большого количества бурого газа, химики наверное объяснят реакцию, ну а я уж очень давно окончил и школу и институт
Ждем когда процесс немного успокоится, и дальше добавляем еще треть опилок и треть азотки, и после замедления реакции добавляем оставшуюся азотку и опилки.
Добавляем грамм 50 дистиллированной воды
и ждем пока реакция почти прекратится и раствор остынет.
Далее надеваем на стакан/колбу или резиновую перчатку или изделие №2 Несем домой, выставляем на балкон и даем отстоятся раствору в течении суток, реакция будет слабо протекать еще некоторое время, поэтому и нужна перчатка.
Через сутки перемешиваем раствор (у вас там могут остаться не прореагировавшие опилки — ничего страшного, просто опилок мы засыпали с избытком, для того что бы кислоты точно все прореагировали) . Процеживаем через малярное ситечко или марлю получившийся раствор и разбавляем его дистиллированной водой до получения объема 0.5 литра.
Все раствор готов к применению и его вам хватит на долго.
Теперь процесс воронения/оксидирования.
Само воронение делиться на три этапа:
1. Обезжиривание детали
2. Промазка/выварка/крацевание
3. Масление, закупорка пор.
Естественно деталь должна быть механически подготовлена, отшлифована, и возможно даже отполирована, от качества подготовки поверхности будет зависеть и качество воронения, запомните — воронение не сможет скрыть ваши огрехи подготовки детали, это не краска, все самые мелкие царапины и изъяны будут видны.
Самый эффективный состав (из расчета на 1 литр)
1. Каустическая сода — едкий натр (NaOH)10-15 гр
2. Тринатрийфосфат — 50-70 гр. (продается как средство для мытья посуды в хозмагах)
3 Кальцинированная сода — 30-40 гр
4. Жидкое стекло 3-5 гр (Силикатный клей)
5. Вода — лучше дистиллированная/талая или хотя бы кипяченая.
Есть более доступные но менее эффективные растворы, например с использованием порошка «крот» и т.п.(поищите в инете)
Делаем обезжиривающий раствор, ставим на плиту и кипятим в нем деталь, от 15 минут и более. Контроль осуществляем по смачиваимости детали, на хорошо обезжиренной детали вода не должна собираться в капли, а покрывать всю поверхность тонким равномерным слоем.
После обезжиривания детали к ней уже нельзя прикасаться руками, используйте перчатки и заранее придумайте как будете работать с деталью, привязать проволоку, болт или шпильку в отверстие и т.п.
После обезжиривания раствор не выливаем он нам понадобится.
Далее тщательно промываем деталь под проточной водой (я делал так — клал деталь в миску, ставил в раковину под кран с теплой водой, и минут на пять оставлял под проточной водой)
Далее приступаем непосредственно к процессу воронения.
Данный процесс надо будет однотипно повторить минимум 4 раза, а лучше 5.
1. Взбалтываем раствор нашего лака. Подвешиваем деталь над газетами и мягкой кистью промазываем деталь со всех сторон, пытаемся избегать явных потеков и капель. Отжимаем кисть о газету и убираем ей капли/потеки.
2. Оставляем сохнуть, минут 15-40 (в зависимости от температуры в помещении), имейте терпение, раствор должен не только высохнуть но и прореагировать с поверхностью металла.
3. Делаем повторное промазывание, т.е. по высохшему раствору, промазываем еще раз нашим лаком.
4. Опять даем высохнуть детали
в это время ставим на плиту посудину в которую влезет деталь (я использовал нержавеющую миску), наливаем в нее воды — конечно лучше дистиллированной, но учтите расход будет приличный, некоторые говорят что можно и из под крана если немного подкислить ее азотной кислотой (1-3 грамма на литр), в принципе я пробовал и так и так особой разницы не заметил, на обычной воде образуется больше накипи но на процесс воронения это вроде как не влияет (может я ошибаюсь).
5. После того как деталь на шаге 4 высохла, опускаем в кипящую воду и варим где то минут 20-30, определяется это когда вся «рыжина» покрытия перейдет в насыщенный темно-серый/черный цвет. На первых выварках могут оставаться рыжие пятна — ничего страшного в дальнейшем они уйдут.
Достаем деталь, даем ей высохнуть и остыть.
6. Крацевание. На детали должен появится черный бархатистый налет — типа мелкой сажи, его нам надо счистить.
Используем мягкую латунную щетку или
можно делать это шуруповёртом/дрелью с насаженной мягкой щеткой, можно использовать металлическую техническую вату мелких номеров, наконец просто посудную губку (жесткой стороной) или опять же посудную металлическую губку.
