Содержание
- Листовая штамповка
- Листовая штамповка как технология серийного изготовления деталей
- 1 Листовая штамповка – общие сведения об операции
- 2 Технология и особенности листовой штамповки металла
- 3 Оборудование и приспособления для выполнения операций
- Прессы для штамповки листового металла во Владимире
- Технология штамповки деталей из листового металла
- Как происходит штамповка?
- Что нужно для штамповки?
- Виды штамповки металла
- История возникновения процесса
- Технология штамповки
- Особенности холодной штамповки
- Оборудование
Холодная штамповка листового металла
Листовая штамповка
Листовая штамповка — метод изготовления плоских и объемных тонкостенных изделий из листового материала, ленты или полосы с помощью штампов на прессах или без применения прессов. Листовая штамповка подразделяется на горячую и холодную.
Горячая штамповка. Применяется главным образом в производстве котельных днищ, полушариев, буев и других корпусных деталей для судостроения. Изготовляются они из стального листа толщиной 3 . 4 мм. Операции горячей листовой штамповки аналогичны операциям холодной штамповки. Однако при составлении технологического процесса всегда учитывается нагрев. Составляя чертеж заготовки, надо учитывать утяжку металла при вырубке, пробивке и гибке, а также и степень коробления при остывании детали, так как ее размеры при этом несколько сокращаются. Это обстоятельство заставляет увеличивать допуски на размеры в сравнении с холодной штамповкой. Нагревают заготовки в пламенных и электрических печах, а также в электронагревательных устройствах.
Холодная штамповка. Это наиболее прогрессивный метод обработки давлением, так как он позволяет получить детали, не требующие в большинстве случаев дальнейшей обработки резанием. Холодной листовой штамповкой изготовляют как крупные, так и мелкие детали (рамы и кузова автомобилей, шасси самолетов, элементы обшивки судов, детали часовых механизмов и др.).
Листовая штамповка дает большую экономию в использовании металла, обеспечивая в то же время высокую производительность. Но наибольший эффект она дает при массовом и крупносерийном производстве.
При холодной листовой штамповке применяются углеродистая и легированная стали, алюминий и его сплавы, медь и ее сплавы, а также неметаллические материалы: картон, эбонит, кожа, резина, фибра, пластмасса, поставляемые в виде листов, лент и полос.
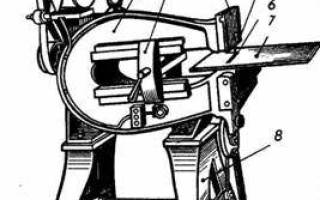
Технология листовой штамповки. Основным технологическим оборудованием для изготовления изделий методом листовой штамповки являются вибрационные ножницы (рис. 77), кривошипные (см. рис. 87 и рис. 88) и гидравлические прессы. Операции листовой штамповки могут быть разделены на два основных вида: разделительные и формоизменяющие. К основным разделительным операциям относятся: резка, вырубка и пробивка.
Резкой называют операцию, где происходит последовательное отделение части заготовки по прямой или кривой линии. Применяется резка для получения как готовых деталей, так и раскроя листа на полосы нужной ширины. При раскрое листа необходимо, чтобы выход деталей из листа был максимальным, а отходы были минимальными. Рациональность раскроя определяется на основании подсчета коэффициента использования материала. Под коэффициентом понимается отношение площади вырубленных деталей к площади листа. Операция резки производится с помощью вибрационных, дисковых, гильотинных и других ножниц.
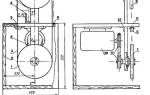
Вибрационные ножницы (рис. 77) представляют собой станок с короткими ножами. Верхний нож 5 получает колебательные движения от электродвигателя 1 через эксцентриковый механизм. Листовой металл устанавливают на столе 7 и подвигают между верхним 5 и нижним 6 ножами до упора 3, который может передвигаться и закрепляться в скобе станины, 2,4 — головку, 8 — стойка станины.
Вырубка — операция по получению заготовки замкнутого контура (рис. 78). На рис. 79 приведены чертеж (I) и схема (II) типовой детали, изготовляемой из полосы вырубкой.
Пробивка — получение отверстий в детали нужной формы (рис. 80).
К основным формоизменяющим операциям * относят гибку, вытяжку, отбортовку, обжим и формовку.
Гибка — операция, при которой плоской заготовке придают изогнутую форму (рис. 81: 1 — пуасон; 2 — нейтральный слой; 3 — матрица): R и г — внешний и внутренние радиусы гибки, S — толщина материала. Она может быть V -образная, U-образная и др. (рис. 82).
На рис. 83 представлен чертеж детали, отверстия в которой получены пробивкой. После этого деталь изогнута на штампе.
Вытяжка — операция, превращающая плоскую заготовку в полую пространственную деталь или полуфабрикат 2 (рис. 84). Вытяжкой изготовляют не только цилиндрические детали, но и сложные по форме коробчатые, конические и полусферические. При вытяжке плоская заготовка 5 втягивается пуансоном 1 в отверстие матрицы 3. Для предотвращения в заготовке при сжимающем напряжении образования складок применяют прижимы 4.
Вытяжка может быть без утонения и с утонением. В первом случае она происходит без заметного изменения, во втором изменяется не только форма заготовки, но и толщина ее стенок. В случае, когда нужно получить глубокую вытяжку, ее ведут в несколько проходов. На рис. 85 показан чертеж типовой детали и из металлического листа 1, изготовленной штамповкой с вытяжкой.
