Содержание
- Режимы термообработки стали 65г
- Режим термической обработки рессор из стали 65Г
- Итак, проведем исследование Стали 65Г;
- Сталь 65Г: характеристики и применение
- Химический состав
- Аналоги стали 65Г
- Общие параметры
- Применение стали 65Г
- Технические характеристики рессорно пружинной стали 65Г
- Расшифровка маркировки
- Состав сплава
Режимы термообработки стали 65г
Режимы термообработки стали 65г
Название работы: Режим термической обработки пружин из стали 65Г
Предметная область: Производство и промышленные технологии
Описание: Основной целью курсовой работы по технологии конструкционных материалов является освоение принципов выбора конструкционных материалов для деталей машин, инструмента, основываясь на знании состава и строения металлических конструкционных материалов и методов придания материалам заданных форм.
Дата добавления: 2014-01-07
Размер файла: 267.5 KB
Работу скачали: 268 чел.
Цель курсовой работы
Тематика курсовой работы
Разработка технологического процесса термической обработки стали 4
Описание структурных превращений при термической обработке 6
Превращение в закаленной стали при среднем отпуске (450 0 С) 9
Влияние легирующих элементов 11
Список используемой литературы 12
Назначить режим термической обработки пружин из стали 65Г.
Опишите микроструктуру стали до и после термической обработки.
Цель курсовой работы.
Основной целью курсовой работы по технологии конструкционных материалов является освоение принципов выбора конструкционных материалов для деталей машин, инструмента, основываясь на знании состава и строения металлических конструкционных материалов и методов придания материалам заданных форм.
Тематика курсовой работы.
Прогресс в современной машинной технике связан с созданием u освоением новых, наиболее экономичных материалов, развитием и внедрением в производство методов упрочнения металлов, расширении сортамента выпускаемых материалов.
Совершенство производства, выпуск современных разнообразных машиностроительных конструкций, инструмента, специальных приборов и машин невозможны без дальнейшего развития производства стали. В зависимости от назначения сталям предъявляют различные требования. Некоторые из них должны отличаться высокой прочностью другие — пластичностью, высокой износостойкостью и усталостной прочностью. Получение тех или иных свойств определяется структурой. В свою очередь строение стали зависит от состава и характера предварительной обработки, следовательно, между всеми этими характеристиками существует определённые связи: между составом и строением (первая связь), между обработкой и строением (вторая связь), между строением и свойствами (третья связь).
Темой работы является разработка технологического процесса термической обработки стали различного состава применительно к условиям работы данной детали машин и инструмента. С помощью термической обработки можно придавать различные значения свойствам стали без изменения её химического состава.
Различные операции термической обработки характеризуются следующими элементами: скоростью нагрева, температурой максимального нагрева, продолжительностью выдержки при температуре нагрева, скоростью охлаждения. В свою очередь изменение значения свойств металлов при проведении термической обработки объясняется изменением внутреннего строения, которое испытывает сталь при её нагреве и охлаждении.
Разработка технологического процесса термической обработки стали.
Для изготовления упругих элементов общего назначения, применяются легированные рессорно-пружинные стали.
Особенность работы деталей типа упругих элементов состоит в том, что в них используются в основном упругие свойства стали и не допускаются при нагрузке (статической, динамической, ударной) возникновение пластической деформации. В связи с этим стали должны иметь высокое сопротивление малым пластическим деформациям, т.е. высокие пределы упругости (текучести) и выносливости при достаточной пластичности и в сопротивлении хрупкому разрушению. Важные характеристики сталей данного типа — релаксационная стойкость и прокаливаемость.
Для обеспечения этих требований сталь должна иметь однородную структуру, т. е. хорошую закаливаемость и сквозную прокаливаемость (структуру мартенсита по всему сечению детали после закалки).
Наличие в структуре стали феррита, продуктов эвтектоидного распада, остаточного аустенита снижает упругие свойства детали. Известно, что сопротивление малым пластическим деформациям возрастает с уменьшением размера зерна в стали.
К группе рессорно-пружинных сталей общего назначения относятся стали перлитного класса с содержанием углерода 0,5. 0,7%, которые для улучшения свойств (прокаливаемость, предел выносливости, релаксационная стойкость, мелкозернистая структура) дополнительно легируют кремнием (1,5. 2,8%), марганцем (0,6. 1,2 %), хромом (0,2. 1,2%), ванадием (0,1. 0,25%), вольфрамом (0,8. 1,2%), никелем (1,4. 1,7).
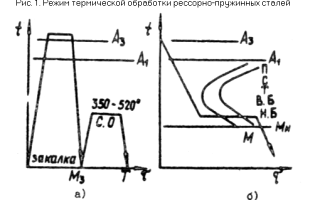
Эксплуатационные свойства стали приобретают после термической обработки, состоящей в закалке и среднем отпуске (350. 520 0 С) на тростит отпуска (рис.1а). Применение находит также изотермическая закалка на нижний бейнит (рис.1б).
В соответствии с заданием необходимо подобрать режим термической обработки стали 65Г. Сталь обладает стойкостью к росту зерна. Имеет высокие механические свойства.
