Содержание
- Расход газа при сварке полуавтоматом
- Применяемые газы для сварки
- Какой газ подходит для сварочных работ?
- Газосварка полуавтоматом
- Преимущества полуавтоматической сварки с углекислым газом для автомобильного ремонта
- Какой газ нужен для сварки полуавтоматом
- Как правильно выбрать сварочный полуавтомат для дома
- Уроки сварки: Сварка полуавтоматом для начинающих + ВИДЕО
- ПРАКТИКА – ИСПОЛЬЗОВАНИЕ СВАРОЧНОГО ПОЛУАВТОМАТА НА ПРИМЕРЕ FUBAG IRMIG 200 SYN
- Настройка аппарата сварочного полуавтомата
- Как проводится сварка полуавтоматом
- Газ для сварки полуавтоматом
- Область применения
- Виды сварочных газов
Какой газ нужен для сварки полуавтоматом
Расход газа при сварке полуавтоматом
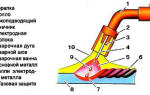
Полуавтоматическая сварка обычно осуществляется в газовой среде с применением проволоки. Процесс представляет собой электродуговую сварку с использованием тепловой энергии, исходящей от электрической дуги, которая соединяет металлическую поверхность изделия и окончание электрода. Какой газ нужен для сварки полуавтоматом?
Применяемые газы для сварки
Подбирать газ для сварочных работ полуавтоматом необходимо, основываясь на его свойствах.
Это один из самых распространенных газов, который используется в данной сфере деятельности. Он обладает среди остальных видов газа наиболее высокой температурой горения, имеет высокую полярность. Часто применяется из-за высокой температуры горения при резке металлических конструкций.
Для производства ацетилена применяются специализированные генераторы. Получить ацетилен можно при помощи соединения воды с карбидом кальция, который способен даже поглощать влагу из атмосферной среды. Поэтому согласно требованиям безопасности к данному химическому соединению предусматриваются особые условия хранения.
- бесцветный;
- не имеет запаха;
- относится к взрывоопасным средствам.
При соединении с кислородом, воздушной средой образует гремучий газ. По требованиям безопасности водородные баллоны не должны находиться под давлением более 15 МПа.
Для производства водорода используются специализированные генераторы. Водород также выделяется благодаря синтезу воды.
Коксовый газ
Это побочный продукт, извлекаемый в процессе добычи кокса, который, в свою очередь, выводится из каменного угля. Этот газ можно транспортировать при помощи трубопроводных магистралей.
Природный газ: метан, бутан, пропан
Достаточно распространенные виды газов, применяемые для множества сварочных работ. К ним нет особых требований при транспортировании, хранении. Добыча этих разновидностей газов для сварки полуавтоматом производится на их месторождениях.
Газ пиролизный
Извлекается в процессе распада нефтяных продуктов. Этот газ способствует образованию коррозии мундштуков горелки, в результате чего они быстро выходят из строя. Пиролизный газ перед его непосредственным использованием подвергается очистке. Применяется данная субстанция, как для сваривания металлических конструкций, так и для их резки.
Какой газ подходит для сварочных работ?
Для любительской сварки в бытовых условиях лучше выбирать полуавтоматы, которые можно подсоединить к стандартной сети 220 В, но это условие не единственное для правильного подбора оборудования. Часто пользователей смущает маркировка на инструментах: MAG, MIG. Что же обозначает данная аббревиатура?
- MAG – полуавтомат для работы с углеродом.
- MIG – полуавтомат для работы с аргоном.
Также возможна комбинация данных газов или применение смесей, в которых они являются основой. От состава используемых смесей зависит конечный результат, качество сварного соединения. MAG или MIG предусматривает применение определенного типа присадочной проволоки. Универсальные варианты полуавтоматов способны функционировать с любой газовой смесью.
Опытные сварщики советуют использовать для полуавтоматической сварки смесь, включающую углекислый газ/аргон, 20/80 соответственно. Состав газа в такой пропорции значительно облегчает проведение сварочных работ, позволяет получать абсолютно ровное высококачественное сварное соединение, при этом полученный шов не нуждается в дополнительной обработке.