Отбортовка — операция образования бортов по наружному контуру листовой заготовки или вокруг заранее пробитых отверстий (рис. 86). Она применяется главным образом для образования горловин у плоских деталей 2, необходимых как для нарезания резьбы, так и сварки или сборки. Обычно она выполняется последовательно (I, II, III) за один или несколько проходов в штампах, состоящих из пуансона 1 и матрицы 3. Операцию отбортовки очень часто выполняют на концах труб при подсоединении к ним фланцев, с помощью которых трубы будут в дальнейшем соединяться.
Обжим — операция сужения (уменьшения) концевой части полых или объемных деталей. Осуществляется она путем обжатия материала штампом снаружи в конической матрице. При этом конфигурация обжимаемой части целиком зависит от формы штампа.
Формовка — операция, связанная с местным изменением формы с сохранением конфигурации наружного контура детали. Примером формовки может служить изготовление ребер жесткости на машиностроительных деталях, а также увеличение размеров по диаметру средней части полой детали.
Технологический процесс обработки различных материалов давлением, как упоминалось выше, производят на прессах. Прессы бывают гидравлические и механические (кривошипные, винтовые, реечные и т. д.). По назначению прессы подразделяют на ковочные, штамповочные, листоштамповочные, чеканочные, обрезные, трубопрофильные, гибочные, правильные, брикетировочные (для изготовления брикетов из кусковатых или порошкообразных материалов), кузнечно-штамповочные автоматы, термо- пластавтоматы и др.
Кривошипные горячештамповочные прессы ГОСТ 6809-87Е (рис. 87) изготавливаются в России давлением от 61,78 до 617,8 кН (mc — единица силы и веса). Они состоят из станины 1, ползуна 2, шатуна 3, кривошипного вала 4, стажных колонн 5, зубчатого колеса 6 и фрикционной муфты 7. Применение прессов для горячей объемной штамповки очень эффективно в сравнении с другим технологическим оборудованием. Они обеспечивают более высокую точность поковок при значительной экономии металла. Наличие в них индукционного электрического нагрева способствует улучшению условий труда в цехе: уменьшаются шум и сотрясение здания, устраняется задымленность производственных помещений. Управление прессом осуществляется органами регулирования и с помощью сжатого воздуха из цеховой магистрали.
На рис. 88 показан пресс для холодной штамповки ГОСТ 9408-89Е, состоящий из стойки 1, электродвигателя 2, цилиндра уравновешивания ползуна 3, зубчатого колеса 4, направляющих 5, ползуна 6 и стола пресса 7. На подобных прессах изготавливают как мелкие, так и крупные листовые детали, например, кузова автомобилей. Возможное давление пресса — 30,89 кН.
Гидравлические прессы обладают наилучшей характеристикой для глубокой вытяжки и других операций листовой штамповки, так как осуществляют деформирование металла с постоянной скоростью. Подобные прессы широко применяют в авиационной и ракетостроительной промышленности.
На рис. 89 и 90 показаны крупные сборочные единицы самолетов, детали которых изготовлены прессованием. Так, каркас пола пассажирской кабины самолета (рис. 89) включает: обшивку 1, шпангоут 2, стрингеры 3, поперечные балки 4 и продолжные балки 5. А гондола турбо-винтового двигателя самолета (рис. 90) состоит из обтекателя втулки винта — 1, воздухозаборника 2, крышки переднего капота 3, крышки заднего капота 4, люка 5, силовой фермы в, кожуха 7, стекателя 8, хвостовой части гондолы 9, силового шпангоута 10, рамы маслорадиатора 11, силового шпангоута 12 и боковой балки 13.
Прогрессивные способы холодной листовой штамповки. Новые, виды штамповки благодаря своей простоте и экономичности находят широкое применение в условиях мелкосерийного и единичного производства. К ним относят штамповку резиной, жидкостью, взрывом, электрогидравлическую и др.
Штамповка резиной. С ее помощью осуществляются разделительные и формоизменяющие операции. При этом пуансоном или матрицей является резина. Штамповку резиной чаще всего применяют для изделий из тонколистового металла толщиной до 2 мм (алюминия, медных сплавов, малоуглеродистой стали).
Штамповка жидкостью. В этом случае металл деформируется под давлением жидкости, принимая форму матрицы. Данный способ применяют для вытяжки полых деталей разной формы.
Штамповка взрывом. Для пластического формоизменения заготовки применяют и взрывчатые вещества (взрывчатые газовые смеси из метана, пропана, гиксогена и др.), создающие высокое давление, под действием которого заготовка принимает форму штампа.
Штамповку взрывом применяют для изготовления крупных деталей и деталей сложной формы, когда изготовление их другими способами невозможно (например, сплавы труднодеформируемые) или неэкономично. Такая
штамповка не требует сложного и дорогостоящего оборудования.
Электрогидравлическая штамповка. Этот метод характерен тем, что энергоносителем является высоковольтный электрический заряд в жидкости. Разряд вызывает появление ударной волны, которая и деформирует заготовку, придавая ей необходимую форму.
Этот вид штамповки дает возможность выполнять все операции холодной листовой штамповки с большой точностью и с сравнительно малыми затратами.
