Содержание
- Напыление металлов
- Химическое хромирование
- Химическая металлизация: технология, выполнение в домашних условиях
- Виды металлизации
- Технологические особенности химической металлизации
- Используемые материалы и оборудование
- Химическая металлизация в домашних условиях
- Чудеса химической металлизации — технология
- Разнообразие процессов металлизации
- Преимущество
- Химическая металлизация
- Электрохимическая металлизация
- Металлизация изделий из пластмасс
- Особенности процесса металлизации пластиков
- Заключение
- Технология напыления металлов: основные способы металлизации изделий
- Задачи и варианты напыления
- Оборудование для холодного напыления
- Меднение алюминия в домашних условиях: виды и технологии
- История открытия меди
- Характеристика и состав меди
- Физические свойства
- Практическое применение омеднения металлов
- Виды меднения металлической поверхности
- Оборудование для меднения погружением
- Приготовление раствора для меднения
- Технология меднения методом погружения
- Приспособления для меднения без погружения
- Нанесение медного слоя без погружения
- Техника безопасности при выполнении работ
Напыление алюминия в домашних условиях
Напыление металлов
Напыление металлов позволяет улучшить характеристики деталей, работающих в условиях, связанных сильным изнашиванием и механическими концентрированными нагрузками. Металлизация поверхностей повышает устойчивость и увеличивает срок службы. Кроме решения технических задач, напыление используется во время производства декоративных изделий, бижутерии, в пищевой, фармацевтической и химической промышленностях. Для напыления могут применяться различные металлы, конкретный выбор зависит от технического задания.
Химическое хромирование
Используется для обработки деталей со сложной геометрической формой, процесс основан на восстановлении хрома из растворов солей при помощи гипофосфита натрия. Осадок имеет серый цвет, блеск приобретается после полирования. Химическое хромирование протекает в ваннах с таким составом растворов.
Состав растворов для химического хромирования
- Фтористый хром, г — 17
- Хлористый хром, г — 1,2
- Лимоннокислый натрий, г — 8,5
- Гипофосфит натрия, г — 8,5
- Вода, л — 1
- Температура, °С — 70-87
Скорость процесса хромирования может достигать 2,5 мкм/ч, для изготовления ванн используется устойчивый пластик. Металлизация сопровождается выделением ядовитых химических соединений, растворы негативно влияют на кожу людей. Во время производства работ следует соблюдать правила техники безопасности, для очистки воздушной среды устанавливается принудительная вентиляция. Мощность вентиляции рассчитывается исходя из объема помещения или рабочей зоны с учетом минимальной кратности обмена.
На промышленных предприятиях монтируется вентиляция пластиковая, она позволяет выдерживать рекомендованные технологические параметры при минимальных финансовых потерях. Для промышленного хромирования химическим методом применяются специально разработанные растворы с улучшенными показателями.
Промышленные растворы для химического хромирования
При приготовлении растворов первым растворяется хлористый хром. Затем согласно схеме могут растворяться лимонно-кислый натрий и фтористый хром. Для ускорения химических процессов в состав добавляется щавелевая кислота. Ионы хрома образуют с ней химически активный ион, скорость покрытия возрастает до 7 мкм/ч и более. Процентное содержание ингредиентов корректируется технологами с учетом поставленных конечных задач по обработке деталей.
Для получения расчетного покрытия необходимо выполнять следующие требования:
- Качественная подготовка поверхностей. Детали очищаются механическим и химическим способами, при необходимости поверхности шлифуются.
- Оборудование должно обеспечивать максимальную автоматизацию процесса для исключения вредного влияния человеческого фактора.
- Постоянный контроль за состоянием раствора, фильтрование, поддержание заданной концентрации, своевременная замена катода.
Нарушение рекомендованной технологии может становиться причиной отслоений покрытий или образования глубоких раковин. Необходимость исправления дефектов приводит к значительному увеличению себестоимости производства.
Линия химического хромирования
Визуальный контроль химических процессов производится за счет определения количества выделяемого водорода, технологи рекомендуют для улучшения процесса одновременно покрывать детали из нескольких металлов. Слишком интенсивное выделение водорода может становиться причиной появления раковин, скорость процесса регулируется в каждом конкретном случае.
Газоплазменное напыление
Газоплазменное напыления позволяет получать чистое покрытие с высокими показателями адгезии. Процесс протекает при температурах до +50 000°С, скорость струи оставляет 500 м/с, температура поверхности обрабатываемой детали составляет не более +200°С.
Газоплазменное напыление металлов
Шероховатость поверхности напыляемых деталей до 60 Rz, зона обдува должна на 2–5 мм превышать номинальный размер напыляемого участка. Для работы используются порошки одной фракции по размерам, необрабатываемые участки детали закрываются специальными экранами. Перед процессом поверхность деталей предварительно прогревается до рабочих технологических температур.
Режимы работы оборудования при газоплазменном напылении
Схема оборудования для напыления
Оборудование для порошкового напыления состоит из подвода газа (1), катода плазмотрона (2), корпуса катода (3), теплоизолятора (4), корпуса анода (5), порошкового питателя (6), подвода газа-носителя (7), плазменной дуги (8) и источника питания (9).
Газоплазменное напыление допускает финишную обработку покрытий для улучшения характеристик деталей, в таком случае толщина покрытия должна учитывать механическую шлифовку.
Напыление в вакууме
Перенос напыляемых металлов выполняется при разрежении 10 -2 Па, напыление может быть катодным, магнетронным или ионно-плазменным. Вакуум увеличивает прочность сцепления поверхностей. Оборудование для технологии может быть многокамерным или многопозиционным однокамерным. Первые линии состоят из нескольких установок, в каждой из которых выполняется определенное напыление металлов, агрегаты между собой соединены технологическими линиями для транспортировки деталей. Многопозиционные имеют несколько отдельных постов для напыления в одном объеме. Вакуумное напыление производится по следующим этапам:
- Создание вакуума заданной глубины. Мощные компрессоры откачивают воздух из камеры, металлизация контролируется автоматическими приборами.