Газосварка полуавтоматом
Газовая полуавтоматическая сварка стальных медных, титановых образцов, их сплавов представляет собой процедуру соединения отдельных металлических изделий посредством подачи на участок соединения присадочной проволоки, газа, который ограждает расплавленные материалы от неблагоприятных воздействий воздуха.
Преимущества газовой сварки
- Для осуществления сварных соединений металлических конструкций с применением газа нет необходимости приобретать довольно дорогостоящее оборудование.
- При использовании углекислого газа сварные работы можно осуществлять на любых участках зданий, сооружений. При этом дополнительное потребление энергии исключается.
- В период выполнения сварочных работ присутствует возможность изменения мощности пламени. Это предоставляет возможность сваривать разнотипные образцы, к примеру, титановые с медными, свинцовые с латунными, другие металлы с разной температурой плавления.
- Данным способом сваривания можно не только соединять металлические конструкции, но и производить их закалку, резку.
- Сварные швы полуавтоматом в газе получаются намного прочнее, чем при электродуговой сварке.
Особенности выполнения работ
- Если на полуавтомате правильно установить мощность, подобрать оптимальную проволоку, скорость подачи проволоки, расход углекислого газа, тогда сварные соединения будут наилучшего качества.
- Поверхности, подвергаемые сварке, нагреваются и охлаждаются довольно медленно. При соединении медных, стальных, титановых деталей температура пламени регулируется. Максимальная температура пламени при его вертикальном положении, соответственно изменении угла наклона она будет снижаться.
- При выполнении газовой полуавтоматической сварки в углекислом газе предусмотрено применение двух вариантов оборудования. В первом случае сварочные агрегаты работают с аргоном, прочими инертными газами. Во втором случае полуавтоматы работают с углекислым газом.
- Применение газового баллона под высоким давлением значительно затрудняет выполнение кузовных работ, сваривание трубопроводных коммуникаций на открытой местности. Но, для стационарных работ данная методика считается наиболее эффективной.
- При газосварке применяется проволока, имеющая в своем составе кремний, марганец. Ее расход строго контролируется, а подача в сварную зону осуществляется вместе с газом, который обеспечивает защиту проволоке, соединяемым металлам от негативных влияний воздуха. В стандартах определены марки проволоки, которые рекомендуется использовать для конкретного сварочного оборудования.
Преимущества полуавтоматической сварки с углекислым газом для автомобильного ремонта
- Технология выполнения сварки в углекислом газе легко усваивается, при необходимости ее можно быстро изучить.
- Ограниченная зона термических влияний предоставляет возможность соединять тонкие металлические изделия.
- Углекислый газ наиболее доступный из всех типов газов, применяемых для сварки.
- довольно высокая скорость расплавления присадочной проволоки, соответственно высокая производительность работ.
- Краска на изделии выгорает узкой полоской. Это позволяет подготовительные, финишные работы свести к минимуму.
- Сварные швы получаются высокого качества для деталей разной толщины.
- Отсутствует необходимость предварительно подгонять свариваемые образцы.
Сварка полуавтоматом с газом позволяет значительно экономить время на выполнении работ, так как отсутствует необходимость замены электродов, зачистки шлакообразований на сварных соединениях.
Какой газ нужен для сварки полуавтоматом
Сварщики и специалисты в этой сфере часто упускают из виду применяемый ими защитный газ и его вклад в процесс сварки.
Защитные газы влияют на режим переноса металла, свойства и геометрию сварочного шва, задымленность и многие другие характеристики сварочного шва.
Правильный выбор защитного газа для процессов дуговой сварки металла, таких как аргонодуговая TIG сварка и полуавтоматическая сварка MIG MAG могут резко повысить скорость, качество сварки и глубину проплавления.
Чистые сварочные газы
Чистые газы, используемые для сварки, это аргон, гелий, и углекислый газ. Эти газы могут иметь как положительное, так и негативное воздействие на дуговой процесс сварки и появление дефектов в сварочном шве.
-
Аргон
100% аргон обычно используются для аргонодуговой TIG сварки для всех материалов и MIG сварки цветных металлов. Аргон химически инертен, что делает его пригодным для сварки химически активных и тугоплавких металлов.
Этот газ имеет низкую теплопроводность и потенциал ионизации, что приводит к низкой передаче тепла на внешнюю область сварочной дуги. В результате формируется узкий столб дуги, который в свою очередь, создает традиционный для сварки в чистом аргоне профиль сварочного шва: глубокий и относительно узкий.