Магнитно-импульсная формовка. Формирование изделий этим методом происходит при создании импульсного магнитного поля вокруг заготовки и взаимодействия этого поля с импульсными токами, протекающими в заготовке. В результате такого взаимодействия в заготовке возбуждаются вихревые токи, что приводит к образованию вокруг нее также электромагнитного поля. Это создает предпосылки для динамического воздействия на заготовку и ее деформирование.
Этим методом осуществляют обжатие трубных заготовок, рельефную формовку, вырубку и др.
Существуют и другие прогрессивные методы листовой штамповки, но мы их рассматривать не будем.
* Формоизменяющими операциями называют такие, при помощи которых из плоской заготовки получают детали пространственной формы
Листовая штамповка как технология серийного изготовления деталей
Листовая штамповка в наши дни активно используется для производства широкой номенклатуры изделий многими промышленными отраслями, имеющими отношение к процессу обработки металла.
1 Листовая штамповка – общие сведения об операции
Штамповка деталей из листового металла — под таким процессом понимают производство готовой продукции, разнообразных деталей и полуфабрикатов из металлов методом деформирования исходного сырья под давлением.
Подобную технологию знали еще наши далекие предки, которые посредством элементарного штампования изготавливали оружие, всевозможные украшения и предметы для домашнего обихода.
С 1850-х годов описываемый вид обработки начали модернизировать и технически совершенствовать, что позволило серийно производить штампованием разнообразные изделия массового спроса. Причем готовая штампованная продукция отличалась довольно-таки высоким качеством и превосходными эксплуатационными характеристиками.
С приходом 20 столетия листовая штамповка изделий из металла вышла на совершенно новый производственный и технический уровень. Благодаря ей начала развиваться сфера производства автомобилей (из штампованного материала делали кузова транспортных средств и многие другие детали). В 1930-х годах штампование взяли на вооружение судо- и авиастроительные предприятия, а через пару десятков лет она стала незаменимой для нужд ракетостроения.
Конструкции из штампованного металла характеризуются рядом особых свойств, что, в принципе, и обусловило популярность рассматриваемой технологии. К ее достоинствам относят следующие возможности:
- механизация и автоматизация производственных процессов, которые достигаются посредством внедрения мощных роторно-конвейерных линий оборудования;
- изготовление любых по геометрическим параметрам и формам готовых к применению изделий и разнообразных полуфабрикатов;
- производство высокоточных по размерам деталей, которые взаимозаменяют друг друга без необходимости их дополнительной обработке при помощи режущего инструмента и оборудования.
Кроме того, горячая и холодная штамповка гарантирует получение сравнительно «скромных» по массе металлических изделий с рациональными формами и высокими прочностными параметрами. Операции листовой штамповки позволяют производить как массивные заготовки для судо-, машино- и автостроительных предприятий, так и тонкостенные, буквально филигранные детали (например, тонкие стрелки для часов).
Нельзя не отметить отдельно также высокую производительность операции листовой штамповки и возможность получения при ее использовании совместно со сварочными мероприятиями любых по размерам узлов неразъемного типа, без коих не могут обойтись такие производственные отрасли, как судо- и вагоностроение.
2 Технология и особенности листовой штамповки металла
Исходным сырьем для технологической операции выступают стальные полосы, тонкие ленты или листовой металл. По виду их обработки штамповка бывает двух видов: холодной; горячей. В большинстве случаев используется холодная штамповка. В тех случаях, когда мощность и производительность штамповочного оборудования является низкой, а также при небольшой пластичности заготовки рекомендована горячая штамповка. Обычно в горячем виде обрабатывают материал толщиной не более пяти миллиметров.
Технологический процесс штампования принято делить на такие операции: разделительные; формоизменяющие. Разделительные необходимы для разделения деформируемого участка изделия из металла по определенному контуру в процессе сдвига материала. К данным операциям относят:
- Резку: отделение по прямой либо кривой линии части заготовки (процесс выполняется последовательно). Резка производится гильотинными, дисковыми, вибрационными и другими видами ножниц при необходимости раскроя на полосы требуемых размеров металлических листов, а также при изготовлении готовых к эксплуатации изделий.
- Пробивку. Она используется тогда, когда в заготовке нужно получить разные по форме отверстия.
- Вырубку. Эта операция позволяет создать деталь, имеющую контур замкнутого вида.
А вот формоизменяющие операции осуществляются для модификации (без явления разрушения) геометрических размеров и конфигурации обрабатываемой детали. К ним причисляют:
- Отбортовку: создание вокруг отверстий и по контуру (наружному) изделия бортиков заданных размеров. Отбортовка, как правило, производится на концах трубных конструкций, к которым впоследствии планируется прикреплять фланцы.
- Вытяжку: получение пространственных полых изделий (полусферических, конических, цилиндрических, коробчатых и так далее) из исходных заготовок плоского вида.
- Обжим: сужение при помощи конической матрицы торцов полых и объемных деталей из металла.
- Гибку: придание изогнутой конфигурации плоским деталям.
- Формовку: наружный контур заготовки остается неизменным, а вот локальная ее форма изменяется по заданным параметрам.
Холодная штамповка подразумевает применение медных и алюминиевых сплавов (а также чисто медных и алюминиевых листов), легированной и углеродистой стали. Нередко используются и материалы из группы неметаллов – пластмасса, кожа, плотный картон и другие.