- Распыление покрывающего материала. В зависимости от особенностей процесса напыление металлов может выполняться несколькими способами.
- Транспортировка деталей в зависимости от их состояния.
Установка вакуумного напыления
Технологические определения Вакуумное напыление – сложный технологический процесс, зависящий от нескольких параметров:
- Критическая температурная точка напыления. Выше этого значения весь объем направляемых частиц отражается от поверхности детали, напыление металлов приостанавливается. Параметр зависит от металла детали, состояния ее рабочей поверхности и свойств напыляемых материалов.
- Критическая плотность давления. Минимальная плотность, при которой осадочная пленка адсорбируется и становится неспособной принимать атомы металла, напыление прекращается. Контроль критической плотности в установках выполняется непрерывно, при необходимости параметры условий корректируются. В зависимости от состава пленки могут быть моно- или поликристаллическими и аморфными.
Для повышения производительности вакуумное оборудование комплектуется механизмами автоматизированной транспортировки деталей в камеру и из нее, экранами и манипуляторами, заслонками и прочими механизмами. Напыление осуществляется в полуавтоматическом режиме.
Использование вакуумного оборудования позволяет получать напыление металлов с максимальным коэффициентом адгезии, увеличивается скорость протекания процесса, покрытия отличаются повышенной твердостью и химической устойчивостью. Недостаток – высокая энергоемкость процесса. Кроме того, вакуумное напыление не рекомендуется использовать для деталей со сложным профилем поверхностей.
Химическая металлизация: технология, выполнение в домашних условиях
Вопросы эффективной защиты и декоративного оформления поверхностей изделий из различных материалов являются достаточно актуальными как для производственников, так и для многих домашних мастеров. Эффективно решить такие задачи позволяет химическая металлизация, которую можно выполнить и своими руками.
Технология химической металлизации может использоваться практически на любых жестких поверхностях
Виды металлизации
Металлизация изделий, как понятно из названия данного процесса, заключается в том, что на их поверхность наносится тонкий металлический слой. Подвергаться такой обработке может не только металл, но также пластик, древесина, стекло и другие материалы. Наиболее популярными и известными видами такого процесса являются металлизация хромом (хромирование), покрытие поверхности изделия слоем цинка (цинкование), менее известным – алитирование, в процессе которого на поверхность наносится слой алюминия.
Химическая металлизация. Рама для зеркала
В зависимости от того, какое оборудование и какая технология используются для металлизации, данная обработка подразделяется на различные виды. Так, на сегодняшний день хорошо отработаны и активно применяются следующие способы нанесения металлического покрытия:
- гальваническая металлизация, выполняемая в ваннах со специальным электролитом;
- электродуговая металлизация, при которой покрытие на обрабатываемую поверхность наносится посредством электродугового плавления металлического электрода и последующего распыления расплавленного металла при помощи струи сжатого воздуха;
- газоплазменное напыление, при которой, как и при осуществлении дуговой технологии, металл наносится на поверхность изделия в расплавленном мелкодисперсном состоянии (как и электродуговая металлизация, газоплазменное напыление является достаточно сложным технологическим процессом, поэтому их применяют преимущественно в производственных условиях);
- плакирование – нанесение на поверхность слоя металла и его последующая горячая прокатка;
- диффузионная металлизация, суть которой заключается в том, что атомы наносимого металла под воздействием высокой температуры проникают в поверхностный слой обрабатываемого изделия;
- горячая металлизация – формирование покрытия при погружении изделия в ванну с расплавленным металлом;
- химическая металлизация.
На последней технологии стоит остановиться подробнее, так как она оптимально подходит для того, чтобы наносить металлические покрытия на различные изделия своими руками в домашних условиях.
Технологические особенности химической металлизации
Химическая металлизация может проводиться с различными целями, основной из которых является улучшение декоративных характеристик обрабатываемого изделия. Кроме того, полученное методом химической металлизации покрытие позволяет скрыть такие дефекты обрабатываемой поверхности, как мелкие поры и микротрещины. В отдельных случаях данную технологию используют для того, чтобы выполнить восстановление поверхности.
Если обобщить цели применения данного метода обработки, то все они заключаются в том, чтобы улучшить характеристики материала, из которого изготовлено изделие. К таким характеристикам, в частности, относятся:
- декоративные свойства;
- коррозионная устойчивость;
- твердость;
- износоустойчивость и др.
При этом, нанося на поверхность металлический слой химическим способом, можно получить покрытие с требуемыми характеристиками.
Процесс химической металлизации разделяется на несколько этапов, легко осуществимых на любом лакокрасочном производстве
Основная задача, которую необходимо решить при выполнении хим металлизации, – это обеспечить оптимальные условия для протекания окислительно-восстановительных реакций. При обеспечении таких условий из состава химического вещества происходит вылет атомов, окислительно-восстановительный потенциал которых находится на более высоком уровне. Конечно, такой процесс сложно проконтролировать визуально, но его результат – изменение цвета обрабатываемой поверхности – будет заметен сразу.
Сама технология выполнения металлизации химическим способом заключается в следующем: на изделие наносятся специальные химические реагенты, которые начинают вступать между собой в реакции. В результате на обрабатываемой поверхности формируется тонкий слой металла. Металлическое покрытие, полученное химическим способом, может быть выполнено не только в определенном цвете, но и иметь несколько оттенков с плавными переходами между ними. Известный многим специалистам и домашним мастерам метод каталитического хромирования изделий, к слову, также выполняется по технологии химической металлизации.