Не переусердствуйте но и не жалейте деталь, нам надо удалить налет, держится он довольно крепко.
После очистки окунаем деталь в наш обезжиривающий раствор и немного там поболтаем, промываем под проточной водой, даем ей высохнуть и возвращаемся к шагу 1.
Повторное обезжиривание можно и не делать, если вы при крацевании не заляпали деталь, т.е. сразу после крацевания подвешиваем и мажем нашим «ржавым» лаком.
Я после двух первых промазок обезжиривал, потом бросил это дело, и мазал сразу после очистки.
Все это повторяем как минимум 4 раза а лучше пять.
Не огорчаемся когда после 1,2 выварки деталь будет иметь неказистый вид, если все технологии соблюдены к пятой выварке все будет нормально.
Ну и последний этап, после того как деталь после 4,5 выварок высохла и открацована, нам надо закрыть поры в образовавшейся оксидной пленке.
Для этого используем любое минеральное масло (я использовал И-20, но можно и любое минеральное машинное), если есть индикаторные полоски pH то лучше проверить масло на кислотность, оно должно быть нейтральное или чуть щелочное , т.е. pH от 7 или чуть больше
Варим деталь в масле при температуре 105-120 градусов, не забываем что температура кипения масла гораздо выше, поэтому доводить до кипения не надо, во первых будет вонять, во вторых перегорит масло быстро.
Греем минут 15-20, потом даем детали остыть прямо в масле или вынимаем и даем остыть на воздухе.
Тщательно протираем нашу деталь тряпочкой, вуаля , наша деталь готова.
В следующий раз, когда буду проводить данный процесс, постараюсь сделать снимки.
Воронение ржавым лаком, рушим каноны
Сообщение Wil » 05 фев 2011, 18:19.
Итак, пришел по почте ржавый лак, с калиевой селитрой.
пришло время порукоблудить))
вооружившись корытом, кистью, пластиковым ведерком для ржавого лака, металлической мочалкой для посуды, и проволочками для держания заготовок, а так же начитавшись «инструкций» — я приступил.
Для начала, честно варил железо в растворе соды пол-часа.
Потом промыл, покрыл таком, — на батарею, снова лаком, потом в корыто с кипящей водой из фильтра — вываркой (азотной кислоты не нашел, хотя не особо и искал).
После выварки тер это дело железной посудомоечной мочалкой.
потом снова лак, и т.д.
первый цикл — все путем.
второй — не очень.
третий — воронение первых 2х циклов стало облезать.
Я слегка начал выходить из себя, ибо к этому моменту ипалсо уже порядка 3х часов и подустал.
А результат все хуже и хуже. Наверно надо было не халтурить, а обезжиривать вывриванием в соде — после каждого карцевания мочалкой, но это было выше моих ленивых сил.
Да и железная мочалка — явно была плохим советом безграмотных гуру.
ибо, уж сильно жесткая, местами, на выступах заготовки, снимает воронение как шкурка.
Да и затевалось все скорее для развлечения.
вот я и решил развлекатся, раз уж нихрена не выходит.
Чем обезжирить так, чтоб это заменило получасовую варку в соде?
вспомнил про фери, который и микробов удаляет. А железную мочалку для карцевания заменил обычной посудомоечной паполоновой губкой, у которой искуственный войлок с одной стороны.
В итоге заменил 2 сложных операции — обезжиривание в соде, и карцевание после выварки — на «мытье посуды».
Тупо после операции выварки, мыл заготовку в раковине, твердой частью губки с фери.
И обезжирил и черную «бахрому» снял.
Потом лак, батарея 5 мин, лак, батарея 5 мин, выварка в воде для окисления лака 15 мин,
потом раковина, губка, фери. Тереть так, как будто оттираете пригоревшую сковороду, довольно усердно, и никакая стальная вата не нужна!
Идрить — заработало!
2 цикла — и вполне приличный результат. можно было намного улучшить (рычаг), но силы были наисходе =))
Фальшствол дианы и так вышел на ура, а этого и хотелось.
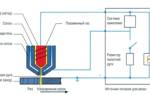
место работ:
на плите кастрюля для выварки (доокисления ржавого лака), в пластиковом ведерке на полу ржавый лак, на трубе рядом с АГВ сушатся заготовки.
Итог, сведенный в кучку: технология воронения ржавым лаком для лентяя.
а. Заготовку вымыть с фери, конкретно и усердно. Потом усердно промыть от фери.
б. Потом лак, батарея 5 мин, лак, батарея 5 мин.