Важным представляется то, что холодная обработка металла обеспечивает достаточно высокое качество поверхности полученных полуфабрикатов либо готовых деталей. Их чистота может в отдельных случаях достигать 8 класса. Хотя обычно таких требований к штампованному прокату потребители не предъявляют, их вполне устраивает чистота поверхностей на уровне 2–6 классов.
Заметим, что холодная штамповка листовых материалов увеличивает показатель удельной прочности готовых деталей, что отличает ее в лучшую сторону от стандартного металлического проката. Но при штамповании очень важно изучить и учесть все особенности материала, который используется для получения того или иного изделия. Для того чтобы холодная штамповка прошла качественно, необходимо принять во внимание следующие характеристики исходного сырья:
- магнитную и электрическую проводимость;
- твердость, механическую прочность;
- массу;
- ударную вязкость;
- теплостойкость и теплопроводность;
- долговечность, возможность противостоять коррозии и эксплуатационному износу.
3 Оборудование и приспособления для выполнения операций
Листовая штамповка производится в специальных штампах, сделанных из инструментальных сталей. Они в большинстве случаев имеют подвижную и неподвижную части, в которых монтируется пуансон и матрица (рабочие компоненты штампа). При сближении указанных частей происходит деформирование листового материала. Используя специальный пресс, выполняют крепление неподвижной и подвижной части. Вторая фиксируется в исполнительном устройстве, а первая – на столе, коим располагает пресс.
Как было сказано, штампы (а точнее их рабочие элементы) делают из дорогостоящих инструментальных сплавов. Но в тех случаях, когда выполняется штамповка мягких металлов (например, меди или алюминия), на материале штампа можно сэкономить, используя древесину, спрессованную в плотные валки, или пластмассу.
Также снизить расходы на штамповку крупных по размерам изделий, которые изготавливаются мелкими партиями, можно путем изготовления матрицы из бетона либо чугуна. При этом в качестве второй части штампа (пуансона) используют контейнер с водой. Его размещают над обрабатываемым изделием на матрице. Затем в воде путем подрыва заряда пороха (или воздействия электрическим разрядом) формируют требуемое давление, которое и деформирует лист металла по заданной матрицей форме.
Главное оборудование для штамповки – это пресс и ножницы. При помощи ножниц выполняют раскрой материала. Сейчас чаще всего используются вибрационные ножницы, характеризуемые легкостью эксплуатации и достаточной функциональностью. А вот пресс для штампования выбирают в зависимости от того, какие операции осуществляются. Как правило, используется кривошипный пресс, который бывает четырех-, двух- и однокривошипным. Работает он по достаточно простому принципу:
- двигатель, используя клиноременную передачу, передает через муфту на кривошипный вал необходимое движение;
- регулируемый по длине шатун передает движение далее (на ползун кривошипного устройства);
- на рабочий ход пресс запускается через муфту педалью.
Для обработки простых деталей применяются несложные по конструкции устройства. А вот для штамповки по-настоящему сложных изделий используют пресс особого типа, который снабжается несколькими ползунами.
Прессы для штамповки листового металла во Владимире
Пресс-станки Сорокин Пресс гидравлический 12т
Прессы: Пресс ручной малиновка, М с кожухом, 12л утпз
Пресс гидравлический для перфорации листа; с насосом; 3.
Ньютон Пресс пробойник гидравлический листового металла.
Гидравлическая система КВТ с выносным прессом ПГПО-60 К.
Пресс гидравлический ПГРОу-60А КВТ 66535
Пресс гидравлический помповый для пробивки отверстий пг.
Пресс гидравлический ПГР-70 (КВТ)
Пресс гидравлический ручной ПГАПО-60А прямой алюминиевы.
Пресс гидравлический ПГ-03 с электроприводом для штампо.
Пресс гидравлический для перфорации шин (шинодыр) КВТ Ш.
Пресс гидравлический ручной ПГРО-60А прямой алюминиевый.
Пресс гидр. помповый для пробивки отв. ПГПО-60 (КВТ) к-.
Пресс гидр. ручной для пробивки отв. прямой ПГРО-60А (К.
Помповый гидравлический пресс для пробивки отверстий КВ.
Гидравлическая система ПГПО-60А с выносным алюминиевым.
Пресс гидравлический для перфорации листа ручной; 3,5 м.
Пресс FT20 FE ручной 10 л
Пресс Энкор Корвет-590 ручной привод 95900
Автономный пресс для перфорации КВТ ШД-95А 67251
Инструмент гидравлический для штамповки отверстий 80кН.
Пресс гидравлический ручной ПГАПО-60А прямой алюминиевы.
Ньютон Пресс пробойник гидравлический листового металла.
Гидравлическая система ПГПО-60 с выносным прессом для п.
Пресс гидравлический для перфорации листа ручной; 3,5 м.
Пресс гидравлический ручной ПГРОп-60А поворотный алюмин.
Пресс кривошипный КД2122
Пресс-станки Сорокин Пресс пневмогидравлический 30т
Помповый гидравлический пресс для пробивки отверстий КВ.
Пресс-станки Сорокин Пресс гидравлический 4т настольный
N29927 Пресс гидравлический AE&T T61230M, 30т.
Пресс гидравлический для пробивки отверстий КВТ ПГРОп-6.
Металлический пресс для выдавливания краски из тубы
Пресс-станки Пресс гидравлический 4т настольный сорокин
Пресс гидравлический ПГРОу-60А ручной угловой набор из.
