Содержание
- Сварка и наплавление чугуна полуавтоматом – подбор сварочной проволоки
- Использование полуавтомата для чугунов
- Методы борьбы с дефектами сварочного соединения
- Сварка полуавтоматом ковкого и высокопрочного чугуна
- Сварка чугуна своими руками
- Особенности чугуна
- Подготовительный этап
- Способы сварки
- Техника безопасности
- Вместо заключения
- Соединение чугунных заготовок полуавтоматическим сварочным аппаратом: горячий и холодный способы
- Особенности технической оснастки процесса полуавтоматической сварки чугуна
- Технология сварки чугуна полуавтоматом
- Сварка чугуна полуавтоматом: особенности и технология процесса
- Особенности сварки чугунных сплавов
- Основы полуавтоматической сварки
- Сварка холодным способом
- Сварка горячим способом
- Подготовка к рабочим операциям
- Выбор проволоки для сварки
- Что учесть в организации защитной среды?
- Процесс сварки чугуна полуавтоматом
- Заключение
- Особенности сварки чугуна полуавтоматом
- Особенности сварки чугуна
- Подготовка к процессу сварки
- Различные способы сварки чугуна
- Технология процедуры
Сварка чугуна полуавтоматом обычной проволокой
Сварка и наплавление чугуна полуавтоматом – подбор сварочной проволоки
Сплав железа с углеродом, при количестве последнего более 2,14 весовых процента, называется чугуном. Благодаря отличным литейным качествам он находит широкое применение в различных отраслях промышленности и тяжелого машиностроения. При разливке массивных отливок возможно появление поверхностных дефектов литья. Одна из самых распространенных это раковина. Переплавка большой массы металла из-за незначительной выемки на поверхности не оправдана. На помощь производственникам в такой ситуации приходит сварка, способная справиться с мелким недочетом.
Использование полуавтомата для чугунов
Среди различных типов сварки особое внимание уделяется сварке полуавтоматом. Конгломерат газовой аргоновой и дуговой сварки в одном приспособлении позволяет производить сварку чугунных деталей, устранение литейных дефектов. Наплавка чугуна полуавтоматом позволяет добиться восстановления изношенного слоя практически любой толщины с сохранением свойств. Напомним, сварка полуавтоматом (метод MIG/MAG) заключается в плавлении специальной проволоки при помощи электрической дуги в среде защитного газа. Полуавтомат при помощи автоматики подает проволоку в свариваемое место наложения шва с ранее установленной сварщиком скоростью. Защитная среда газов позволяет избежать контакта кислорода из окружающей среды и металлической расплавленной ванны. Уменьшение количества шлака и газовых пузырьков в толще застывшего металла приводит к улучшению качественных и механических характеристик соединения.
Сварка полуавтоматом позволяет справиться с поставленными задачами по сварке чугуна, не зависимо от его структуры металлической матрицы, содержания и формы включений углерода. Эти параметры разделяют чугуны на
- ферритный,
- перлитный,
- серый,
- ковкий,
- высокопрочный с шаровидными включениями графита и другие.
Этот факт требует особого расчета и подхода при выборе режимов сваривания его полуавтоматом, учитывая разные физические свойства сплавов.
Выделим основные технологические критерии для определения режимных условий сварки сплава, отталкиваясь от его химических и физических свойств, а именно:
- данный материал не зависимо от структуры и процентного содержания элементов предрасположен к образованию термических трещин в приграничной зоне шва, а также в самом шве;
- без выбора специального режима соединения чугуна последующая механическая обработка на станках и ручной обработке затруднена, резание зачастую приводит к разрушению шва;
- склонность к образованию пористости шва, при несоответствии температурных требований к нагреву металла и скорости охлаждения после наложения стыка;
- наложение шва имеет трудности и ограничивается пространственным расположением, типом и маркой сварочной проволоки;
- возможность появления тугоплавких оксидов в площади ванны расплавленного металла;
- расширение шва в непредвиденных направлениях, вызванное скоростным окислением кремния.
Методы борьбы с дефектами сварочного соединения
Избежать дефектов, исходя из перечисленных факторов, поможет сварка полуавтоматом. Данный тип эффективный при применении электрошлакового типа процесса и сварочной проволоки для чугуна со специальными присадками.
В случае применения пластин, для заполнения шва, они должны быть из чугуна такого типа, как основные свариваемые элементы.
Сера в составе чугуна склонна к переходу в шов и образованию хрупких эвтектик на границе зерен, снижая механическую прочность соединения. В таких случаях применяются флюсы с десульфирующим типом с повышенным содержанием фторидов. Флюсы, присадки помогают добиться высокого качества шва при использовании полуавтомата с применением предварительного нагрева, частичным нагревом, без такового. При этом отказываться от неокислительных и фторидных флюсов нецелесообразно для любого типа сварки полуавтоматом.
Особенностью сваривания чугуна при помощи метода MIG/MAG обеспечивает сварной шов, лишенный дефектов, сопряженных с внутренними напряжениями, возникающими при температурных превращениях фаз, переходе металла из жидкого вида в твердый, при зарождении и росте кристаллов графита. Визуализацией качества сварного соединения является отсутствие трещин и микротрещин на поверхности шва, отсутствие раковин при снятии верхнего слоя металла после механической обработки.
Отличительной чертой сваривания чугуна с наведением электросварочного шлака всегда было получение шва, исключающего отбел металлической матрицы, закаленных областей, отсутствие или минимизация усадочных трещин.
Сварка полуавтоматом ковкого и высокопрочного чугуна
Сварка ответственных узлов из особых типов чугуна производится в среде углекислого газа проволоками марки Св-08ГС, Св-08Г2С, Нп-30ГХСА, а также порошковой проволокой, не производя предварительный нагрев свариваемых деталей и наплавляемых площадей.
- С целью уменьшения массы металла в объеме шва процесс должен производиться, соблюдая перекрытие одной трети ширины валика. Направление дуги при этом должно стремиться в сторону расплавленного металла. Для минимального изменения структуры металла шва рекомендуется использовать «каскадное» наложение шва с использованием отжигающих валиков. Именно такой технологический ход сохраняет, ожидаемую, ферритно-перлитную структуру без изменений.
- Проволока для сварки чугуна марки Нп-30ГХСА создает в толще шва мартенситные, трооститные, аустенитные включения, повышающие сопротивляемость к истиранию наплавленных слоев.
- Сваривание высокопрочного чугуна с шаровидными включениями графита со стальными деталями и заготовками происходит при помощи проволоки марки Св-08ГС, Св-08Г2С в стартовом соединении. Последний рабочий слой, для улучшения механических свойств лучше наплавить Нп-30ГХСА.
Сварка чугуна полуавтоматом — технология, хорошо зарекомендовавшая себя на различных стадиях производственных и ремонтных процессов. Она позволяет уменьшить количество брака на стадии производства чугунных отливок, продлит срок эксплуатации машин и механизмов, уменьшит непроизводственные простои, снижая себестоимость продукции и повышая рентабельность производства.
Сварка чугуна своими руками
Чугун — один из самых популярных металлов для изготовления разнообразных изделий: от деталей для автомобиля до водопроводных труб. По сути своей, чугун — это углерод и железо, которые в правильной пропорции образуют очень прочный и долговечный металл. Детали из чугуна можно встретить на заводах, в промышленности и даже старые чугунные сковородки десятилетиями служат своим хозяевам.
Несмотря на множество альтернатив, чугун не сбавляет оборотов и остается очень востребованным материалом. Поэтому домашнему или профессиональному сварщику рано или поздно придется столкнуться с необходимость сварки чугуна. В этой статье мы подробно расскажет, какие особенности есть у этого металла, как правильно сварить чугун и как провести сварочные работы по чугуну с максимальной пользой.
Особенности чугуна
Сварка чугуна в гаражных условиях или на крупном производстве имеет ряд нюансов, которые нужно учесть перед тем, как приступить к работе. Их немного, поэтому обо всех мы вам и расскажем.
Сварку чугуна нужно осуществлять в нижнем положении, поскольку металл очень текучий. Не перегревайте чугун при сварке, иначе гарантировано образуются поры, а вслед за ними и трещины. Также при плавлении чугун выделяет особый газ, который отрицательно влияет на формирование сварного шва. Поэтому сварка чугунных деталей должна выполняться быстро и с соблюдением температурного режима. Не переохлаждайте раскаленный чугун, иначе опять же образуются трещины.
Чтобы при работе с этим металлом получиться по-настоящему качественное сварное соединение, учитывайте все особенности и характеристики самого чугуна. Обязательно подготовьте металл перед сваркой, выберите правильный режим работы в вашем сварочном автомате и используйте специальные электроды. Но обо всем этом мы поговорим далее, для начала разберемся с подготовкой металла, поскольку с этого начинается технология сварки чугуна.
Подготовительный этап
Подготовительный этап — один из самых важных, так как от правильной подготовки зависит качество дальнейшей работы. Для начала очистите поверхность от грязи, пыли и коррозии (если имеется). Обезжирьте ацетоном металл. Если предстоит сварка тонкого чугуна, то заранее позаботьтесь о наличии теплоотводящей подкладки. Разделайте кромки с помощью напильника или болгарки. Если вам предстоит сварка чугунных деталей горячим методом (метод, при котором деталь перед сваркой нагревается), то используйте для этого печь или газовую горелку.
Способы сварки
Инверторная сварка плавящимся электродом
Теперь перейдем к способам сварки. Чугун варится при средней температуре, так что его можно сварить инверторным аппаратом прямо в гараже или на даче, не говоря о заводском цеху. Сварка чугуна инвертором осуществляется с применением плавящегося электрода, а также со сварочным аппаратом и холодным методом (метод, при котором деталь перед сваркой не нагревается в печи или вручную с помощью горелки). Плавящиеся электроды должны иметь в составе никель или медь. Ниже вы можете видеть таблицу, с рекомендуемыми настройками для разных электродов.
Допускается делать прерывистые швы, но не короче 3 сантиметров в длину, нужно использовать температуру не более 80 градусов по Цельсию и давать чугуну остыть. Также установите обратную полярность.
Сварка стальными электродами
Можно ли сварить чугун обычными стальными электродами? Вы, конечно, можете попробовать, но мы не рекомендуем делать это, особенно дуговой сваркой. Да, стандартные электроды из стали стоят дешево, но такое соединение получится неэстетичным и недолговечным. Если вам нужно сварить ответственную деталь (например, часть водопровода), то лучше используйте специальные электроды и не экономьте.
Сварка чугунными электродами
Для чугуна лучше всего подходят специализированные чугунные электроды. Варить можно и холодным, и горячим методом, как вы посчитаете нужным. Мы зачастую прогреваем деталь перед сваркой, чтобы структура металла стала лучше, а шов был надежнее.
С помощью таких электродов можно без проблем исправить множественные дефекты чугунного литья, например, трещины, дыры или сколы. В работе зачастую используются электроды марок МНЧ-1, ОЗЧ-1 или ОЗБ-2М. Они стоят не так уж дорого, зато качество работы на высоте.
Сварка чугуна электродом в домашних условиях осуществляется на постоянном, и на переменном токе. Чтобы правильно установить значение тока посмотрите, каков диаметр вашего электрода. 1 миллиметр диаметра электрода соответствует 25-50 амперам.
Сварка неплавящимися электродами
Сварка чугунных деталей неплавящимися электродами осуществляется в среде защитного газа или с использованием флюсов бура. Также можно использовать присадочную проволоку из никеля, меди или алюминия. В качестве неплавящегося электрода используют угольные, вольфрамовые или графитовые стержни.
В большинстве случаев при использовании неплавящихся электродов осуществляется сварка чугуна аргоном (так называемая TIG сварка). Мы рекомендуем немного нагреть деталь перед сваркой с помощью газовой горелки. Установите небольшое значение сварочного тока. Сварка должна быть прерывистой, по 3 сантиметра. После сварки нужно постепенно охладить деталь и следить за температурой, чтобы не допустить переохлаждения и образования трещин.
Сварка чугуна аргоном применяется нечасто, поскольку требуется не только электрод, но еще и баллон с газом, предварительный прогрев детали и аккуратное охлаждение, а это все отнимает много времени. Также сварка чугуна полуавтоматом стоит дороже других методов, но когда у вас нет другой возможности, можно сварить и этим способом.
Газовая сварка чугуна
Газовая сварка чугуна — довольно популярный способ, поскольку для работы необходим лишь горючий газ, кислород, проволока сварочная из чугуна и флюс. При этом качество швы очень достойное. Сварочная проволока по чугуну, используемая в работе, должна содержать в своем составе кремень. Это очень важно, поскольку кремний способствует образованию графита в чугуне, не отбеливает металл. Вы также можете использовать проволоку из низколегированного чугуна для лучшего качества шва.
Применением флюсов при газовой сварке чугуна просто обязательно, особенно, если предстоит сварка стали с чугуном. Чугун и сталь вообще очень разные металлы, поэтому на поверхности в большом количестве образуется окисная пленка.
Техника безопасности
Недостаточно просто знать, каким способом можно сваривать чугун, чтобы сразу приступить к работе. Дополнительно не помешает изучить технику безопасности, особенно это касается сварщиков, занимающихся своим ремеслом в домашних условиях. Прежде всего, в помещении должна быть более-менее нормальная вентиляция (хотя бы открытое окно) и при этом отсутствие сквозняков. Освещение должно быть ярким, вы должны четко видеть все ваши детали и швы.