Если наблюдать за выполнением химической металлизации на видео, можно обратить внимание на то, что данный метод не отличается сложностью. Со стороны данный способ нанесения металлического покрытия напоминает простую покраску поверхности.
Используемые материалы и оборудование
Химическую металлизацию, как уже говорилось выше, можно выполнять своими руками и в условиях домашней мастерской. При этом изделия, отличающиеся небольшими размерами и несложной формой, обрабатывают по такой методике даже без использования специального оборудования. Если же такое оборудование в вашем распоряжении имеется, то наносить слой металла химическим способом можно даже на габаритные детали сложной конфигурации.
Самостоятельно занимаясь выполнением такой процедуры, следует соблюдать предельную осторожность, так как при этом используются опасные для здоровья химические реактивы. Если правильно подготовить оборудование и материалы для выполнения химической металлизации, то своими руками в домашних условиях можно получать на различных изделиях покрытия, качество которых практически не отличается от тех, которые сформированы на заводе.
Реагенты для химической металлизации
В наборе для химической металлизации должны быть реактивы, обладающие свойствами активатора и восстановителя. Для выполнения данной процедуры потребуется также грунтовка, которая наносится на обрабатываемую поверхность, и лак, защищающий готовое покрытие от негативного влияния внешних факторов. Для нанесения финишного лакового покрытия следует выбирать материал, обладающий высокой твердостью и износостойкостью.
Чтобы окрасить наносимый металлический слой в желаемый цвет, можно использовать специальный красящий тонер. Грунтовка, о которой говорилось выше, необходима для того, чтобы улучшить адгезию наносимого металлического слоя с материалом, из которого изготовлено обрабатываемое изделие. Результат химической металлизации, выполняемой своими руками, не всегда может быть качественным. Однако нанесенное покрытие можно удалить, используя для этого специальные смывочные растворы.
Установка химической металлизации предназначается для нанесения покрытия на любые твердые поверхности
Химическая металлизация в домашних условиях
Если вы решили выполнить химическую металлизацию своими руками, следует не только изучить теоретический материал, но и просмотреть обучающее видео на данную тему. Естественно, необходимо подготовить комплект оборудования и расходных материалов для выполнения этого технологического процесса.
Для химической металлизации используются опасные для здоровья химические реактивы, работая с которыми, следует строго соблюдать требования по технике безопасности. Сама же технология химической металлизации, как уже говорилось выше, не представляет особой сложности и напоминает обычную покраску. Главное при этом – строго придерживаться определенной последовательности действий. Более подробно познакомиться с такой методикой позволяют видео, которые несложно найти в интернете.
Простейшая установка для химической металлизации может состоять из эмалированной емкости и паяльной лампы. Для выполнения обработки потребуются соответствующие реагенты и знание химии, чтобы правильно их смешивать. Изучив теоретический материал, просмотрев соответствующее видео и подготовив свой аппарат для химической металлизации, можно приступать к самой металлизации.
Алгоритм действий в данном случае таков:
- Проводят тщательную очистку обрабатываемой поверхности от загрязнений.
- Выполняют обезжиривание. К данному этапу следует подойти очень ответственно, так как от качества его выполнения во многом зависят характеристики наносимого покрытия. Проводить такую процедуру можно при помощи щелочного раствора или качественного моющего средства, позволяющих удалить с поверхности изделия все органические загрязнения.
- Промывают обезжиренную поверхность водой.
- Если химической металлизации подвергается не все изделие, то те его участки, на которые не будет наноситься покрытие, необходимо заизолировать при помощи свинца, устойчивого к воздействию электролитического раствора.
- Изделие крепят на проводе, по которому к нему будет подаваться электрический ток, и опускают в емкость с электролитическим раствором. Выдерживать изделие в таком растворе следует в течение часа.
- Обработанное изделие извлекают из раствора, просушивают, остужают и, если качество нанесенного покрытия достаточно высокое, полируют.
В домашних условиях можно использовать мини-установку для химической металлизации, работающую от компрессора
Чтобы получить на обрабатываемой поверхности качественный металлический слой и при этом не навредить своему здоровью, следует придерживаться определенных рекомендаций.
- Перед началом процедуры надо проверить надежность всех электрических контактов, на которые будет приходиться основная нагрузка.
- При выполнении всех этапов химической металлизации (особенно при извлечении обрабатываемого изделия из электролитического раствора) следует пользоваться резиновыми перчатками, которые защитят кожу ваших рук от химических и термических ожогов.
- Помещение, в котором выполняется металлизация химическим способом, должно быть хорошо проветриваемым. Объясняется это требование тем, что при выполнении этой процедуры происходит интенсивное выделение газов и образование тумана, раздражающего слизистые оболочки органов дыхания и зрения.
- Не лишним при выполнении химической металлизации будет использование респиратора и защитных очков.
Металлизация с использованием стандартного краскораспылительного оборудования
В целом, если правильно подготовиться к химической металлизации, тщательно изучить все теоретические аспекты данного процесса и просмотреть соответствующее видео, то в результате можно получить качественные декоративные покрытия, отличающиеся еще и отличными защитными свойствами. Используя такую технологию, вы даже в домашних условиях сможете изготавливать различные изделия декоративного назначения, реставрировать поверхности изношенных деталей, наносить на них покрытие, защищающее их от негативного влияния внешней среды.
Важно, что такой процесс не требует применения сложного технологического оборудования, особых знаний и опыта, а также значительных финансовых вложений. Надо только изучить все аспекты методики, а также строго придерживаться технологических рекомендаций и требований по технике безопасности.
Чудеса химической металлизации — технология
Часто, беря в руки блестящий металлом предмет, удивляешься его малому весу, и понимаешь, что это пластик или дерево с металлическим покрытием. Получить зеркальное или матовое никелевое, хромовое, медное или алюминиевое покрытие на обычном черном металле или неметаллической поверхности помогает химическая металлизация. Технология, доступная не только на производстве, но и в домашних условиях.
Разнообразие процессов металлизации
Нанести тонкий слой металла на любой предмет с твердой поверхностью можно различными методами, наиболее часто применяются:
- Гальванический — обработка электролитом в специальных емкостях.
- Электродуговой — напылением на поверхность струей сжатого воздуха расплавленного электродуговым плавлением металла электрода.
- Газоплазменный — расплавленный металл наносят на обрабатываемой предмет в мелкодисперсном виде.
- Плакирование — горячая прокатка изделий с нанесенным слоем металла.
- Диффузионный — проникновение под действием высокой температуры в поверхностный слой обрабатываемого предмета атомов наносимого покрытия.
- Горячий — погружение изделия в емкость с расплавом металла.
- Химический — последовательное нанесение покрытия в несколько слоев, наподобие окрашивания.
Первые 6 способов обработки поверхностей выполняются по сложной технологии, требуют специального оборудования, такие покрытия наносят в производственных условиях. Последняя, химическая металлизация, оптимальна для выполнения в домашних условиях.
Преимущество
Цели металлизации разнообразны, в большинстве случаев это придание или увеличение определенных качеств:
- устойчивости к коррозионным процессам;
- устойчивости к механическим повреждениям;
- износоустойчивости;
- декоративности.
Качество пленки зависит от состава металла:
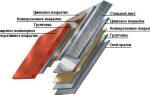
самое дешевое цинковое покрытие повышает антикоррозионные качества, активно используется в строительстве для защиты закладных деталей, цинком покрывают стальной лист перед покрытием пластиками и профилированием;
- хром увеличивает твердость, придает жаропрочность, делает изделия привлекательными внешне;
- алюминиевым покрытием защищают детали оборудования, работающего при повышенной температуре (до 900°С);
- покрытие медью или оловом придает благородный вид даже пластиковым предметам;
- серебро образует зеркальный блеск.
При проведении работ основное условие для получения результата — соблюдение технологии.
Химическая металлизация
Химическая металлизация — образование тонкой пленки металла на обрабатываемой поверхности под действием различных химических реактивов. Данным методом можно получить покрытие цинком (цинкование), хромом (хромирование), алюминием (алитирование) и другие. При помощи этой технологии возможно получение ровного слоя металла на материалах с различными видами поверхности: гладкими — стекло, фарфор, полированный камень, или пористыми: дерево, пластик, гипс.
Металлизация серебром
Выполнение химической металлизации в домашних условиях вполне возможно, но требует тщательной подготовки.
Рабочее место и оборудование
В результате химической реакции выделяется газ, негативно влияющий на слизистые оболочки дыхательных путей, поэтому процесс необходимо проводить в помещении с принудительной вентиляцией или на открытом пространстве.
Из оборудования понадобится:
- эмалированная ванна;
- мерные стаканы емкостью 1 л и 250 мл;
- 3 бутылки по 100 мл;
- одноразовые шприцы на 5, 20, 50 мл3;
- одноразовые стаканы по 50 мл;
- кухонные электронные весы.
Не забудьте обзавестись резиновыми перчатками, респиратором, губками, комплектом спецодежды, так как при работе с концентрированной соляной кислотой требуется осторожность, иначе ожоги неизбежны.
В зависимости от материала обрабатываемого изделия и вида покрытия приобретаются реактивы. Для химической металлизации серебром понадобятся реактивы:
- соляная кислота;
- азотнокислое серебро;
- двухлористое олово;
- гидроксид натрия;
- аммиак;
- глюкоза;
- формалин;
- дистиллированная вода.
Приготовление растворов для:
- активации поверхности — двухлористое олово, соляная кислота, дистиллированная вода;
- восстановления — глюкоза, формалин, дистиллированная вода;
- серебрения — азотнокислое серебро, гидроксид натрия, аммиак, дистиллированная вода.
Подготовка поверхности
поверхность готовят в несколько этапов. Пористые и окрашенные изделия ошкуриваются, снимается старый окрасочный слой, поверхность очищается от пыли, промывается и обезжиривается. Обезжирить можно уайт-спиритом, ацетоном или раствором гидроксида натрия в воде t= +40…+60°С. Поверхности протираются губкой с составом для обезжиривания, затем другой губкой промываются дистиллированной водой. Подготовленная поверхность должна полностью смачиваться водой, без сухих пятен — в этих местах дефекты будут неизбежны.
Покрытие изделия активирующим составом
Обрабатываемый предмет равномерно по всей поверхности поливают двухлористым оловом в течение 1 минуты, затем 3 минуты промывают дистиллированной водой.
Металлизация
Для получения равномерной металлической пленки на изделие одновременно и в равном объеме напыляется раствор восстановителя и серебрения. Так как полученная зеркальная пленка очень тонка и не прочна, ее можно упрочнить защитным лаком — прозрачным или тонированным.
Описанный метод напоминает процесс окраски. Существует другой, более сложный способ выполнения работ — электрохимическая металлизация.
Электрохимическая металлизация
Данная технология требует знания правил электротехнических работ, использования резиновых перчаток и соответствующей обуви во избежание ожогов и поражения током.
Оборудование
Для выполнения работ понадобится эмалированная ванна, паяльная лампа. Готовится установка для металлизации — токопроводящее основание, к которому будут крепиться обрабатываемые детали. Подводится ток.
Процесс проводится в растворе электролита, для подготовки поверхности необходим щелочной раствор или раствор гидроксида натрия в теплой воде. Для хромирования деталей используют 6-валентный хромовый ангидрид и 3-валентный сульфат или хлорид хрома.
Подготовка изделия
Поверхности тщательно зачищаются от жировых, масляных пятен, окрасочных слоев с помощью наждачной бумаги, очищается от пыли, затем промывается обезжиривающим составом и дистиллированной водой.
Процесс металлизации
Для получения качественного результата важно соблюдать температурный режим (80°С) и постоянную плотность тока. Изделия закрепляются на токопроводящем основании, подводится ток, опускаются в ванну с электролитом на 1 час.
Для укрепления слоя хрома предварительно возможно нанесение промежуточного слоя из другого металла — меди или никеля. Хромированное изделие для увеличения прочности слоя и долговечности можно покрыть прозрачным или тонированным лаком.
Металлизация изделий из пластмасс
Химическая металлизация пластмасс выполняется чаще всего электрохимическим способом. Способ увеличивает прочность, износостойкость, улучшают декоративные качества.
Само покрытие может быть медным, никелевым, хромовым, цинковым, оловянным.
Особенности процесса металлизации пластиков
Процесс электрохимической металлизации пластиков отличается от химической металлизации использованием промежуточных слоев. Грунтовочные, промежуточные слои снимают внутренние напряжения, возникающие из-за различных коэффициентов теплового расширения разнородных материалов.
Металлический грунтующий подслой наносят на пластиковые изделия при помощи тока плотностью 0,5…1 А/дм2. Использование тока большей плотности может привести к расслоению грунта в местах присоединения токопроводящих элементов. Избежать дефектов помогает нанесение дополнительного медного или никелевого грунтовочного покрытия, также током низкой плотности. Металлизацию финишным слоем выполняют на обычном режиме.
Металлизация пластика медью
Процесс нанесения слоя меди на пластик поэтапно:
- Подготовка. Изделие ошкуривают и обрабатывают абразивным составом, снимая все выпуклости и выравнивая дефекты.
2. Обезжиривание. Акрилатный пластик обезжиривают раствором каустической соды в течение суток, полиамидные пластикаты обрабатывают бензином или уайт-спиритом, затем промывают дистиллированной водой.
3. Сенсибилизация. На поверхности формируют пленку гидроокиси олова, помещая на 1 минуту в 0,5% раствор литра хлористого олова и 40 гр соляной кислоты.
4. Активация. Обрабатываемый предмет в течение 3-4 мин погружается в азотнокислое серебро.
5. Металлизация. Процесс проводится в растворе 200 г на литр карбоната меди, 200 г на литр глицерина 90%, 1 литра 20% каустической соды при t=18…25C . Медное покрытие можно дополнительно защитить лаком.
Заключение
Химическая металлизация своими руками вполне возможна, но требует соблюдения мер предосторожности: использования защитных перчаток, респиратора, очков, спецодежды, а при работе электрохимическим методом — еще и знания техники безопасности при электротехнических работах. Только соблюдая технологию и технику безопасности можно получить красивое и долговечное покрытие медью, серебром, хромом или другим металлом на любых изделиях от пуговицы до автомобильных дисков.
Технология напыления металлов: основные способы металлизации изделий
Автор: Анастасия Исакова · Опубликовано 27.11.2017 · Обновлено 22.11.2017
Производство металлических изделий модернизируется по мере развития передовых технологий. Металл в большей степени подвержен воздействию влаги, поэтому для обеспечения высокого срока эксплуатации и придания деталям, рабочим механизмам и поверхностям требуемых свойств, в современной промышленности широко используют напыление металлов. Технология порошковой обработки заключается в нанесении на базовую металлическую основу защитного слоя, обеспечивающего высокие антикоррозийные характеристики напыляемых изделий.
Задачи и варианты напыления
Металлическая поверхность после порошковой обработки приобретает важные защитные свойства. В зависимости от назначения и области применения, металлическим деталям придают огнеупорные, антикоррозийные, износостойкие характеристики.
Основная цель напыления базовой основы из металла – обеспечить продолжительный эксплуатационный ресурс деталей и механизмов в результате воздействия вибрационных процессов, высоких температур, знакопеременных нагрузок, влияния агрессивных сред.
Процессы напыления металлов выполняют несколькими способами:
- Вакуумная обработка – материал при сильном нагревании в вакуумной среде преобразуется в пар, который в процессе конденсации осаживается на обрабатываемой поверхности.
- Плазменное или газоплазменное напыление металла – в основу метода обработки положено использование электродуги, образующейся между парой электродов с нагнетанием инертного газа и ионизацией.
- Газодинамический способ обработки – защитное покрытие образуется при контакте и взаимодействии микрочастиц холодного металла, скорость которых увеличена ультразвуковой струей газа, с подложкой.
- Напыление лазерным лучом – генерация процесса происходит с использованием оптико-квантового оборудования. Локальное лазерное излучение позволяет проводить обработку сложных деталей.
- Магнетронное напыление – выполняется при воздействии катодного распыления в плазменной среде для нанесения на поверхность тонких пленок. В технологии магнетронных способов обработки используются магнетроны.
- Защита металлических поверхностей ионно-плазменным способом – основана на распылении материалов в вакуумной среде с образованием конденсата и осаждением его на обрабатываемой основе. Вакуумный метод не дает металлам нагреваться и деформироваться.
Технологический метод напыления деталей, механизмов, поверхностей из металла подбирают, в зависимости от характеристик, которые нужно придать напыляемой основе. Поскольку метод объемного легирования экономически затратный, в промышленных масштабах широко используют передовые технологии лазерной, плазменной, вакуумной металлизации.
Напыление в магнетронных установках
Металлизация поверхностей по технологии магнетронного напыления основана на расплавлении металла, из которого выполнена мишень магнетрона. Обработка происходит в процессе ударного действия ионами рабочей газовой среды, сформированными в плазме разряда. Особенности использования магнетронных установок:
- Основными элементами рабочей системы являются катод, анод, магнитная среда, которая способствует локализации плазменной струи у поверхности распыляемой мишени.
- Действие магнитной системы активизирует использование магнитов постоянного поля (самарий-кобальт, неодим), установленных на основании из магнитомягких материалов.
- При подаче напряжения от источника электропитания на катод ионной установки происходит распыление мишени, причем силу тока нужно поддерживать на стабильно высоком уровне.
- Магнетронный процесс основан на использовании рабочей среды, которой выступает соединение инертных и реакционных газов высокой чистоты, подающихся в камеру вакуумного оборудования под давлением.
Преимущества магнетронного напыления позволяют применять данную технологию обработки для получения тонких пленок металлов. Например, алюминиевые, медные, золотые, серебряные изделия. Происходит формирование пленок полупроводников – кремний, германий, карбид кремния, арсенид галлия, а также образование покрытий диэлектриков.
Главное достоинство магнетронного метода – высокая скорость распыления мишени, осаждения частиц, точность воспроизведения химического состава, отсутствие перегрева обрабатываемой детали, равномерность нанесенного покрытия.
Использование при напылении магнетронного оборудования дает возможность обрабатывать металлы и полупроводники с высокой скоростью осаждения частиц, создавать на напыляемой поверхности тонкие пленки с плотной кристаллической структурой, высокими адгезивными свойствами. К основному перечню работ по магнетронной металлизации относятся хромирование, никелирование, реактивное напыление оксидов, карбо- и оксинитридов, сверхскоростная наплавка меди.
Технология ионно-плазменной наплавки
Чтобы получать многомикронные покрытия на изделиях из металла, широко используют метод ионно-плазменного напыления. Он основан на использовании вакуумной среды и физико-химических свойств материалов испаряться и распыляться в безвоздушном пространстве.
Технологически сложный процесс позволяет решать важные технические задачи по металлизации изделий благодаря использованию установки ионно-плазменного напыления:
- Увеличение параметров износоустойчивости, исключение спекания при эксплуатации изделий в условиях высоких температур.
- Повышение коррозийной устойчивости металлов при эксплуатации в агрессивных водных, химических средах.
- Придание электромагнитных свойств и характеристик, эксплуатация в границах инфракрасного и оптического диапазона.
- Получение высококачественных гальванических покрытий, придание изделиям декоративно-защитных свойств, обработки деталей и механизмов, используемых в разных отраслях промышленности.
Процесс ионно-плазменного напыления базируется на использовании вакуумной среды. После поджига катода формируются пятна первого и второго уровня, которые перемещаются с высокой скоростью и образуют плазменную струю в ионном слое. Полученная в результате эродирования катодов струя проходит через вакуумную среду и вступает во взаимодействие с конденсируемыми поверхностями, осаживаясь плотнокристаллическим покрытием.
Использование ионно-плазменного напыления позволяет наносить защитные покрытия при температуре поджига катода до 100°C, отличается достаточно простой схемой получения слоев толщиной до 20 мкм.
С помощью ионно-плазменного напыления на металл удается придавать требуемые свойства конструктивно сложным изделиям нестандартной геометрической формы. После обработки металлическую поверхность не требуется покрывать финишным слоем.
Особенности плазменной металлизации
Наряду с ионно-плазменным напылением и магнетронными способами обработки металлов применяют еще один метод – плазменная металлизация. Главная задача технологии – защита изделий от окислительных процессов в агрессивных средах, повышение эксплуатационных качеств, упрочнение обрабатываемой поверхности, усиление сопротивляемости механическим нагрузкам.
Плазменное напыление алюминия и других металлов основано на высокоскоростном разгоне металлического порошка в потоке плазмы с осаждением микрочастиц в виде покрывающего слоя.
Особенности и преимущества технологии плазменного напыления на металл:
- Высокотемпературный метод нанесения защитного слоя на обрабатываемую поверхность (порядка 5000-6000 °C) происходит за доли секунд.
- Используя методы регулирования газового состава, можно получать комбинированное насыщение металлической поверхности атомами порошковых покрытий.
- Благодаря равномерности потока плазменной струи удается получать одинаково пористое, качественное покрытие. Конечная продукция превосходит результаты традиционных способов металлизации.
- Длительность процесса напыления невысока, что помогает достичь стопроцентной экономической эффективности использования плазменного оборудования в разных производственных масштабах.
Основные компоненты рабочей установки – высокочастотный генератор, камера герметизации, резервуар газовой среды, насосная установка для подачи давления, система управления. Использовать технологию плазменного напыления на металл допускается в домашних условиях при наличии необходимого оборудования с вакуумной камерой – воздействие кислорода приводит к окислению горячих металлических поверхностей и мишени.
На видео: восстановление деталей напылением.
Процесс лазерной обработки
Наплавка металлов лазерным методом позволяет восстанавливать детали и механизмы потоками света, генерируемыми от оптико-квантового оборудования. Вакуумное напыление лазером является одним из наиболее перспективных методов получения наноструктурированных пленок. В основу процесса положено распыление мишени световым лучом с последующим осаждением частиц на подложке.
Преимущества технологии: простота реализации металлизации, равномерное испарение химических элементов, получение пленочных покрытий с заданным стехиометрическим составом. Благодаря узкой направленности лазерного потока в месте его сосредоточения удается получить наплавку изделия любыми металлами.
Механизмы формирования жидкокапельных фаз:
- Крупные капли частиц расплавленной мишени образуются путем воздействия гидродинамического механизма. При этом диаметр крупных капель варьируется в диапазоне 1-100 мкм.
- Капли среднего размера формируются вследствие процессов объемного парообразования. Размер капель колеблется в диапазоне 0,01-1 мкм.
- При воздействии на мишень коротких и частых импульсов лазерного луча в эрозийном факеле образуются частицы мишени небольшой величины – 40-60 нм.
Если в лазерной установке при наплавке металлов на мишень одновременно действуют все три механизма рабочего процесса (гидродинамика, парообразование, высокочастотный импульс), приобретение изделием требуемых характеристик зависит от величины влияния конкретного механизма наплавки.
Одно из условий качественной лазерной обработки – воздействие на мишень таким режимом облучения, чтобы на выходе получить лазерные факелы с наименьшим включением жидкокапельных частиц.
Оборудование для холодного напыления
Существует два варианта защиты металлов от негативного воздействия внешних и рабочих факторов – легирование и напыление с вакуумным оборудованием. То есть, в сплав добавляют атомы химических элементов, придающих изделиям требуемые характеристики, или наносят на базовую поверхность защитное покрытие.
Чаще всего в отрасли металлизации используют технологию нанесения гальванических покрытий, применяют методы погружения деталей в расплав, задействуют в процессах обработки вакуумную среду, пользуются магнетронным оборудованием.
Иногда используют детонационно-газовое напыление, которое разгоняет частицы до невероятных скоростей. Широко применяют плазмотроны, электродуговую металлизацию, газопламенную обработку, ионное напыление. Задачи промышленности диктуют свои условия, и перед инженерами возникла необходимость создать недорогое, простое в обращении оборудование, для которого можно использовать свойства нагретого сжатого воздуха.
Появилось понятие порошковой металлизации с добавлением в металлический порошок мелкодисперсионной керамики либо частиц твердого металла. Используется для работы с алюминием, никелем, медью.
Результат экспериментов превзошел ожидания, позволив решить следующие задачи:
- Нагревание сжатого воздуха в камере приводит к повышению давления, что вызывает увеличение скорости вытекания наплава из сопла в установках.
- При наборе металлическими частицами в газовой среде высокой скорости они ударяются о подложку, размягчаются и прикипают к ней. А керамические частицы уплотняют образовавшийся слой.
- Использование порошковой технологии подходит для металлизации пластичных металлов – медь, алюминий, никель, цинк. После напыления изделия можно поддавать механической обработке.
Благодаря успешной работе инженеров удалось создать переносной аппарат, позволяющий выполнять металлизацию покрытий на всех промышленных предприятиях и в домашних условиях. Требования для успешной работы оборудования – наличие компрессорной установки (или воздушной сети) с давлением сжатого воздуха в пять-шесть атмосфер и электропитание.
В таблице ниже приведены данные для хромирования алюминия в домашних условиях. Перед нанесением гальванического покрытия требуется «положить» на деталь промежуточный металлический слой, а потом выполнять напыление алюминия.
Таблица 1. Хромирование алюминия
Использование передового оборудования для металлизации изделий позволяет решить технические вопросы, связанные с повышением антикоррозийных, прочностных, эксплуатационных характеристик, а также приданием машинам, деталям и механизмам требуемых свойств для работы в сложных эксплуатационных условиях.
Лазерная сварка (2 видео)
Меднение алюминия в домашних условиях: виды и технологии
Меднением называется процесс нанесения слоя меди на поверхность различных металлов (алюминий, сталь, никель, латунь). Покрытие медью придает металлам внешнюю привлекательность, которая может использоваться в различных дизайнерских проектах. Также слой меди способен улучшать электрическую проводимость металлических изделий, что существенно увеличивает возможность дальнейшей поверхностной обработки.
Освоить технологию меднения алюминия в домашних условиях может любой человек, который хоть немного знаком с азами химических реакций.
История открытия меди
Медь является первым металлом, который покорился человеку и сыграл самое большое значение в истории развития цивилизации. Произошло это событие за несколько тысячелетий до нашей эры, причем точной даты начала использования этого уникального металла установить не удалось.
В древние времена медные самородки применялись в основном для создания оружия и инструментов быта. Красно-зеленые самородки металла поначалу использовались так же, как и обычные камни. В дальнейшем опытным путем люди заметили, что обработка этого материала молотком придает ему особые свойства. Так зародилась холодная ковка металла.
Еще позже было обнаружено, что металл плавится и после остывания приобретает иные формы и свойства. Этот этап стал начальным в развитии горячего формования металлов.
Характеристика и состав меди
Медь является тяжелым металлом розово-красного цвета, который обладает высокой мягкостью и плавится при температуре более 1080 ℃. Электрическая проводимость медного покрытия в 1,7 раза выше, чем алюминия. Также медь имеет высокую теплопроводность.
Многие специфические свойства металла обусловлены наличием в его составе различных примесей. Так, по кислороду, который есть в составе меди, металл делится следующим образом:
- медь без кислорода имеет в своем составе примеси менее 0,001 %;
- рафинированная медь содержит кислорода 0,001–0,01 %;
- чистая медь содержит кислорода около 0,03–0,05 %;
- медь общего назначения имеет в своем составе 0,05–0,08 % кислорода.
Наличие в составе меди свинца или висмута уменьшают свойства пластичности материала. Малорастворимые примеси (сера, свинец, висмут) увеличивают хрупкость металла.
В процессе электролиза, кроме кислорода, в состав сплавов меди может поступать водород.
Физические свойства
Основным качеством меди является низкое удельное сопротивление и, как следствие, высокая электропроводность. Увеличение примесей различных металлов в медном сплаве существенно снижает электрическую проводимость материала.
Высокая теплопроводность чистой меди значительно уменьшается при добавлении в ее состав разнообразных легирующих веществ.
Также часто используется в промышленности медные изделия, обладающие высокой стойкостью к коррозии в различных средах, кроме органических кислот, аммиака и солей аммония. Увеличение количества примесей в составе меди приводит к существенному снижению коррозийной стойкости сплавов.
Практическое применение омеднения металлов
Процедура меднения алюминия и других металлов имеет довольно широкое практическое применение не только в бытовом использовании, но и в промышленных масштабах. На многие металлы покрытие из меди может наноситься как в качестве основного самостоятельного слоя, так и в роли подслоя для эффективного сцепления следующего главного покрытия с основным металлом изделия.
В большинстве случаев меднение алюминия в домашних мастерских производится для следующих целей:
-
декорирования ювелирных украшений;
Виды меднения металлической поверхности
Процедуру меднения алюминия в домашних условиях не сложно выполнить самостоятельно. При этом не обязательно использовать специальное оборудование и активные химические реактивы. Качественное покрытие обеспечивается благодаря строгому соблюдению технологии меднения алюминия и знанию протекающих процессов.
Существует два основных вида меднения металлических поверхностей:
-
С погружением заготовки в электролит, при котором изделие частично или полностью погружается в ванну с химическим реагентом. Применение такого метода обоснованно в случае, когда требуется нанести слой меди равномерно на все изделие.
В обоих этих случаях активация вещества для химического меднения алюминия осуществляется электрическим способом, что требует использования источника постоянного напряжения.
Оборудование для меднения погружением
Для качественного выполнения технологических операций меднения алюминия необходимо подготовить несложное оборудование. Соответствующие инструменты и материалы можно как приобрести в торговой сети, так и изготовить самостоятельно.
Для выполнения работы понадобятся следующие материалы и приспособления:
-
Блок питания постоянного напряжения на 6-8 вольт, имеющий устройство плавной регулировки тока и амперметр. Если регулировка отсутствует, то в схему желательно включить реостат и амперметр. Они понадобятся для контроля процесса. Если стационарное устройство питания отсутствует, то можно применять батарейку питания типа «Крона».
Приготовление раствора для меднения
Найти готовый раствор для меднения алюминия в торговой сети сложно. Обычно производители разрешают продажу готового вещества после предъявления соответствующих документов. Поэтому большая часть людей изготавливает самостоятельно раствор для меднения алюминия в домашних условиях из медного купороса.
Для этих целей понадобится:
- медный купорос;
- дистиллированная вода;
- соляная кислота.
Приготовить раствор можно только при правильном соблюдении рецептуры. Для этого необходимо медный купорос (20 г) растворить в 1 литре воды. Затем тонкой струйкой добавить 2-3 мл кислоты. Состав тщательно перемешивают до полного растворения всех кристаллов.
Готовый электролит для меднения алюминия медным купоросом должен быть без запаха и иметь ярко-синий цвет.
Технология меднения методом погружения
Меднение металла алюминия методом полного погружения заготовки в электролит выполняется по следующей технологии:
- Поверхность обрабатываемой детали очищается наждачной бумагой или щеткой, затем обезжиривается в горячем растворе соды и промывается под струей воды.
- В приготовленную емкость подвешиваются два электрода, которые подключаются к положительной клемме источника питания.
- Между электродами помещается заготовка, которая подсоединяется к отрицательной клемме блока питания.
- Приготовленный электролит заливается в рабочую емкость. Уровень раствора должен быть выше верхнего края электродов.
- С помощью устройства регулировки устанавливается рабочее значение силы тока. Величина параметра осуществляется из расчета 10-15 мА на 1 см 2 площади обрабатываемой заготовки.
- Через 20 минут питание отключается, и заготовка вынимается из ванночки.
- Остатки электролита смываются водой, и деталь высушивается.
Время выполнения процесса указано ориентировочно, его можно контролировать визуально по цвету покрытия и равномерности его распределения. Чем дольше подключено питание, тем толще будет слой меднения алюминия.
Приспособления для меднения без погружения
Работы по омеднению металлических заготовок без погружения в электролит проводятся на больших изделиях, которые невозможно погрузить полностью в ванночку. Также этот способ отличается большей эффективностью при обработке отдельных частей изделия.
Для выполнения технологических операций по меднению без погружения в электролит понадобятся следующие приспособления:
-
Кисточка для нанесения химического состава изготавливается из медного многожильного провода. Для этой цели нужно снять изоляцию на одном конце провода, затем немного разделить отдельные проводники. Чтобы удобно было держать кисточку, ее лучше привязать к деревянной палочке или карандашу.
Нанесение медного слоя без погружения
Технология выполнения работы по меднению алюминия без погружения заготовки в электролит выглядит следующим образом:
- Кисточка, подготовленная заранее, подсоединяется к плюсовой клемме блока питания.
- Электролитный раствор, который аналогичен по рецептуре составу, используемому в случае с погружением детали, заливается в емкость для смачивания кисти.
- Заготовка, предварительно зачищенная и обезжиренная, помещается в пустую емкость. С помощью разъема деталь подключается к минусу источника питания.
- Кисточка окунается в электролит и водится по месту, где необходимо нанести медный слой. При этом очень важно, чтобы кисть не касалась поверхности детали.
- После нанесения слоя меди заготовка промывается под струей воды и высушивается.
В процессе выполнения работы нужно следить, чтобы между заготовкой и кисточкой всегда был слой электролита. Для этого кисть нужно постоянно окунать в емкость с раствором.
Техника безопасности при выполнении работ
Все работы с химическими реактивами и источником электрического тока должны проводиться с соблюдением необходимых мер предосторожности.
Выполнение меднения алюминия в жилом помещении категорически запрещено. Для этих целей лучше использовать подсобное помещение, гараж или мастерскую. Электрическое оборудование должно быть заземлено.
Для защиты здоровья человека необходимо выполнять следующие рекомендации:
- для защиты органов дыхания нужно пользоваться респиратором;
- чтобы химические вещества не попали в глаза, необходимо работать в защитных очках;
- все работы следует проводить в специальной одежде (резиновые перчатки, клеенчатый фартук, специальная обувь).
Процесс покрытия алюминиевых изделий слоем меди не представляет особой сложности даже для человека, мало знакомого с течением химических реакций. Купить или изготовить соответствующее оборудование также не вызовет особых проблем. Зато многие изделия, казалось бы, потерявшие привлекательный внешний вид, приобретут вторую жизнь.