Пресс гидравлический для перфорации листа ручной; 3,5 м.
КВТ 53137 Пресс гидравлический помповый для пробивки от.
Пресс гидравлический для перфорации листа; с насосом; 3.
Пресс гидравлический для перфорации листа ручной; 3,5 м.
Пресс для перфорации шин (шинодыр) ШД-95 NEO КВТ 76506
Пресс гидравлический ручной ПГРО-60А прямой алюминиевый.
Пресс гидравлический ручной ПГАПО-60А прямой алюминиевы.
Гидравлическая система ПГПО-60 с выносным прессом для п.
Пресс гидравлический помповый ПГ-60 тонн КВТ 61564
Пресс механический для перфорации листового металла SHT.
Механический пресс-перфоратор SHTOK ПМЛ-60
Пресс гидравлический для пробивки отверстий КВТ ПГПО-60
Пресс для перфорации листового металла ПГПв-60 IEK
Пресс гидравлический для перфорирования листового метал.
Пресс для перфорации шин (шинодыр) КВТ ШД-95 76506
Пресс гидравлический ручной ПГРОу-60А угловой алюминиев.
Прессы: Пресс SOK 6л Helikon
Шинодыр ШД-95 NEO гидравлический. Пресс для перфорации.
Пресс для перфорации шин (шинодыр) ШД-110 КВТ 67051
Пресс гидравлический ПГРО-60А КВТ 66534
Гидравлический пресс для листового перфорирования SHTOK.
Пресс гидравлический, 20 тонн, 640 х 540 х 1500 мм. (ко.
Пресс для перфорации шин (шинодыр) ШД-95А КВТ 67251
Гидравлический пресс для листового перфорирования SHTOK.
Пресс для резки шин (шинорез) ШР-150 NEO КВТ 76503
Пресс-станки Сорокин Пресс гидравлический 10т настольны.
Пресс-станки Сорокин Пресс гидравлический 10т L-образны.
Пресс гидравлический ПГПО-60 помповый для пробивки отве.
Пресс для перфорации шин (шинодыр) ШД-110 NEO КВТ 76507
Прессы: Пресс ручной малиновка, М с кожухом, 6л утпз
Пресс-станки Сорокин Пресс гидравлический 4т настольный
Пресс TEP-2 Микрон механический универсальный
IEK TGP-3-060 Пресс для перфорации листового металла ПГ.
пресс пуклёвочный TruTool TF 350-2
Гидравлический пресс-перфоратор SHTOK ПГЛ-60+
Пресс гидравлический помповый 10 т для пробивки отверст.
Пресс гидравлический для перфорирования листового метал.
Помповый гидравлический пресс для пробивки отверстий КВ.
Технология штамповки деталей из листового металла
[Процесс штамповки деталей из листового металла] позволит вам изготовить плоские или объемные изделия.
Изготовление происходит посредством штампов, которые закреплены на пресс, либо с применением других элементов. Существует два типа листовой штамповки: горячая штамповка и холодный тип.
В статье мы разберем, чем горячая отличается от холодной, какие нормы нужно соблюдать в процессе, а также вы узнаете, можно ли произвести изготовление деталей с помощью этого метода своими руками в домашних условиях.
Как происходит штамповка?
В зависимости от того, какие технологические нормы используются, штамповка деталей может значительно отличаться.
Первый тип штамповки заключается в резке, рубке или пробивке материала – его называют разделительный.
Существует также вариант штамповки, когда происходит формовка, вытяжка, холодное выдавливание и прочие манипуляции с листовым металлом.
Также существуют горячая и холодная штамповки листового металла.
Горячую штамповку используют только на крупном производстве: используя этот метод, происходит изготовление днищ для котла, разнообразных деталей в форме полушарий, буев и пр.
Обычно горячая штамповка используется для изготовления деталей, из которых создают корпуса и другие элементы, связанные с судостроением.
Чтобы получилась объемная или плоская деталь, требуется, прежде всего, часть листового металла толщиной до 4 мм.
Перед началом работы всегда проводится расчет и соблюдаются нормы нагрева – это довольно тонкая и сложная работа, поэтому горячая штамповка не применяется в домашних условиях.
В остальном же технология и расчет аналогичны методу холодной штамповки, о котором мы поговорим дальше.
Прежде чем приступать к работе, нужно произвести расчет и составить чертежи деталей, при этом расчет должен учитывать, что металл утягивается во время вырубки, пробивки или гибки.
При горячей штамповке, чтобы нагреть детали, используют специальное оборудование – пламенные печи или печи, работающие на электричестве, либо другое электронагревательное оборудование.
Также нужно следить, чтобы нормы процесса и правильный расчет были соблюдены.
При холодной штамповке пресс создается с помощью давления и подобное оборудование не используется.
Холодный вид штамповки металла более удобен, т.к. в этом случае возможно изготовление изделий законченного вида, которым не нужна дополнительная резка.
Во время штамповки холодного типа бывает изготовлена как объемная, так и плоская деталь крупного или мелкого размера.
В целом же технология штамповки металла выгодная процедура, т.к. она предполагает уменьшение расхода материала при высокой производительности. Особенно это заметно при массовом производстве деталей.
Холодную штамповку деталей производят со сталью углеродистого, либо легированного происхождения, а также сплавами алюминия и меди.
Оборудование холодной штамповки способно обрабатывать не только металлические объекты, но также работать с картоном, кожей, резиной, пластмассой и другими элементами.
Холодная штамповка может быть двух типов: разделительной и формоизменяющей.
Разделительная штамповка металла — это резка, вырубка или пробивка деталей.
Резка деталей заключается в разделении металлической заготовки на части по заранее определенным кривым или прямым линиям.
Резка широко применяется на производстве – с ее помощью делают готовые детали, либо раскраивают листовой металл, разделяя его на полосы нужного размера.
Для резки необходимо специальное оборудование, а именно дисковые или вибрационные, гильотинные или другие профессиональные ножницы.
Технология вырубки листового металла заключается в производстве деталей, имеющих замкнутый контур. А процесс пробивки используют, чтобы сделать в детали отверстия требуемой формы.
Штамповка заготовок может быть произведена как своими руками, так и на заказ. Однако при самостоятельной работе нужно соблюдать предписанные нормы, что не так просто.
Этот процесс включает следующие элементы: гибку, вытяжку, отбортовку, обжим и формовку. С помощью процесса гибки создают детали с изгибом.
При вытяжке из плоской заготовки изготавливается объемная полая пространственная деталь.
Путем вытяжки возможно сделать из заготовок объекты цилиндрической, полусферной, коробчатой или конической формы.
При отбортовке на детали делают борты, идущие вокруг наружного контура листа и возле заранее изготовленных отверстий.
Отбортовку используют обычно для обработки концов труб, на которых установлены фланцы.
Процессам обжима подвергается обычно объемная или имеющая полость деталь – с его помощью детали приобретают суженную концевую часть.
Происходит это с использованием конической матрицы с помощью наружного обжатия листового металла. При формовке форма деталей изменяется, сохраняя форму контура снаружи.
Стоит отметить, что чаще всего объемная штамповка изделий из металла делается на заказ, т.к. требуется необходимое оборудование, которое не сделать в домашних условиях.
Что нужно для штамповки?
Технология штамповки деталей из листового металла требует специального оборудования: это ножницы, кривошипный пресс и гидравлический пресс, имеющий несколько шайб и поверхность матрицы.
Также необходимо соблюдать нормы работы и расчет материала.
Для холодной штамповки чаще всего используют гидравлический пресс, т.к. это оборудование бывает разнообразных конструкций и делает возможным изготовление деталей разных форм с уменьшением расхода материала.
Также выбор пресса зависит от работы, которую нужно провести с заготовкой.
К примеру, чтобы сделать вырубку и пробивку, требуется пресс простого действия, который отличается небольшим ходом ползуна и шайб, а также уменьшением расхода материала.
Чтобы произвести вытяжку, нужен пресс, имеющий двойное действие и заметно больший ход ползуна и шайб.
По конструкции прессы бывают однокривошипные, двухкривошипные, четырехкривошипные, но все они отличаются наличием матрицы.
Два последних типа отличаются стволами и ползунами более крупных размеров.
Пресс работает за счет наличия клиноременной передачи: непосредственно передача движения осуществляется с помощью пусковой муфты и шайб на кривошипный вал.
С помощью шатуна, способного регулировать длину, движение поступает к ползуну и приводит его в работу.
Ползун движется возвратно-поступательным способом по направлению к столу. Запускается пресс педалью, которая воздействует на муфту. Педаль установлена на сам пресс.
Четырехшатунный пневматический пресс с наличием шайб и матрицы штампует детали с усилием, центр которого находится между шатунами, образующими между собой четырехугольник.
Такое устройство способно делать сложные штампы, благодаря нецентральной нагрузке на ползун. При этом лишнего расхода материала практически не происходит.
Таким образом, можно получить ассиметричные детали из листового металла крупного размера со снижением расхода материала.
Чтобы сделать более сложные изделия, нужен пневматический пресс, имеющий двойное или тройное действие, а также правильный расчет.
Особенность этого оборудования в том, что оно оснащено двумя или тремя ползунами.
В прессе, имеющим двойное действие, внешний ползун осуществляет зажим металлической заготовки посредством буфера, а ползун внутри позволяет сделать вытяжку изделия матрицы.
Сначала начинает двигаться внешний ползун, после достижения им самой крайней нижней точки, он замирает и фиксирует край детали на поверхности матрицы.
Затем в движение приходит внутренний ползун и начинается процесс вытяжки – все это время внешний ползун остается на месте.
После того как работа закончена, второй ползун поднимается вверх, тем самым освобождая заготовку, над которой производится работа. Таким образом и производится объемная или другая деталь с помощью пресса.
Для работы с тонкими листами металла существует специальный фрикционный пресс с наличием шайб, гидравлические же модели используют, главным образом, для создания деталей из толстого листового металла для снижения возможного расхода материала.
Гидравлический пресс отличается большим качеством штамповки материала, благодаря наличию более надежных шайб, матрицы и прочих элементов.
Именно его используют для выполнения большей части работ, связанных со штамповкой листового металла.
Еще один плюс в его пользу для использования на производстве и своими руками в том, что он не подвергается перегрузке, что довольно часто случается во время работы на кривошипном прессе.
Не только станок с прессом требуется для штамповки металла. Для проведения правильной работы с уменьшением расхода материала необходим также станок, имеющий встроенные вибрационные ножницы.
Помимо ножниц, станок имеет короткие ножки. Работа по обработке металла начинается с верхнего ножа, который запускается электродвигателем.