Гелий
Гелий также является одноатомным инертным газом, и чаще всего используется для аргонодуговой TIG сварки цветных металлов. В отличие от аргона, гелий имеет высокую проводимость тепла и потенциал ионизации, которые дают противоположный, чем при сварке в аргоне, эффект. Гелий обеспечивает широкий профиль сварочного шва, хорошее смачивание по краю и более высокое тепловложение, чем чистый аргон.
Углекислый газ
Углекислый газ CO2 – активный газ — обычно используется для полуавтоматической MAG сварки короткой дугой и MAG сварки порошковой проволокой. CO2 является наиболее распространенным из химически активных газов, используемых в MAG сварке. И единственным газом , который можно использовать в чистом виде без добавления инертного газа.
Углекислый газ является одним из самых дешевых защитных газов, что делает его привлекательным выбором, когда материальные затраты являются основным приоритетом при сварочном процессе. CO2 обеспечивает очень глубокое проплавление, что полезно для сварки толстого металла, однако, при сварке в этом газе менее стабильна сварочная дуга, что приводит к большому образованию брызг. Также его применение ограничивается сваркой на короткой дуге и делает не возможной сварку со струйным переносом.
Сварочные газы, используемые как компоненты сварочной смеси газов
- Кислород
Кислород — двухатомный, активный защитный газ обычно используется для MIG MAG сварки как один из компонентов сварочной смеси, в концентрации менее 10%.
Кислород обеспечивает очень широкий профиль сварочного шва с неглубоким проплавлением и высокое тепловложение на поверхности металла. Кислородо-аргонные смеси обладают характерным профилем проплавления сварочного шва в виде «шляпки гвоздя». Кислород также используется в тройных смесях с СО2 и аргоном, где он обеспечивает хорошую смачиваемость и преимущества струйного переноса.
Водород
Водород — двухатомный, активный компонент защитного газа обычно используется в сварочной смеси в концентрации менее 10%. Водород используется главным образом при сварке аустенитной нержавеющей стали для удаления оксида и повышения тепловложения. Как и для всех газов из двухатомных молекул, результат — широкий на поверхности сварочный шов. Проплавление увеличенное.
Водород не подходит для ферритных или мартенситных сталей из-за возникновения трещин.
Водород может быть использован в более высокой концентрации (от 30 до 40%) для плазменной резке нержавеющей стали — для увеличения мощности и сокращения шлака.
Азот используется реже всего для защитных целей. Он в основном используется для того, чтобы повысить коррозионную стойкость в дуплексных сталях.
Сварочные смеси газов
В зависимости от сварочного процесса и материалов для сварки используется множество различных сварочных газов и их смесей:
Как правильно выбрать сварочный полуавтомат для дома
Следует отметить, что некоторые профессиональные строительные бригады, если проведение сварочных работ требуется не часто, выбирают бытовые модели сварочных полуавтоматов.
Как работает полуавтоматическая сварка
Полуавтоматические сварочные аппараты в первую очередь были разработаны для обеспечения качественной сварки легированных, низкоуглеродистых и нержавеющих сталей. Использование полуавтомата является оптимальным для работы с системой отопления.
Работает сварочный полуавтомат следующим образом:
Некоторые аппараты способны работать как от однофазного, так и от трехфазного напряжения. Подключить полуавтомат с 380В на 220В можно, изменив внутренние настройки оборудования, обычно они указаны в инструкции по эксплуатации.
Какой газ нужен для сварки полуавтоматом
Понятно, что для дома лучше выбрать сварочный аппарат полуавтомат на 220В, но это не единственное условие для правильного выбора. Нередко покупателей может смутить маркировка MIG или MAG, на установке.
Что означают обозначения MIG или MAG, и какое отношение имеют к тому, какой для сварки применяется газ?
- MIG — аббревиатура обозначающая, что при сварке полуавтоматом инертного типа используется газ – Аргон.
- MAG — обозначает, что оборудование настроено на работу с углеродом.
Возможны как комбинации этих газов, так и использование смесей в которых они выступают в качестве основы. От того, какая именно смесь будет использоваться, зависит качество проведения работ. Также MIG или MAG влияет на выбор сварной проволоки. Лучшие сварочные полуавтоматы могут работать на любом типе газа.
