Содержание
- Самодельные вальцы для листового металла
- Листогибочные вальцы трехвалковые своими руками — видео, фото
- Особенности конструкции
- Основные технические параметры
- Сферы применения станков
- Рекомендации по изготовлению вальцовочного станка
- Классификация станков
- Изготовление станка своими руками
- Самодельные листогибочные станки (листогибы)
- Виды листогибов
- Простые ручные
- Вальцы для листового металла или вальцовый листогиб
- Вальцы, оборудование для изготовления трубы из листового металла
- Принципы работы
- Виды, классификация и использование
- Станок для гибки листового металла своими руками
- Продажа вальцов для гибки листового металла в Владимире
Самодельные вальцы для листового металла
Самодельные вальцы для листового металла
Мы продолжаем серию статей про самодельные приспособления, предназначенные для гибки листового металла. Рекомендуем прочитать:
«Простейший самодельный гибочный станок листового металла»;
«Самодельный листогибочный станок для окрашенной жести».
Сегодня обсудим самодельные вальцы для листового металла. Предлагаемый на нашем сайте ручной станок для обработки листового металла стоит существенно дешевле промышленных аналогов, но при этом достаточно хорошо выполняет все необходимые функции. Он практичен, имеет небольшие габариты, в связи с простотой конструкции отличается высокой надежностью и длительным сроком службы. Конечно, в споре с оборудованием промышленного изготовления он проигрывает и в производительности, и в качестве выполненной работы, и в диапазоне технических характеристик. Но для изготовления гаражно-дачно-домашних поделок он вполне может быть применен.
Конструкция самодельного вальцовочного станка
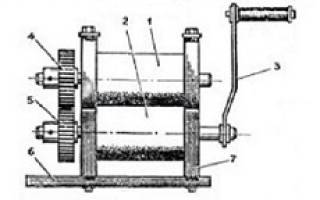
Вальцовочный станок состоит из массивного основания, подающего и приемного валов, связывающего их редуктора и прижимного устройства. Кинематическая схема одного из вариантов конструкции предложена на рисунках.
Вид 1. Кинематическая схема вальцовочного станка.
Вид 2. Кинематическая схема вальцовочного станка.
Спецификация схемы:
1. Рукоятка ручного привода;
2. Приёмный вал;
3. Приводящий вал;
4. Шестерня приёмного вала;
5. Шестерня приводящего вала;
6. Основание;
7. Боковая стойка;
8. Амортизатор;
9. Стягивающая пластина;
10.Регулировочные винты.
Конструкция редуктора
Основными элементами конструкции являются валы.
Деталировка.
Вал и боковая стойка.
Валы обязательно должны быть изготовлены из стали и пройти закалку. Их следует вытачивать на токарном станке.
Длина шеек должна ровняться высоте выбранных вами шарикоподшипников, а одна — увеличена на хвостовик (высоту монтажного фланца рукоятки). Хвостовик должен иметь диаметр, позволяющий шарикоподшипнику свободно «пройти» до шейки.
Сложнее обстоит дело с редуктором.
Если нет возможности изготовить шестерни (а это возможно только в заводских условиях на специальном оборудовании) или подобрать уже готовый планетарный редуктор для привода валов, то применяют цепную передачу от велосипеда. В этом случае на оси валов устанавливаются зубчатые шестерни-«звёздочки» задних колёс взрослого дорожного (самой дешёвой конструкции, без наворотов и суппортов) велосипеда. В этом случае на шейке вала необходимо выполнить фрезерные работы для установки шпонки.
Напоминаем, что валы должны вращаться с абсолютно одинаковой скоростью, так как иначе возможно проскальзывание обрабатываемого материала (со всеми вытекающими печальными последствиями). Поэтому, следует устанавливать новые шестерни или такие, которые не были в эксплуатации (без износа). Следует предусмотреть подпружиненный натяжитель цепи со «звёздочкой» от маленького (детского) велосипеда.
Обратите внимание на совместимость «звёздочек» с велосипедной цепью (возможен разный модуль зубчатых шестерён). Для проверки совместимости, следует каждую шестерню «прокатить» по разложенной на столе цепи. При совместимости зубья должны легко попадать в звенья.
Цепь, также, лучше применять новую. Вместе с покупкой «звёздочек» и велосипедной цепи следует купить для неё ремонтный комплект, в котором имеются звенья-вставки и втулки-оси. Цепь, перед установкой, необходимо подогнать по размеру (по длине) для нашего приспособления. Тут вам и потребуются детали из этого комплекта (как производится замена указано в «Инструкции по применению» ремкомплекта).
Технология сборки вальцовочного станка для листового металла
Сборка начинается с запрессовки в ползуны (4 штуки) шарикоподшипников (4 штуки).
