Содержание
- Электроды для сварки нержавейки
- Почему важно использовать специальные электроды для сварки нержавейки
- Электроды по нержавейке, в чем особенности
- Переменным или постоянным током
- Маркировка электродов по нержавейке
- Электроды для нержавеющих сталей и черного металла
- Электроды для сварки нержавеющей стали 12Х18н10т
- Какими электродами варить нержавейку 1 мм
- Популярные электроды для сварки нержавейки
- Сварочные электроды для нержавеющих сплавов — виды, характеристики, особенности
- Характерные черты сплава
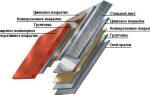
- Сетка и ее виды
- Особенности электродов для сварки изделий из нержавеющей стали
- Особенности нержавейки
- Оборудование
- Электроды по нержавейки
- Почему выбор электродов настолько важен
- Выбор электродов
- Основные технологии и разновидности
- Подготовка к сварке
- Электроды для сварки нержавейки: варим нержавеющую сталь правильно
- Почему важно использовать специальные электроды для сварки нержавейки
- Основные технологии сварки
- Популярные марки электродов для сварки нержавейки
Сварочные электроды для нержавеющей стали
Электроды для сварки нержавейки
Среди множества сталей, по некоторым данным их общее количество насчитывает около 600 наименований, особняком стоят нержавеющие (коррозионностойкие). Состав этих сталей позволяет их использовать в различных условиях эксплуатации, например, на морском воздухе или в химически агрессивных средах.
Из нержавейки производят трубопроводную арматуру, емкости, в том числе, работающие под давлением и многие другие детали и агрегаты. Для соединения между собой частей трубопровода устанавливают разъемное или неразъемное соединение. Для первого типа востребованы фланцы, муфты и пр. Для создания неразъемных соединений (стыков) используют сварку.
Надо понимать, что наличие в составе нержавеющих сталей различных элементов, предъявляет особые требования к способу соединения и материалов для этого используемых.
Почему важно использовать специальные электроды для сварки нержавейки
Нержавейка, с момента ее появления на рынке металлов широко используется для производства деталей и сборочных единиц, которые применяют в различных отраслях. Популярность нержавейки обусловлена не только ее стойкостью к воздействию коррозии, но и рядом других свойств. К ним можно отнести, высокие прочностные параметры, внешний вид, длительность эксплуатации. Но сплавы этого класса обладают одним существенным недостатком – плохая свариваемость. Надо сказать, что такой недостаток существенно осложняет работу с нержавейкой. Она обусловлена рядом причин, в частности:
- Нержавеющие сплавы имеют низкую теплопроводность. Этот показатель в два раза меньше, чем у традиционных углеродистых сталей. Именно поэтому, во время выполнения сварочных работ этот материал хуже отводит излишнее тепло, возникающее в процессе работы. Такое явление привело к тому, что для уменьшения тепла, используют сварочный ток на 15-20% меньший, чем тот, который необходим для сварки черных сплавов.
- Во время соединения изделий из нержавеющей стали с большой массой между заготовками необходимо оставлять довольно большой зазор. Если это требование проигнорировать, то в металле, который расположен рядом со швом будут появляться трещины микроскопического размера. Их наличие приведет к тому, что будет снижено качество соединения, в том числе и его надежность.
- При сварке нержавеющей стали, в зоне шва образуется зона высокого электрического соединения. Соответственно это приводит к сильному нагреву инструмента. Именно это и определило то, что для выполнения сварочных работ необходимо использовать специальные расходные материалы по нержавейке, предназначенные для работы с такими сталями. Их выбирают на основании маркировки нанесенной на коробку или на сами расходники.
Электроды по нержавейке, в чем особенности
При выполнении работ с заготовками, произведенными из нержавеющих сталей необходимо не только правильно выбрать электроды, но и квалифицированно использовать сварочное оборудование, в частности, подобрать рабочий ток, определить расход газа и пр.
Электроды для сварки нержавейки
Нарушение некоторых технологических правил приводит к такому явлению как межкристаллическая коррозия. Она снижает стойкость к коррозии шва и расположенного рядом металла. Кроме того, по достижении определенной температуры в структуре начинают образовываться карбиды хрома и железа. Они придают металлу излишнюю хрупкость и снижают его антикоррозионные характеристики.
Электроды для нержавейки помогают избежать этого явления, и при их правильном использовании качество шва будет отвечать всем техническим требованиям.
Переменным или постоянным током
Для создания неразъемных соединений из нержавеющих сталей допустимо использовать постоянный и переменный ток. У каждой технологии сварки существуют определенные плюсы и минусы.
Так, использование постоянного тока приводит к снижению расхода электродов, за счет того, что при использовании этого тока, материал, практически не разбрызгивается. Кроме того, постоянный ток позволяет обеспечить высокую скорость сварки, качество сварного шва. Но, оборудование, используемое для работы, отличается высокой стоимостью, а это, в результате приводит к росту себестоимости работ.
Применение переменного напряжения позволяет использовать оборудование, которое стоит значительно меньше что то, которое применяют для выработки постоянного тока. Сварщик, использующий переменный ток, получает в результате качественный шов. Но, вместе с тем, использование переменного тока приводит к получению большего количества капель металла, а это приводит к повышенному расходу нержавейки.
Электроды постоянного тока по нержавейке
Перед началом сварочных работ сварщик должен сделать правильный выбор электродов. Следует понимать, то, что стержни с обмазкой в состоянии гарантировать высокое качество шва. Ручную сварку выполняют с использованием постоянного тока обратной полярности. Для получения качественного результата сварщики применяют следующие марки расходных материалов, предназначенные для нержавейки:
- ЦЛ11 – это одна из самых широко распространенных марок среди сварщиков. Его применяют для обработки сталей с довольно высоким содержанием хрома и никеля. Сварной шов, получаемый с помощью этого материала, обладает высокой прочностью, ударной вязкостью. При работе практически не наблюдается разбрызгивание металла.
