Содержание
- Заточка и контроль фрез после заточки
- Классификация, виды и критерии выбора фрез по металлу для фрезерного станка
- Основные принципы классификации инструмента
- Местонахождение режущих кромок
- Какие бывают?
- Как правильно подобрать нужный тип?
- Особенности выбора для станков с ЧПУ
- Заточка фрез по дереву: работа вручную, с использованием точильных кругов и заточного станка
- Особенности фрез
- Методы затачивания «деревянных» концевых фрез
- Заточка концевой фрезы
- Углы заточки концевых фрез
- Способы заточки концевых фрез
- Ручная заточка концевых врез, предназначенных для обработки вязких материалов
- Станки для заточки концевых фрез по металлу
- Выбор приспособлений (абразивных кругов) для заточки концевых фрез на станках
- Контроль качества заточки
- Как добиться высокого качества заточки концевых фрез
- Доводка концевых фрез
- Станок для заточки фрез по металлу: обзор моделей, самостоятельная сборка
- 1 Станки для заточки фрез по металлу — обзор заводских моделей
- 2 Делаем станок для заточки своими руками
Заточка дисковых фрез по металлу
Заточка и контроль фрез после заточки
Заточка фрез — заключительная операция для получения заданных геометрических параметров, а также для восстановления режущих свойств, утраченных в результате износа зубьев.
Правильно выполненная заточка увеличивает стойкость фрезы, а следовательно, снижает расход режущего инструмента. При эксплуатации не следует доводить фрезы до величин износа, превышающих установленные оптимальные значения, принятые за критерий затупления. Поэтому необходимо следить за состоянием режущих кромок и производить своевременную заточку фрез, не допуская чрезмерно большого износа или поломки зубьев.
Заточка фрез производится на универсально-заточных станках или на специальных заточных станках.
Для обеспечения правильной заточки фрез, соблюдения установленных норм допускаемых биений, обеспечения установленного качества поверхностей и режущих кромок необходимо, чтобы заточные станки и приспособления удовлетворяли следующим требованиям:
1. Шпиндели станков и приспособлений должны обладать достаточной виброустойчивостью, хорошо смазываться и легко вращаться, осевое и радиальное биение не должно превышать 0,01 мм.
2. Механизмы подач должны работать без заеданий во всех направлениях, иметь минимальные зазоры и обеспечивать легкое и плавное перемещение закрепленной фрезы.
3. Сменные шпинели и шайбы для крепления заточных кругов должны обеспечивать точную посадку заточного круга или доводочного диска на шпинделе станка, не вызывая вибраций при заточке и неравномерного износа круга или диска.
4. Суммарное биение шпинделя станка, приспособления и оправки должно быть меньше допустимого биения затачиваемой фрезы.
Правильный выбор шлифовального круга и режимов заточки дает возможность получить заданные геометрические параметры режущей части и требуемое качество заточенной поверхности, что связано с повышением режущих свойств фрезы.
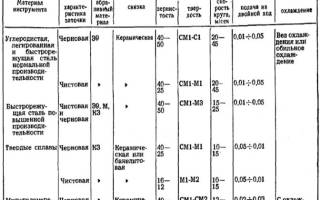
В табл. 27 приведена характеристика абразивного инструмента и ориентировочные режимы заточки инструментов из инструментальных сталей и инструментов, оснащенных пластинками твердого сплава и минералокерамикой. Заточка фрез из быстрорежущих сталей повышенной производительности — кобальтовых и ванадиевых — значительно отличается от заточки фрез из быстрорежущей стали Р18. Указанные стали отличаются плохой шлифуемостью и повышенной склонностью к прижогам.
Заточка инструмента с винтовым зубом, в том числе и цилиндрических фрез, осуществляется на универсальнозаточных станках. Цилиндрические фрезы с остроконечными зубьями затачивают по задней поверхности чашечными и дисковыми кругами (рис. 265). При заточке фрезу надевают на оправку Ось чашечного круга устанавливают относительно фрезы так, чтобы круг касался затачиваемой фрезы только одной стороной. С этой целью торцовую плоскость чашечного круга наклоняют под углом 1 — 2° к оси фрезы (рис. 265, а). Для образования заднего угла ось чашечного круга располагают ниже оси затачиваемой фрезы на величину Н (рис. 265, б), которая определяется в зависимости от диаметра фрезы и заднего угла и по формуле
Н = D/2 * sinα.
Если оси чашечного круга и затачиваемой фрезы будут расположены в одной горизонтальной плоскости, то задний угол гх после заточки будет равен нулю (рис. 265, в). Положение зуба фрезы при заточке фиксируется упором, который устанавливается очень близко к режущей кромке. Иногда применяют специальный прибор для установки упора по высоте.
При заточке цилиндрических фрез дисковыми кругами задняя поверхность зуба получает несколько вогнутую форму с повышенным значением заднего угла. Однако при правильном выборе диаметра шлифовального круга эта вогнутость не оказывает никакого вредного влияния.
Заточка торцовых фрез
Торцовые фрезы, изготовленные из быстрорежущей стали, а также ряд фрез, оснащенных пластинками твердого сплава, затачиваются в собранном виде.
Заточка главной задней поверхности торцовых фрез производится торцовой плоскостью чашечного шлифовального круга (рис. 266, а). При заточке вспомогательной задней поверхности (рис. 266, б) фрезу сначала устанавливают так, чтобы ее вспомогательная режущая кромка занимала горизонтальное положение. Затем ось фрезы поворачивают в горизонтальной плоскости на величину вспомогательного угла в плане φ1 и одновременно наклоняют в вертикальной плоскости на торцовый задний угол α1. Заточка передней поверхности зуба фрезы производится как торцом тарельчатого шлифовального круга, так и периферией дискового круга. При заточке необходимо образовать заданные по чертежу величины углов φ, γ, и λ.