Профессиональные сварщики рекомендуют использовать смесь аргона и углекислого газа в соотношении 80 на 20. Этот состав обеспечивает простоту проведения работ, а также качественный ровный шов, не требующий дополнительной обработки.
Выбор газа для полуавтоматической сварки также зависит от мощности напряжения в аппарате и вида обрабатываемого материала. Так, к примеру, аргон используется для цветных металлов, а для сварки меди и сплавов необходимо применение азота в чистом виде.
Как настроить полуавтоматическую сварку
Независимо от того, используется ли для проведения работ бюджетный полуавтомат или его более дорогой аналог, от мастера понадобится правильно подготовить оборудование к сварке. Точно выставленные настройки залог легкого и качественного выполнения работ.
Правильно настроить сварочный полуавтомат можно при условии соблюдения следующих рекомендаций:
- Подобрать силу тока — сделать это достаточно просто, если воспользоваться инструкцией по эксплуатации, предоставленной заводом – изготовителем. Обычно в инструкции есть таблицы, помогающие выбрать сварочный ток на полуавтомате в зависимости от толщины обрабатываемого металла.
- Скорость подачи проволоки — регулируется благодаря смене шестеренок, идущих в комплекте с оборудованием.
- Настроить установку, отрегулировать режим сварки на полуавтомате и повысить мощность можно с помощью подключения аппарата к трехфазному напряжению. Инверторные модели оборудования обеспечивают высокую производительность даже во время работы от 220 Вт. Правильно выбранный режим и настройки сварного полуавтоматического аппарата можно определить по устойчивой стабильной дуге и необходимого количества флюса.
Увеличить мощность сварочного полуавтомата можно и с помощью регуляторов мощности установленных на корпусе.
Как пользоваться сварочным полуавтоматом
- Зачистить поверхность деталей или металлических заготовок от краски, жира и других материалов, которые могут препятствовать прохождению электрического тока.
- Жирные пятна удаляются растворителем.
- Правильно накладывать сварочный шов полуавтоматом получится не сразу. Если опыта в проведении данных работ нет, следует попрактиковаться на черновой заготовке. Это особенно важно, если планируется обработка алюминиевых деталей. Умение пробить окисную пленку и выполнить правильный шов сварки полуавтомата получится спустя какое-то время.
- Избавиться от брызг при сварке полуавтоматом можно, правильно подобрав газ для работы. Для стали и черных металлов лучше остановить свой выбор на аргонно-углекислой смеси — это позволит избежать брызг. Но как правильно замечалось, сварочные работы выполняет не полуавтомат, а сварщик, поэтому правильное плавное протягивание дуги и контроль над сварочной ванной позволит существенно улучшить качество работ.
- Можно также варить сварочным полуавтоматом без газа. Для этого приобретается специальная флюсовая или порошковая проволока. Внутри проволоки расположено вещество, при сгорании образующее защитный слой газа. Пользоваться сваркой в таком случае можно только при условии подачи прямого тока или плюса на изделие.
Правильный шов сварки полуавтомата выглядит ровным без наплывов и большого количества брызг.
Какой фирмы лучше сварочный полуавтомат
Какой сварочный полуавтомат выбрать для производства
Чем отличается сварка автомат от полуавтомата
Автомат — в установке роль человека ограничивается исключительно установкой сварочного трактора в начале шва. Все работы выполняются полностью автономно. При этом различие технологии автоматической и полуавтоматической сварки делает непрактичным использование автоматического метода для выполнения штучных работ.
Выбирая, какое именно оборудование необходимо для промышленных целей, следует определиться с тем, какие работы будут требоваться при производстве. При сравнительно небольших объемах автомат будет нерентабельным.
Выбирая, какой именно сварочный аппарат автомат или полуавтомат приобрести, следует обращать внимание на его производительность, возможность использования защитных газов, тип подачи напряжения на горелку, степень автоматизации процесса.
Значение имеет тип установки и ее основное предназначение. Для бытовых условий можно приобрести полуавтомат, работающий от 220В. Следует быть внимательным при выборе производителя оборудования, отдавая предпочтение проверенным временем итальянским и немецким концернам.