- ОЗЛ8 — подходят для сборки конструкций, подлежащие эксплуатации в температурах до 1000 ⁰C. Остальные ее параметры близки к марке ЦЛ11.
- НЖ13 – эта марка востребована при обработке изделий из пищевой нержавейки. Кроме того, этот расходный материал предназначен для стыковки изделий с высоким содержанием хрома, никеля, молибдена. Недостаток, присущий этой марке – это формирование шлака, который самопроизвольно отслаивается и таким образом может нанести повреждения рабочему или окружающим его людям.
На самом деле в практической работе применяют несколько марок электродов, которые предназначены для сварки с нержавейкой. Среди них есть такие, как:
- ЗИО-8, которые применяют для изделий из жаростойких нержавеющих сталей.
- НИИ-48Г востребован при изготовлении ответственных конструкций.
- ОЗЛ-17У подходят для деталей, которые будут эксплуатироваться в атмосфере с повышенным содержанием паров серной или фосфорной кислот.
Электроды для переменного тока для нержавейки
Не все организации могут себе позволить технологическое оборудование, которое работает с применением постоянного тока. Но можно использовать и аппаратуру, которая применяет переменное напряжение. для эффективной работы с ним применяют следующие марки — ОЗЛ-14, ЛЭЗ-8, ЦТ-50, ЭА-400, ОЗЛ-14А, Н-48, АНВ-36.
Кроме того, использование вольфрамовых стержней для сварки деталей из нержавейки под облаком защитных газов, позволяет использовать переменный ток с прямой полярностью. Такую технологию используют при:
- соединении деталей с тонкой стенкой;
- наличии повышенных требований к качеству сварного шва.
Практика сварки изделий из нержавейки говорит о том, что использование переменного тока менее популярно, соответственно стержни этого типа менее востребованы.
Маркировка электродов по нержавейке
Все сварочные материалы для нержавейки должны быть отмаркированы. То есть, на упаковку должны быть нанесены идентификационные сведения, в которые должны быть включены следующие данные:
- марка, размеры и предназначение изделий;
- размер обмазки;
- полярность;
- напряжения.
Кроме перечисленных данных на упаковку может быть нанесена информация о компании производителя. Дата изготовления и срок годности.
Электроды для нержавеющих сталей и черного металла
Соединение нержавейки и черного металла вполне возможно. Но, этот процесс сопряжён с определенными сложностями. Все дело в том, что у этих металлов разная структура. Для выполнения этой операции можно использовать три метода:
- сваривание с применением расходных материалов с покрытием;
- сваривание неплавящимися стержнями из вольфрама;
- сваривание под защитным газом, как правило, для этого применяют аргон или газовые смеси на его основе.
Для сваривания разнородных металлов используют марку ОЗЛ-312. Для выполнения сборки ответственных конструкций применяют ЭА-395/9. Стержни для сварки нержавеющей стали марки ОЗЛ-312 подходят для сварки сталей с неопознанным составом.
Но, как показывает практика, оптимального качества шва лучше, чем соединение заготовок под защитой газов не придумали. Газ, в этом процессе исполняет роль защиты сварной ванны от воздействия атмосферы, в частности от азота и кислорода. При выполнении сварки аргоном, существует одна тонкость. Для обеспечения качества сварки применяют сварочный пруток, который необходимо держать строго под углом 90 ⁰ к обрабатываемым поверхностям.
На основании вышеизложенного можно сделать следующее заключение – для выполнения сварки разнородных металлов используют материалы широкого применения.
Электроды для сварки нержавеющей стали 12Х18н10т
Сталь 12Х18Н10Т относят к материалам аустенитного типа. Эту сталь широко применяют для изготовления оборудования пищевой и фармацевтической промышленности.
Для соединения заготовок из этой стали применяют следующие типы изделий:
- ЦЛ-9, сварку с его применением можно выполнять во всех пространственных положениях.
- ОК 61.30, обеспечивают качество шва, самоотслаивание шлака.
Какими электродами варить нержавейку 1 мм
Один из самых сложных процессов в сварочных процессах – это обработка деталей с тонкими стенками. Это обусловлено тем, что:
- Излишнее тепло, выделяемое при сварке, может привести к образованию отверстия.
- Высокая температура может привести к деформации поверхности.
- Электрическая дуга, которая используется при обработке тонкостенных деталей, имеет небольшой размер. Даже небольшой отрыв ее от поверхности обрабатываемых заготовок может привести к ее отключения.
Сварка стали 1мм
Все вышеназванные сложности существенно осложняют работу сварщика. Помочь в устранении этих проблем может оказать правильный выбор сварочного материала. Например:
- ОК 63.34 – можно отнести к универсальным электродам, их можно использовать для работы с заготовками разной толщины.
- ОК 63.20 – их применяют для обработки труб и тонкостенного материала.
Популярные электроды для сварки нержавейки
К самым популярным электродам для нержавейки относят те, которые выпускают ведущие мировые производители. Использование брендовых изделий гарантирует получение качественного сварного шва.
Эта шведская компания признанный лидер в разработке и изготовлении сварочного оборудования и расходных материалов, применяемого для работы с металлами разных типов.
На ее предприятиях производят такие марки как:
- ОК 61.35 – их применяют для сварки особо ответственных конструкций, например, трубопроводов, работающих под давлением.
- ОК 67.72 — электроды, применяемые для сварки разнородных металлов.
Электроды этой марки применяют для работы с такими сплавами как — 09Х18Н12Т, 12Х18Н10Т, Х14Г14Н3Т и их аналогами.