Используйте средства заземления, чтобы избежать неприятностей. Не подвергайте поверхность чугуна воздействию влаги. И самое главное: используйте индивидуальные средства защиты, такие как перчатки, маска, специальный костюм и так далее. Не пренебрегайте техникой безопасности, ведь в критические моменты она может спасти вашу жизнь.
Вместо заключения
Сварка чугуна электродом в домашних условиях требует от мастера соблюдения технологии и учета всех нюансов самого металла. Не спешите в процессе работы, используйте качественные комплектующие и практикуйтесь как можно больше. Так вы сможете наработать опыт. Оставляйте свои комментарии, делитесь этой статьей в социальных сетях. Желаем удачи!
Соединение чугунных заготовок полуавтоматическим сварочным аппаратом: горячий и холодный способы
Чугун, несмотря на его условную хрупкость, остается одним из самых востребованных конструкционных металлов. Этому способствует твердость материала, стойкость к знакопеременным и усталостным нагрузкам, высокая теплоемкость.
Особенности технической оснастки процесса полуавтоматической сварки чугуна
Сварка чугуна затруднена ввиду склонности металла к появлению дефектов и снижению эксплуатационных характеристик под воздействием высоких температур.
Для соединения чугунных заготовок и устранения неисправностей в готовых изделиях (трещины, сколы и т. п.) чаще всего используется простой и быстрый способ полуавтоматической сварки, требующий, однако, наличия особого оборудования. Допустимы MIG- и MAG-технологии, которые предполагают подачу инертного и активного газов соответственно.
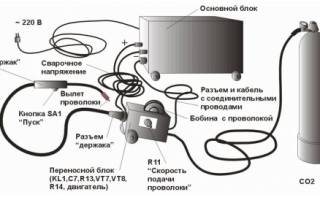
Основное оборудование
Для полуавтоматической сварки используются специализированные электромеханические аппараты, которые обеспечивают непрерывную подачу плавящегося электрода к сварочной ванне, а также защиту шва от вредоносного воздействия атмосферного воздуха с помощью флюса или газа. Простые «полуавтоматы» имеют однокорпусную конструкцию, когда в едином модуле объединяются:
- источник сварочного тока;
- двигатель, редуктор и пассивные узлы подачи проволоки;
- система нагнетания защитного газа;
- система управления работой прибора.
Внешние элементы такого аппарата включают первичные и вторичные кабели, газовый баллон с понижающим давление узлом и нагнетательным рукавом, горелку.
При больших объемах производства, а также выполнении сложных сварочных работ целесообразно использование модульных полуавтоматических аппаратов. Их подающий механизм и газовая система расположены в обособленном корпусе, а источник сварочного тока с управляющим блоком – в основном модуле. Если устройство рассчитано на интенсивное использование, горелка может дополняться системой принудительного жидкостного охлаждения.
В зависимости от устройства цепей первичного питания различают однофазные и трехфазные «полуавтоматы». Первые привлекают компактностью и удобством подключения к сети, так как работают от переменного тока напряжением 220 В. Вторые используются в промышленных циклах, для их питания используется 380-вольтная сеть. Не менее важным фактором является тип механизма, подающего проволоку. Он может быть:
- толкающим – расположен внутри корпуса аппарата, проталкивает сварочную проволоку в рукав, что в ряде случаев (например, при использовании тонкого или чрезмерно мягкого материала) может привести к ее замятию;
- тянущим – расположен внутри рукояти горелки, затягивает проволоку, обеспечивая ее равномерную подачу, иногда может привести к нежелательному истончению материала;
- комбинированным – имеет как толкающий, так и тянущий узлы, действующие синхронно, отличается стабильной и бесперебойной работой.
При длине рукава менее 4 метров обычно используются подающие механизмы с одной парой поддерживающих роликов, более 4 метров – с двумя парами. Если длина рукава превышает 8 метров, единственным возможным механизмом подачи становится комбинированный с двумя парами роликов.
Дополнительное оборудование
Помимо полуавтоматического аппарата, для сварки чугуна понадобятся стандартные инструменты и материалы для подготовки поверхностей и индивидуальной защиты. К ним относятся:
- шлифовальная машинка (болгарка);
- металлические щетки;
- обезжиривающий раствор;
- сухая чистая ветошь;
- сварочные перчатки;
- защитная маска.
При сварке с газовой защитой шва понадобится баллон с углекислотой, аргоном, гелием или смесью газов. В ряде случаев (например, при заваривании трещин в чугунных картерах) для предварительной обработки заготовок может использоваться ручная дрель со сверлами по металлу и другие электроинструменты.
Присадочная проволока
Полуавтоматическую сварку чугуна осуществляют с помощью плавящегося электрода проволочного типа. Применение электродов по стали недопустимо, так как в любом случае это приведет к растрескиванию шва при застывании. Выбор марки присадочной проволоки по чугуну зависит от режима сварки:
- сварка без прогрева (холодная) – ПП АНЧ-1;
- сварка с прогревом до 350℃ (полугорячая) – ПП АНЧ-2;
- сварка с прогревом до 600℃ (горячая) – ПП АНЧ-3.
Аббревиатура «ПП» в маркировке проволоки указывает на ее порошковый тип. Это значит, что в материале содержатся необходимые присадочные элементы (Fe, Ni, Cu, Si и др.), обеспечивающие необходимую прочность и стабильность шва.
Примерная стоимость порошковой проволоки на Яндекс.маркет
Технология сварки чугуна полуавтоматом
При выборе режима сварки чугуна важно учитывать ряд его физико-химических особенностей, затрудняющих работу с материалом классическими методами. В первую очередь, к ним относятся:
- низкая температура плавления металла;
- изменение структуры вещества под действием высоких температур («отбеливание»);
- высокая жидкотекучесть чугуна, увеличивающая риски прожогов и деформаций заготовок;
- появление пор в материале под воздействием атмосферного кислорода.
Это обусловило необходимость применения щадящих режимов сварки с постоянной защитой шва активными или инертными газовыми средами. Широкое распространение получили холодная и горячая технологии полуавтоматической сварки чугуна.
Холодный способ
Холодная технология используется преимущественно в бытовых условиях для создания швов, не воспринимающих прямые механические нагрузки. Она проще и дешевле, однако, не обеспечивает достаточно качественного соединения заготовок. Алгоритм действий включает следующее:
В отличие от MIG- и MAG-сварки стали, работа с чугуном не требует колебательных и поперечных движений электрода.
Кроме того, холодная технология допускает наложение однослойного шва на стыки деталей толщиной до 4 мм.
Горячий способ
Наилучшее качество шва по чугуну обеспечивает горячий способ полуавтоматической сварки, который массово применяется в условиях ремонтных мастерских, а иногда и промышленных комплексов. Он требует выполнения такой последовательности действий:
- Обработка стыка, кромкование в случае необходимости.
- Подготовка опорной поверхности, установка на нее графитовой подкладки.
- Прогрев заготовок в печи до температуры около 600℃.
- Быстрое закрепление заготовок на подкладке и скорейшее начало сварки низким постоянным током с обратной полярностью в защитной газовой среде.
- Проварка шва углом вперед (уклон составляет 50-60°, чего достаточно для визуального контроля).
- Повторная проварка шва (в зависимости от толщины металла наносится от 2 до 5 слоев), во время которой допустим метод поперечного ведения электрода.
- Обрыв дуги и прекращение подачи защитного газа (через 15-30 секунд).
- Очистка шва от шлаков, обеспечение медленного снижения температуры детали под слоем асбеста, древесного угля или другого негорючего материала.
- Окончательная очистка и механическая обработка шва.
Важно помнить, что скорость полуавтоматической сварки значительно выше, чем ручной. Если вы раньше не работали с «полуавтоматом», потренируйтесь на чугунном ломе, прежде чем приступать к сварке ответственных соединений.
Сварка чугуна полуавтоматом: особенности и технология процесса
Чугун представляет интерес и для строительной сферы, и для многих направлений производства. Его уникальная комбинация технико-физических свойств позволяет изготавливать износостойкие мелкие детали и ответственные монолитные конструкции для компоновки инженерных сооружений. Но в каждом случае требуется та или иная форма обработки данного сплава. Наиболее доступным и современным методом можно назвать сварку чугуна полуавтоматом, которая сама по себе предоставляет несколько вариантов термического воздействия на заготовку.
Особенности сварки чугунных сплавов
Это не самый удобный металл с точки зрения доступности к термическому расплаву. Сложность работы с чугуном обуславливается следующими его характеристиками:
- Низкая температура плавления. Электрическая дуга от сварочного аппарата способствует выделению тепловой энергии высокой плотности, в результате чего металл в зоне сварки перегревается. Заготовка может деформироваться даже в местах, которые не предназначались для обработки, а также происходит перекаливание примесей (кремния и марганца).
- Риски образования пористой структуры. Негативное влияние кислорода на структуру расплавленного металла обуславливает возможности образования разного рода дефектов. Поэтому используются специальные газовые среды, защищающие заготовку от кислорода. В частности, практикуется сварка чугуна полуавтоматом в среде углекислого газа как наиболее приемлемого с точки зрения химических реакций в рабочей зоне. Но даже этого недостаточно для минимизации рисков образования брака после сварки. Специалисты рекомендуют в качестве дополнительного условия получения качественного шва использовать проволоку с флюсом, который дополнительно снижает воздействия атмосферного воздуха и стабилизирует горение дуги.
- Текучесть расплава. Под высокими температурами с эффектом плавления чугун быстро переходит в жидкое состояние, что обуславливает еще один спектр сложностей. Как правило, текучесть становится проблемой в операциях с тонколистными заготовками, когда возникают риски сквозного плавления с полной деформацией элемента. Решается эта проблема использованием графитовых подкладок, сохраняющих форму заготовки.
Основы полуавтоматической сварки
Главным отличием сварки полуавтоматами (инверторами) является механизация подачи расходного материала – электрода или проволоки. Для этого может применяться специальный подающий агрегат. Также в ходе работы задействуется баллон с газом, редуктор и горелка. Операции с чугуном желательно выполнять в одном из следующих режимов – MIG/MAG или TIG. Реже применяется ручной метод обработки MMA, который характеризуется высоким качеством расплава. На мощных инверторах технология сварки чугуна полуавтоматом позволяет соединять детали общей толщиной до 10 см. Однако толстые заготовки могут накладывать высокую ответственность на самого исполнителя. Особенно это касается начального этапа розжига дуги, когда необходимо поддержать стабильность факела и в то же время не дать электроду прилипнуть к поверхности заготовки.
Сварка холодным способом
Технология сварки без применения средств предварительного нагрева заготовки. С точки зрения организации, это самый удобный метод, но в плане качества результата он проигрывает технике формирования горячего расплава. Как правило, холодная сварка чугуна полуавтоматом выполняется электродами, покрытие которых наделяет шов дополнительными физико-химическими свойствами, как и флюс. Обычно используют электроды с составами меди, железа и никеля. Такое покрытие под термическим воздействием формирует защищенную от углеродистых вкраплений структуру, что повышает качество соединения. Использовать метод холодной сварки рекомендуется в работе с большими строительными конструкциями.
Сварка горячим способом
В домашних условиях реализовать этот метод едва ли получится, так как предварительный нагрев требует достижения температур порядка 400-600 °С. К слову, в промышленности для таких целей используют индукционные печи. Работа с нагретыми изделиями во многом технически облегчается, но главная задача такой подготовки сводится к улучшению качества сварки. Твердотельные и в то же время хрупкие сплавы могут проявлять структурную чувствительность к повышенным температурным воздействиям, поэтому на первый план выходят такие параметры, как точность направления факела и корректность связки электрода и заготовки. Горячая сварка чугуна и стали полуавтоматом позволяет соединять элементы с чистым швом и минимальным содержанием дефектных участков. После завершения процесса заготовки медленно охлаждаются. Выдержка до нескольких суток требуется, чтобы в зоне соединения не возникло трещин.
Подготовка к рабочим операциям
Независимо от применяемого метода и оборудования для сварки, чугунная заготовка требует специальной подготовки. Ее поверхности необходимо очистить от грязи, масляных пятен и по возможности удалить окалину со следами коррозии. Далее зубилом или углошлифовальной машиной следует по всей длине расширить кромки. Если планируется сваркой выполнять ремонт трещин, то изначально производится и рассверление отверстий в местах образования дефектов. По созданным углублениям будет проще выполнить качественную сварку чугуна полуавтоматом с оптимальным проникновением в зону формирования трещины. Заготовки толщиной более 5 мм подвергаются токарной обработке с целью получения угловых 50-60-градусных фасок по краям. Тонкие же детали, как выше отмечалось, варятся с применением графитовых подкладок, исключающих риск сквозного прожига.
Выбор проволоки для сварки
Полуавтомат обычно предполагает использование проволоки. Если электрод скорее применяется как средство модификации структуры шва, то проволока в случае с чугунной обработкой выполняет функцию защиты. Сегодня для этого металла выпускают специальные виды проволоки – например, из стального сплава с маркировкой ПП АНЧ-1 (для холодного метода). Если же планируется наделять структуру и особыми свойствами, то подойдет порошковая проволока. Специалисты, в частности, хвалят комбинированные варианты состава на основе кремния, меди и никеля. По-прежнему актуальна и сварка чугуна полуавтоматом с обычной проволокой из алюминия толщиной порядка 1 мм. С таким расходником можно обслуживать профильные чугунные элементы, а также крупные металлоконструкции при постоянном токе.
Что учесть в организации защитной среды?
Следует предусмотреть два аспекта. Во-первых, это оборудование, которое обеспечит подачу газа к горелке. Во-вторых, непосредственно тип и свойства газа. Для технической организации потребуется баллон с соответствующим наполнением и монтажно-соединительная арматура с соплом, редуктором и прочей необходимой оснасткой. Что касается второго аспекта, сбалансированная сварка чугуна полуавтоматом в углекислой среде является наиболее распространенным методом. Углекислый газ как таковой является самодостаточным и обеспечивает нужную защиту для сварки. Другое дело, что он не всегда гарантирует устойчивость дуги и при высокоточных работах проявляет себя не лучшим образом. Альтернативным вариантом выступит аргоновая или углекислотно-аргоновая смесь, которая открывает больше возможностей для получения модифицированных легированных сплавов.
Процесс сварки чугуна полуавтоматом
Начинается работа с розжига дуги. Наиболее комфортный вариант выполнения этой операции предлагается в инверторах с функцией пьезорозжига и последующим контролем факела по технологиям Arc Force и Hot Start. Держатель необходимо вести под 60-градусным углом относительно рабочей поверхности. Шов накладывают в несколько подходов – слоями. Финальные пласты укладываются кончиком проволоки поперек. Завершается мероприятие удалением шлака и корректировкой его температуры. Для обеспечения постепенного и равномерного остывания заготовка засыпается негорючим материалом наподобие асбеста.
Заключение
Методы полуавтоматической сварки содержат немало технологических нюансов, которые предполагают разные форматы проведения работ. Многое зависит от газовой среды и расходных материалов. Например, проволока для сварки чугуна полуавтоматом может обусловить диапазоны оптимального напряжения дуги и подаваемого тока. Но, конечно, на базовом уровне следует исходить из требований к целевой заготовке. Учитываются ее характеристики и параметры планируемого шва, а на производствах имеет значение и скорость выполнения операции.
Особенности сварки чугуна полуавтоматом
Чугун обладает поразительными свойствами, которые сочетают в себе высокую износостойкость и хрупкость. В строительстве сплав железа с углеродом (чугун) популярен из-за своих литейных качеств – из чугуна можно отлить изделия самых разных форм. Повреждения на готовых чугунных изделиях восстанавливаются с помощью термической обработки – сварка чугуна полуавтоматом помогает устранить трещины и другие изъяны.
Особенности сварки чугуна
Чугун как искомый материал не существует в природе. Этот сплав железа и углерода был выведен людьми для строительства стойких монолитных конструкций и долговечных мелких деталей. Содержание углерода (>2,14%) в чугуне обуславливает его хрупкость при термическом воздействии.
Чугун имеет сложнейшую технологию сварки, которая объясняется специфическими характеристиками материала:
- высокая текучесть при повышении температур;
- низкая температура плавления;
- большая пористость материала.
Чугун отличается специфической реакцией на термическое воздействие. Высокая текучесть чугуна проявляется при его нахождении в условиях предельных температур. Обрабатываемый шов быстро расплавляется, а жидкая субстанция, образовавшаяся на месте шва, плохо регулируется инструментами сварки. В жидкой сварочной ванне сложно контролировать качество полученного соединения.
Сваривание тонких чугунных пластин сопровождается дефектами, которые выражаются в образовании затвердевших капель на обратной стороне детали. Для предотвращения таких изъянов при сварке используются графитовые подкладки, фиксирующие пластины в нужном положении. Формирование шва нужной конфигурации при сварке чугуна – сложный и тонкий процесс, доступный только после многочисленных тренировок.
Низкая температура плавления чугуна также добавляет сложности в общий процесс сварки. Соприкасаясь с накалённой электрической дугой, чугун быстро перегревается. В результате происходит хаотичное застывание общей массы, которое зачастую сопровождается образованием микротрещин в структуре шва. Повторное прокаливание материала создаёт непривлекательный шов, который, к тому же, может быть слабым на излом.
Подготовка к процессу сварки
Многие специалисты, работающие со сварочным оборудованием, утверждают, что произвести чугунную сварку с помощью полуавтомата невозможно. Но это убеждение далеко от правды, так как технология сварки полуавтоматом действительно сложна, но реальна в исполнении.
Независимо от того, какого типа оборудование применяется, чугун необходимо подготовить к обработке. Металл очищают от загрязнений и коррозии, а следы масла удаляют с помощью специальных растворителей. Зачистка материала с помощью болгарки или зубила должна проходить предельно аккуратно, чтобы не создать дополнительные повреждения на поверхности металла.
Если в процессе сварки планируется ремонт трещин, то необходимо провести сверление отверстий диаметром 5 мм в местах образованных дефектов. Чтобы избежать вытекание расплавленного металла за пределы кромок, по краям материала стоит организовать фаски под углом 45 о – 60 о . К оборудованию для сварки относятся баллон с газом (смесь углекислого газа с аргоном), редуктор, горелка и сварочная проволока, проводящая ток необходимой силы.
Проволока из стали не подходит для проведения сварочного процесса, так как при функционировании она может создать повреждения на поверхности чугуна. В состав проволоки уже входят компоненты, необходимые для сварки полуавтоматом – кремний, никель, железо, медь. Проволока также содержит порошок-флюс, препятствующий проникновению кислорода в сварочную ванну. В зависимости от выбранного типа сварки чугуна, используют проволоки следующих маркировок:
- проволока ПП АНЧ-1, предназначенная для холодного метода сварки;
- проволока ПП АНЧ-2, применяемая при подогреве до 350 о С;
- проволока ПП АНЧ-3 при температурном режиме свыше 600 о С.
Различные способы сварки чугуна
В зависимости от назначения чугунного изделия различают 3 основных способа сварки с помощью полуавтоматного оборудования.
Холодный способ
Этот метод сварки считается самым простым в исполнении и представляет собой соединение отдельных пластин из чугуна. Холодный способ не требует предварительного нагрева деталей и применяется на второстепенных сварочных швах, которые не будут подвергаться серьёзным нагрузкам. Форма, полученная по итогам холодной сварки, не отличается большой прочностью.
Холодный метод отлично походит для корректировки стёртых поверхностей и отдельных деталей механизмов. Такой метод реализуется с помощью работы специальных электродов, которые покрывают материал защитным слоем.
Полугорячий способ
Полугорячий метод сварки предполагает предварительный разогрев обрабатываемых деталей до температуры 360 о С. Данная технология применяется для конструкций, которые выносят определённую нагрузку. Изделия из чугуна помещаются в специальные кузни, внутри которых создан необходимый температурный режим.
Выдерживаемая температура создаёт условия, пригодные для деликатной обработки чугуна. Температура меньше 360 о С не оказывает разрушительного воздействия на сплав и предотвращает появление расколов и микротрещин в изделии.
Горячий способ
Данный метод отличается большой энергозатратностью и применением дорогостоящего оборудования, но термическая обработка такого типа позволяет создать предельно качественный материал с чистыми швами и без повреждений. Для горячей сварки чугун помещается в аппарат с индукционными токами, в котором происходит нагревание изделия до 600 о С. На следующем этапе проводится сварка металла полуавтоматом, затем металл помещается в золу до остывания.
Технология процедуры
После проведения подготовительных работ и выбора подходящего метода обработки начинается сам процесс сварки чугуна. Незнание тонкостей технологии может привести к безвозвратной порче обрабатываемого изделия, поэтому стоит ознакомиться с нюансами технической процедуры.
Работа начинается с розжига электрической дуги. При термической обработке чугуна нужно контролировать выбранный температурный режим, так как отклонение от нормы температуры изменяет физические показатели чугуна. В случае перегрева стоит внимательно следить за тем, чтобы вода не попадала на поверхность металла, так как влага разрушительно воздействует на раскалённый металл.
Грамотная настройка полуавтоматного оборудования также играет большую роль в общем сварочном процессе. Нужно помнить о том, что работа с подобным металлическим сплавом осуществляется на малом показателе тока и с обратной полярностью. Под обрабатываемые детали выстилается слой из графитовых подкладок, препятствующий расплавлению предметов с обратной стороны.
Первый шов изделия накладывается с помощью горелки, которая держится под наклоном в 50-60 о . Держатель нужно вести в направлениях слева-направо, сверху-вниз без колебательных движений. В следующих проходах допускается движение держателя по диагонали и в других направлениях. Очень важно, чтобы сварщик контролировал общее прокаливание изделия и видел конец проволоки.
По завершению сварки необходимо удалить сварочный шлак и произвести постепенное остывание материала. Для достижения подобного эффекта накалённую деталь погружают в негорючий материал (древесный уголь, асбестовая стружка).