Примем первый вариант термической обработки (рис. 1а): закалку и средний отпуск. По данным ГОСТа 14959-79 температура закалки для 65Г составляет 840-860 0 С (А С3 = 788 0 С). В качестве охлаждающей среды применяем масло. Последующий отпуск проводим при температуре 420-450 0 С (выше температуры необратимой отпускной хрупкости). Получаемая структура тростита отпуска (мелкозернистая ферритоцементитная смесь) обеспечит высокое сопротивление малой пластической деформации при достаточных значениях пластичности и вязкости (рис.2а, б) с НRC = 40. 50.
Указанный режим термической обработки (рис.3) обеспечивает получение следующих свойств (минимальных):
s 0,2 > 1270МПа; s в > 1470МПа; d > 12%; y > 42%;
НВ » 3900 — 4800 МПа (отпуск 450 0 ).
Описание структурных превращений при термической обработке.
Сталь 65Г — сталь перлитного класса. Кремний несколько повышает точку А 3 и снижает А 4 . Критические точки стали А С1 — 752 0 С , А С3 788 0 С.
Учитывая содержание углерода, сталь по структуре отжига относится к доэвтектоидным сталям, однако кремний сдвигает точку S диаграммы Fe -Fe 3 C до 0,7 % С, т. е. сталь становится почти эвтектоидной.
Поэтому необходимо проведение полной закалки (температура А 3 — 30-50 0 С, т.е. » 840-860 0 С). При полной закалке сталь нагревают до однофазной мелкозернистой аустенитной структуры (рис.4).
Последующее охлаждение в масле со скоростью большей чем V кр (наименьшая скорость охлаждения, при которой аустенит превращается в мартенсит) обеспечивает получение мелкозернистого мартенсита (рис.5).
V К — наименьшая скорость охлаждения, при которой аустенит превращается в мартенсит.
Рассмотрим превращения, происходящие в стали 65Г при нагреве с исходной равновесной структуры Ф + Ц. На практике при обычных скоростях нагрева (электропечи) под закалку перлит сохраняет свое пластинчатое или зернистое строение до температуры А С1 (до 752 0 С для стали 65Г). При температуре А С1 в стали происходит превращение перлита в аустенит. Кристаллы (зерна) аустенита зарождаются в основном на границах фаз феррита и цементита. При этом параллельно развиваются два процесса:
- полиморфный переход Fe a ® Fe g ;
- растворение аустенита в цементите.
Представим общую схему превращения
П (Ф +Ц) ½ А1 ® (Ф + Ц + А) 1 ® (А + Ц) 2 ® ( А неоднородный ) 3 ® (А гомогенный ) 4
Образование зерен аустенита происходит с большей скоростью, чем растворение цементита перлита, поэтому необходима выдержка стали при температуре закалки для полного растворения цементита и получения гомогенного аустенита.
Из рис.6 видно, что фазовая кристаллизация приводит к измельчению зерна в стали. При этом чем дисперснее структура перлита (Ф +Ц) и чем выше скорость нагрева стали, тем больше центров зарождения аустенита, а, следовательно, возрастает дисперсность продуктов его распада. Увеличение дисперсности продуктов распада аустенита приводит к увеличению пластичности, вязкости, уменьшение чувствительности к концентраторам напряжений.
Рассмотрим изменение структуры в стали при закалке в масле. При непрерывном охлаждении стали со скоростью большей чем критическая скорость (рис.5) аустенит превращается в мартенсит. Мартенситное превращение развивается в сталях с высокой скоростью (1000-7000м/с) в интервале температур Мн. Мк. При этом необходимо учитывать, что с увеличением % С точки Мн и Мк понижаются, в то время как введение кремния их повышает.
Из рис.7 видно, что температура Мн и Мк определяются в основном химическим составом стали.
В результате закалки стали 65Г структура может иметь кроме мартенсита и некоторое количество остаточного аустенита.
Возможность мартенситного превращения в стали объясняется наличием принципа структурного и размерного соответствия между аустенитом — плоскость (111) и мартенситом — плоскость (110), т.е. g ® a переход носит бездиффузионный характер. Превращение аустенита в мартенсит происходит путем кооперативного направленного сдвига только атомов железа на расстояние меньше межатомных. Полученный мартенсит представляет собой перенасыщенный твердый раствор углерода в a — железе и имеет тетрагональную кристаллическую решетку. Атомы углерода занимают в основном октаэдрические поры.
Образование в результате закалки мартенсита приводит к большим внутренним напряжениям, повышению твердости, прочности (фазовому наклепу), однако при этом возрастает склонность стали к хрупкому разрушению, что требует проведения дополнительно последующего отпуска.
Превращение в закаленной стали при среднем отпуске (450 0 С).
Нагрев закаленной стали до температуры А С1 принято называть отпуском. Отпуск должен обеспечить получение в стали необходимые эксплуатационных свойств. Структура стали 65Г после закалки состоит из мартенсита и остаточного аустенита.