При работе заготовку из листового металла нужно установить на стол, и сдвинуть его в промежуток между ножками сверху и снизу до полного упора.
Подобный вид обработки металла так популярен потому, что количество расхода материала снижено, по сравнению с другими вариантами работы.
Плюс с его помощью может быть создана деталь любого вида: объемная, плоская, конусообразная и т.д.
Расчет требуемого материала можно провести как самостоятельно, так и с помощью специалистов, но, в любом случае, нормы будут ниже, чем при другой обработке металла.
При всех своих плюсах, эта обработка металла требует специального оборудования: для работы нужен станок, на котором есть пресс, поверхность матрицы, несколько шайб и другие элементы, а также необходимо соблюдать нормы работы.
Все это делает создание станка своими руками маловозможным, однако заказать изготовление деталей путем штамповки не так дорого, поэтому острая необходимость иметь подобный станок дома, отсутствует.
Виды штамповки металла
Если на производстве требуется большое количество металлических изделий или заготовок одинакового образца, целесообразно использовать метод штамповки. Штамповка металла осуществляется из листового материала, который особым образом деформируют до нужной формы давлением. Штамповка изделий из металла используется издревле: много веков назад таким способом наши предки делали украшения, оружие и предметы быта. Тогда это делалось вручную и с гораздо меньшей скоростью, сейчас же процесс автоматизирован, и производство одной детали занимает значительно меньше времени.
История возникновения процесса
Механизация процесса началась в 1850-е гг. Тогда к процессу штамповки металла начали подключать станки, что значительно ускорило процесс производства и повысило качество изделий.
А в ΧΧ веке произошёл новый подъём в области изготовления металлических деталей методом штамповки, что дало начало эре автомобилестроения. С помощью этого метода стали создаваться кузова машин и некоторые детали механизмов.
С 1930-х гг. штамповка деталей из листового металла стала применяться на заводах по производству летательных аппаратов и плавательных судов. А уже через 20 лет её внедрили в отрасль ракетостроения.
Метод штамповки металла стал популярен из-за ряда причин:
- процесс производства механизирован и автоматизирован при помощи роторно-конвейерных линий, что позволяет максимально ускорить производство;
- возможно изготовления деталей любой формы и параметров, которые могут быть как заготовкой, так и готовым изделием;
- существует высокая точность изготавливаемых деталей, позволяющая заменять их друг на друга без доработки инструментом или на оборудовании;
- возможно изготовление лёгких изделий высокой прочности.
Штамповка металлических деталей применяется и для массивных изделий, которые используются в качестве заготовок при строительстве автомобилей, судов, летательных аппаратов, и для маленьких лёгких деталей вроде часовых стрелок. Своей популярности штамповка обязана высокой скорости производства таких изделий и почти безграничным возможностям производства неразборных деталей любых размеров, что так важно при строительстве судов и поездов.
Технология штамповки
Для изготовления деталей методом штамповки используют металлический лист, тонкую стальную ленту или полосу.
Чаще всего детали изготавливают методом холодной штамповки листового металла. При этом виде производства деталей, металл приобретает дополнительную прочность, что увеличивает срок службы изделия.
Горячую штамповку используют тогда, когда оборудование не может выдать мощность, нужную для деформации в нужную форму холодного металла. Или при выполнении изделия из непластичного металла. Листы для изготовления деталей горячим методом берутся толщиной менее 5 мм.
Дальнейший выбор технологии производства зависит от того, каким образом нужно воздействовать на металл, то есть технология изменения формы изделия отличается от той, что используют для разделения. В результате разделительных операций от детали отделяется часть.
Это можно делать по кривой или по прямой линии или по контуру. Металл отделяется путём сдвига частей заготовки в разные стороны. Для разделения применяется несколько операций, при которых используется пресс со специальным инструментарием.
Виды разделительных операций:
- Отрезка – части металлической заготовки разделяются по фигурной линии или по прямой. Пресс для этого вида операций называют ножницами. С помощью этой операции производят готовые к эксплуатации детали и заготовки, которые затем дорабатываются иными способами.
- Надрезка – операция по неполному отрезанию части заготовки под давлением с сохранением целостности детали.
- Обрезка – убирается небольшая деталь заготовки, при этом часть металла идёт в отходы.
- Пробивка – в листе металла формируются отверстия различной формы. Часть металлической основы будет считаться отходами и подлежать удалению.
- Вырубка – формирует из заготовки изделие, контур которого замкнут.
- Зачистка – позволяет убрать неровные края и придать изделию аккуратный вид, выровняв его грани.
- Проколка (просечка) – в изделии делается углубление конусообразным инструментом.
Формоизменяющая штамповка деталей также имеет несколько видов. Операции этого типа используют для изменения формы и размера заготовки из листа металла, не разрушая материала.
Виды формоизменяющих операций:
- Отбортовка отверстий – формирование вокруг отверстий заготовки бортиков нужной формы и размера.
- Отбортовка контура – формирование по контуру изделия бортиков нужной формы и размера. Обычно этот метод применяют для обработки концов труб для фиксации фланцев.
- Вытяжка – объёмная штамповка, в результате которой из плоского листа металла получаются пространственные изделия, полые внутри. Таким способом изготавливают детали полусферической, коробчатой, конической, цилиндрической и других форм. Вытяжка может быть последовательной, с плоским прижимом в плоской матрице или с крюком.