в. Выварка в фильтрованной воде (или дистилянт) для окисления лака 15 мин.
г. потом раковина, губка, фери. Тереть грубой стороной губки, так, как будто оттираете пригоревшую сковороду, довольно усердно, чтоб счистить черную бахрому.
д. повторять цикл сколько угодно, но думаю действительно, 4х циклов — более чем достаточно.
Да, важный момент. Фери конечно, на ура заменил варку в соде, однако руки то все равно без перерыва выделяют кожное сало. Так что и брать в руки и мыть заготовку, и держать руками, пока покрываете лаком — в резиновых одноразовых бытовых перчатках, в любом магазине в отделе бытовой химии продаются.
Способ применяйте на свой страх и риск, однако, у меня результат этого ленивого способа получился намного выше, чем от каконического:
Да, еще делайте выводы про фери. Ни один щелок, никакое мыло — так никогда не обезжирит. Обезжиривание в ноль.
Страшно подумать, из какой ядреной химии делают это моющее средство.
А мы трогаем его руками, да еще и жрем, пусть и в микродозах =)
Сообщение Александр М » 05 фев 2011, 19:03.
Сообщение Wil » 05 фев 2011, 19:10.
Сообщение Lieutenant Raven » 06 фев 2011, 00:20.
Сообщение kazako » 07 фев 2011, 10:20.
Сообщение Александр М » 07 фев 2011, 12:22.
Сообщение Demonos » 07 фев 2011, 16:29.
Сообщение Romull » 07 фев 2011, 16:40.
Сообщение Lend » 07 фев 2011, 16:57.
Сообщение Александр М » 08 фев 2011, 10:32.
Сообщение игорь2014 » 23 май 2015, 06:40
Технология воронения металла в домашних условиях
Существует ошибочное мнение, что невозможно выполнить [воронение металлов в домашних условиях], и эта техническая операция, в любом случае, должна выполняться только на производствах.
В настоящее время есть сразу несколько различных способов, при помощи которых можно эффективно справиться с ржавым металлом в домашних условиях.
Данный вид обработки необходим для того, чтобы не только сделать металл более привлекательным.
При помощи него значительно повышаются защитные свойства против коррозии.
Воронение стали своими руками в домашних условиях отличается более простыми способами обработки металла, при которых используются подручные средства.
По своей сути данный способ борьбы с ржавым металлом подразумевает нанесение на обрабатываемую поверхность самых разных покрытий, которые образуют на нем тонкую защитную пленку.
В домашних условиях сделать это можно при помощи лимонной или ортофосфорной кислоты, а также воспользовавшись лаком или маслом, из которых готовится определенный раствор.
Конечно, промышленная технология позволяет проводить более качественную обработку, однако некоторые методы борьбы с ржавым металлом в домашних условиях показывают достаточно высокий результат.
Особенности воронения металлов
В промышленных условиях чернение верхнего слоя металла снимают, путем изменения его структурного состава.
Кроме этого, особым способом накладывается защитное покрытие, обеспечивающее качественную защиту от коррозии.
Использовать в домашних условиях промышленные методы борьбы с ржавым металлом не только невозможно, но и экономически невыгодно.
Самостоятельно горячее или холодное покрытие выполняется путем нанесения на поверхность металла некоторых специальных составов, которые не только снимают его чернение, но и образуют тонкую защитную пленку.
Средство для воронения можно приобрести в любом специализированном магазине, причем, в достаточно широком ассортименте.
Так, достаточно качественного результата позволяет добиться воронение в селитре, кроме этого, эффективно снять чернение с металла позволяет специальный карандаш для воронения.
В некоторых случаях можно воспользоваться ортофосфорной или лимонной кислотой, а также приготовить раствор для обработки нержавеющей стали на масле.
Вне зависимости от того, какая технология — ортофосфорной, лимонной кислотой или маслом, выбрана для борьбы с ржавым металлом, весь процесс можно условно разделить на несколько отдельных этапов.
В первую очередь, выполняется тщательная шлифовка и зачистка металлической поверхности. После этого проводится обезжиривание, для чего используется специальный раствор.
Далее следует аккуратно нанести выбранное средство для воронения. На завершающем этапе выполняется финишная обработка металлической поверхности.
Следует отметить, в зависимости от детали, ее технических характеристик, а также выбранного способа для воронения, могут возникать определенные нюансы и тонкости, однако общий алгоритм действий всегда остается неизменным.
Также следует запомнить, что после проведения обезжиривания обрабатываемой поверхности, к ней нельзя прикасаться, а это значит, что всю работу лучше всего выполнять в резиновых перчатках.