Деталировка. Шарикоподшипник и ползун.
Эту операцию целесообразно выполнять в слесарных тисках.
Далее, во внутреннюю обойму шарикоподшипников (вставленных в ползуны) запрессовываются шейки валов. Производится это на наковальне методом осевых ударов молотком через прокладки из мягкой меди (возможен другой мягкий металл: алюминий и т. п.). Тот, кто не найдет нужные шарикоподшипники, может запрессовать в ползуны бронзовые втулки, выточенные под его установочные размеры (с учётом скользящей посадки для шейки вала).
Два слова про основание. В качестве основания, в зависимости от ваших потребностей и возможностей, может использоваться любая массивная конструкция: от стальной пластины — до сварной рамы из уголка (или другого профиля).
Разметку и установку боковых стоек будем производиться «по месту».
Ползуны (в сборке с валами) собрать с боковыми стойками (4 штуки) и разместить на основании. При сборке ползунов со стойками, рекомендуется направляющие последних смазать густой смазкой (подробно о смазке — в конце статьи). Проверить свободное вращение валов, и сделать разметку для монтажа всех боковых стоек (эскиз стоек – смотри выше). Крепление стоек целесообразно выполнять при помощи болтов М 6…8 с потайной головкой (сварка не рекомендуется – всю конструкцию «поведёт»).
Последовательность монтажа боковых стоек:
- установить две стойки с одной стороны (любой), проверить свободный ход ползунов этой стороны и проверить разметку для крепления стоек другой стороны. При необходимости разметку скорректировать;
- установить одну стойку другой стороны (аналогично указанному выше), проверить свободные ход ползунов (всех!) и вращение валов. Проверить разметку установки последней стойки и при необходимости скорректировать;
- установить последнюю стойку (аналогично указанному выше). Проверить свободные ход ползунов и вращение валов.
Возникшие заедания устраняются поочерёдным ослаблением крепления боковых стоек и подкладыванием под них клиньев из обрезков тонкой жести или других подходящих кусочков металла.
Сверху на ползуны кладется амортизатор (из жёсткой резины) и на него — прижимная планка. Четырьмя винтами эта планка прижимает амортизатор к ползунам приёмного вала и последний — к приводящему. При эксплуатации этими винтами регулируется давление одного вала на другой.
На хвостовик шейки приводящего вала устанавливается рукоятка ручного привода — можно использовать ручку от ручной мясорубки.
Рукоятка ручного привода.
В этом случае, на хвостовике под её присоединительный размер следует наждаком «снять лыску».
Самодельные вальцы для листового металла вы собрали, но начинать их эксплуатацию ещё рано.
Заключительные операции
После сборки обязательно снимите заусеницы (напильником или любым другим подручным инструментом) и «завалите» (притупите) острые кромки. Что бы инструментом было приятно пользоваться, его следует покрасить. Этим вы, кроме эстетических свойств, повысите его антикоррозионную защиту. Краску можно использовать пентафталевую типа «ПФ». Перед покраской не забудьте произвести очистку (в том числе и обезжиривание) металлических поверхностей.
И заключительная операция – это смазка. Проверьте наличие смазки на направляющих ползунов (вы их смазывали при сборке). Произведите смазку регулировочных винтов и подшипников.
Можно использовать любую консистентную смазку (жировую, литол, солидол и т. п.).
Что можно усовершенствовать в данной конструкции
В предложенной вашему вниманию конструкции заложена независимая регулировка усилий на боковых стойках. Сверху, при желании, можно установить редуктор, который будет эти усилия уравнивать, и ваш девайс будет иметь примерно такой вид.
Самодельный ручной вальцовочный станок в сборе.
Другая конструкция самодельного ручного вальцовочного станка.
Обратите внимание
Обращаем ваше внимание на то, что размеры на наших чертежах и эскизах являются ориентировочными и их нельзя принимать, как исполнительные. Предлагаемая конструкторская документация является подсказкой для энтузиастов-самоделкиных. Она призвана лишь указать вам «направление движения». Поэтому, некоторые (не ответственные) узлы конструктивно до конца не проработаны и «отданы на откуп» вам, любители экспериментировать. Двигаясь по этому направлению, вы сможете, исходя из своих потребностей и возможностей, разработать приемлемую для вас исполнительную конструкторскую документацию (комплект эскизов) с исполнительными размерами и продумать свою технологию изготовления девайса.
Желаем вам успехов!
Где купить
Если все таки решите не делать, а купить готовый станок, контакты продавцов выбирайте на странице «Где купить листогибочный станок«.
Листогибочные вальцы трехвалковые своими руками — видео, фото
Заводские модели листогибочных вальцов трехвалковых предназначены для изменения конфигурации листового материала. Несмотря на кажущуюся сложность конструкции, можно сделать аналогичные ручные установки своими руками. Но перед этим следует ознакомиться со строением оборудования, расположением и свойствами его компонентов.
Особенности конструкции
Вальцы (их еще называют листогибочным станком) позволяют осуществлять контролируемую пластическую деформацию листов, изготовленных из металла. Работающее по принципу проката, такое устройство оснащается несколькими валами, которые при прохождении между ними металлической листовой заготовки или труб изменяют их конфигурацию. Серийные модели такого листогибочного оборудования и самодельные вальцы работают по одному принципу и, соответственно, имеют схожую конструкцию. Рассмотрим основные элементы станка.
Устройство трехвалковых вальцов ручного типа
Это несущий элемент, обеспечивающий устойчивость вальцов, а также правильное взаимное положение всех их составных частей.
Две вертикальные опорные стойки
В их подшипниковых узлах и устанавливаются валы, которых может быть всего два (двухвалковый станок), три (трехвалковый) и даже четыре. В конструкции большинства вальцов, оснащенных тремя рабочими органами, два нижних валка могут изменять свое положение только в горизонтальной плоскости, а третий – упорный, расположенный сверху, – еще и регулируется по высоте. Кроме того, верхний валок для снятия готовой детали оснащается механизмом быстрого опрокидывания.
Механизм подъема верхнего прижимного вала
В процессе выполнения обработки листовой заготовки валки должны совершать вращение, для чего любой вальцовочный станок оснащается приводным механизмом, который может быть цепным или зубчатым. Схема работы таких вальцов такова, что во вращение приводятся только нижние валки, а верхний, плотно прижимаясь к поверхности обрабатываемой заготовки, вращается под действием сил трения.
Схема работы валков
Вальцы могут оснащаться приводами различного типа. Так, в зависимости от данного параметра различают вальцовочные устройства следующих категорий.
Это наиболее простые вальцы, которые чаще всего и изготавливают своими руками. Для приведения в действие таких устройств могут использоваться цепные и зубчатые передачи, параметры которых следует подбирать в зависимости от характеристик обрабатываемого материала. Вальцы ручные с учетом того, что для работы на них требуется прикладывать значительные физические усилия, используется преимущественно для обработки небольших заготовок.
С электрическим приводом
Такие вальцы по уровню своей производительности относятся к средней категории. Вальцы трехвалковые с электрическим приводом за счет достаточно высокой мощности приводного механизма позволяют выполнять обработку заготовок значительных размеров.
Электромеханические вальцы часто являются модификацией ручного станка, к которому добавили двигатель и пульт управления
С гидравлическим приводом
Это наиболее мощное из всего представленного на современном рынке вальцовочного оборудования. За счет того, что гидравлический привод, которым оснащены такие вальцы, позволяет их рабочим органам воздействовать на заготовку с большим усилием, на таком устройстве можно эффективно обрабатывать металлические листы даже очень значительной толщины.
Среди промышленных гидравлических вальцов есть даже такие гиганты
На качество выполняемой на вальцах обработки в первую очередь оказывают влияние характеристики валков. Поскольку валки испытывают в процессе работы значительные механические нагрузки, для их изготовления используют высокопрочную инструментальную сталь. Кроме механического воздействия, при обработке листовых заготовок значительной толщины, которые предварительно нагревают для придания им большей пластичности, валки испытывают еще и термическое воздействие. Следует отметить, что такое воздействие, которое может быть очень значительным, достаточно негативно отражается на эксплуатационных характеристиках валков.
Улучшить качество обработки, выполняемой на вальцах, позволяет их оснащение системами ЧПУ, в задачи которых входит координирование всех режимов работы станка (взаимное положение валков, величина оказываемого на заготовку давления и др.).
Основные технические параметры
Как сделать листогибочный станок своими руками? Для этого необходимо не только разработать чертежи такого устройства, но и определиться с его техническими характеристиками. Лучше всего взять за основу конструкцию серийной модели и уже самостоятельно адаптировать ее под собственные потребности.
Сборочный чертеж трехвальцового станка заводского изготовления (нажмите для увеличения)
Учитывая тот факт, что свои вальцы вы собираетесь установить в определенном помещении, следует сразу определиться с их габаритами. От данного параметра, который напрямую зависит от длины устанавливаемых валов, будет зависеть, какой ширины листовые заготовки вы сможете обработать на устройстве, изготовленном своими руками. Определяясь с размерами ручных вальцов, следует также учитывать и то, что выполнять на них обработку листовых заготовок с шириной более 1,2 метра будет достаточно тяжело физически. Масса самодельного станка будет оказывать влияние на возможность его перемещения по помещению и транспортировки.
Вал приводной. Чертеж (нажмите для увеличения)
Вал откидной. Чертеж (нажмите для увеличения)
Вал прижимной. Чертеж (нажмите для увеличения)
Чертеж трехвалковых листогибочных вальцов с электроприводом (нажмите для увеличения)
Кроме габаритов и массы будущих вальцов, надо определить следующие характеристики такого оборудования:
- диаметр валков – основных рабочих органов устройства (от данного параметра, который является достаточно важным, будет зависеть то, с каким максимальным радиусом вы сможете сгибать обрабатываемые металлические листы);
- максимальное расстояние, на котором верхний упорный валок сможет располагаться от нижних;
- максимальное расстояние, на которое смогут раздвигаться нижние валки;
- скорость, с которой обрабатываемый листовой материал сможет перемещаться между валками.
Определится с размерами и конструкцией станка поможет изучение технических параметров заводских моделей
Важным параметром, на который следует обращать особое внимание при разработке чертежа будущих вальцов, является жесткость их конструкции. При обработке металлических листов значительные механические нагрузки испытывают не только валки, но и все остальные узлы – станина, приводной механизм и др. Именно поэтому выбирать схему работы вальцов, а также подбирать материалы для ее реализации следует с особой тщательностью.
Чаще всего принимаются за изготовление вальцов 3-х валковых, так как увеличение количества рабочих органов таких маломощных ручных устройств приводит к увеличению и уровня нагрузки, оказываемой на его приводной механизм.
Сферы применения станков
Вальцовые станки широко используются при производстве таких вещей, как:
- дымоходы;
- воздуховоды;
- трубы;
- вентиляционные системы;
- водостоки.
Благодаря компактным размерам, вальцы можно использовать где угодно, прямо на строительном объекте, а ручные приборы не испортят полимерное покрытие металла.
Для пищевой промышленности применяют вальцы дробильного типа, а для химической – листогибочные, листовальные и другие.
Рекомендации по изготовлению вальцовочного станка
После того как чертежи ваших будущих вальцов разработаны, а материалы подготовлены, можно приступать к изготовлению станка. Перед его сборкой вам надо изготовить следующие элементы.
На ней будут установлены нижние валки оборудования. Изготовить такую раму можно из двух листов толстого металла, которые соединяются между собой ребрами жесткости (можно использовать для этого несколько труб). К боковой поверхности листов, из которых будет изготовлена рама, для придания им дополнительной жесткости необходимо приварить стальные уголки. Опорные валы на элементы такой рамы устанавливаются в специальные пазы, которые следует предварительно разметить и вырезать.
Самодельная рама в сборе с валками
На них будет располагаться верхний валок. Для изготовления таких стоек лучше использовать не трубы, а массивный П-образный профиль из стали. Для обеспечения вертикального перемещения верхнего валка подойдет червячная передача.
Он будет состоять из трех звездочек, цепи и механизма ее натяжения.
Вид станка с торца до закрепления деталей приводного механизма
Самодельный привод станка можно собрать и на основе шестереночной передачи
Сами валки, которые и будут выполнять основную работу по деформированию листового металла, лучше приобрести в заводском исполнении, а не использовать для этого трубы или не пытаться выточить их на токарном станке самостоятельно.
Вам также потребуются болгарка, сварочный аппарат, дрель и набор слесарных инструментов. Порядок действий по изготовлению вальцов своими руками выглядит следующим образом.
- Предварительно подготовленные узлы станка, размеры которых должны точно соответствовать чертежу, соединяются между собой при помощи сварки.
- Верхний и нижние валки устанавливаются в предварительно подготовленные для них места на станине и опорных стойках.
- Собирается приводной механизм вальцов.
- После сборки оборудования проводится тестирование работоспособности его составных элементов и корректность их взаимодействия друг с другом.
По описанной выше схеме (с небольшими конструктивными отличиями) можно также изготовить своими руками станок для гибки металлических труб.
Классификация станков
По методу сгибания вальцы бывают:
- сегментными, где трубы сгибаются под действием одного вытягивающего сегмента;
- дорновыми, которые деформируют тонкостенные трубы;
- пружинными. Благодаря наличию пружины, пластик сгибается без деформации;
- арбалетными, которые предназначены для труб того или иного диаметра.
Станки по методике использования подразделяются на следующие
- Ручные. Такие станки самые удобные и практичные, их не нужно подключать в сеть. На их основной станине крепят струбцины и подающие вальцы, имеющие цепную передачу. Ручные профильные станки долговечны, надежны, компакты, удобны в плане регулировки и имеют доступную цену. Ручные вальцы имеют подкатегорию ювелирных, их применяют для вальцовки и прокаток заготовок ювелирных изделий;
- Гидравлические. Гидроприводные приборы с большой мощностью, которые отличаются высокой производительностью. Их недостаток – габариты, переместить своими руками без труда такой агрегат не получится;
- Электрические. Высокая производительность достигается за счет работы элекромотора, хотя принцип работы станка не отличается от ручного. Чаще всего их используют в промышленных масштабах, поскольку такие вальцы имеют немалую цену.
Если вы приобретаете или изготавливаете станок своими руками для домашних мелких нужд, то желательно, чтобы он имел такие характеристики:
- мобильность и маловесность;
- компактность;
- экономичность в плане расхода энергии, поскольку мощный аппарат может повредить домашнюю проводку.
Изготовление станка своими руками
Чертеж станка с электрическим приводом
На первом этапе проектирования конструкции необходимо выбрать оптимальные чертежи. Для этого можно использовать стандартные схемы или разработать индивидуальную на основе имеющихся материалов.
Будущая листогибочная конструкция будет состоять из следующих компонентов:
- опорная рама. Она изготавливается из 2 листов металла, которые соединяются между собой ребрами жесткости. Для увеличения устойчивости и механической прочности по краям каждого компонента рекомендуется приварить стальные уголки. В верхней части располагаются монтажные пазы для установки опорных валов;
- опора верхнего вала. Для ее производства рекомендуется применять стальной п-образный профиль. Смещение конструкции по высоте будет происходить с помощью червячной передачи;
- механизм ручного привода. Обычно его делают из трех звездочек, соединенных между собой цепью. Рекомендуется предусмотреть механизм натяжения цепи, чтобы избежать ее срыв во время выполнения работы.
Для изготовления ручных вальцов своими руками из специального оборудования потребуется только сварочный аппарат. Для улучшения качества обработки рекомендуется приобрести заводские валы. Самостоятельное изготовление подобных компонентов затруднительно и не всегда фактический результат соответствует желаемому.
Изготовление листогибочной конструкции начинается с выбора инструментов. Для выполнения этого процесса необходима болгарка, сварочный аппарат, дрель со сверлами по металлу. После приобретения материалов можно приступать к изготовлению ручных листогибочных вальцов.
- Раскрой материала.
- Сверка фактических размеров с данными из технической документации.
- Соединение компонентов между собой с помощью сварочного аппарата. Использование механических соединений не рекомендуется, так как они не обладают достаточной надежностью.
- Установка вальцов на станину.
- Соединение полос с передаточными звездочками. В этом случае необходимо использовать механическое соединение, так в случае поломки одного из компонентов ремонт установки будет затруднен.
После изготовления конструкций все элементы опорной рамы необходимо загрунтовать и покрасить. Испытание листогибочного станка, сделанного своими руками, проводится по определенной схеме. Сначала проверяется скорость подачи (вращение валов), контролируется работа механизм опускания верхнего вала. В качестве пробного материала лучше всего использовать стальные листы небольшой толщины. Расстояние между валами следует уменьшать постепенно. При этом проверяется устойчивость станка и отсутствие деформации.
В дальнейшем после длительной эксплуатации понадобится правка поверхности валов, так как со временем изменится их конфигурация.
В качестве примера можно посмотреть работу заводской модели станка:
Самодельные листогибочные станки (листогибы)
Из листового металла делают немало изделий — водосточные системы, фасонные детали для обшивки кровли, крытой профнастилом или металлочерепицей, отливы для цоколя, углы для сооружений из профлиста и т.д. Все это может сделать специальный гибочный станок — для листового металла. Как сделать листогиб своими руками и поговорим в этой статье.
Виды листогибов
Есть три вида листогибочных станков:
-
Простые ручные, гибка металла в которых происходит при приложении силы в определенном месте. Эти агрегаты дают возможность изогнуть листовой материал по прямой под любым углом — от нескольких градусов до почти 360°.
Для гибки листового металла
Для получения радиального изгиба металлического листа
Все эти устройства относят к листогибочным станкам. Своими руками сделать проще всего агрегат первой группы, чуть сложнее — третьей (вальцы для листового металла). Вот о них и поговорим — от том как сделать листогиб своими руками.
Простые ручные
Фасонные детали из металла стоят немалых денег. Даже больше чем профнастил или металлочерепица, потому имеет смысл сделать простейший станок для гибки листового металла, а с его помощью изготовить столько углов, отливов и других подобных деталей, сколько вам нужно, причем исключительно под свои размеры.
Чертеж гибочного станка для листового металла
Листогиб — проекция сбоку
Если волнуетесь насчет внешнего вида, то зря. В продаже сегодня есть листовой металл не только оцинкованный, но и окрашенный. Во всех конструкциях фиксируется лист плотно, так что при работе не скользит по столу, а значит, краска не стирается и не царапается. В местах изгиба она тоже не повреждается. Так что вид у изделий будет вполне приличный. Если постараться, так выглядеть будут даже лучше, чем то что продают на рынке.
Мощный листогиб из тавров
Для этого листогибочного станка потребуется ровная поверхность (стол), желательно металлическая, три уголка с шириной полки не менее 45 мм, толщиной металла не менее 3 мм. Если планируете гнуть длинные заготовки (более метра), желательно и полки брать шире, и металл толще. Можно использовать тавры, но это — для гибки листов металла большой толщины и длины.
Еще понадобятся металлические дверные петли (две штуки), два винта большого диаметра (10-20 мм), «барашки» на них, пружина. Еще нужен будет сварочный аппарат — приварить петли и сделать отверстия (или дрель со сверлом по металлу).
Для самодельного листогиба был использован тавр на 70 мм — три куска по 2,5 м, два болта 20 мм диаметром, небольшой кусок металла толщиной 5 мм (для вырезания укосин), пружина. Вот порядок действий:
-
Два тавра складывают, с двух концов вырезают в них под петли выемки. Края выемок скашивают под 45°. Третий тавр обрезают точно также, только глубину выемки делают немного больше — это будет прижимная планка, так что она должна ходить свободно.
Вырезаем выемки под петли
Приваривают петли с двух сторон (проварить с лица и с изнанки).
Хорошо провариваем петли
К одному из тавров (дальнему от вас, если их «раскрыть») приваривают по две укосины с каждой стороны. Они нужны чтобы можно было установит на них болт-фиксатор прижимной планки.
К укосинам приварить гайку болта.
Установить прижимную планку (третий обрезанный тавр), в верхней части приварить металлические пластины с отверстием посредине. Диаметр отверстия — чуть больше чем диаметр болта. Отцентровать отверстия так, чтобы они находились с приваренной гайкой на одной вертикали. Приварить.
Пружину отрезать с таким расчетом, чтобы она поднимала прижимную планку на 5-7 мм. Пропустить болт в «ухо» прижимной планки, надеть пружину, закрутить гайку. После того как установили такую же пружину с другой стороны прижимная планка при откручивании подымается сама.
К шляпке винта приварить по два отрезка арматуры — в качестве ручек для закручивания.
К шляпке болта приварить отрезки арматуры
К подвижному (ближнему к вам) тавру приварить ручку. Все, можно работать.
Самодельный листогиб в процессе работы
Этот вариант очень мощный — можно гнуть длинные заготовки и лист солидной толщины. Не всегда такие масштабы востребованы, но уменьшить можно всегда. В видео предложена похожая конструкция меньшего размера, но с другим креплением прижимной планки. Кстати, никто не мешает на винт тоже установить пружину — проще будет поднимать планку. А интересна эта конструкция тем, что можно на ней делать отбортовку, что обычно такие устройства не умеют.
Из уголка с прижимной планкой другого типа
Эта модель сварена из толстостенного уголка, станина сделана как обычный строительный козел, который сварен из того же уголка. Ручка — от багажной тележки. Интересная конструкция винтов — они длинные, ручка изогнута в виде буквы «Г». Удобно откручивать/закручивать.
Небольшой ручной листогиб для самостоятельного изготовления
В данном самодельном станке для гибки листового металла есть много особенностей:
-
Уголки расположены не полочками друг к другу, а направлены в одну сторону. Из-за этого крепление петли получается не самым удобным, но сделать можно.
Теперь перейдем к конструкции прижимной планки (на фото выше). Она тоже сделана из уголка, но укладывается на станок изгибом вверх. Для того чтобы при работе планка не изгибалась, наварено усиление — перемычки из металла. С обоих концов планки приварены небольшие металлические площадки, в которых просверлены отверстия под болты.
Еще один важный момент — та грань, которая обращена к месту сгиба срезана — для получения более острого угла изгиба.
Планка устанавливается так
Прижимная планка укладывается на станок, в место установки гайки подкладывается пружина. Ручка устанавливается на место. Если она не прижимает планку, та за счет силы упругости пружины приподнята над поверхностью. В таком положении под нее заправляют заготовку, выставляют, прижимают.
Под отверстие ставят пружину, затем — болт
Неплохой вариант для домашнего использования. Толстый металл гнуть не получится, но жесть, оцинковку — без труда.
Вальцы для листового металла или вальцовый листогиб
Этот тип листогиба может иметь три типа привода:
Своими руками делают вальцы для листового металла с ручным или электрическим приводом. В ручных ставят 3 вала, в электрических их может быть 3-4, но обычно тоже три.
Для этого станка нужна хорошая надежная основа. Это может быть отдельная станина или какой-то верстак или стол. Основа конструкции — валки. Их делают одинакового размера. Два нижних устанавливаются стационарно, верхний — подвижно, так, чтобы в нижней позиции он располагался между вальцами. За счет изменения расстояния между нижними вальцами и верхним изменяется радиус кривизны.
Приводят в движение станок при помощи ручки, которая приделана к одному из валов. Далее крутящий момент передается на другие катки через звездочки. Их подбирают так, чтобы скорость вращения была одинаковой.
Если предполагается на оборудовании изготавливать трубы, верхний каток с одной стороны делают съемным, с системой быстрой фиксации. Свернув лист в трубу, его по-другому не вытащить.
Вальцы, оборудование для изготовления трубы из листового металла
Вальцы – станочное оборудование, предназначенное для получения деталей, обладающих формой тела вращения из листового материала. При использовании дополнительных приспособлений на них можно производить гибку профильного сортамента. О том как самостоятельно изготовить профилегиб читайте в этой статье.
Кроме прямых цилиндрических изделий, на вальцах можно изготавливать детали в виде усеченного конуса. Кинематическая схема проста, но в управлении требуется опыт.
Принципы работы
Для получения круглого профиля трубы из листового металла края заготовки предварительно подгибаются. Затем, увеличивая размер подгиба, заготовка принимает форму овала. На финишном этапе заготовка в течение некоторого времени обкатывается до получения требуемого профиля.
Обкатка производится на валках. Минимально возможный диаметр получаемой детали зависит от диаметра валка, вокруг которого происходит формообразование. Чем меньше диаметр, тем меньше внутренний диаметр трубы.
На машиностроительном производстве широкое распространение нашли вальцы с тремя валками. А в тяжелом машиностроении с четырьмя.
Трехвалковые вальцы работают по следующему принципу.
Листовая заготовка помещается между верхним и двумя нижними валками. Все вальцы оборудованы механизмом подачи, обеспечивающим подгиб листа. Предварительно создав усилие перемещением валка, лист металла начинают прокатывать по очереди в обе стороны. При этом начинается формирование профиля. Вал постепенно перемещается, пока заготовка не достигнет требуемого профиля.
В зависимости от модели вальцов перемещаться может верхний вал или оба нижних одновременно.
Виды, классификация и использование
Благодаря разнообразным конструкциям и типам вальцов получают большой ассортимент продукции в различных отраслях нашей экономики. Их можно классифицировать по следующим признакам:
- По количеству исполнительных органов:
- двухвалковые;
- трехвалковые;
- четырехвалковые.
- По типу привода:
- ручной;
- механический;
- электрический;
- гидравлический.
- По способу сгибания:
- сегментные;
- дроновые;
- пружинные;
- арбалетные.
- По типу управления:
- рунное;
- ЧПУ.
Маленькими вальцами с двумя валами в основном пользуются мастера в ювелирных мастерских. На них прокатывают плоские или профильные заготовки, производится вальцовка.
Также двухвалковые вальцы можно встретить на предприятиях общепита. Их используют для прокатывания теста. Полотно получается одной толщины и любой длины.
Обычно такие агрегаты имеют ручной привод, так как не требуется больших нагрузок. Для одновременного вращения всех валков используется цепная или зубчатая передача. Они компактны, имеют небольшой вес и закрепляются на столе струбциной или несколькими болтами.
Электрические модели обладают высокой производительностью. Их широко используют при изготовлении труб из листового металла. Трубы делают для воздуховодов, дымоходов, водостоков и прочего.
Электропривод и небольшой вес на рамной конструкции позволяет устанавливать такие станки непосредственно на месте монтажа или в домашней мастерской. Более громоздкие и мощные станки предназначаются для предприятий.
Вальцы с гидроприводом относятся к тяжелому оборудованию. Обычно их высота превосходит человеческий рост в несколько раз. А мощность привода позволяет катать стальные листы толщиной более 100 мм . Получаемые детали в диаметре достигают 6 м .
Чтобы сделать конус на вальцегибочной машине, необходимо боковым валам придать дополнительную степень свободы. Выражается это тем, что одна сторона вала подвижна и в зависимости от угла конуса может подниматься на необходимую высоту. Заготовка при такой обкатке стремится съехать. Для предупреждения со стороны смещения заготовки устанавливается упорный ролик.
К данной категории оборудования можно отнести и прокатный станок для листового металла. Его основное назначение – получение листового металла различной толщины из горячей толстой заготовки путем прокатывания. Станками такого типа оснащаются сталелитейные предприятия.
Из-за того, что заготовки подаются разогретыми до высоких температур, валы стана изготавливаются из жаропрочной термически обработанной стали.