Уроки сварки: Сварка полуавтоматом для начинающих + ВИДЕО
В данной статье собрана самая необходимая информации о сварке полуавтоматом. Все изложено в доступной форме и разбито на последовательные блоки для лучшего усвоения материала. Для удобства поиска нужной информации воспользуйтесь навигацией по статье:
Несмотря на возможность сразу перейти к практическим советам, рекомендуем ознакомиться с материалом полностью. Вы наверняка найдете для себя что-то новое или освежите некогда полученные знания.
Сварочный полуавтомат – кратко об устройстве
Сварка полуавтоматом предусматривает элементарное понимание устройства сварочного аппарата. В инверторе предусмотрено место для установки катушки с проволокой, которая служит аналогом плавящегося электрода, а также имеется механизм автоматической подачи. Аппарат позволяет самостоятельно выставить силу тока и скорость подачи проволоки в зависимости от производственной необходимости.
Полуавтоматы разнятся по функциональным возможностям в зависимости от назначения. Для начинающих сварщиков лучшим выбором станут надежные и простые в управлении аппараты без излишков (пример, IRMIG 160 ) или же варианты с синергетическим управлением, которое существенно облегчит настройку (пример, INMIG 200 SYN ). Опытным профессионалам для поточного производства подойдут мощные трехфазные полуавтоматы, как, например, INMIG 500 DW SYN .
В независимости от вида устройства рабочая комплектация остается стандартной:
Баллон с газом и редуктором
Кабель с зажимом заземления
Конечно же, для работы понадобится специализированная проволока, а также стандартные средства защиты, обязательно необходимые для безопасности сварщика.
Выбор газа в зависимости от свариваемого металла
Основная функция защитного газа – изоляция сварочной ванны, электрода и дуги от влияния окружающего воздуха. Для того чтобы подобрать подходящий газ необходимо учитывать тип материала и его толщину. В зависимости от этого выбираются инертные, активные газы или их смеси. Чаще других используются СО2 и аргон. Последний снижает разбрызгивание металла и способствует лучшему качеству сварного шва.
Обратите внимание на таблицу:
Легированные стали (низкоуглеродистые )
Алюминий и его сплавы
ПОЛЕЗНЫЙ СОВЕТ. При поиске газа можно встретить баллоны различного объема. Чем больше объем, тем дешевле выйдет литр газа. Для редкого использования сварочного полуавтомата подойдут мобильные фасовки по 5-10 литров. В этом случае лучше всего брать дополнительный запас газа, чтобы застраховаться от внезапной нехватки.
Связь толщины металла и диаметра проволоки
На рынке сварочных материалов найдется немало вариантов проволоки для полуавтоматической сварки. Важно запомнить правило – состав проволоки должен соответствовать составу свариваемого материала. Чаще других востребована сварочная проволока СВ08Г2С , которая используется для углеродистых и низкоуглеродистых сталей.
С выбором диаметра поможет таблица:
Толщина металла, мм
Обычной фасовкой для проволоки является 200 или 300 мм.
ВАЖНО! Диаметр проволоки указывается во время настройки полуавтомата, о которой мы поговорим в практической части данной статьи.
Как проводится сварка полуавтоматом без газа
Защитный газ крайне важен для сварочного процесса. Он обеспечивает качественное выполнение сварочных работ, создавая защищенную среду. Однако, если будете использовать устройство довольно редко, то излишне тратиться и покупать баллон просто невыгодно. Чтобы избежать лишних расходов, всегда можно воспользоваться специальной сварочной проволокой – флюсовой или порошковой. Она состоит из стальной трубки, внутри которой находится флюс. В процессе сварочных работ он сгорает, образуя в зоне сварки облачко защитного газа.
Стоит запомнить, работа флюсовой проволокой должна выполняться током прямой полярности (на изделие подается плюс) – это обусловлено необходимостью в больше мощности для плавления порошковой проволоки. Стоит обратить внимание на то, что помимо явных плюсов использования, есть и минусы: при сварке флюсовой проволокой обычно образуется облако дыма, что усложняет визуальный контроль процесса. Ее же нельзя применять для потолочного шва.