Основные правила обработки
Воронение по свой сути является химической обработкой металлических поверхностей, при которой не только снимается чернение, но и накладывается защитный слой.
Данные работы относятся к категории опасных, а поэтому должны выполняться с соблюдением определенных правил и в специальных условиях.
Так как раствор, который используется для воронения, имеет в своем составе химически активные вещества с кислотой, в обязательном порядке для него следует использовать специальные емкости.
Кроме этого, такая обработка металлических поверхностей подразумевает и механическую работу, а значит, необходимо иметь под рукой и соответствующие средства для защиты глаз и кожных покровов.
Также следует выполнять обработку металла в помещении, которое оборудовано системой вентиляции или имеет мощную вытяжку.
На видео, которое размещено выше, можно увидеть, как должна проводиться такая обработка металлических поверхностей.
При работе с кислотой и другими химическими реагентами следует использовать только те емкости, которые выполнены из фаянса, а также фарфора или стекла.
Не рекомендуется для этих целей брать емкости, изготовленные из металла.
Непосредственно перед началом воронения следует провести равномерную и качественную очистку поверхности, а также полностью убрать с нее следи от грязи и жира.
В качестве материала для обработки в этом случае можно использовать наждачную бумагу, порошкообразную пемзу, а также песок мелкозернистого типа.
Рекомендуется перед началом всех работ хорошо изучить свойства используемых реагентов, а также порядок действий.
Следует помнить, жидкость в своем составе содержит самые разные химически элементы, которые при неправильном использовании могут нанести вред изделию.
Также надо следить, чтобы используемый раствор не попадал на кожные покровы или в глаза, так как в этом случае можно получить серьезную травму или ожог.
Обработка при помощи химического оксидирования
Наиболее часто обработку поверхности металла проводят при помощи химического оксидирования.
Данный способ достаточно эффективен и, при соблюдении технологии, позволяет добиться высокого качества конечного результата.
В основе данного способа воронения металла лежит способность металла к окислению.
На предварительном этапе необходимо выполнить механическую обработку поверхности заготовки, а также полностью ее обезжирить.
После этого следует правильно приготовить соответствующий раствор.
Для этих целей следует взять определенных размеров емкость, которая обязательно должна быть изготовлена из фарфора.
Далее в нее наливается сто миллилитров обыкновенной водопроводной воды, после чего добавляется небольшое количество азотнокислого натрия и около ста граммов технической соды.
После этого раствор следует тщательно перемешать и проследить, чтобы в нем растворились все компоненты.
Полученную смесь следует нагреть до температуры порядка ста сорока градусов по Цельсию, и погрузить в нее заготовку примерно на тридцать минут.
После того как заданное время истечет, деталь извлекается из раствора и тщательно промывается дистиллированной водой.
Далее следует ее тщательно высушить и при помощи мягкой кисточки обильно смазать машинным маслом, добившись однородности слоя.
Обработанная таким образом поверхность металла приобретет ярко выраженный черный отлив с синим оттенком.
Если воронение было выполнено правильно и в соответствии с технологией, то металл станет гладким и не требующим последующей полировки.
На видео, которое размещено в разделе, можно увидеть, как в домашних условиях выполняется обработка металлической поверхности с использованием химического раствора.
Использование ржавого лака
Многие используют для воронения металла способ, который получил название «воронение ржавым металлом». При помощи него можно добиться ровной и гладкой поверхности при минимальных финансовых затратах.
Суть его заключается в помещении обрабатываемого изделия в коррозионно-активную химическую среду.
В результате такого воронения на металлической поверхности появляется рыжая и черная окиси железа.
Для удаления рыжего налета используется щетка с жесткой металлической щетиной, при этом черная окись остается. Следует отметить, что данный метод обработки достаточно длительный, но эффективный.
В любом случае, для начала выполняется механическая обработка металла и его обезжиривание, и только после этого изделие помещается в специальный раствор.
Жидкость для воронения ржавым лаком готовится в специальных фарфоровых емкостях, при этом необходимо обязательно использовать средства для защиты кожных покровов.
Раствор в этом случае готовится на основе соляной кислоты.
Ее необходимо в небольшом количестве влить в приготовленную емкость и смешать с железной ржавчиной, металлическими опилками и азотной кислотой.
Далее раствор тщательно перемешивается до полного прекращения химической реакции, которая сопровождается выделением газа.
После этого в смесь необходимо добавить в равных количествах воду и обыкновенную водку.