- Обжим – сужение торцов деталей из листа металла, полых внутри с помощью конической матрицы. Конец детали вставляется с большой силой в воронку матрицы.
- Гибка – металлическим заготовкам придают нужный по конструкции изгиб. Различают несколько типов гибки, в зависимости от конечной формы изделия: V-образная или одно угловая, U-образная или двух угловая, много угловая, трубная и криволинейная.
- Формовка – при неизменном контуре изделия, изменяются размеры и форма его участков. Видов формовки несколько: она может быть с предварительным набором, а может выполняться цилиндрическим пуансоном с плоским концом.
Особенности холодной штамповки
Холодная листовая штамповка подойдёт не только для изделий из легированных и углеродистых сталей, но и для алюминия, меди и сплавов этих металлов. При этом методе выбор штампуемых материалов может выходить за рамки металлов. Штампы для этого вида можно применять для изготовления деталей из картона, кожи, полимерных сплавов и резины.
Изделия, для изготовления которых применялась холодная штамповка металла, отличаются высокой прочностью, точностью параметров и форм, а также качеством поверхности.
В некоторых случая чистота поверхности соответствует 8 классу. Обычно чистота поверхности детали имеет от 2 до 6 класса, что является средним показателем. Но здесь нужно учитывать скорость производства, которая находится на самом высоком уровне.
Но одновременно с этим, при обработке металла методом холодной штамповки снижается пластичность материала. Из-за увеличения прочности металл становится хрупким, что относится к неоспоримым минусам этого вида обработки металла.
Для предотвращения этих негативных моментов между операциями, которые выполняются в ходе холодной штамповки, заготовка подвергается термической обработке. Это называется рекристаллизационный отжиг.
Готовые изделия, сделанные по этой технологии, сочетают в себе повышенную прочность штампованного холодным методом изделия и пластичность, которую металл имел до обработки.
Для выбора используемого пресса и проектирования штампов, нужно знать и учесть большое количество свойств сырья, из которого будет изготавливаться продукция. Иначе может пострадать качество изделий или само оборудование.
Для выполнения операций штамповки для каждого вида изделия изготавливается индивидуальный штамп по нужным параметрам. Это делается в несколько шагов:
- Составляется эскиз штампа нужной конфигурации.
- Изучается схема раскроя материала и проверяется в специализированной программе на компьютере.
- Если программа или человек выявили несоответствие эскиза с реальными требованиями, эскиз редактируется.
- Разработка проверяется на соответствие размеров.
- На эскизе обозначаются точные размеры и расположение отверстий на рабочей стороне штампа.
На подготовительном этапе штамповки учитывается:
- Электропроводность и магнитная проводимость используемого материала.
- Прочность к механическим воздействиям и твёрдость металла.
- Ударная вязкость используемого металла.
- Вес заготовки.
- Износостойкость металла и его устойчивость к коррозии, что влияет на срок службы штампованного изделия.
- Теплостойкость и теплопроводность обрабатываемого металла.
Оборудование
Штамповка листового металла производится с помощью пресса и штампа. Пресс применяется для создания давления, то есть самого процесса штамповки, а штамп придаёт изделию нужную форму. Штамп выполнен из инструментальных сталей и состоит из пуансона и матрицы.
Процесс деформации происходит при помощи пуансона и матрицы в момент их сближения. Движимой является верхняя половина штампа, зафиксированная на прессе, а именно на его ползуне.
Нижняя половина остаётся недвижимой и находится на рабочей поверхности оборудования. Если штампуется не сталь, а материал мягкий, то рабочие части штампа могут быть сделаны из полимерных сплавов или дерева.
При изготовлении штамповкой единичного изделия особо крупного размера обычно применяется не пресс, а особое приспособление из чугунной или бетонной матрицы и контейнера с жидкостью (обычно водой). Лист металла располагают на матрице, а над ним жидкий пуансон.
Для создания давления в жидкости, нужное для деформации металла по нужной форме, в контейнере подрывают заряд на основе пороха или сообщают воде электрический разряд достаточной мощности.
Для резки по листовому металлу применяют не пресс, а ножницы. Они бывают нескольких видов:
- с параллельными ножами;
- дисковые;
- гильотинные;
- вибрационные.
Чаще всего используют ножницы вибрационного типа.
Для качественного изготовления изделий нужно внимательно выбирать пресс для каждого вида операции и обрабатываемого материала. Существует несколько видов прессов:
- Молот (максимальная скорость до 20 м/с).
- Гидравлический пресс (максимальная скорость до 0,3 м/с);
- Кривошипная машина (максимальная скорость до 0,5 м/с);
- Машина ротационного типа (максимальная скорость 8 м/с);
- Импульсная штамповочная машина (максимальная скорость до 300 м/с).
Для большинства видов операций подходят кривошипные машины. Они могут иметь от одного до четырёх кривошипных механизмов. Принцип работы кривошипной механизмы можно описать по схеме:
- На кривошипный вал передаёт движение приводной электрический двигатель через кинематическую цепочку, которая состоит из фрикционной муфты и клиноременной передачи.
- Шатун с регулируемой длиной приводит в движение ползун кривошипного механизма.
- Ножная педаль через муфту запускает рабочий ход пресса.
Оборудование для штамповки сложных по конфигурации изделий может иметь несколько ползунов.