ПРАКТИКА – ИСПОЛЬЗОВАНИЕ СВАРОЧНОГО ПОЛУАВТОМАТА НА ПРИМЕРЕ FUBAG IRMIG 200 SYN
В качестве примера возьмем аппарат FUBAG IRMIG 200 SYN . Инверторный полуавтомат оснащен модулем синергетического управления, который максимально упростит настройку начинающему сварщику. В комплекте с аппаратом уже идет горелка, кабель заземления и кабель с электродержателем.
Подготовка аппарата к работе – сборка / установка проволоки
Процесс сборки (подготовки аппарата к работе) довольно прост:
1. Устанавливаем редуктор на баллон с газом.
2. Соединяем газовый шланг с редуктором на баллоне.
3. Подключаем газовый шланг к полуавтомату.
4. Подключаем горелку к евроразъему на лицевой панели.
5. Подключаем кабель массы к минусовому разъему.
Установка проволоки в сварочном полуавтомате выполняется следующим образом:
1. Устанавливаем катушку в аппарат и фиксируем положение на оси.
2. Освобождаем проволоку на катушке и откусываем загнутый конец бокорезами.
4. Защелкиваем верхний прижимной ролик
6. Снимаем сопло горелки.
8. Натягиваем горелку по прямой и нажимаем на кнопку подачи.
9. Как только покажется достаточное количество проволоки – накручиваем наконечник и сопло.
10. Необходимо, чтобы вылет проволоки составлял от 5 до 10 мм, для этого необходимо откусить лишнюю проволоку.
Вот и все, аппарат полностью готов к работе. Как видите, процесс не сложный, но имеет несколько важных нюансов, которые стоит запомнить.
Настройка аппарата сварочного полуавтомата
Для примера необходима не только модель аппарата, но и определенные условия. В роли материала будут использоваться стальные пластины толщиной 2,5 мм, к которым идеально подойдет проволока диаметром 1мм и газ – смесь аргона (80%) и углекислого газа (20%).
На редукторе устанавливаем расход газа на 10-12 л/мин — для работы с данной толщиной металла этого будет достаточно. Расход защитного газа сильно влияет на качество шва. При недостаточном расходе защитного газа возможно образование пор в шве. Если газа чересчур много, то возникают завихрения, которые также мешают нормальной защите.
Настраиваем параметры нашего аппарата. Для аппарата с синергетикой это очень просто:
Выбираем на панели тип сварки – MIG SYN
Выбираем газ – смесь аргона и углекислоты
Выбираем диаметр сварочной проволоки – 0,8 мм
Выбираем 2-х тактный режим работы горелки, т.к. не планируем долгой продолжительной сварки.
ПОЛЕЗНЫЙ СОВЕТ. Если предстоят продолжительные швы, то лучше выбрать 4-х тактный – тогда единожды нажав на кнопку пуска на горелке при старте работ, кнопку потом можно отпустить, чтоб рука не уставала. Если предстоят короткие швы, то лучше регулировать старт и стоп кнопкой, выбирая 2-х тактный режим.
5. Выставляем сварочный ток. Для нашего случая это порядка 100 Ампер.
ПОЛЕЗНЫЙ СОВЕТ. В полуавтоматической сварке существует прямая зависимостью между силой тока и скоростью подачи проволоки – чем выше ток, тем выше скорость подачи проволоки и наоборот – чем медленнее подача проволоки, тем ниже сила тока.
Наш сварочный полуавтомат с синергетическим управлением автоматически устанавливает напряжение дуги. При этом, при необходимости сварщик может подкорректировать напряжение под свой стиль работы и ощущение процесса.
Данный аппарат имеет регулировку индуктивности. Эта настройка позволяет настраивать жесткость дуги — корректировать форму валика и глубину провара, добиваясь однородного, эстетически красивого шва. Такая функция облегчит жизнь начинающему сварщику и позволит ему в самое короткое время добиться ровного, качественного шва.
В представленном примере мы подготовили аппарат для работы по нашей заготовке. Возьмите на вооружение шпаргалку, которая поможет вам в дальнейшем быстро настраивать нужные параметры. Сохраните ее в закладки, она вам пригодится:
Как проводится сварка полуавтоматом
Как и в других типах сварки, перед началом работы необходимо позаботиться о том, чтобы детали были заранее обработаны – обезжирены и зачищены. Перед началом работы подключаем кабель массы к сварочному столу и проверяем вылет сварочной проволоки. Если проволока длиннее – нужно ее откусить бокорезами.