Раствор должен определенное время отстояться, после чего его необходимо слить, чтобы убрать окалины и выпавшие в осадок соли.
Далее необходимо на определенное время в смесь поместить обрабатываемый металл и дождаться того момента, пока он не приобретет черный цвет, после чего его обильно промывают под водой.
Другие способы воронения
Очень часто для обработки металла используется специальный карандаш для воронения.
Перед тем как применить карандаш для воронения, поверхность металла обрабатывают механическим способом, после чего тщательно обезжиривают.
Такое воронение стали при соблюдении всех технологических требований достаточно эффективное и позволяет получить гладкую и ровную поверхность. Также очень часто избавляются от коррозии лаком.
Как и во всех остальных случаях, перед тем, как обработать поверхность лаком, ее обрабатывают путем механического воздействия.
Далее проводится обезжиривание металла, на поверхности которого не должно остаться следов грязи и жира. Обработка лаком достаточно эффективная и не требует серьезных финансовых затрат.
При работе с лаком или карандашом необходимо использовать специальные защитные средства, чтобы используемое средство не контактировало с кожными покровами.
Также выполнить обработку можно путем окрашивания металлической поверхности раствором, который носит название «Клевер».
Данный способ окрашивания Клевером достаточно эффективен при незначительной коррозии металлической поверхности.
В этом случае необходимо выполнить максимально тщательное окрашивание обрабатываемой поверхности Клевером, причем несколько раз.
Продается состав Клевер в особых тюбиках небольших размеров. Цена на Клевер также варьируется в различных местах.
Клевер по консистенции представляет собой гель. Основное преимущество пользования Клевером — простота применения.
Деталь достаточно ошкурить, затем обезжирить бензином, а потом нанести Клевер. Через несколько минут, когда гель впитается — остатки смыть водой.
Воронить сильно испорченный металл лучше всего раствором селитры.
Для приготовления раствора селитры следует использовать только нержавеющую посуду, при этом кожные покровы должны быть обязательно защищены от попадания смеси.
В результате воронения селитрой металлическая поверхность приобретает приятный красноватый оттенок, который дополняется немного синеватым отливом.
Готовится раствор селитры для воронения из одного литра воды и небольшого количества натриевой селитры, а также едкого каустика.
Данная смесь имеет достаточно едкий резкий запах, а поэтому при работе с ним лучше использовать респиратор.
Обработка алюминиевой поверхности
Способ воронения алюминия носит название — анодирование и позволяет придать изделию эстетичный внешний вид и полностью удалить следы от коррозии.
В настоящее время из алюминия изготавливают много самых разных деталей, в том числе и тех, которые повержены коррозии и требуют проведения очистки путем воронения.
Для обработки алюминия, как правило, не подходят различные кислоты, так как в этом случае деталь может деформироваться и повредиться.
В некоторых случаях для алюминия можно использовать активные кислоты, но только в небольших количествах, обильно разбавленных водой.
Поверхность алюминия можно воронить лаком, но только определенным способом.
Достаточно эффективен в воронении алюминия раствор, приготовленный на основе небольшого количества серной кислоты, обильно разбавленной в воде.
Средство необходимо поместить в специальную посуду, после чего поместить в него свинцовую пластину, подсоединенную к аккумулятору на двенадцать вольт.
После того как в растворе будут образовываться пузырьки, в него помещается деталь из алюминия на определенное время. После этого деталь из алюминия достается из раствора и опускается в пигментную краску синего цвета.
Далее необходимо алюминиевую заготовку обернуть тряпкой и дождаться полного высыхания.
Данный способ воронения алюминия считается народным, однако имеет высокую эффективность и позволяет хорошо защитить металл от коррозии при дальнейшей эксплуатации.
Обработка какого-либо металла путем воронения должна выполняться в строгом соответствии с выбранной технологией и с соблюдением правил по технике безопасности.
Конечный результат во многом зависит от способа приготовления раствора и качества используемых компонентов.
Некоторые способы воронения металла в домашних условиях можно увидеть на видео, которое размещено выше.
Общество любителей пневматики 18+
Форум энтузиастов для энтузиастов.
Воронение ржавым лаком.
Воронение ржавым лаком.
Сообщение Хартман » 01 ноя 2014, 16:09
Для восстановления воронения на старом железе можно использовать два приемлимых для домашних условий способа.
Попробую познакомить любителей старины с кратенькой инструкцией написанной на основе личного опыта. Если вдруг у кого нибудь возникнуть вопросы по приобретению и использованию ржавого лака, то можно обращаться сюда: Воронение ржавым лаком..
Воронение ржавым (английским) лаком относится к кислотному способу оксидирования железа и его сплавов, при всех своих достоинствах обладает и существенными недостатками.
К несомненным достоинствам можно отнести:
— Ржавый лак незаменим для обработки изделий паяных оловянными припоями. Т.к. лак не так агрессивен к металлу как к примеру сера или щелочь. Ржавый лак хорошо закрашивает олово и цв. металлы не растворяя их.
— «Точечность» получаемого покрытия. Куда нанёс лак, там и заворонилось. Так что за нарезы в стволе можно будет не переживать.
— Воронить можно в любой посуде, чтобы только температуру кипящей воды держала. Температура обработки около 80-100 С.
— Практически полное отсутствие ядовитых испарений, по сравнению с воронением в сере и селитре. Но работать лучше в хорошо проветриваемом помещении и в перчатках, особенно при промывке после выварки. Т.к. оттираемое с поверхности железо очень липкое.
— Неплохо скрывает и маскирует недостатки поверхности, такие как сколы и царапины т.к. покрытие получается более толстым чем в щелочи. Но поверхность обычно получается матовой.
Есть и недостатки:
— Высокая чувствительность к примесям в металле. Что выражается в появлении плохо покрывающихся участков на металле и появлению красно-коричневых пятен. В принципе это главный недостаток. Часто этот эффект проявляется на импортных сплавах, реже на отечественном железе. При обнаружении таких участков лучше получаемое покрытие с них снять и участок переворанивать пока не почернеет. Делать это нужно до промасливания. Иначе пятна так и останутся. Вообще данный способ очень капризен.
— Тк-же недостаток длительный процесс который лучше не растягивать, что-бы металл не начал оржавлятся. (не более 2 суток на всё операции)
— Чувствителен к качеству очистки поверхности. Поэтому старое воронение и ржавь лучше снять полностью абразивом или прокипятив в лимонной кислоте. Не ожидая что лак проблемные места закрасит.
— Так-же чувствителен к температуре сушки. Бывает что температуру в пределе 20-50 С приходится подбирать т.к. поверхность оксидируемого металла начинает «краснеть». Правда такое бывает если в металле мало содержание железа.
Непосредственно воронение данным способом включает в себя следующие операции:
— обезжиривание с последующей промывкой под проточной водой и сушкой.
— нанесение лака на воронимую поверхность металла.
— сушка, первый слой сушить 4-5 часов. Не первый 1-3 часа, до появления желтого налёта.
— повторное нанесение лака.
— сушка 1-3 часа.
— выварка в дистиляте или на пару.
— крацевание или по простому промывка с оттиркой под проточной водой.
— сушка и осмотр получаемого результата.
Весь цикл повторять до готовности (не менее 4 циклов). Когда результат удовлетворит проводится последняя операция призванная удалить воду из получаемого слоя и придать законченный вид изделию:
— промасливание 5 минут в кипящем масле. Затем железо выкладываем на бумагу, медленно остужаем и внимательно осматриваем результат.
Лак наносим на металл аккуратно, тонким слоем без потёков. Потёки содержат большое количество воды и это не всегда хорошо для металла. Он может начать оржавлятся. Самый первый слой лучше посушить подольше. Чтобы первый слой получше взялся в поверхность поглубже. О хорошем взаимодействии лака с металлом, говорит появление желто-оранжевых пятен на оксидируемой поверхности и приобретение металлом черного оттенка. Если появляются красно-коричневые не исчезающие после крацевания, лучше их удалить механически с поверхности и обезжирив переворонить участок.
Для выварки нужна чистая вода. Желательно дистилированая или отфильтрованая, в крайнем случае отстояная. Т.к. в воде из под крана могут оказаться вещества препятствующие вступлению поверхности в реакцию с наносимым составом. Если емкость в которой проводится выварка позволяет размерами, лучше сделать на пару. Пар обладает более высокими теплообменными свойствами и в таком случае подойдёт любая вода. Крацевать лучше сразу после извлечения из кипятка не дожидаясь пока не вступившие в реакцию частицы прилипнут обратно к поверхности. Так-же в выварочную воду некоторые советуют добавлять несколько кристаллов стирального порошка, для улучшения качества последующей оттирки.
Для крацевания лучше взять бархотку для мытья посуды. Она достаточно жесткая и гибкая для сдирания частиц не вступивших в реакцию с поверхностью. Не понимаю для чего используют так называемую «стальную вату», всё необходимое для крацевания можно приобрести в хозмаге, включая стальную сетку для скобления сковородок. Работать лучше в резиновых перчатках т.к. оттираемый оксид с поверхности очень липкий и чёрный.
Для промасливания подойдёт любое, чистое минеральное масло типа веретёнки или машинное. Для промасливания лучше взять другую посуду т.к. после этой операции ёмкость будет трудно отмыть.
При промасливании нужно учитывать температурные свойства масла. Я нагревал масло до появления пузырьков со дна ( кипение ). И затем окунал в масло детали. Но не каждое масло можно так нагревать. Температуры выше кипения воды (выше 100 С) будет достаточно. Главное при промасливании соблюдать правила техники безопасности.
После промасливания вынутую из масла деталь выкладываем на поверхность и оставляем остывать. Во время остывания к поверхности лучше ничем не прикасаться. Не пытайтесь стирать горячее масло с поверхности чтобы не испортить получаемое покрытие. После остывания покрытие станет твёрже и приобретёт стойкость к истиранию.
Ржавый лак своими руками
Методика приготовления состава «ржавый лак»
Для этого вам потребуется следующие компоненты:
1. Соляная кислота техническая 50 мл.
2. Азотная кислота концентрированная 54 мл.
3. Стружка чугуна или углеродистой стали 30 граммов.
4. Металлическая окалина 20-30 граммов.
5. Вода дистиллированная или питьевая 1 литр.
По настоятельной рекомендации автора, процесс проводили на открытом воздухе, так как выделяемый в процессе реакции газ, ни в коем случае не должен был попасть в дыхательные пути. Итак, надев резиновые перчатки и ощущая себя по меньшей мере Менделеевым…:
1. Залил в химическую колбу 50 мл. соляной кислоты, куда добавил 13 от общего объема окалины и 13 стружки чугуна. После этого состав слегка посинел.
2. Долил 13 азотной кислоты (концентрация 70%). Первые 3 минуты ничего не происходило, потом начались мелкие локальные «кипения» смеси, которые развились и вскоре из колбы повалил буро-оранжевый дым.
3. Когда реакция поутихла, Досыпал еще 13 еще стружки с окалиной и долил 13 «азотки». «Дым» мгновенно повалил с новой силой.
4. Когда бурление в очередной раз поутихло, засыпал остатки стружки чугуния (реакция моментально интенсифицировалась), и добавил окалины и азотки. Подождал окончания реакции.
5. В течении получаса подходил и аккуратно взбалтывал колбу, которая довольно сильно нагрелась, после чего наблюдалось небольшое повышения активности жижи в колбе.
6. По окончании процесса на дне обнаружил значительные остатки окалины и некоторое количество чугунной стружки. После этого на горлышко колбы была одета перчатку (так как могло выделяться незначительное кол-во газа) и состав был оставлен «доходить» в гараже.
В результате смешения бесцветных кислот, черной окалины и серой стружки чугуна у меня получилось «зелье» веселенького оранжевого цвета
Через пару суток, в соответствии с «рецептом», состав был разбавлен 1 литром дистиллированной воды и профильтрован через марлю. На дне колбы были обнаружены остатки стружки чугуна и окалины, которые не вступили в реакцию с кислотой, так как оказались избыточными. «Ржавый лак» был готов.
Первой жертвой, на которой был опробован состав, был обрезок оси передней подвески автомобиля НИВА, который был грубо зашкурен от ржавчины и «халявно» обезжирен.
Просто после шкурки я не хватал руками за чистый участок, ошпарил его кипятком, промыл с «фейри», после чего протер ватным диском, смоченным в ацетоне. Плохое обезжиривание сказывалось в том, что после нескольких первых выварок на железе оставался рыжий налет. Тем не менее, о прогрессе и о результатах можно судить по фото:
Итак, получив конечный результат, представленный на последнем фото, состав «ржавый лак» был признан годным для использования по прямому назначению – воронению стволов.
Коль скоро желание обновить «фрак» своего ружья, вынашивалось годами, для протокола сделал несколько фото, как оно было изначально.
Посмотрев на снимки, понял, что объектив камеры подмечает гораздо больше, нежели это видит глаз. При простом внешнем осмотре, картина не была столь печальная, как это получилось на снимках. Ну да тем лучше, пусть беспристрастное око камеры позволит нам судить, насколько оправдана была авантюра заворонить стволы «ржавым лаком»
Первым делом надо подготовить металл. Для этого необходимо счистить все старое покрытие. Вооружившись наждачной шкуркой №400, начинаю кропотливо тереть ею стволы. Когда все остатки воронения уже сошли, стало понятно, что избавиться от всех последствий ржавчины шлифовкой не получится. На поверхности оставались многочисленные «оспинки», вывести которые, увы, не удалось. Итак, сменяя шкурки 400-600-800-1000-1500 и 2500, а после, пройдясь по стволам войлочным кругом с пастой ГОИ, удалось добиться практически зеркальной чистоты обработки металла.