При отпуске будет проходить одновременно несколько процессов:
1. Распад перенасыщенного твердого раствора мартенсита, при котором углерод выделяется в виде карбидов ( e — карбид, Fe 3 C ).
2. Распад остаточного аустенита, который превращается в мартенсит отпуска.
3. Выделение карбидной фазы Fe 3 C и ее последующая коагуляция.
4. Уменьшение плотности дефектов кристаллического строения.
5. Снимаются внутренние напряжения .
Рассмотрим последовательность процессов при отпуске с повышением температуры:
До 80 0 С диффузионная подвижность атомов мала и распад аустенита идет медленно.
Первое превращение при отпуске развивается в диапазоне 80. 200 0 С и приводит к формированию структуры отпущенного мартенсита — смеси пересыщенного углеродом a — раствора и когерентных с ними частиц e — карбида. В результате этого существенно меняется тетрагональность мартенсита ( часть углерода выделяется в виде метастабильного e — карбида ), удельный объем, снижаются внутренние напряжения (рис.8).
Второе превращение при отпуске развивается в интервале температур 200. 260 0 С (300 0 С) и состоит: 1) в превращении остаточного аустенита в отпущенный мартенсит; 2) в дальнейшем распаде отпущенного мартенсита: уменьшается степень его перенасыщенности до 0,15. 0,2% С, начинается преобразование e — карбида в цементит и его обособление, разрыв когерентности; 3) в снятии внутренних напряжений; 4) в связи с переходом остаточного аустенита в отпущенный мартенсит имеет место некоторое увеличение объема.
Третье превращение при отпуске развивается в интервале 300. 400 0 С. При этом заканчивается распад отпущенного мартенсита и процесс карбидообразования. Формируется карбидоферритная смесь, существенно снимаются внутренние напряжения; повышение температуры отпуска выше 400 0 С активизирует процесс коагуляции карбидов, что приводит к уменьшению дисперсности ферритоцементитной смеси.
Структуру стали после низкого отпуска (до 250 0 С) называют отпущенным мартенситом. Структуру стали после среднего отпуска 350. 500 0 С называют троститом отпуска. Структуру стали после высокого отпуска 500. 600 0 С называют сорбитом отпуска.
В стали 65Г после полной закалки в масле и среднего отпуска при 450 0 С образуется структура тростита.
Режим термической обработки рессор из стали 65Г
Для изготовления упругих элементов общего назначения, применяются легированные рессорно-пружинные стали.
Особенность работы деталей типа упругих элементов состоит в том, что в них используются в основном упругие свойства стали и не допускаются при нагрузке (статической, динамической, ударной) возникновение пластической деформации.
В связи с этим стали должны иметь высокое сопротивление малым пластическим деформациям, т.е. высокие пределы упругости (текучести) и выносливости при достаточной пластичности и в сопротивлении хрупкому разрушению.
Важные характеристики сталей данного типа — релаксационная стойкость и прокаливаемость. Для обеспечения этих требований сталь должна иметь однородную структуру, т. е. хорошую закаливаемость и сквозную прокаливаемость (структуру мартенсита по всему сечению детали после закалки).
Наличие в структуре стали феррита, продуктов эвтектоидного распада, остаточного аустенита снижает упругие свойства детали. Известно, что сопротивление малым пластическим деформациям возрастает с уменьшением размера зерна в стали.
К группе рессорно-пружинных сталей общего назначения относятся стали перлитного класса с содержанием углерода 0,5. 0,7%, которые для улучшения свойств (прокаливаемость, предел выносливости, релаксационная стойкость, мелкозернистая структура) дополнительно легируют кремнием (1,5. 2,8%), марганцем (0,6. 1,2 %), хромом (0,2. 1,2%), ванадием (0,1. 0,25%), вольфрамом (0,8. 1,2%), никелем (1,4. 1,7).
Эксплуатационные свойства стали приобретают после термической обработки, состоящей в закалке и среднем отпуске (350. 5200С) на тростит отпуска (рис.1а).
Применение находит также изотермическая закалка на нижний бейнит (рис.1б).
термический закалка сталь легированный
В соответствии с заданием необходимо подобрать режим термической обработки стали 65Г. Сталь обладает стойкостью к росту зерна. Имеет высокие механические свойства.
Примем первый вариант термической обработки (рис. 1а): закалку и средний отпуск. По данным ГОСТа 14959-79 температура закалки для 65Г составляет 840-8600С (АС3 = 7880С).
В качестве охлаждающей среды применяем масло.
Последующий отпуск проводим при температуре 420-4500С (выше температуры необратимой отпускной хрупкости). Получаемая структура тростита отпуска (мелкозернистая ферритоцементитная смесь) обеспечит высокое сопротивление малой пластической деформации при достаточных значениях пластичности и вязкости (рис.2а, б) с НRC = 40. 50.
Указанный режим термической обработки (рис.3) обеспечивает получение следующих свойств (минимальных): s 0,2 > 1270МПа; s в > 1470МПа; d > 12%; y > 42%; НВ » 3900 — 4800 МПа (отпуск 4500 ).