ПОЛЕЗНЫЙ СОВЕТ. Важно, чтобы кончик проволоки был острым – тогда легче будет зажечь дугу. В процессе сварки перед каждым новым швом кончик (или образовавшийся шарик) проволоки нужно будет откусывать – так вы облегчите старт нового этапа.
Как и любой вид сварки, сварка полуавтоматом начинается с зажигания дуги. Для этого сварочная проволока должна коснуться поверхности свариваемой детали. Нажимаем на кнопку горелки – начинается подача одновременно сварочной проволоки и защитного газа.
Дуга зажигается. Происходит процесс сварки. Чтобы погасить дугу, нужно отпустить кнопку и отвести горелки от свариваемого изделия.
Горелкой можно управлять одной рукой, но при использовании двух рук шов будет более аккуратным и контроль над процессом более уверенным. Одной рукой нужно обхватить горелку, указательный палец должен находиться внизу на кнопке старта. Ведущей рукой можно опираться на другую руку – так будет проще контролировать расстояние до свариваемой поверхности и угол наклона, а также делать нужные движения горелкой.
Не существует универсального угла для сварочной горелки, который нужно соблюдать при сварке. Если мы варим детали в одной плоскости и обе детали одной толщины, то горелку можно держать вертикально. Если детали по толщине разные, то наклон нужно делать в сторону детали с меньшей толщиной. При сварке двух деталей под углом горелку удобнее держать под углом 5- 25% градусов (от вертикали). Расстояние от сопла до свариваемой поверхности – от 5 до 20 мм.
Движение горелки может быть как углом вперед, так и углом назад. При сварке углом назад. При таком способе глубина провара и высота шва увеличивается, его ширина уменьшается. При сварке углом вперед лучше проплавляются кромки, уменьшается глубина провара, но шов получается шире. Такой способ хорош для сварки металла небольшой толщины.
В процессе сварки вы выберете наиболее удобный и комфортный для вас стиль сварки – от способа держать горелку, до параметров аппарата. Обращайте внимание также на звук дуги – он поможет подкорректировать настройки. Так, правильно установленная дуга имеет ровный шипящий звук. Если вы слышите треск – то, скорее всего, нарушен баланс между скоростью подачи и напряжением, или плохой контакт в области сварки.
Влияние скорости движения горелки на качество шва
Качество шва также зависит от скорости сварки – скорости, с которой электрическая дуга проходит вдоль места сварки. Скорость движения сварочной горелки контролируется сварщиком и влияет на форму и качество сварного шва. Со временем вы научитесь определять скорость глядя на толщину и ширину шва в процессе сварки:
Слишком высокая скорость сопровождается повышенными брызгами металла. Шов получается тонким и прерывистым.
Слишком медленная скорость дает широкий, расплывчатый шов.
Как передвигать сварочную горелку во время сварки полуавтоматом?
Существует множество способов движений горелкой для формирования шва:
Для металлов 1-2 мм толщиной можно двигать горелку зигзагообразно, чтобы воздействовать дугой на оба свариваемых листа – тогда получается прочный и герметичный. К тому же, при таком способе электрическая дуга не проживает металл.
При наличии определенного опыта пользуются прямым швом, без каких-либо колебательных движений. Таким швом можно варить металлы любой толщины, но здесь важно чувствовать, что дуга равномерно охватывает обе заготовки.
Когда нужно делать длинный шов, чтобы не допустить перегрев металла и тепловой деформации, можно варить небольшими сегментами то с одного, то с другого конца свариваемых деталей. Это позволит проварить весь сегмент без тепловой деформации листового металла.
Заключение + ВИДЕО
В этом уроке мы затронули, пожалуй, все основные аспекты – от выбора расходных материалов и сборки аппарата до настройки, азов работы с горелкой и швом. Теперь – дело за вами! Регулярная практика позволит отточить мастерство, а сварочные полуавтоматы FUBAG сделают сварку комфортной и не сложной. Данное видео поможет вам наглядно увидеть настройку аппарата профессионалом и лучше усвоить вышеописанный материал практической части:
Газ для сварки полуавтоматом
Полуавтоматические сварочные аппараты работают преимущественно с проволокой, которая не имеет защитной среды, в отличие от электрода. Но сварочная ванна в таком случае остается подверженной негативному влиянию кислорода из атмосферы. Из-за этого качество получаемого шва резко падает и соединение становится крайне ненадежным. Чтобы изолировать ванну от всего, что может ей навредить, следует использовать газ для сварки полуавтоматом. Он оказывается намного эффективнее, чем обмазка электрода, хотя и обладает более высокой стоимостью. Себестоимость процесса сварки оказывается более высокой, но газ позволяет работать практически со всеми металлами и заготовками любой толщины.
