Содержание
- Вальцовка труб: что это такое, где используется и как осуществляется?
- Что такое вальцовка труб?
- Зачем и где используется?
- Технология
- Инструменты и оборудование
- Почему не приживается гофра Lavita?
- Вальцовка труб как часть процесса формовки металлических изделий
- Особенности процесса вальцовки
- Вальцовочные инструменты
- Специфическая терминология разных методов вальцовки
- Особенности вальцевания в домашних условиях
- Вальцовка труб своими руками
- Инструмент
- Вальцовка для медных труб: ценная информация и 3 бесценных совета
- Применение развальцованных труб и инструмента
- Реализация процесса вальцовки медных труб кондиционера и других технических приборов и коммуникационных сооружений
- Какие инструменты используются в эксцентриковой, электрической вальцовке: шуруповерт, набор Ite и другие
Вальцеватель для гофрированных труб своими руками
Вальцовка труб: что это такое, где используется и как осуществляется?
Операция вальцевания труб берет свое название от прокатных валиков – вальцов (валков). Данные приспособления позволяют придать заготовке необходимый радиус. Но сам термин «вальцевание» не ограничивается одной гибкой труб. Рассмотрим, что же включает в себя этот процесс.
Что такое вальцовка труб?
Вальцовка, или же вальцевание, труб – это технологический процесс деформации изделия для получения заданной формы. Такая деформация позволяет сохранить материал, в отличие от операций токарной или фрезеровочной обработки. Само определение вальцевания включает в себя следующие операции:
- изменение поперечного сечения трубы;
- изгиб заготовки под углом или по радиусу;
- создание трубы из плоской или круглой заготовки;
- привальцовка – процесс исключения зазора между расширяемым краем заготовки и трубогибом;
- развальцовка – это увеличение одного конца трубки, выполняется для соединения двух труб телескопическим способом или для крепления к другому изделию;
- завальцовка – обратная операция с целью создания герметичного соединения двух труб;
- резка металла.
Список весьма обширный и включает самые разные операции. Такой охват позволяет применять вальцевание в различных отраслях.
Зачем и где используется?
Профильной отраслью, использующей процесс вальцевания, смело можно назвать металлообрабатывающую промышленность. Следующими в списке стоят все сферы, в которых применяются трубы и трубные соединения. Вальцевание используется как при создании трубок кондиционера, гофрированных труб из нержавеющей стали или трубок теплообменника, так и для весьма сложных конструкций (типа барабана парового котла).
С помощью вальцевания удается выполнить подгонку трубопроводов по месту для нестандартных решений. Тем самым удается избежать трудностей с созданием новых узкоспециализированных изделий.
Вальцевание применяется не только в промышленности, но и в повседневной жизни. Данная процедура актуальна в следующих случаях:
- соединение блоков кондиционера при установке;
- прокладка газовых и сантехнических труб;
- при пайке медных трубок холодильных установок;
- замена трубок тормозной системы автомобиля.
Технология
Как и любая другая технологическая операция, вальцевание имеет свои ГОСТы и ОСТы, регулирующие и регламентирующие процесс и его параметры, например: контроль герметичности, калибровку, допуски на толщину стенок трубы. Также на предприятиях имеются собственные СТО для этих целей. Представим краткий список данных документов.
- ГОСТ 13954-74 (переиздан в январе 1988 г. с Изменениями №1, 2). Концы труб, развальцованные для соединений трубопроводов по наружному конусу. Конструкция и размеры.
- ГОСТ Р 55601-2013. Аппараты теплообменные и аппараты воздушного охлаждения. Крепление труб в трубных решетках.
- ГОСТ 28941.12-91. Соединения трубопроводов с развальцовкой трубы. Концы труб развальцованные.
- ОСТ 26-02-1015-85. Отраслевой стандарт. Крепление труб в трубных решетках. Министерство химического и нефтяного машиностроения.
- СТО 002203680014-2009. Крепление труб в трубных решетках кожухотрубчатых теплообменных аппаратов и АВО.
Стоит отметить, что СТО редко находятся в открытом доступе и относятся только к одному предприятию. Также стоит учитывать свойства материала, из которого изготовлена труба, поскольку именно от них зависят допустимые усилия при вальцовке.
В зависимости от температуры заготовки процесс вальцовки труб можно разделить на две большие группы.
- Горячее вальцевание. Используется при работе с материалами, обладающими высоким сопротивлением к деформации. Например, нагрев используется при вальцовке пластиковых труб по радиусу.
- Холодное вальцевание. Применяется для мягких материалов, таких как медь, алюминий, низкокачественная сталь и им подобные.
Оба типа обработки применяются как при ручном, так и при промышленном способе вальцовки труб. Для самостоятельной работы потребуется приобрести экспандер или специальный набор, в который входят следующие предметы: труборез, штампы с отверстиями различного диаметра, зажим и сам труборасширитель. Он оснащается конусным расширителем. Если конус черный и необработанный, то набор предназначен для сантехнических труб, в противном случае комплект можно применять при работе с кондиционерами.
При развальцовке различают три основных типа воронки.
- Обычная воронка. Самый просто вариант, встречается повсеместно.
- Евростандартный грибок. Подобный тип часто встречается на автомобилях европейского производства. Внешне напоминает автомобильную покрышку.
- Воронка с двойным сложением окраины. Воронки такого типа распространены в автомобилях американского производства.
Часто для расширения трубы собственными силами используется коническая заготовка с необходимым углом. Но при таком подходе велика вероятность, что материал трубы деформируется неравномерно, а возможно, произойдет разрыв трубы или ее загиб.