Сталь 65Г — сталь перлитного класса. Кремний несколько повышает точку А3 и снижает А4. Критические точки стали АС1 — 7520С , АС3 — 7880С. Учитывая содержание углерода, сталь по структуре отжига относится к доэвтектоидным сталям, однако кремний сдвигает точку S диаграммы Fe -Fe3C до 0,7 % С, т. е. сталь становится почти эвтектоидной. Поэтому необходимо проведение полной закалки (температура А3 — 30-500С, т.е. » 840-8600С). При полной закалке сталь нагревают до однофазной мелкозернистой аустенитной структуры (рис.4).
Последующее охлаждение в масле со скоростью большей чем V кр (наименьшая скорость охлаждения, при которой аустенит превращается в мартенсит) обеспечивает получение мелкозернистого мартенсита (рис.5)
VК — наименьшая скорость охлаждения, при которой аустенит превращается в мартенсит. Рассмотрим превращения, происходящие в стали 65Г при нагреве с исходной равновесной структуры Ф + Ц. На практике при обычных скоростях нагрева (электропечи) под закалку перлит сохраняет свое пластинчатое или зернистое строение до температуры АС1 (до 7520С для стали 65Г). При температуре АС1 в стали происходит превращение перлита в аустенит. Кристаллы (зерна) аустенита зарождаются в основном на границах фаз феррита и цементита. При этом параллельно развиваются два процесса: полиморфный переход Fea ® Fe g ; растворение аустенита в цементите.
Представим общую схему превращения П (Ф +Ц) ? А1 ® (Ф + Ц + А)1 ® (А + Ц)2 ® ( А неоднородный )3 ® (А гомогенный)4 Образование зерен аустенита происходит с большей скоростью, чем растворение цементита перлита, поэтому необходима выдержка стали при температуре закалки для полного растворения цементита и получения гомогенного аустенита.
Из рис.6 видно, что фазовая кристаллизация приводит к измельчению зерна в стали. При этом чем дисперснее структура перлита (Ф +Ц) и чем выше скорость нагрева стали, тем больше центров зарождения аустенита, а, следовательно, возрастает дисперсность продуктов его распада. Увеличение дисперсности продуктов распада аустенита приводит к увеличению пластичности, вязкости, уменьшение чувствительности к концентраторам напряжений. Рассмотрим изменение структуры в стали при закалке в масле. При непрерывном охлаждении стали со скоростью большей чем критическая скорость (рис.5) аустенит превращается в мартенсит. Мартенситное превращение развивается в сталях с высокой скоростью (1000-7000м/с) в интервале температур Мн. Мк. При этом необходимо учитывать, что с увеличением % С точки Мн и Мк понижаются, в то время как введение кремния их повышает.
Из рис.7 видно, что температура Мн и Мк определяются в основном химическим составом стали. В результате закалки стали 65Г структура может иметь кроме мартенсита и некоторое количество остаточного аустенита. Возможность мартенситного превращения в стали объясняется наличием принципа структурного и размерного соответствия между аустенитом — плоскость (111) и мартенситом — плоскость (110), т.е. g ® a переход носит бездиффузионный характер. Превращение аустенита в мартенсит происходит путем кооперативного направленного сдвига только атомов железа на расстояние меньше межатомных. Полученный мартенсит представляет собой перенасыщенный твердый раствор углерода в a — железе и имеет тетрагональную кристаллическую решетку. Атомы углерода занимают в основном октаэдрические поры. Образование в результате закалки мартенсита приводит к большим внутренним напряжениям, повышению твердости, прочности (фазовому наклепу), однако при этом возрастает склонность стали к хрупкому разрушению, что требует проведения дополнительно последующего отпуска.
Итак, проведем исследование Стали 65Г;
1. Расшифровка марки стали. Участок диаграммы Fe-FeC
В этом разделе мы расшифруем марку «Сталь 65Г». Цифры указывают среднее содержание углерода сотых долях процентов. К углеродистым конструкционным качественным сталям (ГОСТ 1050-88) относят марки: 0,5; 0,8; 10; 15; 20; 25; 30; 35; 40; 45; 50; 55; 60; 65.
Сталь 65Г углеродистая, качественная, конструкционная, рессорно-пружинная, углерода 0,65%, с содержанием марганца ( Mn ) 0.9 – 1.2%
Применение: рессоры, пружины и другие детали, от которых требуются повышенные прочностные и упругие свойства, износостойкость; детали, работающие в условиях трения при наличии высоких статических и вибрационных нагрузок.
Рисунок 1.1 — Участок диаграммы железо-углерод
2. Фазовые превращения
Как видно из рисунка 2.1 по достижении точки 1 из аустенита (рисунок 2.2) выделяется феррит (рисунок 2.3) за счет чего концентрация углерода возрастает на линии GS и по достижении точки 2 оставшийся аустенит приобретает эвтектическую концентрацию Хs и по эвтектической реакции при постоянной температуре превращается в эвтектику (Феррит + Перлит) (рисунок 2.4) при дальнейшем охлаждении концентрация снижается до равновесной соответствующим твердым растворам.
Рисунок 2.1 – Фазовые превращения
Рисунок 2.2 — структура аустенит
Рисунок 2.3 – структура аустенит-феррит
Рисунок 2.4 – структура перлит-феррит
3. Термокинетическая кривая охлаждения. Правило фаз
Правило фаз позволяет проверить правильность термокнетических кривых, а так же решать обратную задачу – строить термокинетические прямые по известной диаграмме состояния. Это правило устанавливает условия равновесия в любой точке диаграммы по количеству фаз.
Правило фаз устанавливает взаимосвязь между числом компонентов системы. Под системой пониматют сплав или чистый компонент, числом внешних переменных факторов, числом фаз находящимся в равновесии в данной точке по n степеней свободы системы.
Математически оно имеет следующий вид:
К – число компонентов системы (К = 1 то чистый компонент, К≥2 то компонент спалва)
В – число внешних переменных факторов (для большинства традиционных процессов обработки сплавов переменным фактором считают только температуру, следовательно число внешних переменных факторов равно одному )
Ф – число фаз находящихся в равновесии
С – число степеней свободы системы (число возможностей изменения внешних факторов ).
Если число степеней свободы системы равна нулю, то система нонвариантна (без вариантов) то есть не может изменяться ни один внешний фактор без нарушения равновесия. Если число степеней свободы системы равно одному то система моновариантна (один вариант) то есть может изменяться один фактор без нарушения равновесия. Если число степеней свободы системы больше одного то система многовариантна то есть может изменятся более одного фактора без нарушения равновесия.
Постоим термокинетическую кривую охлаждения для стали 55 с использованием правила фаз.(рисунок3.1)
Рисунок 3.1 — Термокинетическая кривая охлаждения
4. Нахождение концентрации углерода. Нахождение количество фаз в процентах
4.1. Правило концентрации
Это правило используется для определения компонента в каждой из фаз двухфазной области. Для этого через данную точку проводятся горизонтальная прямая (канода) до пересечения с границами двухфазной области. Проекция точки пересечения каноды с границей данной фазы на ось концентраций дает концентрацию компонента В в этой фазе.
Из рисунка 4.1 видно что в точке Хф концентрация углерода равно приблизительно 0,015 процента, а в точке Ха оно равно приблизительно 0,7 процентов.
Из рисунка 4.1 видно что в точке Хф концентрация углерода равно приблизительно 0,1 процента, а в точке Ха оно равно приблизительно 0,7 процентов.
4.2. Правило отрезков (рычага)
Из расчетов видно, что в точке b концентрация аустенита составляет 30%, а феррита 70%.
Рисунок 4.1 – Диаграмма состояния сплавов
5. Технологический процесс термообработки
Для нашей стали мы проведем процесс термообработки закалки, а затем среднетемпературного (среднего) отпуска. Но для начала разберемся в назначении каждой стадии термообработки, фазовых превращений и полученными структурами и свойствами стали.
5.1. Назначение стадий термообработки
Закалка –термическая обработка, заключающаяся в нагреве стали до температуры выше линии GSK, выдержке при этой температуре и охлаждении со скоростью, обеспечивающей получение мартенсита (не ниже критической). Минимальная скорость охлаждения, при которой не успевает пройти диффузионный распад аустенита на феррито-цементитную смесь, называется критической скоростью закалки на мартенсит. Скорость охлаждения обеспечивается определённой охлаждающей средой (вода, растворы солей, масло, для некоторых сталей — воздух). Назначение закалки заключается в получении мартенситной структуры.
Отпуск – термическая обработка, заключающаяся в нагреве закалённой стали до температуры ниже линии PSK, выдержке при этой температуре и охлаждении. Отпуск стали способствует снятию внутренних напряжений и получению необходимых свойств стали. Отпуск имеет важное практическое значение. Именно в процессе отпуска формируются окончательные структуры и комплекс эксплуатационных свойств сталей. Назначение среднетемпературного (среднего) отпуска заключается в том, что структура мартенсита переходит в троостит отпуска.
5.2. Фазовые превращения и получаемые структуры и свойства
Структура низкоуглеродистой стали после нормализации феррито-перлитная, такая же, как и после отжига, а у средне- и высокоуглеродистой стали – сорбитная;
Структура стали при закалке при нагреве до 840 ◦С перейдет в аустенит, а в дальнейшем при охлаждении в мартенсит закалки при этом свойства структуры станут твёрдыми, хрупкими, напряжёнными и неустойчивыми. При дальнейшей термообработке среднетемпературным (средним) отпуском структура мартенсита закалки перейдет в троостит отпуска. При этом троостит отпуска будет, имеет следующие свойства структуры, такие как высокий предел упругости и повышенная вязкость.
5.3. Режим термообработки
Сначала сталь в течении 15-20 минут нагревают до температуры 840 ◦С при этом структура — аустенит . После этого ее быстро охлаждают в воде и структура изменяется на мартенсит закалки. Затем сталь вновь нагревают, но в течении 60-120 минут и на температуру 400 ◦С . После этого охлаждают любым способом и структура из мартенсита закалки изменяется на троостит отпуска.
Полный отжиг заключается в нагреве доэвтектоидной стали на 30-50°С выше температуры, соответствующей точке АС3, выдержке при этой температуре для полного прогрева и завершения фазовых превращений в объеме металла и последующем медленном охлаждении.
Критическая точка Ас3 стали 65г равна 740ºС. Поэтому температура нагрева в соответствии с определением полного отжига составляет 770-790ºС. При этой температуре имеем структуру аустенита (100%). При снижении температуры до Аr3 начинают появляться первые зерна феррита. При дальнейшем снижении температуры до Аr1 из аустенита будут образовываться только зерна феррита, а содержание углерода в остающемся аустените будет увеличиваться и при температуре Аr1 достигнет 0,8%. При снижении температуры ниже Аr1 из аустенита будет образовываться перлит. После отжига сталь имеет низкую твердость и прочность при высокой пластичности. Отжиг облегчает обработку, резание стали.
6. Использование стали после термообработки в реальных условиях
Как было сказано раньше после отжига структура сплава состоит из зернистого троостита отпуска. Его твердость находится на уровне HRC 40-45, что позволяет задать высокие пределы упругости и выносливости. Благодаря таким свойствам чаще всего данный вид сплава применяется для рессор, пружин и других упругих элементов. Например, пружина может быть изготовлена из любого материала, имеющего достаточно высокие прочностные и упругие свойства, такими свойствами обладает и сталь после закалки и среднетемпературного (среднего) отпуска. Так же такие свойства стали позволяют использовать ее в рессоре (упругом элементе подвески транспортного средства). Рессора передаёт нагрузку с рамы или кузова на ходовую часть (колёса, опорные катки гусеницы и т. д.) и смягчает удары и толчки при прохождении по неровностям пути. Изготовляется из термически обработанной стали и торсион— вал, работающий на кручение и выполняющий функцию упругого элемента (рессоры, пружины). Свойства стали после среднетемпературного (среднего) отпуска позволяют торсионному валу выдерживать большие напряжения кручения и значительные углы закручивания (десятки градусов).
Таким образом, упругие элементы являются неотъемлемыми деталями для таких транспортных механизмов как автомобиль, самолет, локомотив и др., так как они предназначены для накапливания и поглощения механической энергии. И изготовление стали после отжига позволяет использовать во многих областях производства.
Как было сказано раньше после нормализации структура сплава состоит из сорбита. Его твердость находится на уровне 250. 350 НВ, что позволяет задать высокие пределы упругости и выносливости.
Сталь 65Г: характеристики и применение
Существуют виды сталей, имеющих ограниченное применение. Именно к ним относят рессорно — пружинную сталь 65Г. Её характеристики отличают высокие параметры упругости и стойкостью к износу.
Химический состав
В состав марки 65Г входят следующие вещества:
до 0,65% углерода (С);
до 1,2% марганца (Мn);
до 0,4% кремния (Si);
до 0,25% хрома (Сг);
до 0,035% фосфора (Р);
до 0,25% никеля (Ni).
Расшифровка стали
Буква Г означает, что основной легирующий элемент — марганец, а цифра 65 — это процентное содержание углерода в сплаве в сотых долях (0,65%)
Наличие марганца в таком количестве увеличивает упругость стали и ее сопротивление на разрыв.
Эта сталь выпускается на основании ГОСТ14959-2016.
Действие этого документа относится к горячекатанному и кованному прокату. Кроме того, он регламентирует такую продукцию, как специальный прокат, который предназначен для производства пружинной и рессорной продукции. Этот ГОСТ нормирует химический состав проката.
Производители выпускают следующую номенклатуру продукции:
- сортовой прокат, в т. ч. фасонный — ГОСТ 14959-79;
- пруток калиброванный — ГОСТ 1051-73;
- серебрянка — ГОСТ 14955-77.
Кроме тог,о металлургические предприятия выпускают лист разной толщины, круги, полосы, прутки прочие виды изделий.
Аналоги стали 65Г
В качестве заменителя для стали 65Г можно использовать — 60С2А, 9ХС, 50ХФА, 60С2.
Зарубежные металлурги производят следующие аналоги:
- США — G15660;
- Германия — 66Mn4;
- Великобритания — 080A67;
- Китай — 65Mn.
Общие параметры
Вещества, входящие в этот материал и дальнейшая его термообработка обеспечивает:
- высокую стойкость к износу;
- хорошая ударная вязкость;
- сопротивление на разрыв;
- высокая стойкость к воздействию ударов.
Отсутствие большого количества легирующих элементов позволяет обеспечить относительно низкую цену этой стали.
Для получения заданных параметров сталь марки 65Г закаливают при температуре от 800 до 830 ºC. Отпуск выполняют при температуре от 160 до 200 ºC, такой отпуск называют высоким. Охлаждение выполняют на воздухе. Такие режимы термической обработки позволяют получить изделие с твёрдостью поверхности 45- 47 по HRC.
Технолог, проектируя процесс термообработки должен помнить, сталь 65Г и ее аналоги не опасаются перегрева, но при выполнении закаливания в верхних точках температурного диапазона может снизиться ударная вязкость.
Применение стали 65Г
Эта сталь и ее аналоги нашли свое применение во многих отраслях промышленности, например, в автомобилестроении, станкостроении и пр. Практически сталь 65Г и ее аналоги можно встретить в любом автомобиле, тракторе, станке, судне, то есть в любом оборудовании, в котором эксплуатируются рессоры, пружины, в том числе и тарельчатые и пр.
Как правило, твёрдость пружин лежит в диапазоне от 40 до 50 по Rc. ГОСТ определяет методики проверки, которые максимально приближены к реальным условиям их работ. Во время приемки пружинная продукция проходит испытания на растяжение, сжатие и пр. Более того, на поверхности готовых изделий недопустимо наличие рисок, царапин и пр. Все дело в том, что рано или поздно их наличие приведет к появлению трещин на поверхности изделий.
Пружины, которые производят из проволоки, прошедшей термическую обработку, такую называют патентированной, или лент класса Н, П или В, подвергают операции дополнительного отпуска. Она необходима для устранения внутренних напряжений, которые возникают при их производстве. Кроме того, такая дополнительная обработка приводит к повышению упругости готовых изделий. Дополнительный отпуск выполняют в ваннах, наполненных селитрой, время отпуска составляет 5 — 10 минут. Кроме того, при отпуске с использованием электропечей, технологи должны отслеживать то, чтобы изделия прогревались равномерно, в противном случае, возможно, возникновение внутренних напряжений.
Изделия, произведённые из отожжённой стали, подвергаются операциям закаливания и отпуска. При этом отпуск выполняют при температуре до 720 ºC.
Пружины, предназначенные для закаливания, могут помещать или разогретые ванны, заполненные соляным раствором, или в камерные печи.
Существует ряд технологических особенностей при производстве пружинных изделий из стали 65Г. В частности, пружины небольшого размера, помещают в печи на специальных поддонах. Изделия большого размера на специальных приспособлениях, которые предотвращают появление коробления, это могут быть трубы соответствующего размера.
Имеет смысл отметить, что, кроме промышленности, сталь марки 65Г применяют для производства клинкового оружия — это специальные ножи для метания и турнирные мечи, используемые в исторических реконструкциях. Кстати, именно в этой сфере применения, проявляется один из недостатков этого сплава — низкая стойкость к воздействию коррозии. Именно поэтому клинки после использования проходят смазку касторовым маслом. Специалисты утверждают, что уход за клинковым оружием можно сравнить за правилами ухода за дамасской сталью.
Для изготовления, например, кухонных или охотничьих ножей эта сталь не лучшее решение, это вызвано рядом ее свойств.
Технические характеристики рессорно пружинной стали 65Г
Основные характеристики сплавов определяют область их применения. Сталь 65Г отличают высокие показатели упругости и износоустойчивости. Преимуществом продукта является и низкая стоимость. Эти качества делают его незаменимым в изготовлении рессорной продукции, а также спортивного оружия.
Расшифровка маркировки
Сталью называют сплав железа с углеродом. Одной из самых распространенных в России является марка стали 65Г, расшифровка ее понятна и проста – цифрами и буквами обозначается содержание в сплаве легирующих элементов. Общий принцип маркировки сталей предусматривает три позиции, которые указывают слева направо:
- массу углерода в сотых долях процента;
- знак главного легирующего компонента;
- округленное до целого числа значение основного добавочного элемента.
Меняя добавки и их количественное содержание, можно материалу задать необходимые технологические свойства. Углерод повышает твердость сплава, однако при увеличении его концентрации выше 2,14% материал становится слишком хрупким. В данном случае цифры свидетельствуют о массовой доле основного составного элемента в стали – углерода. Его концентрация составляет 0,65%. Буква «Г» указывает на главный легирующий компонент – марганец.
Сталь 65Г, характеристики, применение регламентируются ГОСТОм 14959-2016, который определяет концентрации легирующих элементов. Номенклатура выпускаемой продукции состоит:
- из сортового проката;
- прутка калиброванного с ГОСТом – 1052-71;
- серебрянки, ГОСТ – 14955-77;
- листов и полос разных размеров.
Сплав относится к категории высокоуглеродистого рессорно-пружинного сырья. В них должны сочетаться свойства высокой поверхностной твердости и хорошей упругости. Их достигают с помощью термической обработки и различных добавок. Основными из них являются:
- углерод, обеспечивающий эффект прочности материала – 0,62-0,70%;
- марганец, повышающий поверхностную твердость и значительное сопротивление разрыву – 0,9-1,2%;
- кремний, один из раскислителей – 0,17-0,37%.
Состав сплава
К второстепенным добавкам относятся:
- хром, который повышает твердость материала, степень его жаростойкости – 0,25%;
- никель, придающий антикоррозионные свойства и пластичность – до 0,25%;
- медь, увеличивающая устойчивость к коррозии – 0,20%;
- сера и фосфор – по 0,035%.
Последние два элемента относятся к вредным примесям, присутствие которых неизбежно. Фосфор снижает пластичность сплава и повышает его хрупкость. Сера вызывает явление красноломкости, то есть возникновение трещин в металле при интенсивном нагреве. Однако их концентрация в сплаве не превышает величины, допустимой для качественного материала.
Малое количество легирующих добавок обеспечивает относительную дешевизну сплава, что и делает его крайне востребованным. Химический состав определяет физические и технологические свойства стали 65Г:
- твердость при 20оС – 285 НВ;
- модуль упругости – 84 ГПа;
- высокую прочность на разрыв – 750 МПа;
- хорошую ударную вязкость – 3,0 – 3,5 кг*м/см2;
- удельный вес – 7850 кг/м3;
- диапазон температур для закалки – 800 – 830оС;
- температурный интервал ковки – 760 – 1250оС.
Заменителями для сплава могут выступать марки:
Из зарубежных аналогов можно отметить:
- G15660 – в Соединенных штатах;
- 66Mn4 – Германии;
- 65Mn – Китае;
- 080А67 – Великобритании.
Термическая обработка
Сталь 65Г, характеристики которой изначально задаются ее химическим составом, подлежит дальнейшей термообработке. Во многом, от нее зависит качество производимой продукции. В результате теплового воздействия:
- происходят внутренние структурные изменения в металле;
- улучшаются его механические свойства;
- увеличивается износоустойчивость изделий;
- повышается их надежность;
- снижается себестоимость деталей вследствие применения более дешевых добавок;
- расширяется сфера использования продукции.
Основные этапы термической обработки заключаются в процессах:
- отжига;
- дальнейшей нормализации;
- закалки и отпуска.
Закалка и отпуск изделий
Закалка происходит при нагреве детали до температур выше критической, и быстром охлаждении в определенной среде. Диапазон температур, подходящих для закалки деталей из стали 65Г, составляет 800 – 820оС. Дальнейшее охлаждение осуществляется в масле, что позволяет устранить вероятность растрескивания поверхности изделий.
В зависимости от тех характеристик, которые заданы эксплуатационными требованиями для изделий, при подборе режима закалки учитываются:
- оборудование и метод нагрева;
- температурный диапазон процесса;
- время выдержки при выбранном режиме;
- тип закалочной среды;
- способ дальнейшего охлаждения.
Отжиг изделий производится путем повторного нагрева, после которого осуществляются процедуры выдержки и медленного охлаждения. Температура отжига соответствует тепловому воздействию при закалке стали.
Отпуск металла осуществляют для ликвидации внутренних напряжений, появившихся в нем в процессе закалки. На выходе несколько уменьшается твердость сплава, но увеличивается его вязкость. Отпуск проводится путем вторичного нагрева в более низком температурном режиме и последующего спокойного охлаждения. Кроме того, меняя температурные режимы отпуска, можно придавать металлу разные механические свойства.
Для продукции из стали 65г обычно проводят высокий вариант отпуска в диапазоне температур 550 – 600 градусов с дальнейшим охлаждением на воздухе, однако при этом снижается показатель ударной вязкости. Для изделий, требующих высокой надежности и долговечности, дополнительно применяется низкий отпуск в интервале 160 – 200оС, сопровождающийся медленным охлаждением на воздухе. Твердость стали на выходе может составить 45 – 47 HRC.
Преимущества и недостатки
Несомненно, широкая область применения обусловлена очевидными достоинствами, которыми обладает сталь 65Г:
- характеристики, применение для ножей обусловлены устойчивостью к ударным деформациям и простотой заточки;
- высокая твердость, до 50-55 HRC, предохраняет изделия от поломок;
- низкая стоимость позволяет удешевить выпускаемую продукцию;
- высокая сопротивляемость разрыву делает ее незаменимой в изготовлении пружинной продукции;
- значительный предел текучести позволяет изделию восстанавливать свою форму после прекращения действия деформирующей нагрузки;
- металл хорошо поддается ковке;
- после процедуры чернения на его поверхности образуется оксидная пленка, предохраняющая поверхность от коррозии.
Как и любой сплав, сталь 65Г обладает определенными недостатками:
- она сильно подвержена коррозии;
- несмотря на легкую заточку, доводка режущей кромки слишком трудоемка;
- существует вероятность деформации при ударных нагрузках.
Область применения
Сплав является конструкционным материалом с высокой степенью упругости, что позволяет использовать его в машиностроении и станкостроении для производства механизмов, работающих под длительными нагрузками:
- для создания рессор в автомобилях;
- упорных шайб и сланцев;
- подшипников и тормозных лент;
- пружинных механизмов;
- фрикционных дисков.
Из сталей марок 65, 70 можно изготовить также:
- спортивные клинки;
- метательные ножи;
- медицинские изделия;
- бритвы;
- другие элементы, не подвергающиеся длительным ударным нагрузкам.
Материал не подходит для сварки и использования в условиях повышенной влажности, так как подвержен коррозии. Однако его можно применять в контактно-точечных сварочных операциях. Изготовленные из него изделия необходимо смазывать маслом или использовать только в сухом помещении.