Углекислота для сварки полуавтоматом
Область применения
Защитный газ для сварки полуавтоматом применяется во многих областях. Без него не проводится ни один сварочный процесс полуавтоматом, помимо тех, когда используется самозащитная проволока. Чаще всего его используют профессионалы, так как применение полуавтомата относится больше к высококвалифицированной работе. Газ используется в мастерских по ремонту техники, автомобилей. Часто это применяется при сборке металлоконструкций из цветных металлов. Практически на всех производственных предприятий, где есть необходимость работы с металлом, имеются полуавтоматы, работающие с помощью газовой защитной среды. Здесь нет определенной привязки к модели самого аппарата.
Виды сварочных газов
Выбирая, какой газ нужен для сварки полуавтоматом, нужно знать его свойства. Это же касается и сварочной смеси для полуавтоматов.
- Ацетилен является одним из самых распространенных видов. Высокую популярность он заслужил благодаря самой высокой температуре горения среди остальных субстанций для сварки. Ацетилен можно получить благодаря взаимодействию карбида кальция и воды. Карбид кальция даже поглощает ту влагу, которая находится в атмосфере, поэтому, для хранения требуется применять особые меры безопасности. Для получения данного газа часто используются ацетиленовые генераторы. Вещество легче воздуха, не имеет цвета, но обладает резким специфическим запахом. Благодаря высокой температуре горения его нередко используют для резки металла.
- Водород также не имеет цвета, но и ничем не пахнет. Он относится к сильно взрывоопасным газам, так как при смешивании с воздухом или чистым кислородом получается гремучий газ. Давление для баллонов с водородом не должно превышать 15 МПа по технике безопасности. Для получения водорода применяются специальные генераторы. Также этого можно достичь благодаря синтезу воды, когда происходит разделение водорода и кислорода.
- Коксовый газ является бесцветным. Его выделяет резкий специфический запах сероводорода. Он является своеобразным побочным продуктом, который получается при добыче кокса, который получается из каменного угля. Транспортировать его можно даже через трубопровод, так как это относительно безопасная субстанция.
- Природный газ, к которому относится пропан, бутан и метан, также используется для сварки. Это относительно недорогие и распространенные варианты, предназначенные для выполнения большинства сварочных процедур. Здесь не возникает проблем с хранением и транспортировкой. Местом добычи являются газовые месторождения
- Пиролизный газ появляется во время распада нефти и различных продуктов, в состав которых она входит. Субстанция вызывает коррозию на мундштуках в горелках, что приводит к их негодному состоянию. Перед непосредственным использованием газ предварительно очищают. Его используют не только для сварки, но и для резки металлических изделий.
Преимущества
Вне зависимости от того, какой газ нужен для сварочного полуавтомата, все разновидности обеспечивают ряд преимуществ для работы:
- Качество получаемых швов становится более высоким;
- Возрастает производительность труда;
- Эффективность сварочного процесса становится выше;
- Металл начинает плавиться быстрее;
- Снижается коэффициент разбрызгивания расплавленного металла;
- Получаемые швы становятся более плотными и пластичными;
- Дуга получается более стабильной в работе;
- Задымление становится не таким сильным, как раньше.
Критерии выбора
Критерии выбора конкретного газа для сварки зависят от того, какую температуру пламени он сможет обеспечить. Помимо этого, нужно учитывать теплотворную способность, которая отвечает за количество теплоты, образуемой газом. Существуют специальные таблицы с техническими характеристиками каждого вещества.
Для длительного хранения лучше выбирать готовые газы, а не добывать их при помощи генератора.»
Технология сварки с использованием газов
Вне зависимости от того, используется углекислота или сварочная смесь, технология из применения практически одинакова. По этой причине и режимы сварки также будут совпадать. Ниже представлена таблица режимов сварки в углекислоте: