Содержание
- § 5. Механизированная резка
- Инструменты и приспособления, применяемые при резке
- Методы и технологии резки листового металла
- Раскрой металла можно производить:
- Механический раскрой.
- Раскрой металла с помощью циркулярной пилы
- Раскрой на ленточнопильном станке
- Резка при помощи гильотины
- Термический раскрой
- Раскрой лазером.
- Плазменный раскрой.
- Газовый раскрой.
- Механические резки листового металла во Владимире
- Разновидность инструмента для резки металла
- Основные способы резки металла
- Промышленное оборудование
- Ножницы по металлу
- Сабельные пилы
- Лобзик – гениальный инструмент
Механическая резка листового металла
§ 5. Механизированная резка
Механизированная резка осуществляется применением различных механических, электрических и пневматических ножовок и ножниц, дисковых пил и другого универсального и специального оборудования.
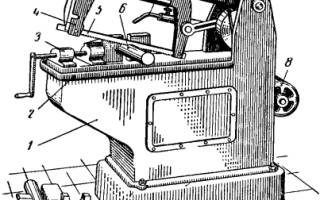
Механическая приводная ножовка (рис. 117). Представляет собой металлорежущий станок, имеющий станину 1 и стол 2, на котором устанавливаются машинные тиски 3 для закрепления заготовки 6. На станине смонтирована рамка 4, в которой крепится ножовочное полотно 5. Ножовка приводится в действие от электродвигателя 8.
Рис. 117. Приводная ножовка
В целях предупреждения нагрева полотна при резании применяется охлаждение маслом, эмульсией и водой. Охлаждающая жидкость подается через трубопровод 7 на место реза.
Электромеханическая ножовка. Находит широкое применение при выполнении слесарно-сборочных работ.
В корпусе 2 ножовки (рис. 118) встроен электродвигатель, на валу его укреплен барабан 3 с замкнутым спиральным криволинейным пазом 4, по которому ходит палец б ползуна 7 с ножовочным полотном 1.
Рис. 118. Электромеханическая ножевка
При вращении барабана ножовочное полотно получает возвратно-поступательное движение и осуществляет резание металла. Во время работы ножовка упирается скобой в заготовку и поддерживается за рукоятку 5.
Пневматическая ножовка (рис. 119). Состоит из шланга 1, рукоятки 2, пусковой кнопки 3, ножовочного полотна 4, поворотного барабана 5, преобразователя движения 6, пневматического двигателя 7. Максимальная толщина разрезаемого металла 5 мм. Наименьший радиус 50 ММ, скорость резания 20 м/мин.
Рис. 119. Пневматическая ножовка
Ручные электрические и пневматические ножницы. Находят широкое применение в промышленности электрические и пневматические ручные ножницы, которыми вырезают прямые, криволинейные и фигурные профили.
Ручные электрические ножницы И-31 (рис. 120) предназначены для резания листовой стали толщиной до 2,7 мм. В корпус 1 вмонтирован электрический двигатель мощностью 370 вт, а в картер 2 — ножевая головка.
Рис. 120. Ручные электрические ножницы И-31
Вал двигателя через червячную передачу вращает эксцентрик 3, на котором жестко закреплен кулачок. Нижний неподвижный нож 8 крепится к скобе 9. При вращении эксцентрика 3 кулачок 4 заставляет качаться сидящий на пальце 5 ножевой рычаг 6 с верхним ножом 7 и разрезать металл. Производительность электроножниц И-31 до 3 м/мин.
Пневматические ножницы предназначены для прямолинейной и криволинейной резки металла и приводятся в действие пневматическим роторным двигателем. Наибольшая толщина разрезаемого стального листа средней твердости — 3 мм, наибольшая скорость резания — 2,5 м/мин, число двойных ходов ножа в минуту — 1600.
Пресс-ножницы предназначены для резки профильного проката (пруток квадрат, уголок, швеллер) и листов, а также пробивки отверстий.
Пневматическая пила (рис. 121) применяется для резки труб непосредственно на месте сборки трубопроводов. Пила имеет редуктор 1, червячное колесо которого смонтировано на одной оси со специальной дисковой фрезой 3. Закрепляется груба специальным зажимом 2, который установлен на хвостовике 5. Зажим крепится шарнирно к рукоятке 4.
Рис. 121. Пневматическая пила
При использовании пневматической пилы на разрезаемых поверхностях труб не образуется наплывов и заусенцев.
Пневматическая пила допускает разрезание труб диаметром до 50—64 мм. Диаметр фрезы 190—220 мм, число оборотов фрезы 150—200 об!мин.
Дисковые пилы. Эти пилы делятся на универсальные, маятниковые и пилы трения. Универсальной дисковой пилой (рис. 122) разрезают профильный металл различных сечений под любым углом, выполняют продольные разрезы, надрезы или вырезы. На чугунной станине 1 пилы укреплена вертикальная колонка 2, на которой смонтирован поворотный кронштейн 5 с направляющими 8. По направляющим перемещается электродвигатель, на валу 7 которого установлен режущий диск 10. Кронштейн можно поворачивать вокруг колонки и опускать или поднимать на необходимую высоту. Подача электродвигателя с режущим диском осуществляется поворотом рукоятки 9. Установка режущего диска при работе в зависимости от профиля и размера материала выполняется рукоятками 3, 4 и 6.
Рис. 122. Дисковая пила
Широкое применение находят электрические и газовые способы резки металла.
В СССР впервые в мире были разработаны анодно-механический, электроискровой и электродуговой способы резки металла.
Анодно-механический способ разрезания металла основан на использовании электрической эрозии, т. е. разрушения электрическими разрядами.
Применение указанного способа дает возможность разрезать металл любой твердости, в том числе и твердые сплавы.
Электроискровой способ так же, как анодно-механический способ, основан на использовании явления электрической эрозии.
При резке металла необходимо выполнять следующие правила техники безопасности:
- прочно и правильно закреплять ножовочные полотна, так как при слабом креплении полотно может выскочить из рамки, а туго натянутое — лопнуть, в результате чего рабочий может получить травму;
- крепко и надежно закреплять в тисках разрезаемую деталь;
- нельзя работать ножовкой без ручки или с треснувшей ручкой;
- в конце резки уменьшать нажим на ножовку и поддерживать отрезаемую часть, чтобы она не упала на ноги;
- не выдувать стружку из пропиленного места, так как стружка может попасть в глаза;
- систематически убирать обрезки и заготовки у рабочего места;
- рабочее место должно быть чистым, на полу не должно быть масла.
Вопросы для самопроверки
- Чем следует руководствоваться при выборе инструмента для резки материала?
- Какое влияние оказывает материал заготовки и длина пропила на выбор ножовочного полотна?
- Как правильно установить ножовочное полотно в станке? Куда должны быть направлены зубья в установленном в рамку полотне?
- Какое значение имеет шаг зуба?
Инструменты и приспособления, применяемые при резке
Резка металла
Методические указания к лабораторным занятиям по дисциплине «Основы ремонта и диагностики нефтегазового оборудования»
В указаниях описаны инструменты и приспособления, применяемые при резке, даны основные правила выполнения работ при резке металла, а так же правила разрезания металлов для студентов специальности 130602 Машины и оборудование нефтяных и газовых промыслов.
Составитель: Сидоркин Д.И., ассистент, канд.техн.наук
Рецензент Ишемгужин И.Е., доцент, канд.техн.наук
© Уфимский государственный нефтяной технический университет, 2007
Содержание
3 Инструменты и приспособления, применяемые при резке
4 Правила выполнения работ при разрезании материалов
Цель работы
Целью настоящей лабораторной работы является закрепление и углубление практических знаний студентов по инструментам, применяемых при резке металла и приемам выполнения этих работ.
Введение
Разрезание — это операция, связанная с разделением материалов на части с помощью ножовочного полотна, ножниц и другого режущего инструмента. В зависимости от применяемого инструмента разрезание может осуществляться со снятием стружки или без снятия.
Инструменты и приспособления, применяемые при резке
Наибольшее распространение получило разрезание металлов ручными слесарными ножовками и ножницами. Для разрезания листового и пруткового материала применяют ручные рычажные и гильотинные ножницы.
Ручные слесарные ножовки предназначены в основном для разрезания сортового и профильного проката вручную, а также для разрезания толстых листов и полос, прорезания пазов и шлицев в головках винтов, обрезания заготовок по контуру и других работ, разрезание выполняется при помощи ножовочных полотен, которые изготавливают из углеродистой (марки Р9 или Р18) или легированной (марки Х6ВФ) инструментальной стали и после нарезания зубьев закаливают. Наиболее распространены ножовочные полотна шириной 13 и 16 мм при толщине от 0,5 до 0,8 мм и длиной 250. 300 мм. Для осуществления резания полотно устанавливают в специальном ножовочном станке. Ножовочные станки бывают двух типов: цельные и раздвижные, позволяющие устанавливать в станок ножовочное полотно разной длины.
Цельный ножовочный станок (рисунок 1) состоит из станка 7, натяжного винта с барашковой гайкой 6 и рукоятки 2. Ножовочное полотно 4 устанавливают в прорези головок 5 и фиксируют его при помощи штифтов 3.
1 – станок; 2 – рукоятка; 3 – штифты; 4 – ножовочное полотно; 5 – головка крепления ножовочного полотна; 6 – натяжной винт с гайкой
Рисунок 1 – Цельный ножовочный станок
Раздвижной ножовочный станок (рисунок 2) отличается тем, что состоит из двух частей, соединенных при помощи обоймы. Обойма жестко крепится на одной половине станка, а другая половина может изменять свое положение по длине за счет установки впрессованного в нее штифта, который фиксируется в специальных пазах обоймы.
Рисунок 2 – Раздвижной ножовочный станок
На одной из сторон ножовочного полотна по всей длине нарезают зубья (рисунок 3, а). Каждому зубу ножовочного полотна придается форма режущего клина, которая характеризуется определенными геометрическими параметрами: задним углом α, углом заострения β, передним углом γ и углом резания δ. Между углами, характеризующими геометрию режущего клина зубьев ножовочного полотна, существуют зависимости: α + β + β = 90°; α + β = δ.
а – геометрические параметры ножовочного полотна: γ – передний угол; α – задний угол; β – угол заострения; δ – угол резания; б – разводка по зубу; в – разводка по полотну
Рисунок 3 – Ножовочное полотно
Поскольку работа (движения) ножовочного полотна, осуществляется в ограниченном пространстве, то для предупреждения его заклинивания в процессе работы зубья ножовочного полотна должны быть разведены. В зависимости от величины шага зубьев, т. е. от расстояния между двумя соседними зубьями, различают разводку по зубу (рисунок 3, б) и разводку по полотну (рисунок 3, в). Разводка по зубу производится на полотнах с большим шагом, в этом случае поочередно отгибают каждый зуб ножовочного полотна то в одну сторону, то в другую. При разводке по полотну сначала отгибают два-три зуба в одну сторону, а затем два-три зуба в другую. В этом случае вдоль полотна появляется волнистая линия.
При установке полотен в ножовочном станке необходимо следить за правильным выбором направления зуба. Острие режущего клина должно быть всегда направлено в сторону рабочего движения полотна — вперед, в направлении от рукоятки к барашку натяжного винта. Вторым обязательным условием нормальной работы при разрезаний является натяжение ножовочного полотна. Натяжение должно быть таким, чтобы полотно не испытывало упругих деформаций при разрезании и в то же время не должно быть слишком сильным, так как это может привести к поломке полотна в процессе работы даже при незначительном его перекосе.