Ключевое достоинство этого расходного материала заключается в том, что шов, выполненный с этим электродом с успехом, противостоит межкристаллической коррозии.
Эта отечественная компания, которая выпускает электроды, применяемые для сварки углеродистых и нержавеющих сталей.
Электроды, выпускаемые под этой маркой, применяют как для работы с углеродистой, так и с нержавеющей сталью.
Сварочные электроды для нержавеющих сплавов — виды, характеристики, особенности
Нержавейка за 20 лет активно применяется для производства разных деталей. Стоит поговорить о том, какими электродами для нержавеющей стали нужно пользоваться.
В этом помогут советы опытных сварщиков. Вы узнаете, как обработать нержавейку и продлить срок ее эксплуатации.
Информация будет актуальной для новичков и мастеров с 5-летним опытом работы и более.
Характерные черты сплава
Способы работы со сталью, которая устойчива к коррозии, отличаются от эксплуатации остальных моделей. Это связано с тем, что материал не подвергается образования ржавчины.
9 изделий из 10 будут использовать там, где есть высокие показатели влажности или соприкосновение с водой. У сварщиков возникает проблема, когда на сплаве образуется подтек, который получается из-за способов работы с металлом.
Когда он застывает, могут возникнуть течи. Для корректной сварки металла нужно узнать о физических характеристиках конструкции. Это актуально для тех случаев, если планируется домашняя работа.
Базовым свойством нержавейки считают ее способность к расширению. Когда температура деталей увеличивается, то расстояние между молекулами возрастает. Как только сплав остывает, то конструкция возвращается к прежним параметрам.
Она сужается до первоначальных показателей. Чужой сплав, что находится в соединении, будет ломаться. Это связно напрямую с низкими показателями расширения.
Получатся небольшие трещины, которые станут причиной появления потеков. Чтобы избежать этого, необходимо наладить связь между базовым и примесным сплавом.
Некоторые мастера сталкиваются с проблемой, когда возникает необходимость заваривания нержавеющей стали. Вопрос возникает из-за того, что у материала есть низкие показатели температуры при сплаве.
Большой нагрев, исходящий от электрической арки, перегревает шов. Легирующие компоненты, которые стоят на страже защиты от ржавчины, будут выгорать. Все свойства сведутся на нет.
Для того, чтобы избежать проблемы, необходимо тщательно выбирать сварочные технологии. Соединение ведут в виде игры в шахматы, что позволит не допустить перегрева деталей.
Может случиться так, что во время металлообработки нержавейки углерод будет действовать из-за попадания воздуха в ванную. Возникла эта проблема? Тогда нужно ожидать появление газа плоскости соединения, которое превращается в кристаллы.
Вы заметите, как образуются большие пустоты. Дальнейшая варка нержавейки будет невозможной. Чтобы процесс не произошел, необходимо защитить сварочную ванну от негативных воздействий извне. Мастера используют защитный аргон или сеточную обмазку.
Для того, чтобы шов на нержавейке был прочным, в 9 случаях из 10 используют обращатель. Они работают с напряжением в 220 В и имеют небольшие размеры.
Примесный материал плавится хорошо, потому что электричество создается по ступеням. При этом происходит выход активного тока высокой частоты. Соединение получается прочным и отличается качеством.
Их можно приобрести доступно. Благодаря этому аппараты получили доверие сварщиков в мире. Металлообработка нержавейки возможна с применением любого инверторного механизма.
Для сварки можно выбрать простой агрегат, у которого будет минимум функций. Это касается тех случаев, когда нужно выполнить сварку дома.
Аппарат, сделанный самостоятельно, подойдет вам для работы. Но тогда, когда вы обеспечите соответствие его характеристик моделям, которые продают в магазинах.
Перед началом металлообработки нержавейки нужно освободить изделие от грязи и масел. Важной деталью будет корректная настройка показателей инвертора. Учитывайте толщину конструкции, которую будете обрабатывать.
Хотите работать с небольшими сплавами до двух миллиметров? Оставлять промежутки в этом случае не стоит. Сведите концы друг к другу и плотно прижмите их. Толщина концов швов превышает 4 миллиметра? Отделите края по 45-градусным ракурсом.
Проплавка будет качественной. Примесное соединение попадет во все щели. Работу нужно делать при помощи шлифовальной машины. Оставьте расстояние в пару миллиметров, что позволит горячему материалу попадать на начало шва.
Обработка нержавстали создаст качественный шов, который прослужит много лет.
Советуем работать с такими показателями электродов:
Сетка и ее виды
Сварщики в 7 случаях из 10 сталкиваются с проблемой, когда возникает необходимость работать с нержавейкой при помощи обычного электрода. Это возможно, но если возникнут трудности или недочеты, то вы не получите хороший сплав.
Это связано с тем, что материалы отличаются по свойствам, когда идет речь о швах. Мы говорим о стали и об электродном основании из легированных материалов.
Это может спровоцировать возникновение давление от источника питания в области соединений. Со временем внешняя часть детали снизит температуру, и появятся щелчки. Это будет значит, что трещины уже образовываются.
Обычный электрод может не пригодится, если нужно варить системы для отопления, баки и резервуары, что подвергаются высокому нажиму.
Соединение будет подтекать. Вы получите шов, на котором быстро появится ржавчина. Когда принято решение работать с таким методом, то стоит учитывать моменты, о которых мы сказали.
Чтобы определить модель электродов для использования нержавеющих сплавов, нужно обратить внимание на некоторые моменты.
Определите количество аксессуаров, марку конструкции и тепловые коэффициенты сплава. Состав электродных стержней должен быть аналогичным тому, что используются при сварке.
Базовый и присадочный материал будут взаимодействовать корректно. При этом не появятся трещины, которых боятся неопытные сварщики.
В 9 случаях из 10 мастера берут отдельные электроды, которые расплавляются. У материала будут такие характеристики:
- Не меняется по причине термического крипа.
- Температурное увеличение незначительное.
- Высокая гибкость деталей.
- Высокая проводимость тепла и стойкость к износу.
Электроды для сварки нержавейки выбирают исходя из того, какое клеймо на них нанесено.
Это будет мерилом использования электродов при металлообработке нержавеющей стали:
Электроды АНЖР первого и второго типов применяют тогда, если идет речь о необходимости прогрева конструкции. На них обращают внимание, если после всех действий не нужна обработка тепловой структурой.
Если вы берете редкую сетку, которая изначально нужна для нержавейки, то стоит работать внимательно. Отходы, которые появятся при металлообработке, могут отскочить от плоскости соединения.
Когда остаточные части попадут на незащищенную кожу, вы рискуете получить термическое повреждение тканей.
Часто используют сетку, которая называется ЦЛ 11. Наружная часть электрода выполнена из карбоната и фтора.
Если использовать такую модель, то снижается риск возникновения ржавчины на поверхности металлов. В целом соединение будет прочным и прослужит долго.
Хотите работать с такой маркой? Это позволит получить преимущества сплава:
- Металл не распыляется в большом объеме, когда происходит плавление.
- Если соблюдать все моменты, вы получите ровное соединение.
- Шов будет гибким.
- Зазоры в соединении в 9 случаях из 10 не возникнут.
Электроды марок НЖ 13 и ОЗЛ 6 популярны среди сварщиков в 2019 году. Они актуальны, если работу проводят в оксидационной области.
Температура при этом достигает тысячи градусов. Второй вид электродов используют, когда идет речь об обработке металлов для пищевых целей. Когда осуществляется работа с хромом и никелем, их также можно применить.
Плюсы работы с ОЗЛ 6:
- Нет значительного рассеивания материала при варке.
- Шов будет жаропрочным.
- С вероятностью в 90 % коррозия не образуется.
- Такую сетку не допускается применять для вертикальных сварочных соединений.
Некоторые сварщики работают с электродами типа Эсаб и ЦЛ 11 Монолит. Они отмечают высокие показатели их пластичности и устойчивости к образованию ржавчины.
Выбирайте корректные электроды, если речь идет об обработке нержавеющей стали. Это позволит получить отличный результат.
Металлообработка требует выполнения всех инструкций и использование материалов высокого качества. Это позволит продлить срок использования сплава на десятки лет.
А вы придерживаетесь сварочных технологий в своей работе? Поделитесь опытом в комментариях. Успехов в сварке!
Особенности электродов для сварки изделий из нержавеющей стали
Нержавеющая сталь – материал, который используется для изготовления различных деталей. Какие электроды по нержавейке использовать и как осуществить сварку этого материала знают опытные сварщики, которым приходилось с ним работать. В этой статье мы рассмотрим можно ли сварить нержавейку и какие электроды для сварки нержавеющей стали используются.
Особенности нержавейки
Методика работы с нержавеющей сталью не схожа с обычной. Это обусловлено тем, что нержавейка более устойчива к коррозийным процессам, именно поэтому практически все изделия, выполненные из нержавейки, находятся под давлением и с водой. Многие начинающие сварщики сталкиваются с тем, что после того, как шов застывает на нем образуются течи. Для того, чтобы понять, как заварить поврежденный участок в домашних условиях, необходимо знать физические свойства металла.
Главная характеристика нержавеющей стали — высокий коэффициент расширения, именно поэтому при нагреве дистанция между молекулами становится больше, чем у других металлов. Когда она остывает, изделие начинает стягиваться до своих исходных параметров. Посторонний материал, который входит в состав шва и имеет коэффициент расширения намного ниже, будет постоянно рваться, в итоге будут появляться микротрещины, из-за которых и будет происходить течь. Очень важно подобрать сварочные электроды для нержавеющей стали, благодаря которым будет налажен контакт между основным и присадочным металлом.
Многие пользователи постоянно задаются вопросом: можно ли заварить нержавейку, ведь характерной чертой этого материала считается низкий температурный режим плавления. Мощный нагрев от электрической дуги приводит к перегреву участка соединения и все легирующие элементы, обеспечивающие защиту от ржавления, тут же выгорают и лишаются своих свойств.
Совет! Чтобы не допустить такой ситуации необходимо максимально точно подобрать режимы работы сварки и вести шов в шахматном порядке, дабы не допустить местного перегрева.
Еще одна трудность, которая может возникнуть, в процессе сварки деталей из нержавеющей стали, — это реакция углерода на попадание кислорода в сварочную ванну. Если такое случится, то неизбежно начнет образовываться газ на поверхности кристаллизующегося шва и в итоге появятся крупные поры. В такой ситуации заварить нержавейку вы никак не сможете. Для того, чтобы не допустить такого негативного процесса, очень важно позаботиться о защите сварочной ванны от влияния внешней среды. Для этого применяется специальный защитный газ или обмазка электродов.
Оборудование
Для создания надежного и прочного соединения очень часто применяются инверторы. Работают такие аппараты от напряжения 220 В. Сами они — достаточно компактные и удобные.
За счет того, что электрический ток преобразуется в несколько ступеней, с выходом высокочастотного переменного напряжения, присадочный материал вплавляется намного лучше, что способствует формированию более ровных и качественных швов.
Благодаря своей невысокой цене они занимают лидирующие позиции среди сварочного оборудования.
Сварка нержавеющей стали может выполняться любой моделью выпускаемых сегодня инверторов. Для выполнения сварочной работы дома может использоваться самый простой аппарат инверторного типа.
Можно даже использовать самодельный агрегат, главное, чтобы его технические и эксплуатационные характеристики соответствовали магазинным аналогам.
Очень важно для инвертора задать верные и точные настройки, которые будут подходить для толщины конкретного изделия. Непосредственно перед началом работы свариваемое изделие должно быть хорошо очищено от загрязнений, масла и т.д.
Если вам необходимо сваривать инвертором тонкий металл (1-2мм), то делать зазор не нужно. Наоборот, необходимо вплотную свети концы соединения один к одному, и выполнить прихватки. Если толщина окончаний соединений превышает 4 мм, то нужно разделать кромки под углом 45 градусов. Так вы обеспечите хорошее проплавление и заполнение присадочным металлом зоны соприкосновения. Разделку можно осуществить посредством «болгарки» или напильника. Также необходимо сделать зазор в 1-2 мм между пластинами, только так раскаленный металл сможет стекать до самого основания шва.
Учитывая физико-термические свойства металла наиболее пригодными будут следующие режимы и диаметры электродов.
Электроды по нержавейки
Сварка изделий с помощью нержавейки – достаточно трудоемкий и сложный процесс, электроды по нержавейке подбираются с учетом конструктивных особенностей материала. В этой статье вы сможете узнать, как правильно варить нержавейку, на какие моменты следует обращать внимание и какие сварочные электроды нужно выбрать.
Почему выбор электродов настолько важен
Нержавеющая сталь считается достаточно популярным материалом, используемым при создании какого-либо оборудования или запчастей. Такой материал обладает высокими антикоррозийными свойствами, а также теплопроводностью в два раза ниже, чем углеродистые сплавы. Именно поэтому, выбор электродов для нержавейки должен основываться на:
- Коэффициенте нелинейного расширения;
- Теплопроводности;
- Потере антикоррозийных свойств.
Разберем по пунктам, что влияет на саму нержавейку. Нелинейное сопротивление – несколько ниже, чем у других металлов. Поэтому, при работе с прочными и плотными деталями чаще всего оставляют небольшой зазор. В противном случае, металл деформируется.
Теплопроводность. При сваривании деталей используется сила тока примерно на двадцать процентов ниже, чем для легированных деталей. Это объясняется тем, что нержавейка обладает низкой теплопроводностью.
В процессе сварочных работ, обязательно теряются антикоррозийные свойства. При сварке образовывается карбид железа и хром, которые влияют на это свойство. Чтобы сохранить антикоррозийные особенности нержавейки, нужно использовать холодный метод сварки.
Следует учитывать, при непрофессиональном методе сварки или неверном выборе температурного режима, материал в любом случае деформируется. Специалисты называют подобные явления – межкристаллистной коррозией. Выбор электродов играет важнейшую роль, при создании каких-либо деталей, изделий и прочего.
Выбор электродов
Несмотря на агрессивную среду, выход всегда можно найти. Современные производители стараются создать наиболее приемлемые составы для покрытия электродов. Это необходимо для того, чтобы они образовывали прочные сварочные швы. Особое внимание уделяется шлаку, который образовывается при сгорании основы.
Электроды по нержавейке обязательно должны хорошо зажигаться и активно гореть при сварочной дуге. Также они должны равномерно расплавляться и создавать ровный шов. После окончания – легко удаляться с поверхности.
Для сварки используются такие электроды, с покрытием:
- Рутиловые;
- Основные;
- С повышенной степенью наплавки;
- Специальные
Самыми популярными разновидностями среди электродов по нержавейки считаются : ЦТ-15, ЦЛ-11, ОЗЛ-6, НЖ-13. Также могут применяться различные типы ЦЛ. Резкие перепады температур и давления не страшны для таких стержней электродов.
ЦЛ-11. Основное покрытие. Имеет общетехническое назначение. Для сварки сталей марок типа 08Х18Н10, 08Х18Н10Т, 12Х18Н10Т, 08Х18Н12Б, AISI 321, 347 и им подобных, эксплуатирующихся при температурах до 350°C когда к металлу сварного шва предъявляются требования стойкости к межкристаллитной коррозии. Электроды ЦЛ-11 производятся на заводе ЭСАБ-СВЭЛ в Санкт-Петербурге.
ОЗЛ-6. Основное покрытие. Для сварки литья и проката из жаростойких сталей типа 20Х23Н13, 20Х23Н18. Производятся на заводе ЭСАБ-СВЭЛ в Санкт-Петербурге.
ЭА-400/10У — электрод для сварки оборудования из коррозионностойких стали аустенитного класса марок 08Х18Н10Т, 08Х18Н10Т-ВД, 12Х18Н10Т, 08Х18Н12Т, 08Х18Н13М2Т, 10Х17Н13М2Т, 10Х17Н13М3Т, Х18Н22В2Т2, AISI 318, 321, 347. Тип — основной.
НЖ-13. Осовное покр. Предназначены для сварки оборудования из коррозионно-стойких хромоникелемолибденовых сталей марок 10Х17Н13М2Т, 10Х17Н13М3Т, 08Х21Н6М2Т и им подобных, работающего при температуре до 350°С, когда к металлу шва предъявляют требования стойкости к межкристаллитной коррозии.
ЦТ-15. Основной тип электродов. П редназначены для сварки узлов конструкций из хромоникелевых сталей марок Х20Н12Т-Л, Х16Н13Б, 12Х18Н9Т, 12Х18Н12Т и им подобных, работающих при температуре 570-650°С и высоком давлении, а также для сварки сталей тех же марок, когда к металлу шва предъявляют жесткие требования стойкости к межкристаллитной коррозии.
Марки электродов ESAB для нержавейки
ОК 63.30. Универсальный электрод с очень низким содержанием углерода. Свари и рутиловым покрытием. Свариваемые стали: 03Х17Н14М2, 10Х17Н13МЗТ, 316 Российский аналог — АНВ-26.
ОК 63.41. Рутиловый, кислотостойкий и высокопроизводительный.
ОК 61.35. С основным покрытием. Для сварки конструкций из нержавеющих сталей 03Х18Н10, 08Х18Н10Т, AISI 304L, 321, 347 и им подобных, работающих при температурах от -196 до +400°C. Подходит хорошо для сварки трубопроводов.
ОК 63.20. Электрод с специальным покрытием. Свариваемые стали: 03Х17Н14М2, 10Х17Н13МЗТ, 316 и т.п.
Российские аналоги: ОЗЛ-20, АНВ-17, НИАТ-1. Разработан для сварки тонкостенных труб.
Основные технологии и разновидности
Помимо основных требований к электродам, существует несколько способов, которые чаще всего используют для сваривания листового или нержавейки другого типа. На качество сварки влияет множество факторов, которые влияют на дальнейшую эксплуатацию материала и возможность обработки различными методами. Поэтому, каждый, кто планирует использовать нержавейку должен знать основные особенности стали и её главные отличия от углеродистой.
Варить нержавейку можно различными методами, но самым популярным и используемым для материала средней плотности, остается сваривание в среде газов. Для такого метода используется вольфрамовый электрод, с минимальной способностью к плавлению. Таким методом можно варить нержавеющую сталь для разных задач. Например, создание трубопровода из стали или различных деталей, где применима нержавейка.
В зависимости от технического оснащения и требований, сварка электродом может выполняться ручным, автоматическим и полуавтоматическим методами.
Также можно использовать и плавящиеся электроды. Они дополнительно покрываются специальными веществами или же применить проволоку с высокой степенью легирования. Для такой разновидности, подбираются отдельные методы сваривания:
- Импульсно-дуговая;
- Короткодуговая;
- Струйная дуговая;
- Плазменная
Все они отличаются определенными свойствами. Например, первый вариант используется для тонких поверхностей — расчет идет на десятые миллиметра. Дуговая, напротив, используется для средних листов, толщиной до трех миллиметров. Плазменная, в свою очередь, является универсальным способом сваривания нержавейки.
Подготовка к сварке
Технология сваривания зависит от специалиста, который выполняет подобные работы. Подобрав верный электрод, нужно дополнительно подготовить будущий материал для сваривания. В первую очередь, это обезжиривание материала.
Сам процесс сваривания нержавейки в домашних и специальных условиях различается методами. При его выборе, стоит опираться на основные характеристики материала, его толщину и прочность. Сварка в атмосфере газов считается стандартной и применима практически в любом случае. Она может выполняться в автоматическим, полуавтоматическим и ручном режиме. Но есть одна особенность, при которой используется только электродуговая – толщина листа нержавеющей стали более, чем три миллиметра.
Стоит обратить внимание, на такую особенность сваривания нержавейки – не нужно делать резких движений. Чаще всего это применимо при стандартном сваривании, но с нержавеющим материалом так поступать не стоит. Это становится причиной разрушения созданного шва и окислению. Подобные процессы полностью убивают защитную среду самого материала и пагубно влияют на эксплуатацию материала. Дополнительно стоит учитывать:
- Нельзя, чтобы вольфрам проникал в сварочную ванную с электродом. В таком случае, говорить о надежности шва не имеет смысла. Чтобы избежать его проникновения, следует зажигать дугу отдельно, на других графитовых или угольных пластиках;
- Аргоновой струей лучше всего защитить шов с обратной стороны. Это требования стало достаточно популярно в последнее время.
Основной вопрос о том, каким же электродом варить нержавейку остается ещё открытым. Чтобы создать действительно качественный, шов нужно использовать:
- Электрод с высокими показателями ползучести;
- Малыми показателями температурного расширения;
- Высокой износоустойчивостью и теплопроводностью;
- Повышенными значениями упругости
При выборе электрода решающее значение имеет именно марка нержавеющей стали. В зависимости от её типа, используются популярные марки, указанные выше.
Этапы сваривания
Работать с таким материалом должен только профессионал. Это трудоемкая работа, которая помогает добиться результата, при котором соединение должно быть похоже на основной металл. Для этого тщательно зачищают места сварки с помощью обезжиривателя (может выступать ацетон или растворитель).
В качестве сварочного аппарата может использоваться инвектор. Такой аппарат удобен для транспортировки и питается прямо от сети. Под действием электрики, образуется сварочная дуга для сваривания металла.
Стоит учитывать, что применимые температуры не должны быть выше нормы. Если не придерживаться стандартных правил, электрод может попросту сгореть или шов будет недостаточно плотным.
При сварке, самая основная проблемы в том, что он обладает достаточно высоким сопротивлением.
Особенность электродов – низкая проводимость тепла.
Это считается одной из проблем, являющаяся причиной их разрушения. Происходит это из-за того, что используется ток слишком большого напряжения. Для максимальной прочности шва используется холодный метод. Если в состав входит никель или хром, то охлаждать можно с помощью воды. В других случаях, отлично подойдет – обдув воздуха или прокладка из меди.
Перед тем, как приступить к работе, следует подобрать электроды по нержавейке, а также правильно настроить ток. Чтобы не произошло залипание – очень аккуратно подносят к металлу электрод. Клемму массы подключают к материалу, после чего к работе приступает дуга. Электрод подносят под углом и держат несколько секунд. Окалину следует убрать с помощью молотка и зашлифовать поверхность кругами. Готовое изделие помещают в ванну с раствором кислоты. Только она способна полностью удалить слой оксида.
Предотвращение дефектов и дополнительная информация
Перед тем, как начать сварку – обязательно подготавливают заготовки по ГОСТ. Процедура должна полностью соответствовать всем требованиям безопасности, а также выполняться строго по правилам. Отклонение от технологии влечет за собой дефектные изделия, несчастные случаи и много другое.
Чтобы предотвратить образование дефектов при сваривании, следует:
- Не перегревать металл шва и основное изделие;
- Сварка выполняется короткой дугой. Исключены различные колебания;
- Для теплоотвода используются специальные пластины;
- Многопроходное соединение применяется в том случае, если лист или заготовка обладают слишком большой толщиной.
В ходе работ, нужно обратить внимание на тот факт, что температуры более +500 ведут к образованию кристаллических трещин. Они ослабляют конструкцию и снижают её пластические свойства. К тому же, лучше всего пользоваться рекомендациями, указанными ниже:
- между прихватами лучше всего снизить промежутки к минимуму;
- перед началом работ, лучше всего раскалить деталь, а уже после охладить с помощью холодного воздуха;
- конструкцию нельзя подвергать воздействию тепла извне, поэтому желательно варить максимально быстро. Лучше сделать несколько поочередных проходов.
Используя правильный электрод для нержавейки и проверенный метод сваривания, можно создать надежное изделие со всеми качествами нержавеющей стали.
Электроды для сварки нержавейки: варим нержавеющую сталь правильно
Сварка деталей, изготовленных из нержавеющих сталей, представляет собой непростой процесс, требующий от его исполнителя наличия соответствующих знаний и навыков. Для выполнения такой процедуры, кроме всего прочего, необходимы специальные электроды по нержавейке, которые могут иметь диаметр 3,4 или 5 мм.
Электроды AS P-309L турецкого производства применяются при сварке нержавеющих и жаропрочных сталей
Почему важно использовать специальные электроды для сварки нержавейки
Нержавеющая сталь с момента ее появления на рынке активно используется для изготовления отдельных изделий и конструкций различного назначения. Высокая популярность стальных сплавов данной категории объясняется не только их исключительной коррозионной устойчивостью, но также целым перечнем других достоинств – твердостью, прочностью, долговечностью, привлекательным внешним видом изделий из нержавейки и др. Между тем одним из наиболее значимых недостатков нержавеющих сталей является плохая свариваемость, что несколько затрудняет выполнение монтажных работ с этим материалом.
Сварка этих листов из коррозионностойкой нержавеющей сталей была выполнена электродом ЦТ-15
Причины того, что нержавеющие стали обладают плохой свариваемостью (под которой понимают возможность создания надежных неразъемных соединений при помощи сварки), заключаются в следующем.
- Стали, относящиеся к категории нержавеющих, обладают меньшей (в два раза) теплопроводностью, чем обычные углеродистые стальные сплавы. Нержавейка в процессе выполнения сварки хуже отводит тепло и сильно перегревается, поэтому выполнять такой технологический процесс следует на меньших значениях сварочного тока (на 15–20%), чем при соединении деталей из обычных стальных сплавов.
- При сварке массивных изделий, изготовленных из нержавеющих сталей, между ними следует оставлять достаточно широкий зазор. Если пренебречь этим требованием, то в структуре основного металла, прилегающей к зоне сварного шва, могут образоваться микротрещины, значительно снижающие качество и надежность полученного соединения.
- Из-за сильного электрического сопротивления, создаваемого в зоне сварки, электроды, при помощи которых она выполняется, сильно нагреваются. Именно поэтому выполнять сварочные работы со сталями данной категории следует, используя специальные электроды для нержавейки. Выбрать такие электроды можно по маркировке.
Пример расшифровки маркировки электродов
Неправильный выбор электродов, режимов выполнения сварки изделий, изготовленных из нержавеющих сталей, а также непрофессиональное использование сварочного оборудования может привести к межкристаллитной коррозии. Это явление значительно ухудшает коррозионную устойчивость металла шва и основного металла в прилегающей к сварному соединению зоне и выражается в том, что в структуре металла при нагреве свыше 5000° формируются карбиды железа и хрома. Такие карбидные включения, появляясь на границах кристаллической решетки металла, делают его очень хрупким и уязвимым к коррозии, что и становится причиной значительного снижения надежности сварного соединения.
Для того чтобы избежать такого негативного явления, как межкристаллитная коррозия, следует правильно подбирать режимы сварки и электроды для ее выполнения, а также обеспечивать быстрое охлаждение зоны сформированного сварного соединения.
Основные технологии сварки
На качество сварки, используемой для соединения деталей из нержавеющих сталей, оказывает влияние множество факторов. К наиболее значимым из них следует отнести квалификацию сварщика, выполняющего работы, правильность выбора режима сварки и электродов для ее осуществления. Любому, кто соберется варить нержавейку, важно также знать, в чем заключаются отличия этого металла от обычных углеродистых сталей.
Варить нержавейку, в зависимости от особенностей соединяемых деталей, можно по различным технологиям. Одной из наиболее распространенных технологий, при помощи которых выполняют соединение изделий из нержавейки с толщиной от 1,5 мм, является сварка в среде защитных газов.
Сварка нержавеющей стали вольфрамовым электродом
Такая сварка, выполняемая неплавящимся вольфрамовым электродом, используется преимущественно для соединения:
- корпусных деталей оборудования и приборов различного назначения;
- других изделий, для изготовления которых используется листовая нержавейка;
- трубопроводов из нержавейки, предназначенных для транспортировки различных сред.
В зависимости от используемого сварочного оборудования и требуемой производительности процесса выполняться такая сварка может ручным, полуавтоматическим и автоматическим способами.
При сварке изделий, изготовленных из нержавейки, можно использовать и плавящиеся электроды – металлические стержни с нанесенным на них покрытием либо специальную проволоку, отличающуюся высоким уровнем легирования. К таким методам сварки относятся:
- импульсно-дуговая, используемая для соединения деталей толщиной до восьми десятых миллиметра;
- короткодуговая, выполняемая в среде инертных газов, – для нержавейки толщиной от восьми десятых до трех миллиметров;
- дуговая струйная, применяемая для соединения листового материала толщиной свыше трех миллиметров;
- дуговая, выполняемая под слоем флюса, – для изделий, толщина которых превышает десять миллиметров;
- плазменная, которая является универсальным способом соединения деталей из нержавейки любой толщины.
Технологию плазменной сварки используют для соединения любых металлов и сплавов
При использовании для выполнения сварочных работ такого оборудования, как инвертор, процесс можно выполнять и постоянным, и переменным током.
Чтобы варить изделия из нержавейки и получать при этом качественные и надежные соединения, важно учитывать несколько важных нюансов.
- При использовании электрода из вольфрама им не следует совершать резких колебательных движений, как это делается при формировании сварного шва на обычных сталях. Такие движения могут привести к тому, что электрическая дуга, сформированная электродом, разрушит защитную пленку на основном металле, а это станет причиной значительного ухудшения его антикоррозионных свойств.
- Чтобы избежать попадания в область формируемого сварного шва вольфрама, из которого изготовлен неплавящийся электрод, зажигать сварочную дугу следует не на самих соединяемых изделиях, а на специальной графитовой пластине (или использовать для этого опцию бесконтактного розжига дуги).
- На обратную сторону сварного шва также желательно подавать струю аргона, который защитит сильно разогретый основной металл и формируемый сварной шов от окисления.
Популярные марки электродов для сварки нержавейки
Достаточно часто сварку нержавейки выполняют при помощи плавящихся штучных электродов, поэтому вопрос правильного выбора таких расходных материалов является очень актуальным. Металл, из которого изготовлены стержни таких электродов, должен:
- обладать высокой устойчивостью к такому явлению, как термическая ползучесть;
- отличаться небольшим показателем теплового расширения;
- иметь повышенную упругость;
- отличаться высокой износоустойчивостью и теплопроводностью.
Области применения электродов
На выбор электрода, при помощи которого можно варить изделие из нержавейки, решающее влияние оказывает марка свариваемой стали. Так, в зависимости от данного параметра современные специалисты применяют электроды следующих популярных марок:
- ОЗЛ-8 и ЦЛ-11 – для нержавейки, используемой в пищевой промышленности;
- ЭА400/10У, НЖ-13, ЦТ-15 (редко) – для нержавеющих сталей, отличающихся повышенной устойчивостью к коррозии;
- ОЗЛ-6 – для жаропрочных сплавов, в химический состав которых входит нержавеющая сталь;
- КТИ-7А, ЦТ-28 – для нержавейки, из которой изготавливаются различные инструменты;
- АНЖР-1, АНЖР-2, ЭА395/9 – для нержавейки другого назначения.
Электроды АНЖР-1 и АНЖР-2 применяются для сварки без предварительного подогрева и без последующей термообработки
При использовании штучных электродов, специально предназначенных для сварки нержавейки, следует соблюдать осторожность, так как слой остывающего шлака, сформированный в процессе выполнения сварки, отскакивает с поверхности шва самопроизвольно. Еще не до конца остывшие кусочки такого шлака, если не соблюдать осторожность, могут послужить причиной ожога.
К наиболее популярным электродам, используемым для соединения изделий из нержавейки, относятся изделия с маркировкой ЦЛ-11. На поверхность таких электродов нанесено покрытие, выполненное на основе карбонатов и соединений фтора. Они применяются при сварке сталей хромоникелевой группы (12Х118Н10Т и 9Т, 08Х18Н12Б и Т). Использование электродов данной марки позволяет минимизировать риск развития межкристаллитной коррозии у данных сплавов. За счет особенностей химического состава своего покрытия электроды ЦЛ-11 хорошо демонстрируют себя при температурах, не превышающих 450°.
Технические параметры электродов ЦЛ-11
К наиболее значимым достоинствам электродов данной марки следует отнести:
- минимальное разбрызгивание расплавленного металла;
- хорошую ударную вязкость формируемого сварного шва;
- возможность выполнять качественный сварной шов в любых пространственных положениях;
- хорошую пластичность готового соединения;
- минимальный риск образования трещин в сварном шве, что обеспечивает высокое качество и надежность формируемого соединения.
Высокой популярностью у отечественных специалистов пользуются также электроды ОЗЛ-6 и НЖ-13. Электроды с маркировкой НЖ-13 отлично демонстрируют себя при использовании для сварки пищевой нержавейки, а также сплавов, относящихся к хромоникелевой и хромоникелемолибденовой категориям. Изделия марки ОЗЛ-6 лучше применять в тех случаях, когда сварка будет выполняться в окислительной среде или при высоких температурах (до 1000°). При использовании электродов данной марки можно получить сварное соединение более высокого качества, если выполнять его не на переменном, а на постоянном токе.
Технические характеристики электродов ОЗЛ-6
Среди достоинств электродов марки ОЗЛ-6 следует выделить:
- минимальное разбрызгивание расплавленного металла;
- высокую жаростойкость сформированного соединения;
- высокую устойчивость металла сварного шва к образованию межкристаллитной коррозии.
В отличие от изделий марки ЦЛ-11, электроды ОЗЛ-6 нельзя применять для формирования сварных швов, расположенных вертикально.
Кроме электродов известных отечественных марок, у специалистов-сварщиков большой популярностью пользуются изделия для сварки нержавейки, выпускаемые под брендом ESAB.
Электроды ESAB выпускаются и на российских предприятиях в том числе, соответствуют требованиям ГОСТа и международных стандартов
Наиболее популярными марками электродов от данного производителя являются:
- ОК 61.30;
- ОК 61.35;
- ОК 63.30;
- ОК 67.45.
Так же, как и изделия других производителей, электроды ESAB в зависимости от их марки могут быть использованы для выполнения качественной сварки нержавейки различных категорий.