Заточка дисковых фрез
Заточка дисковых фрез по главной задней поверхности производится подобно заточке цилиндрических и концевых фрез чашечным кругом. Заточка по вспомогательной задней поверхности торцовых зубьев производится таким же способом, как и для торцовых фрез.
При заточке торцовых зубьев по передней поверхности затачиваемые зубья направлены кверху, а фрезы занимают вертикальное положение, когда фреза имеет простые зубья и наклонное — при заточке фрез с разнонаправленными зубьями. При этом угол наклона оси фрезы в вертикальной плоскости равняется углу наклона главной режущей кромки.
Заточка концевых фрез
Заточка концевых фрез с винтовым зубом осуществляется также вручную на универсально-заточных станках.
Заточка концевых фрез по главной задней поверхности производится так же, как и цилиндрических фрез торцовой поверхностью чашечного круга, при установке концевой фрезы в центрах. Заточка по вспомогательной задней поверхности осуществляется подобно торцовым фрезам чашечным кругом. В настоящее время выпускается полуавтомат модели ВЗ125 для заточки концевых фрез диаметром 14 — 50 мм передней и задней поверхностей.
Заточка фрез с затылованными зубьями
Фасонные фрезы с затылованным зубом затачиваются только по передней поверхности. При этом величина переднего угла и после заточки должна отклоняться от заданного значения не более чем на ±1°, так как изменение переднего угла вызывает искажения фасонного профиля.
Фрезы с прямыми канавками затачивают плоской стороной чашечного круга (рис. 267, а), а фрезы с винтовыми канавками — его конической стороной (рис. 267, б).
При отсутствии специальных заточных станков рекомендуется сначала шлифовать фрезу по спинке зуба с упором на переднюю поверхность (рис. 268, а), а затем затачивать переднюю грань с упором на спинку зуба (рис. 268, б), к которому фрезу прижимают вручную При заточке фрез с прямыми канавками упор устанавливают на столе станка, а при заточке фрез с винтовыми канавками — на корпусе шлифавальной бабки.
Чтобы после заточки режущие кромки имели минимальное биение, заточку рекомендуется производить по копиру, имеющему то же число зубьев, что и затачиваемая фреза (рис. 269). Износ затылованных фрез по задней поверхности допускается не более 0,5 — 0,75 мм. При большей величине износа .фрезу следует затачивать по всему профилю, что значительно удорожает стоимость заточки.
Заточка сборных фрез (фрезерных головок)
Индивидуальная заточка вставных резцов сборных фрез может быть произведена лишь на точиле с подручником или на универсально-заточном станке с креплением резца в трехповоротных тисках. При закреплении резцов в тисках во избежание образования трещин в пластинках в качестве амортизатора рекомендуется ставить прокладку из пористой резины между подвижной губкой тисков и вставным зубом. Каждый вставной резец торцовой фрезы затачивают окончательно с одной установки. При таком методе ‘заточки износ шлифовального круга не влияет на точность заточки. Вращение круга при заточке твердосплавной пластинки должно быть направлено от основания к лезвию фрезы для избежания микровыкрашиваний в процессе заточки.
В промышленности применяются торцовые твердосплавные фрезы, ножи которых затачивают в сборе. Многогранные неперетачиваемые пластинки, применяемые в современных конструкциях сборных торцовых фрез, обрабатывают по ленточке и опорной плоскости.
Доводка фрез
Доводка рабочих граней зубьев фрез позволяет уменьшить неровность лезвий и поверхностей заточенного инструмента; устранить завалы поверхностей и придать инструменту более правильную геометрию и размеры; устранить поверхностные тонкие слои с прижогами и трещинами, возникшими при заточке. Наибольшее распространение получили алмазная и абразивная доводки. Алмазная доводка осуществляется алмазными кругами на керамической или бакелитовой связке; абразивная доводка — мелкозернистыми кругами из зеленого карбида кремния и пастой карбида бора, нанесенной на чугунные диски.
Доводке подвергают главным образом инструменты, оснащенные пластинками твердых сплавов и минералокерамикой, а также фрезы из быстрорежущих ванадиевых сталей на специальных доводочных станках. Так, например, алмазная доводка по ленточке многогранных неперетачиваемых пластинок осуществляется на специальном доводном станке модели ЗВ-20 в специальных кассетах; доводку опорной плоскости целесообразно производить на плоскошлифовальном станке в специальных кассетах дисковыми алмазными кругами.
Для повышения качества инструмента из быстрорежущих ванадиевых сталей (Р9Ф5, Р14Ф4 и др.) необходимо после абразивной заточки применять чистовую заточку и доводку алмазными кругами на керамической или бакелитовой связке. Алмазную доводу фрез из быстрорежущей стали Р18 рекомендуется применять лишь для прецизионных фрез.
Доводка твердосплавных инструментов алмазными кругами обеспечивает шероховатость поверхности более высокого класса чистоты по сравнению с заточкой кругами из зеленого карбида кремния и доводкой карбидом бора. При фрезеровании пластичных материалов с невысокой прочностью и сильным истирающим действием алмазная доводка позволяет увеличить стойкость в два — пять раз по сравнению только с заточкой кругами из зеленого карбида кремния. Это различие с увеличением скорости резания возрастает. При фрезеровании высокопрочных, твердых сталей и титановых сплавов, в особенности на пониженных скоростях резания и при использовании хрупких твердых сплавов, доводка алмазными кругами либо малоэффективна, либо проводит к снижению стойкости инструмента вследствие выкрашивания режущих кромок фрез.
Контроль фрез после заточки
Контроль фрез после заточки заключается в проверке геометрических параметров режущей части фрезы, биения фрезы и класса чистоты заточенных или доведенных поверхностей. Для контроля геометрических параметров фрез применяют ряд приборов.
Основное требование, предъявляемое к этим приборам, — простота в эксплуатации и возможность пользования ими непосредственно на рабочем месте. На рис. 270 показаны схемы измерения переднего и заднего углов фрезы с помощью угломера. Угломер состоит из дуги 1 со шкалой, разделенной на риски, соответствующие числу зубьев измеряемой фрезы. Сектор 2 перемещается по дуге 1 и фиксируется в требуемом положении винтом 3. Сектор снабжен градусными шкалами, по которым производится отсчет величин углов: передних — по шкале v и задних — по шкале α. К сектору 2 прикреплена опорная линейка 4. Передний угол, как указывалось выше, измеряется в плоскости, перпендикулярной главной режущей кромки фрезы. Поэтому при измерении опорную линейку 4 угломера располагают в этой плоскости (главной секущей плоскости). В процессе измерения переднего угла (рис. 270, а) угломер накладывают на два соседних зуба фрезы, причем на один из зубьев угломер опирается опорной линейкой 4 по режущей кромке зуба фрезы, а на другой зуб — по передней поверхности зуба своей измерительной линейкой 1. Линейку 1 в пазу устанавливают по высоте в соответствии с размером прямолинейного участка на передней поверхности зуба. Сектор 2 угломера поворачивают до совмещения вертикальной грани измерительной линейки 1 (ножевая сторона) с передней гранью и в этом положении закрепляют винтом 3. Правильность установки измерительной линейки 1 относительно передней поверхности определяется на просвет. При правильной установке не должно быть зазора между ними. Отсчет производится по правой стороне сектора с надписью «передний угол» против штриха с отметкой, соответствующей числу зубьев данной фрезы (например, 6, 8, 10 и т. д.). Из рис. 270, а видно, что если, например, z=8, то v =10°, и т. д. Задний угол фрезы измеряют в плоскости, перпендикулярной оси фрезы. В связи с этим опорная поверхность линейки 4 угломера должна располагаться также в этой плоскости. Опорной линейкой 4 угломер опирается в режущую кромку зуба фрезы, а в другой зуб — по задней поверхности горизонтальной гранью измерительной линейки 1. Сектор 2 угломера поворачивается до «беззазорного» совмещения задней поверхности с измерительной гранью линейки, определяемого также на просвет. Отсчет в этом случае производится по левой стороне сектора с надписью «задний угол» также против штриха с отметкой, соответствующей числу зубьев фрезы. В случае, показанном на рис. 270, б, при z=8, а=27°. Погрешность угломера составляет примерно 1°30′.
Контроль биения зубьев фрез осуществляется с помощью индикатора в тех приспособлениях, где они затачиваются, в центровых бабках или в специальных приспособлениях.
Фрезы, у которых посадочным местом является отверстие, при контроле устанавливают на горизонтальной или вертикальной оправке. Фрезы с цилиндрическим или коническим хвостовиком при контроле устанавливаются либо в направляющей призме, либо в приборе для контроля биения рабочей части концевых инструментов. Биение проверяют по цилиндрической поверхности зубьев, по торцовым зубьям, по угловым кромкам и по опорному торцу. Проверку биения фрезы производят после установки ее на оправку или на шпиндель фрезерного станка.
Проверку качества заточки или доводки производят внешним осмотром с помощью лупы. Режущие кромки фрез должны быть острыми, без зазубрин и выбоин. Наличие трещин на пластинках твердого сплава определяют, пользуясь лупой или смачиванием пластин керосином или обдуванием их песком. В этом случае при наличии трещин выступает керосин.
Классификация, виды и критерии выбора фрез по металлу для фрезерного станка
Фрезы по металлу применяют для высокопроизводительной грубой обдирки заготовок и финишной доводки с высокой точностью и чистотой поверхности. Многолезвийный инструмент классифицируется по нескольким параметрам. Его форма зависит от технологической операции, которую он выполняет.
Основные принципы классификации инструмента
Фрезы – многолезвийный режущий инструмент, обрабатывающий детали при вращении вокруг своей оси. На фрезерных станках выполняется большой объем различных операций. Под каждый вид свой инструмент.
Фрезы классифицируют по нескольким признакам:
- размер – диаметр;
- количество лезвий;
- материал режущих кромок;
- направление;
- заточка;
- конструкция;
- крепление пластин;
- форма режущих кромок.
Независимо от конструкции, инструмент имеет рабочую часть, хвостовик, закрепляющийся в шпинделе или цанге и шейку – зауженный участок между ними.
Материал изготовления
Режущие кромки фрез изготавливают из инструментальных сталей:
Обработка заготовок из отожженных и нормализованных сталей – мягких и средней твердости, используют инструмент с рабочей частью из металла марки У12А, 9ХС, ХГ, ХВГ и ХВ5. Режим работы на малых подачах. Для обработки на ускоренной подаче, используют фрезы из Ст Р18 или заменяют их менее износостойкими из Ст Р9.
Высоколегированные, жаропрочные и нержавеющие стали обрабатывают фрезами из быстрорежущих сталей Р9К10 – основной легирующий элемент кобальт и Р18Ф2 с добавлением ванадия.
После закалки финишная обработка поверхности производится сборными фрезами с пластинами:
Пластины маркируются вольфрамовые ВК6, ВК8, титановольфрамовые ТК10, Т30К6.
Направление обработки
Направление вращения фрезы при обработке устанавливается:
- правое – по часовой стрелке;
- левое.
Оно определяется заточкой фрезы, позиционированием режущей кромке.
Вид заточки
При заточке снимается слой твердого металла, восстанавливается острота режущей кромки и угол реза к. Толщину снятия определяют образовавшиеся во время работы сколы, зазубрины, заусенцы. Они должны полностью уйти. Большинство видов фрез имеют длинную линию режущей кромки. Необходимо выдержать конфигурацию и размер по всей длине. Ручная заточка инструмента невозможна.
В зависимости от формы зуба заточка производится разными способами:
- по передней поверхности;
- затыловка;
- контурная.
По передней поверхности затачиваются зубья с перпендикулярным расположением кромки относительно контура – впадины, у которых угол ɣ равен 0. Наклонный зуб с углом ɣ ˃ 0, затачивается по затыловочной поверхности.
Фасонные, торцевые и другие инструменты для обработки одновременно в 2 и более плоскостях, имеют несколько линий режущих кромок. Они затачиваются по контуру. Точность контура гарантирует применение шаблона или использование заточного оборудования с ЧПУ или специальной программой.
Конструкция
Конструкция инструмента зависит от его размеров и типа:
- цельные — монолитные;
- сборные – наборные;
- составные.
Цельные изготавливаются из одного куска инструментальной стали. К ним относится инструмент небольших размеров для обработки металла средней твердости. Сборные фрезы имеют корпус с легированной стали и приваренный к нему хвостовик с конусом. Зуб крепится механически. У составных фрез режущие пластины вставляются в пазы, и привариваются или припаиваются к корпусу.
Местонахождение режущих кромок
Расположение режущих кромок зависит от назначения и конфигурации инструмента:
Для фрезеровки по плоскости, отрезки и вырезки канавок достаточно иметь одну кромку. Вырезка прямых и фигурных пазов, зубьев и других сложных элементов производится одновременно по нескольким поверхностям.
Какие бывают?
Фрезерный станок по металлу – универсальное оборудование, на котором производится большое количество разнообразных операций.
У дисковых пил диаметр превышает толщину в несколько раз. Они изготавливаются цельными из инструментальной стали, предварительно прошедшей упрочнение ковкой и нормализацию. По назначению делятся:
Отрезной инструмент имеет наклонный зуб. Его закалка производится после предварительной обработки, перед заточкой. Для установки на станок в отверстии имеется паз или в теле диска 4 отверстия под болты.
Отрезные дисковые фрезы диаметром от 1200 мм используются для резки горячего металла на прокатных станах, квадрат сечением 200×200 и больше. Малыми дисковыми пилами 200–400 мм раскраивают холодные заготовки на фрезерных и отрезных станках. Прорезные фрезы имеют прямой зуб, с контуром, обратным по форме прорезаемой канавки.
Инструмент предназначен для предварительной обработки заготовки. Высокую производительность обеспечивает наличие 2 режущих кромок:
Большая часть фрез сборные. Пластины крепятся болтами. Во время снятия большой толщины металла, стружка снимается одновременно по 2 плоскостями.
Цилиндрические
Инструмент имеет форму цилиндра, высота превышает диаметр. Режущие кромки располагаются по спирали: левые и правые. Изготавливается рабочая часть из инструментальной стали. Заточка производится затыловкой. Крепится на оправку. Цилиндрическими фрезами выполняют чистовую обработку детали. Множество лезвий снимают за один проход менее 0,2 мм, оставляют гладкую ровную поверхность.
Режущие кромки угловых фрез представляют собой усеченный конус с широким основание и вершиной в сторону хвостовика. Применяются для снятия фасок и обработки краев. Режущая кромка располагается по боковой поверхности. Могут быть цельными и сборными.
Концевые фрезы имеют цилиндрическую форму с основной режущей плоскостью по торцу и вспомогательными боковыми. Используются для зачистки поверхности в выборках и пазах.
Инструмент с фигурными режущими кромками, повторяющий форму паза. Фреза сборного типа с заточкой по шаблону.
Червячные фрезы составные по конструкции, предназначены для нарезки зубчатых колес, шестерен. На цилиндрическом корпусе рядами по спирали расположены фигурные пластины. Форма пластины повторяет выемку между зубьями детали. Исполнение левое и правое, в зависимости от наклона зуба детали.
Полые фрезы цилиндрической формы с заточкой по торцу и нитями спиральных режущих кромок. Имеют второе название – корончатые сверла.
Трехсторонние
Фигурная заточка с режущими кромками с 3 сторон. Предназначены для выборки сквозных канавок, шлицов.
Для вырезки пазов применяют фрезы с обратной формой выборки. Модели цельные или с приваренным хвостовиком.
Тонкие дисковые пилы с острозаточенным зубом. Производят раскрой и подрезку торцов с минимальным расходом металла в стружку.
Концевые и угловые
Концевые и угловые модели имеют режущую кромку под углом 45⁰ и заточены по торцу. Предназначены для обработки торцов, снятия фасок, создания фигурных поверхностей.
Монолитные
Монолитные фрезы изготавливаются из цельного куска инструментальной стали. Предназначены для обработки заготовок средней твердости. Режущие кромки по радиусу и торцу.
С напаянными коронками
Обработка твердосплавных и закаленных деталей затруднена, деталь тверже инструментальной стали. Для мелких изделий из высоколегированных сталей применяется особо твердый алмазный инструмент. На составные фрезы напаиваются режущие пластины – коронки ВК и ТК, чтобы обработать детали размером более 200 мм.
Под Т-образные выемки
Фрезеровка сквозных Т-образных пазов и выемок производится сборной фрезой с 2 цилиндрическими поверхностями. Режущие кромки располагаются по бокам и по торцам нижней широкой части инструмента. Радиус фрезы соответствует ширине паза.
Паз под шпонку выполняется цельной фрезой, у которой заточены боковые режущие кромки точно в размер ширины выборки и торец. В начале работы фреза используется как сверло, углубляется на нужную глубину. Затем поступательным движением вращающегося инструмента выбирается паз нужной ширины и формы. Срезается металл с боков и одновременно зачищается дно.
Конические
Конические фрезы могут быть цельными и наборными. Угол наклона режущей кромки положительный с вершиной конуса в сторону хвостовика, отрицательный, при обратной направленности.
Сферические
Дисковые фрезы с кромкой сферической формы используют для создания полукруглых канавок. Они изготавливаются цельные и составные с заточкой по контуру.
Как правильно подобрать нужный тип?
Фрезы подбираются в зависимости от технологической операции, которую надо выполнить:
- грубая обдирка заготовки – торцовые наборные и концевые обдирочные;
- чистовая обработка по плоскости – цилиндрические;
- создание канавок – дисковая, торцевая;
- обработка углов и кромок – угловая, фигурная;
- выборка шпоночных пазов – шпоночные;
- вырезка сквозных пазов – Т-образная, угловая, фигурная.
Основной характеристикой инструмента является его размер и допуск.
Особенности выбора для станков с ЧПУ
На станках с ЧПУ производится предварительная и чистовая обработка деталей. Инструмент используется с коническим хвостовиком, типа:
Фрезы должны быстро меняться и выставляться в шпинделе с большой точностью. Фрезы по металлу отличаются размерами, от инструмента сечением в 2–3 мм, до огромных специальных конструкций, имеющих 600–800 мм в диаметре.
Они представлены большим количеством видов, позволяют изготавливать детали сложной формы. Необходимо правильно подобрать соответствующий инструмент, для создания элемента нужной конфигурации и размера.
Заточка фрез по дереву: работа вручную, с использованием точильных кругов и заточного станка
Сейчас производители выпускают множество видов и размеров фрез, предназначенных для обработки разных материалов, в том числе и для древесины. Заточить своими руками затупившееся приспособление можно на универсальном либо специальном станке, а также вручную.
Фрезы время от времени необходимо точить.
Особенности фрез
Для производства резаков применяются разные материалы. Для дерева пригодны инструментальные стали: быстрорежущие, легированные и углеродистые. Для обработки металла, пластика, керамики, камневидных материалов применяют твердые сплавы, алмазы, эльбор, минералокерамику.
Сталь для фрез по древесине
- Для резки дерева применяются такие марки инструментальных сталей: У-9-А, У-8-А, У-7-А, ХВ-5, 9-ХС, ХГ, ХВГ.
- Быстрорежущая сталь может быть нормальной производительности. Это марки Р-18, Р-6-М-5, Р-9, Р-12 и т.д. Метал повышенной производительности легирован ванадием, кобальтом, молибденом и вольфрамом. Это марки Р-6-М-3, Р-18-Ф-2-К-5, Р-9-Ф-2-К-10, Р-9-Ф-2-К-5 и пр.
Обратите внимание!
Если фреза имеет припаянные зубчики, это не всегда значит, что сделаны они из твердого сплава.
Это может быть и быстрорежущая сталь.
Геометрия зубчиков
По конструкции резцы фрез делятся на острозаточенные (остроконечные) и затылованные.
- У острозаточенных зубцов участок задней поверхности (шириной n), смежный с режущей частью, является плоскостью . Точатся такие резцы по задней поверхности. Однако, если надо, можно точить их и по передней грани.
- У затылованных резцов фасонных фрез задняя поверхность имеет вид спирали Архимеда . Обработка ее технически очень сложна. Поэтому затачиваются такие зубцы исключительно по передней грани.
Каждый зуб представляет собой отдельный резец.
Он имеет стандартные параметры: задний (a) и передний (y) углы, площадь затачиваемой поверхности (n), угол уклона (l).
- Площадка n – это участок задней поверхности резца, который шлифуется при точении. В данном месте зубцы более всего изнашиваются, их размер влияет на силу трения меж фрезой и заготовкой. Из-за этого данную поверхность следует поддерживать в нормируемом диапазоне.
- Угол передней кромки (y) измеряется между касательной к передней грани и радиусом фрезы.
- Основной угол задний (a) измеряется между касательной к задней грани в нормируемой точке основной пилящей кромки и касательной к вращательной окружности этой точки. Данный угол при уменьшении понижает трение меж заготовкой и фрезой.
- Дополнительный угол задний (a1) имеют не все фрезы. Он описывает расширенный просвет меж разрезаемой поверхностью и телом резца. Инструкция говорит о необходимости в заточке этого промежутка при определенном износе фрезы и расширении площадки n. Цель операции – уменьшение трения меж зубцом и заготовкой.
- Исходя из направления и конфигурации режущей кромки различают зубцы винтовые либо прямые. Их уклон описывает угол (l) меж осью инструмента и развернутой винтовой кромкой.
Величина угла зависима от вида фрезы, марки ее материала и типа обрабатываемой заготовки. При резке древесины основной передний угол заточки выбирается в диапазоне 10-20 градусов, иногда больше. Задний угол также колеблется в широком коридоре значений.
Методы затачивания «деревянных» концевых фрез
Концевые фасонные инструменты для древесины можно точить вручную с помощью тонкого алмазного бруска. Цена выполнения данной операции специалистом тоже невелика.
Работа вручную
Так выглядит алмазный брусок.
- Брусок следует уложить на край верстака. Если фреза имеет глубокую выемку, его надо зафиксировать. Резак следует водить по уже закрепленному наждаку.
- В ходе работы брусок надо охлаждать мыльной либо чистой водой.
- Передняя часть фрезы постепенно стачивается, ее кромка заостряется, а диаметр немного уменьшается.
Обратите внимание!
Когда приспособление имеет съемный направляющий подшипник, его перед заточкой следует снять.
В попытке сэкономить время вы можете испортить его и всю фрезу.
- Бруски нужно применять разной величины зернистости, исходя из толщины стачиваемого слоя металла и требуемой чистоты поверхности.
- Убедитесь перед работой, что взяли наждак правильной формы.
- Подтачивая каждый зуб, старайтесь сохранять симметрию режущей кромки. Для этого делайте одинаковое число движений и с одним нажимом.
Перед тем, как заточить фрезу по дереву, следует учесть, что сделать это можно и на механическом наждаке. Он должен иметь небольшую скорость вращения и круг соответствующей зернистости и формы.
Точильные круги
Точильный диск из белого электрокорунда.
Исходя из материала фрезы, ее затачивание может осуществляться кругами, сделанными из:
- обычного либо белого электрокорунда;
- эльбора (CBN);
- карбида кремния зеленого;
- стали с алмазной крошкой (PCD).
Электрокорундовые изделия качественно затачивают фрезы по древесине, сделанные из инструментальной либо быстрорежущей стали обычной производительности. Диски эльборовые применяют для резаков из быстрорежущего металла повышенной производительности.
При применении абразивных дисков рекомендуется использовать охлаждение по технологии СОЖ. При затачивании следует принимать во внимание термическую стойкость резака и точильного круга. Выбрав диск с неправильным значением этого параметра, вы рискуете сжечь инструмент либо наждак. Ниже приведена таблица таких величин.
Заточка концевой фрезы
Содержание
Заточка концевой фрезы
Заточка концевой фрезы — это операция, которую применяют для придания инструментам нужных геометрических параметров и восстановления изношенных фрез. В этой статье мы расскажем об основных технологиях, используемых для этих целей.
Углы заточки концевых фрез
Чтобы правильно выполнить заточку концевой фрезы в первую очередь необходимо изучить геометрию зубьев. Они бывают затылованными и остроконечными.
Изображение №1: остроконечный (а) и затылованный (б) зубья
У затылованных зубьев задние поверхности выполнены по архимедовым спиралям. Заточка таких фрез происходит по передним поверхностям.
У остроконечных зубьев части задних поверхностей представляют собой плоскости. Чаще всего такие фрезы затачивают по задним поверхностям. Передние обрабатывают в случае необходимости.
Расскажем о геометрии зубьев в деталях. Каждый из них имеет 4 важных параметра.
Изображение №2: геометрия зубьев
Поверхности и углы заточки концевых фрез.
Площадка f. Именно она подвергается основному износу и затачивается при обработке задней поверхности. Размер площадки напрямую влияет на силу трения между инструментом и заготовкой. Поэтому ширину необходимо поддерживать в определенном диапазоне.
Вспомогательный задний угол α1. По нему фрезы затачивают при определенных величинах износа и сильном увеличении размеров площадок f.
Главный задний угол α. Это угол между касательной к задней поверхности в рассматриваемой точке главной режущей кромки и касательной к окружности вращения данной точки. Задача этого угла — уменьшить трение между инструментом и заготовкой.
Главный передний угол γ. Расположен между осевой плоскостью и касательной к передней поверхности. У фрез, предназначенных для обработки вязких материалов, размер этого угла варьируется в пределах от 15 до 20°. У фрез для обработки сталей — от 0 до 5°.
Обратите внимание! Зубья бывают прямыми и винтовыми. Величина наклона характеризуется углом λ. Он расположен между осью и развернутыми винтовыми кромками.
Способы заточки концевых фрез
Заточка концевых фрез может выполняться двумя способы.
Ручная заточка концевых врез, предназначенных для обработки вязких материалов
Для заточки концевой фрезы, предназначенной для обработки вязких материалов (к примеру, древесины), вам понадобятся следующие инструменты, оборудование и материалы.
Стол или верстак.
Заточка концевой фрезы проходит по следующей схеме.
Смочите алмазный брус в мыльном растворе и закрепите его на краю стола.
Снимите с фрезы направляющий подшипник (при его наличии).
Очистите фрезу при помощи растворителя.
Заточите все резцы.
Изображение №3: схема заточки фрезы
Обратите внимание на следующие особенности.
Перед заточкой в обязательном порядке удостоверьтесь в том, что алмазный брусок имеет правильную форму.
Чтобы добиться равномерной заточки резцов, делайте одинаковое количество движений с примерно одинаковой силой нажатия.
Если у вас нет алмазного круга, для заточки можете взять наждачную бумагу. Приклейте ее к твердому деревянному бруску или полоске стали.
Станки для заточки концевых фрез по металлу
Для заточки концевых фрез по металлу применяют специальные станки, обеспечивающие поступательное и вращательное движение обрабатываемого инструмента.
Изображение №4: прецизионный станок для заточки концевых фрез
Расскажем об особенностях заточки торцевых и боковых зубьев.
Заточка торцевых зубьев
Для заточки торцевых зубьев фрезы устанавливают горизонтально. Если станок не имеет специально предназначенного для этого градуированного кольца, горизонтальность выверяется при помощи угольника.
В процессе заточки оператор перемещает кромку абразивного круга вдоль кромки зуба. Угол заточки регулируется либо наклоном шпинделя с фрезой, либо смещением круга по вертикали.
Фотография №1: заточка торцевых зубьев концевой фрезы
Заточка боковых зубьев
Заточку боковых зубьев выполняют по следующей схеме.
Фреза закрепляется в цанге.
Игла-копир устанавливается в самое высокое положение, при котором кончик касается наружного края канавки.
Абразивный круг передвигается в положение, при котором наружная кромка совпадает с иглой.
При помощи ручки прямой подачи круг подводится к фрезе (до начала искрения).
Устанавливается толщина снимаемого слоя металла (25–50 мкм).
Производится заточка зуба на всю длину. Для этого шпиндель с фрезой втягивается до тех пор, пока инструмент не сойдет с иглы.
Фотография №2: заточка боковых зубьев концевой фрезы
Далее по этой же схеме затачивают остальные зубья.
Выбор приспособлений (абразивных кругов) для заточки концевых фрез на станках
Для заточки концевых фрез на станки чаще всего устанавливают приспособления, изготовленные из следующих материалов.
Алмаз и зеленый карбид кремния. Выполненные из этих материалов круги подходят для заточки твердосплавных инструментов.
Эльбор. Это сверхтвердый материал на основе кубической сфалеритной модификации нитрита бора. Эльборовые круги применяют для заточки фрез из быстрорежущих сталей повышенной производительности.
Электрокорунд. Это химически стойкий твердый материал на основе оксида алюминия. Электрокорундовые круги используют для заточки фрез, изготовленных из инструментальных и быстрорежущих сталей нормальной производительности.
Перечислим характеристики приспособлений, которые нужно обязательно учесть при выборе.
Термостойкость. С повышением температуры микротвердость абразивных материалов снижается. Поэтому заточка концевых фрез на станках в обязательном порядке требует использования СОЖ. Обычная вода не подойдет. Ее использование приведет к коррозии элементов станка. В воду добавляют мыло и различные дополнительные добавки (кальцинированная сода, силикат натрия, нитрит калия и пр.). Термостойкость материалов, применяемых для изготовления абразивных кругов, смотрите в таблице ниже.
Изображение №5: термостойкость материалов, применяемых для изготовления абразивных кругов
Зернистость. Ее выбирают в зависимости от требуемого класса чистоты затачиваемой поверхности. Чем выше зернистость, тем лучше производительность кругов. При этом увеличивается срок службы приспособлений.
Форма. Для заточки передних углов концевых фрез используют тарельчатые или плоские приспособления. Задние углы обрабатывают чашечными и тарельчатыми моделями.
Изображение №6: формы шлифовальных кругов, применяемых для заточки концевых фрез
Еще один важный параметр заточки концевых фрез — скорость вращения кругов. Твердосплавные инструменты обрабатывают на высоких скоростях, а фрезы, изготовленные из быстрорежущих и инструментальных сталей — на более низких.
Контроль качества заточки
После заточки необходимо убедиться в ее качестве. Для этого существуют различные технологии и приспособления.
Убедиться в отсутствии рисок, трещин и сколов можно при помощи лупы. При контроле качества заточки твердосплавных фрез дополнительно используют керосин. При наличии трещин он выступает. Это упрощает обнаружение дефектов.
Для измерения передних и задних углов предназначены маятниковые и специальные угломеры.
Изображение №7: технология измерения маятниковым угломером
Обратите внимание! Оставлять зазубрины на поверхностях зубьев не рекомендуется. Фрезы с дефектами быстро выходят из строя. При заточке стремитесь, чтобы поверхности получились идеально гладкими.
Как добиться высокого качества заточки концевых фрез
Перечисленные ниже правила направлены на соблюдение установленных норм допускаемых биений и получение инструментов без дефектов.
Суммарное биение шпинделя станка, оправки и приспособления должно быть меньше допустимого биения затачиваемой фрезы.
Необходимо обеспечить точную посадку заточного круга. В противном случае вибрации не только приведут к дефектам заточки, но и ускорят износ абразивного приспособления.
Механизмы подач не должны заедать.
Закрепленную фрезу необходимо перемещать максимально плавно.
Шпиндели станков должны обладать достаточной виброустойчивостью.
Их нужно хорошо смазывать для обеспечения максимально легкого вращения.
Осевое и радиальное биение не должно превышать 0,01 мм.
Доводка концевых фрез
Если после заточки на поверхностях концевой фрезы обнаруживаются микротрещины, применяют доводку. Главная ее цель — снятие дефектного слоя. Вторая задача — повышение чистоты поверхностей. Кроме этого при доводке устраняются завалы поверхностей зубьев.
Проводят такие операции на заточных и доводочных станках с чугунными дисками. При их скоростях вращения от 1 до 1,5 м/сек достигаются наилучшие результаты. Для доводки чаще всего применяют пасту из карбида бора. Зернистость — от 170 до 230.
Фотография №3: заточной станок
Для доводки могут также применяться и алмазные круги. При их использовании производительность повышается в 1,5–2 раза.
Станок для заточки фрез по металлу: обзор моделей, самостоятельная сборка
Приспособления для заточки концевых режущих элементов фрезерно-брусующего станка, разделяются по характеру работы и подразделяются два типа – универсальные и специальные.
Ниже рассмотрим каждый из этих вариантов
1 Станки для заточки фрез по металлу — обзор заводских моделей
Заточка фрез для работы по металлу и дереву выполняется своими руками с помощью червячных универсальных устройств.
Кроме того режущие элементы фрезерно-брусующего станка могут быть заточены с помощью специальных приспособлений.
Читайте также: о конструкции сверлильно-присадочных станков и их назначении.
Как самодельный, так и универсальный станок для заточки концевых фрез по дереву оснащен устройствами, обеспечивающими закрепление, установку и заточку детали.
Станок для заточки фрезы
При выборе представленного инструмента для заточки ножей фрезерно-брусующего станка своими руками необходимо учесть такие параметры как:
- универсальность станка;
- габаритные размеры;
- скорость;
- класс точности механической обработки;
- мощность электродвигателя;
- способ установки;
- возможность подключения к электросети.
Наиболее приемлемым приспособлением для затачивания концевых ножей фрезерно-брусующего оборудования является Kaindl КСС.
Этот небольшой агрегат способен производить профессиональную заточку концевых ножей быстро и эффективно.
Стоит такое устройство в несколько раз дешевле профессионального оборудования и отличается простотой в применении.
Kaindl КСС применяется для корректировки режущей кромки алмазных дисковых пил и фрез, а также идеально подходит для домашнего использования. Представленное оборудование для заточки сверл, концевых ножей, алмазных дисковых пил.
Станок для заточки фрезы Kaindl KSS
Эффективная заточка фрез червячных фрезерных агрегатов производится благодаря точному фиксированию инструмента в любом положении.
Для этого применяются призмы и упорные штифты. Сам шлифовальный диск можно настроить на работу в любом положении с помощью специального шарнирного держателя.
Основная особенность такого станка – использование обычной дрели вместо электромотора. Универсальная шарнирная крепежная система позволяет подсоединить к устройству дрель любого типа.
Заточка ножей фрезерно-червячных агрегатов может производиться с помощью устройства торговой марки Ruko, которое оснащено лазерным регулятором.
Это оборудование может работать с режущими гранями с диаметром от 12 до 100 мм. Представленный прибор быстро и легко устанавливается своими руками, этом у способствует специальный шаговой держатель.
Станок для заточки фрезы Ruko
Перед установкой режущих кромок червячных фрезерных агрегатов для точного расположения может быть использован лазерный указатель.
Угол заточки при этом меняется плавно (бесшагово). Сам процесс происходит с применением алмазных дисков с диаметром в 125 мм, а для более корректной обработки можно прикрепить лупу, оснащенную неоновой подсветкой.
2 Делаем станок для заточки своими руками
Для изготовления устройства для заточки лезвия фрезерно-брусующего понадобится электрический двигатель, с мощностью не более 1 кВт, два шкива и подшипники с валом.
Самодельный станок нужно начинать собирать со станины. Станина изготавливается с помощью стальных уголков. Кроме того, самодельный станок должен быть оснащен подручником. Для его установки сооружается поворотная планка.
Самодельный станок для заточки фрезы
Эта конструкция поможет в регулировке уровня наклона режущей детали фрезерно-брусующего станка по направлению к шлифовальному кругу.
Заточка фрез производится таким образом, чтобы установленная режущая деталь минимально могла соприкасаться с вращающимся кругом.
При работе ее необходимо медленно подводить к диску. Самодельный заточный станок может быть изготовлен по заранее составленной схеме. В расчет при этом берется расположение шлифовального круга относительно подручника.
Самодельный станок для заточки ножей фрезерно-брусующего оборудования должен быть оснащен защитным кожухом, который будет прикрывать собой зазорный круг.
При сборке следует учесть, что зазор между установленной плитой и кругом, производящим заточку не должно превышать 3 мм.
Самодельный мини-станок для заточки резцов фрезерно-брусующего агрегата необходимо оснастить фланцами, которые будут обеспечивать прижим.
Стоит учесть, длина фланцев не должна быть меньше четвертой части диаметра шлифовального круга.
При самостоятельной сборке в зазоре между гайкой и фланцем нужно положить паронитовую прокладку. Благодаря ей гайка максимально туго затянется на валовом участке.
2.1 Как заточить фрезу своими руками?
Заточку ножа фрезерно-брусующего агрегата можно провести без наличия специальных механизмов и приспособлений.
Для этого можно использовать алмазный брусок, который кладется на край верстака или рабочего стола. Заточка кромки ножа производится посредством проведения по ее передней поверхности бруском.
Предварительно режущий элемент необходимо очистить от грязи и пыли с помощью растворителя. Если резак оснащен направляющим подшипником, перед тем, как производить заточку его необходимо снять.
Если этого не сделать, то фреза с большой вероятностью деформируется. При проведении заточки брусок периодически нужно смачивать небольшим количеством воды, а после того, как работа будет закончена протереть его насухо.
Важно знать, что в процессе стачивания передней поверхности кромка лезвия будет заострена, а ее диаметр немного уменьшится.
В процессе заточки рекомендуется использовать бруски с различной степенью зернистости. От этого напрямую будет зависеть результат и чистота обрабатываемой поверхности.
Кроме того, при заточке ножей фрезерно-червячного станка с целью сохранения симметричности кромки, нужно многократно производить движения, обеспечивая равномерный нажим.
В зависимости от материала, из которого сделана фреза, вместо бруса можно применять абразивную (наждачную) бумагу.
Она крепится на полосе стали или деревянной рейке. Также откорректировать лезвие можно с помощью точильного станка, вращающегося с низкой скоростью. Устройство можно оснастить соответствующим абразивным кругом.
к меню ↑
2.2 Правильная заточка фрезы (видео)
к меню ↑
2.3 Правила безопасности при заточке
При проведении работ крайне важно придерживаться следующих требований безопасности:
- точильный круг обязательно должен пройти предварительное испытание вращением;
- проверить, не будет ли превышать допустимая скорость вращения круга, указанное в маркировке значение;
- не использовать подручник вилкообразной формы, так он не позволяет произвести регулировку зазора с боков круга;
- перед началом работ абразивный круг следует подвергнуть балансировке .
Важно учитывать, что при установке подручника зазор между ним и кругом не превышал 3 мм. При этом площадка подручника должна располагаться на уроне горизонтальной оси не выше, чем на 10-15 мм.
Если зазор будет превышать указанное значение или подручник окажется ниже горизонтальной оси, его может вырвать и заклинить кругом.
Кроме того, нужно обратить внимание на отсутствие зазубрин и выбоин на вращающемся точильном элементе.
Категорически запрещается прикасаться в вращающемуся кругу, во избежание травмирования пальцев необходимо пользоваться кожаными напальчниками или строительными рукавицами из плотной ткани.
При проведении работ лезвие должно быть плотно прижато к подручнику, запрещено производить заточку, держа его на весу. В процессе корректировки режущей кромки нельзя подводить инструмент к кругу быстро.
Прижимать его следует постепенно, передвигая по поверхности подручника. При такой работе круг будет стачиваться равномерно, и его можно будет использовать повторно.
Если же резко подавать круг к затачиваемому инструменту, то он будет вырабатываться неравномерно и быстро придет в негодность.
При работе с фрезой из закаленной стали необходимо как можно чаще прерывать натачивание, так как от чрезмерного прижатия к вращающейся поверхности лезвие может нагреться и потерять изначальную твердость.
При установке инструмента его следует надежно закрепить в тисках или заточном приспособлении. Если фреза будет плохо зафиксирована, то ее может вырвать, что повлечет за собой повреждение круга.
При точильных работах запрещено наклоняться к инструменту для наблюдения процесса. Сам момент прикосновения круга к лезвию можно определить по появившейся искре.
Определять степень заточки можно после того, как инструмент будет отодвинут на безопасное расстояние.
Если в процессе работы станок нок начинает вибрировать, его необходимо сразу же выключить и произвести проверку подвижных соединений. Следуя этим несложным правилам безопасности можно выполнить все необходимые манипуляции быстро и эффективно.