Ручные ножницы (рисунок 4) бывают правыми и левыми. У правых ножниц скос на режущей части на каждой из половин находится с правой стороны, а у левых — с левой. Ручными ножницами можно резать листовую сталь толщиной до 0,7 мм, кровельное железо толщиной до 1,0 мм, листы меди и латуни толщиной до 1,5 мм.
а – правые; б – с криволинейными лезвиями; в – пальцевые
Рисунок 4 – Ножницы кривые
Такие ножницы (рисунок 4, а) предназначены для разрезания материала по прямой линии или по дуге большого радиуса. Если требуется вырезать в листовом материале отверстие или вырезать деталь по контуру с малыми радиусами кривизны, применяют ножницы с криволинейными лезвиями (рисунок 4, б) или пальцевые ножницы с тонкими и узкими режущими лезвиями (рисунок 4, в).
Все ножницы, независимо от их конструкции, в своей основе имеют (как и другие режущие инструменты) режущий клин. Форма режущего клина ножниц характеризуется следующими геометрическими параметрами (рисунок 5): углом заострения β; задним углом α, обеспечивающим уменьшение трения при работе ножницами и составляющим 2. 3°. С целью уменьшения усилий, прикладываемых при резании, режущие ножи устанавливают под углом φ (чем больше этот угол, тем меньше усилие резания). При увеличении этого угла создаются усилия, выталкивающие лист из-под ножей, в связи с этим величину угла φ выбирают в пределах 7. 12 °, что создает оптимальные условия для резания. Угол заострения β выбирают в зависимости от обрабатываемого материала (чем тверже материал, тем большим должен быть этот угол). Для мягких металлов и сплавов (например, меди, латуни) он составляет 65 °; для металлов средней твердости — 70. 75 °, а для твердых материалов — 80°. Если требуется разрезать листы большой толщины (до 2,0 мм), применяют стуловые ножницы (рисунок 6). У этих ножниц одна рукоятка имеет отогнутый вниз конец; этим заостренным концом ножницы закрепляют в деревянной колоде или тисках. Вторая рукоятка служит для нажатия и собственно резания.
α – задний угол; β – угол заострения; φ – угол между лезвиями
Рисунок 5 – Геометрические параметры лезвий ножниц
Рисунок 6 – Стуловые ножницы
Хорошего эффекта при резании листовой стали толщиной до 2,5 мм можно добиться при использовании силовых ножниц (рисунок 7). При работе рукоятку 4 с насечкой закрепляют в тисках, а рукоятку 5 с пластмассовым наконечником захватывают правой рукой. Рабочая рукоятка 5 представляет собой систему двух последовательно соединенных рычагов. Первый рычаг 7 заканчивается ножом 1 и соединен винтом 2 через шайбу 8 с рукояткой 4. Рукоятка 5 через ось 6 и шарнирное звено 3 также соединена с рукояткой 4. Эта система рычагов обеспечивает увеличение силы резания приблизительно в два раза по сравнению с обычными ножницами таких же габаритов.
Настольные ручные рычажные ножницы (рисунок 8) применяют для разрезания листовой стали толщиной до 4 мм, алюминия и латуни — до 6 мм. Основание 1 ножниц закрепляют на верстаке болтами. Рукоятка 2 обеспечивает возвратно-поступательное движение ножа 3. Второй нож 4 закреплен в корпусе основания 1. Разрезаемый лист укладывают на полку неподвижного ножа и, перемещая подвижный нож 3 рукояткой 2, выполняют разрезание листа по разметочной риске. Рычажные ножницы могут несколько отличаться друг от друга по конструкции, но принцип их действия во всех случаях одинаков.
1 – нож; 2 – винт; 3 – шарнирное звено; 4 – рукоятка с насечкой; 5 — рукоятка с пластмассовым наконечником; 6 – ось; 7 – рычаг; 8 – шайба
Рисунок 7 — Силовые ножницы
Рисунок 8 – Настольные ручные рычажные ножницы
Труборезы (рисунок 9) применяют для разрезания труб различного диаметра вместо слесарной ножовки, а также для более качественного разрезания труб. Труборез представляет собой специальное приспособление, у которого режущим инструментом служат стальные дисковые резцы-ролики. Наиболее распространены роликовые, хомутиковые и цепные труборезы.
Роликовый труборез (рисунок 9, а) состоит из скобы 4, винтового рычага 3 и трех дисковых режущих роликов 6, два из которых установлены на осях в скобе 4, а третий смонтирован на оси, закрепленной в подвижном кронштейне 5
а – роликовый: 1 – прижим; 2 – винт; 3 – винтовой рычаг; 4 – скоба; 5 – кронштейн; 6 — режущие кромки; 7 – труба; б – хомутиковый; в – цепной; г – резцовый: 1 – нажимной винт; 2 – отрезной резец; 3 – винт
Рисунок 9 — Труборезы
Разрезаемую трубу закрепляют в прижиме 1 винтом 2, после чего труборез устанавливают на трубу 7. При вращении винтового рычага 3 вправо кронштейн 5 переместит режущий ролик 6 до соприкосновения со стенкой трубы под некоторым нажимом. Труборез с тремя роликами режет одновременно в трех местах, поэтому при работе его слегка раскачивают при помощи рычага (примерно на одну треть оборота в каждую сторону). Для повышения качества разрезания место реза смазывают маслом.
Для разрезания труб большого диаметра применяют хомутиковые или цепные труборезы (рисунок 9, б, в).
При резании роликовыми труборезами происходит вдавливание внутрь трубы ее торца, что ведет к образованию заусенцев и необходимости дальнейшей обработки трубы для их удаления. Исключить этот недостаток позволяет резцовый труборез (рисунок 9, г), у которого ролики выполняют лишь функцию центрирования трубы в приспособлении, а резание производится отрезным резцом 2, который по мере врезания в трубу подается нажимным винтом 7. Нажим роликов осуществляется при помощи винта 3.
Методы и технологии резки листового металла
Существуют несколько видов разрезания металла. Каждый из них выбирается в зависимости от разновидности листового металлического материала.
Раскрой металла можно производить:
- ножницами;
- гильотиной;
- циркулярной пилой;
- фрезером;
- лазером;
- гидроабразивом;
- сверлением;
- электроэрозией;
- электроискровой;
- плазмой.
Механический раскрой.
Это один из самых старых методов раскроя металлического материала. В наши дни существует множество более современных способов. Однако этот традиционный вид резки тоже применяется на практике. Механическую резку можно осуществлять самостоятельно. Если не хватает опыта и навыков можно заказать раскрой металлических листов в мастерской. Этот метод самый дешёвый из всех типов обработки металла.
Раскрой металла с помощью циркулярной пилы
Для раскроя металла потребуются специальные диски. Применяется использование:
- Армированных абразивных отрезных кругов.
- Дисков, имеющих напайки из твёрдого металла.
Отрезными кругами режут алюминий, дисками — более твёрдые металлы. Этот способ разрезания металлических материалов даёт точный и качественный результат. Циркулярной пилой можно резать лист под разными углами. Однако, имеются и недостатки. Разрез получается довольно широкий, поэтому теряется много материала (до 6 мм). Пропил ограничен до 10 мм. Скорость обработки небольшая.
Раскрой на ленточнопильном станке
Этот станок воздействует на металлический лист пилочной лентой. Такой пилой без труда разрезаются трубы, арматура, пруты и тому подобное. Ленточный аппарат хорош тем, что может разрезать изделие из любого металла, имеет не очень широкий разрез, может действовать в наклон до достижения 600. При этом получается красивая ровная кромка.
Резка при помощи гильотины
Это устройство очень продуктивно. Но разрезать лист толще 20 мм оно не сможет. Ещё один недостаток этого агрегата: раскрой сложных деталей на нём невозможен.
Но если нужен простой разрез, то дешевле этого способа не найти.
Термический раскрой
Термическая резка осуществляется с помощью трёх основных видов воздействия.
Рассмотрим каждый из них.
Раскрой лазером.
Лазерные станки воздействуют на металлический материал посредством лазерного луча. Металлический лист устанавливается на рабочую поверхность и закрепляется. С помощью лазерного устройства (волоконного, твердотельного или газового) происходит разрезание. Режим мощности излучения устанавливается по выбору. Воздействие может быть импульсным и непрерывным.
Этот метод раскроя металлических деталей довольно часто используется. Однако далеко не все желающие могут себе позволить такое оборудование. Дело в том, что оно очень недёшево. Себестоимость изделий, обработанных на таких станках, будет довольно высокая. Окупаться оборудование будет долго. Для небольших предприятий это не выгодно.
Если говорить о преимуществах, то лазерный агрегат, прожигающий материал и осуществляющий таким образом разрезание металла, имеет их довольно много.
- Он справится с любыми сплавами.
- Качественно обработает хрупкий материал. Этого удаётся достичь благодаря тому, что отсутствует непосредственный контакт с обрабатываемой поверхностью.
- Лазером можно быстро обработать большое количество материала.
- Подсоединение к компьютеру или ЧПУ дают возможность выполнять очень сложные и трудоёмкие операции.
Наша компания выполняет резку листого металла любой сложности
Лазерная резка металла
Гидроабразивная резка
Фрезерные работы
Плазменный раскрой.
При использовании этой технологии раскрой металла производится путём действия на материал разогретой плазменной струёй. Этот вид раскроя имеет большую популярность. Такой струёй можно резать материалы, не проводящие электричество. Расплав может удаляться при помощи плазменной дуги. К числу достоинств этого способа относится:
- Разрезание металла происходит очень быстро.
- Края реза получаются качественные и ровные.
- Струя нагревает металл только в области реза.
- Не наблюдается деформация металлического материала.
Газовый раскрой.
Газовое, а точнее кислородное воздействие на металл — метод дешёвый и часто используемый. В зону реза направляется струя кислорода, при этом нагрев материала в этой зоне достигает 12000°C. Этот метод хорошо подходит, когда нужно разрезать углеродистую, низко- и среднелегированную сталь. К преимуществам данного способа можно отнести:
- Невысокую стоимость раскроя.
- Ровную кромку реза.
- Воздействие на металлический лист под любым наклоном.
- Способность разрезать толстые листы металла.
Подводя итоги обозрения методов раскроя металла, необходимо отметить, что этими технологиями современная металлообрабатывающая промышленность не ограничивается. Технический прогресс способствует появлению нового оборудования и других технологий.
Механические резки листового металла во Владимире
Инвертор для плазменной резки ТСС PRO CUT-60
Инвертор для плазменной резки РУСЭЛКОМ CUT160 MASTER (О.
Ножницы по металлу для правой резки RIDGID 786
Ручной инструмент для резки металла Blacksmith MR11-22
Насадка-ножницы Стальной Бобер для резки металла (короб.
Листовые ножницы по металлу Makita JS1602
Ручной инструмент для резки металла Blacksmith MR2-20F
Насадка-ножницы для металла Сверчок Энкор 14210
Ручной инструмент для резки металла и пробивки Blacksmi.
Насадка на дрель для резки листового металла до 1,8 мм.
Инструмент для резки металла, ручной Blacksmith MR2-20
Инвертор для плазменной резки Grovers CUT 40 kompressor
Ножницы по металлу Accumaster АКМ1860 (49260)
Инвертор для плазменной резки FoxWeld Plasma 33 Multi
Насадка на дрель для резки листового металла до 1,8 мм.
Инвертор для плазменной резки ТСС PRO CUT-80
Насадка на дрель для резки листового металла до 1,8 мм.
ЗУБР ЗНЛ-500 Ножницы для резки листового металла
Насадка на дрель для резки листового металла до 1,8 мм.
Ножницы по металлу для резки листового металла толщиной.
Насадка на дрель для резки листового металла до 1,8 мм.
Насадка на дрель для резки листового металла до 1,8 мм.
Насадка на дрель для резки листового металла до 1,8 мм.
Инструмент для резки металла Blacksmith MR10-16
Листовые ножницы по металлу ЗУБР ЗНЛ-500
Ручной инструмент для резки металла Blacksmith MR2-20F
Насадка на дрель для резки листового металла до 1,8 мм.
Инвертор для плазменной резки РУСЭЛКОМ CUT 80 Мастер (К.
Ручной инструмент для резки металла Blacksmith MR11-22
Механический станок продольной резки металла СПР-1250/3.
Инвертор для плазменной резки Rilon CUT 40
Ножницы по металлу «Английские» прав.реж.кром.
Ножницы по металлу для резки листового железа MALCO M14.
Ручной инструмент для резки металла Blacksmith MR11-22
Инвертор для плазменной резки Fubag PLASMA 40 Air
Инвертор для плазменной резки BRIMA CUT-60-1
Сибртех Насадка на дрель для резки листового металла до.
Лазерный станок 300 Вт для резки металла MClaser 1530 3.
Станок BLACKSMITH MR8 ручной дисковый для резки металла
Ножницы LUX-TOOLS для резки металла 250 мм
Ручной инструмент для резки металла и пробивки Blacksmi.
Инвертор для плазменной резки Сварог CUT 70 (R33)
Ручной инструмент для резки металла Blacksmith MR11-22
Инвертор для плазменной резки ТСС PRO CT-312
Ножницы по металлу Accumaster АКМ1860 (49260)
Ножницы по металлу Калибр Мастер ЭНН-500/2.5м
Ножницы по металлу для резки листового металла толщиной.
Насадка на дрель для резки листового металла до 1,8 мм.
Листовые ножницы по металлу ЗУБР ЗНЛ-500
Инвертор для плазменной резки Aurora AIRHOLD 42
Насадка на дрель для резки листового металла до 1,8 мм.
Инвертор для плазменной резки РУСЭЛКОМ CUT 40 (КR)
ножницы по металлу Edma «пеликаны» 300 мм пра.
Ножницы ручные для резки листового металла сталь Stanle.
Ножницы ручные СИБИН «23042-30», для фигурной.
Станок ручной дисковый для резки металла Blacksmith Mr8
Инвертор для плазменной резки Кедр CUT-40
Ручной инструмент для резки металла и пробивки Blacksmi.
Ручной инструмент для резки металла Blacksmith MR10-16
Разновидность инструмента для резки металла
Спрос на сплав не утихает и сегодня, многие начинающие мастера и профессионалы интересуются, какой инструмент для резки металла признан оптимальным, ведь на строительных рынках представлен широчайший ассортимент различной продукции.
Металл – один из востребованных материалов, не теряющий актуальности на протяжении нескольких столетий. Продукт широко применяется для различных промышленных целей, поскольку обладает относительно невысокой ценой и является очень крепким и надежным.
Основные способы резки металла
Пред покупкой необходимо разобраться, какие способы резки металла существуют. Специалисты разделяют несколько групп:
Все они отличаются техникой исполнения, имеют определенные преимущества и недостатки. Что касается самих инструментов для резки металла, самыми востребованными считаются:
- ручная ножовка известна как ножовочные полотна;
- электрический лобзик;
- ножницы по металлу;
- дисковые и сабельные пилы;
- болгарка.
Каждое приспособление имеет существенные различия, подбирать их нужно в зависимости от поставленной цели.
Промышленное оборудование
Если для работы в домашних условиях можно использовать стандартные ручные или электрические инструменты, для промышленного производства они не подходят. Это обусловлено относительно невысокой скоростью работы и неспособностью разрезать толстый профиль.
Если металл режется в промышленных масштабах или лист необходимо скорректировать в труднодоступных местах, промышленные инструменты справятся с задачей лучше и быстрее.