Станок для гибки листового металла своими руками
Для домашней мастерской мастера сами изготавливают вальцовочное оборудование. На нем изготавливаются изделия из жести, черной и нержавеющей стали толщиной не более 1,5 мм , а также из алюминия и сплавов на его основе.
Чтобы изготовить и собрать вальцы ручные своими руками, чертежи необходимо скачать с любого форума, посвященного данной теме. Их необходимо скорректировать, чтобы собрать самодельный вальцовый станок, необходимый вам.
Только придется заказывать изготовление зубчатых колес и валов. Их шейки, как правило, многоступенчатые и шлифуются под посадку подшипников.
Раму для увеличения жесткости лучше изготовить из швеллера, чем из профильной трубы. Резка элементов производится согласно разработанным чертежам. Подшипниковые узлы должны располагаться на одной осевой линии, если станок двухвалковый. А если трехвалковый, то валы располагаются в форме равностороннего треугольника.
Сборка производится в следующей последовательности:
- Сварка несущей рамы.
- Монтаж боковых стоек.
- Установка валов.
- Монтаж элементов передачи вращения.
- Проверка работоспособности.
При установке дополнительных приспособлений (профильных катков) вальцы превращаются в фальцевальный станок. Высота фальца задается катком. А ответная часть, П-образная, изготавливается на другом комплекте катков.
Продажа вальцов для гибки листового металла в Владимире
Вальцами называют станки, предназначенные для деформации листового металла или полосы при их прохождении через систему валов. Вальцы бывают кузнечные, для нанесения узора на полосу металла, прокатные, для изготовления листового металла, листогибочные, используемые для изгиба готового листа. В дальнейшем мы будем рассматривать только гибочные вальцы.
Особенности гибки на вальцах.
Предотвращение бочкообразности изделий. Изгибаемый лист металла оказывает давление на гибочные валы. При недостаточной жесткости последних происходит их деформация, наиболее сильно проявляющаяся по центру. Готовое изделие при этом принимает бочкообразную форму. Особенно сильно это проявляется на вальцах с большой длиной валов и при гибке толстых листов.
Для предотвращения возникновения бочкообразности готовых изделий, рабочие валы выполняются в форме бочек. Эта мера аналогична созданию предпрогиба рабочих балок у проходных листогибов. При зажиме и гибке листа происходит деформация валов, создающая одинаковое давление по всей длине заготовки.
Бочкообразная форма валков обычно используется на станках, работающих с толщиной листа более 5 мм. Для ручных станков используется цилиндрическая форма валков.
Заломы могут возникнуть при вальцовке обечайки из тонкого металла с малым радиусом. При изготовлении листовой или рулонной стали методом проката в металле возникает неоднородность структуры, проявляющаяся в различиях механических прочностных свойств в зависимости от направления деформации листа вдоль или поперек проката. Прочность на изгиб растет в направлении поперечном прокату (по оси рулона). При попытке вальцовки в направлении проката могут возникать заломы листа. Проблема может быть решена сменой поставщика металла и более щадящим режимом вальцовки.
Возникновение «домика» или плоских полок при вальцовке – результат трудностей загиба конечной части вальцуемого листа. Проблема решается использованием вальцов специальной конструкции или выполнением предварительного подгиба заготовки.
Недостаточная деформация. Чем тоньше лист, тем большее пружинение возникает при его вальцовке. В некоторых случаях на вальцах, предназначенных для вальцовки листов 4-6 мм толщиной не удается свальцевать тонкий лист, поскольку большой диаметр верхнего вала дает недостаточную кривизну, деформирующую лист в зоне упругой деформации и, после снятия усилий лист разгибается в исходное состояние. Данная особенность может проявится на вальцах, работающих с большой длиной, требующей использования валов большого диаметра.
Параметры возможного диаметра обечайки тесно связаны с длиной и толщиной вальцуемого листа. В табличных данных на вальцы указываются минимальные диаметры при максимальной возможной длине и наибольшей возможной толщине листа. Для получения информации об изменениях толщин в зависимости от диаметра и длины листа необходимо пользоваться диаграммами. Диаграммы составляются производителем для конкретных моделей вальцов.
Если материал отличается по прочности от того, для которого приведены табличные данные, необходимо произвести пересчет максимальной толщины в зависимости от предела его пластической деформации.
Гибка конуса. Предварительно необходимо сделать выкройку под конус. Для гибки конуса необходимо перекосить один из валов и обеспечить подачу заготовки с разной скоростью по малому и большому радиусу. Это может производится вручную или при помощи приспособлений. При невозможности обеспечить разные скорости подачи заготовку размечают на сектора и после прокатки каждого сектора выравнивают заготовку относительно вала.