Далее, в каждый ствол с обоих концов был с усилием вставлен деревянный «чопик» квадратного сечения, в каждый из которых, для удобства подвешивания, был вбит небольшой гвоздь. Вся поверхность металла была тщательно обезжирена ацетоном, а после изделие было помещено в кипящий обезжиривающий раствор на 30 минут.
Кальцинированная сода 100-150 г/л
Жидкое стекло (канцелярский клей) 20-30 г/л
Когда обезжиривающий раствор стал целиком покрывать всю поверхность металла, не собираясь в капли, стало ясно, что обезжиривание успешно завершено.
Стволы тщательно промыли под проточной водой и положили сушить на «станину», которая заслуживает пары ремарок. Мой напарник Сергей, придумавший это приспособление, неимоверно облегчил весь технологический процесс и свел вероятность «лапанья» и падений стволов в процессе крацевания к минимуму. Думаю, без неё мы бы столкнулись с гораздо большим количеством проблем. Дальше аккуратно наносим слой «ржавого лака», ждем пока он полностью высохнет, и мажем еще раз (с последующей сушкой). Если деталь хорошо обезжирена и промыта, наносимый раствор будет равномерно покрывать сталь, не собираясь в капли, смачивая всю поверхность.
Дождавшись, когда высохнет второй слой реактива, а стволы приобретут рыжий оттенок, необходимо произвести операцию под названием «выварка». Для этого стволы подвешивают и выдерживают в кипящей воде в течении 15 минут. После выварки железо должно стать бархатисто-черного цвета. В тех местах, где после 1й выварки присутствует оранжевый цвет, воронение «не легло». Причин может быть несколько: либо деталь в этом месте плохо обезжирена, либо плохо промыта от обезжиривающего раствора, либо вода для выварки была неподходящего качества (лучше использовать очищенную питьевую или дистиллированную воду). Как показал наш опыт, ничего фатального в рыжем налете нет. В этих местах воронение ляжет при последующих слоях. Следующая необходимая процедура – крацевание. Её цель – удалить с поверхности железа весь бархатистый налет, под которым и скрывается 1й слой воронения. По заводской технологии данную операцию следовало проводить стальными щетками с тонкой щетиной, однако, за неимением, щетка была успешно заменена обратной (жесткой) стороной губки для мытья посуды. Аккуратными движениями, стараясь не повредить 1й слой, удаляем весь налет «сажи». В труднодоступных местах (гильошировка прицельной планки, резные виньетки на «казне» и т.п.) очень удобно использовать стальные щеточки для дремеля (но только вручную!). После крацевания обязательно ждем, пока стволы остынут. Если наносить слой лака на горячий ствол, то он высохнет очень быстро и металл не успеет прореагировать.
Теперь операцию 2 слоя лака (с промежуточной сушкой), выварка, крацовка, необходимо повторить по крайней мере 5 раз.
Стволы после 2й выварки (до крацевания):
Стволы после 3х выварок, после крацевания
После 5й выварки и крацевания:
Всего было сделано 7 выварок (14 слоев лака). После 7й черный налет удалялся очень легко и с минимальными усилиями, в результате чего мы сделали выводы, что металл уже слабо вступает в реакцию с составом и получившаяся оксидная пленка имеет толщину близкую к максимально возможной.
Заключительная операция – промасливание. Её цель удалить всю влагу из новой оксидной пленки, а равно изо всех других частей стволов. Для этого, наливаем нейтральное минеральное масло в ванну для выварки и выдерживаем в нем стволы в течении 5-7 минут при температура 105-110 градусов. Все, вот фото полученного результата.
Уважаемые друзья, нет, я не жду, что каждый прочитавший наш скромный опыт тут же кинется искать подходящие емкости для выварки стволов или побежит в ближайший автосервис за чугунной стружкой, от блока цилиндров. Просто, кто знает, быть может, в очередной раз, попав под осенний дождь и смахнув проступившую ржу, кто-нибудь опять и опять будет вспоминать о том, что у него есть возможность подарить своему старому знакомому «новый фрак», и внутренне будет «зреть» для этого. А после, быть может, спустя год или два, перечитав в интернете все что только возможно по данному вопросу сделает следующий шаг… А старый друг, поверьте, в долгу ни когда не останется.