Чаще всего на заводах и промышленных цехах устанавливают:
Какой метод выбрать, должен решать мастер. Подбор приспособления зависит от жесткости материала и от необходимой скорости нарезки. Например, скорость плазменной резки превышает скорость газопламенной в несколько раз.
Ножницы по металлу
Этот ручной инструмент для резки металла признан простым и удобным, позволяет разделить лист с толщиной до 3 мм. Отлично подходит для строительства и ремонта.
В зависимости от устройства, условно их классифицируют на несколько разновидностей.
Прямого реза – инструменты предназначены для резки металла по прямой линии.
Криволинейные – разрезают листы криволинейным срезом.
Пальцевые – называются ножницы, похожие по действию на криволинейные аналоги, бывают правого или левого реза. Оптимально подходят для вырезки сложных узоров и геометрических фигур.
Стуловые – с помощью приспособления можно разделить металлический профиль толщиной до 3 мм, подходит для резки прутьев средней толщины (около 6–8 мм).
Рычажные инструменты – мощный вид, в конструкции одно лезвие является подвижным, второе фиксированным. Работа осуществляется только с применением верстака.
Выбрать правильные ножницы проблематично, функционирование зависит от заточки лезвия (угол варьируется от 65 до 80 градусов).
Резка металла ножовкой практиковалась в советское время, инструмент подходит для разделения толстых профилей и перепиливания труб и прутьев среднего диаметра. В продаже встречаются следующие типы приспособлений:
- Профессиональные инструменты – износостойкие, позволяют добиться точных результатов, оснащены резиновой рукояткой.
- Ножовка-ручка – помогает выполнить разрез в самых труднодоступных местах, мастера при ее помощи могут осуществлять внутренние пропилы.
- Домашние ножовки – обладают невысокой стоимостью, удобные в использовании.
Подобные приспособления имеют встроенный винтовой механизм и рукоять из дерева.
Полотна для ножовок различаются по твердости режущего материала и высоте зубьев, при покупке на эти факторы обязательно нужно обратить внимание.
Сабельные пилы
Универсальный инструмент, подходящий для проведения ремонта в квартирах и частных дома. Инструмент с легкостью справляется с разрезанием гвоздей и саморезов. Обрезать кусок трубы или арматуру в труднодоступном месте не составит труда.
Несомненное достоинство инструмента – относительная безопасность и отсутствие искр во время работ.
Большинство мастеров его покупают именно по этим свойствам. Работать легче в тесном помещении.
При покупке внимание в первую очередь обращают на емкость аккумулятора и мощность приспособления – от этих факторов зависит длительность работы пилы. Опытные специалисты советуют покупать инструмент с максимальной мощностью.
Лобзик – гениальный инструмент
Выпускаются для домашнего и профессионального использования, мощность инструмента напрямую зависит от предназначения. Ручная резка профессиональным лобзиком не представляет труда, при этом мастеру удастся разрезать стальной профиль до 10 мм, а алюминиевый до 20 мм.
Основным фактором при выборе является мощность прибора, от значения зависит срок эксплуатации, продолжительность работы и глубина прорезания. Немалое значение имеет и вес лобзика, так как прямым образом сказывается на сложности выполнения работы.
Универсальное приспособление, способное разрезать листы и прутья, выполненные из любого металла. Несомненным достоинством инструмента является то, что единственный расходник, требуемый периодической замены – диски.
Пользоваться болгаркой просто и удобно, работа по силам даже новичку. Строители предпочитают болгарку и из-за возможности шлифовать металл.
Предпочтение стоит отдавать дискам маленького диаметра, таким инструментом будет удобнее пользоваться. Важнейшее правило – замену дисков нужно проводить вовремя, иначе при работе он может разлететься на множество осколков, вследствие чего можно получить различные травмы.
Выбрать грамотно инструмент для резки металла достаточно сложно, так как выбор оборудования просто колоссальный и крайне разнообразный. Но вне зависимости от приспособления, главное – соблюдать технику безопасности.