В промышленности список используемого оборудования и инструментов гораздо шире, поэтому рассмотрим его поподробнее.
Инструменты и оборудование
В производстве процесс вальцевания выполняется не только с помощью обычных или пневматических ручных инструментов – для этого также применяют токарный станок, вальцовый трубогиб или прокатный станок. Использование подобных специализированных станков и инструментов обуславливается размерами заготовок и материалами, из которых они сделаны.
Именно от свойств и параметров материала заготовки зависит, какой категории будет использоваться инструмент при обработке.
- Категория Т – используется при обработке трубок с внутренним диаметром от 5,6 до 12.5 мм. Глубина вальцевания ограничена.
- Категория СТ – применяется при вальцевании сварных изделий, внутренний диаметр которых равняется 6-11 мм. Так же, как и у инструментов группы Т, у СТ ограничена глубина использования.
- Категория Р – предназначена для изделий диаметром от 1,2 до 4 см. Максимальное значение развальцовки равняется 4,87см.
- Категория РТ – используется для видов с внутренним диаметром 0,55-1,29 мм.
- Категория СР – применяется для толстых трубных решеток, глубина развальцовки равняется 3,23 см.
- Категория 5Р – предназначена для трубок из нержавеющей стали с тонкими стенами.
- Категория К и КО – подходят для развальцовки котельных труб.
В свою очередь, прокатные станы по изготовлению бесшовных труб также имеют свое разделение.
- Непрерывно-удлинительные. Предназначены для производства изделий диаметром до 110 мм.
- Коротконаправочные. Используются при изготовлении изделий диаметром от 60 до 450 мм.
- Трехвалковые. Применяются для создания толстостенных труб сечением от 35 до 200 мм.
- Пилигримовые. Предназначены для получения бесшовных изделий диаметром от 400 до 700 мм.
Валковые трубогибы представляют собой систему, состоящую из нескольких валков, их количество варьируется от 2 до 3 (реже 4) штук. Два вращающихся нижних валка в такой системе прижимают заготовку к третьему, упорному, вокруг которого изгибается изделие. В результате такой прокатки изменяется профиль внутреннего сечения трубы. Регулировка радиуса получаемого изделия осуществляется подбором диаметра валков и расстояния между нижними элементами. В процессе обработки валки станка должны выдерживать высокие механические нагрузки, поэтому их изготавливают из высокопрочных сплавов стали.
Подобные трубогибы являются довольно универсальным оборудованием и позволяют выполнять вальцевание уголков. Также при помощи вальцов различного вида создаются профильные трубы. Наибольшей популярностью пользуются профильные трубы квадратного (прямоугольного) и овального сечений.
Подводя итоги, стоит еще раз отметить, что термин «вальцевание» включает в себя довольно объемный список технологических процессов. Для получения необходимого результата необходимо грамотно выбрать подходящий инструмент, оборудование и соблюдать условия технологического процесса.
Вальцовка К-45-47 и КО-45-47 представлена далее.
Почему не приживается гофра Lavita?
psnsergey написал :
Конечно, она остаётся гофрой, только витки реже.
Увы, эквивалентная шероховатость остаётся высокой, высота складок почти не уменьшается. Я свои опыты, опровергающие заявления корейских маркетоложцев, ставил, кстати, как раз с уже растянутой (нерастягивающейся) трубой.
Дак как же отличить тянущуюся нержгофру от нетянущейся? Что должно быть написано в маркировке?
виктор1 написал :
А вот пусть выполнят вот это и посмотрим кто он
У нас «вот это» — оцинковка — стало головной болью всего дома. Новостройка 2005года, разводка в подвале и стояки — именно так сделаны. Итог: ржавая вода, причём никакие фильтры кроме угольных не помогают (растворённое, а не коллоидное железо). В остальном насчёт Равшанов и Джамшутов — полностью согласен. Их излюбленный материал тот, где не нужен спец. инструмент.
ООооо у меня та же тема, СПБ дом. ул Народная д.5 корп.2.
К меди после курения форумов поостыл. Так как у нас в Спб, что и Эак подтвердил, для медяхи вода хромает по PH. Такая пичаль. А так заманчиво на пайке. размечтался. Более того, у меня заземление на водопровод запитано (у унитаза проводочки).
Придётся видимо сдаваться на милость победителю — армированному ПП.
У меня 2 момента: метровая штроба и очень много железа в воде (пытались судиться, но падлы из водоканала предъявили свои результаты анализов, которые отличались от наших).
Нержу по цене не потяну по инструменту — заоблачные ценники. Ок, можно взять в прокат. Но и сама нержа космос, я её даже в магазинах не видел.
ГН Лавита на фиттингах в штробах? для полной разводки 0,3 мм как-то не очень. Есть примеры с фото? Кто-нибудь делал?
Всем доброго времени суток.
Возникло несколько Вопросов по гофро-трубе Lavita.
Купил развальцованную 2-x метровую трубу Lavita на замену 8 летней гибкой подводки в
квартире.
На второй фото пример развальцовки с гайкой и прокладкой. Два кольца – кто то делает 3 кольца.
Есть ли существенная разница между двумя и тремя кольцами при развальцовке ?
Возникает вопрос надёжности такого рода соединения — Для горячей и холодной воды (раковина)
Смущает очень маленький эффект развальцовки трубы + у самой накидной гайки Lavita очень
узкая внутренняя каёмка (прижимная часть)
от сюда вопрос:
Нужно ли ставить дополнительное КОЛЬЦО для большего эффекта прижима ? (образец на фото)
Или оставить как есть – затянуть в ручную и немного подтянуть ключом ?
Не вырвет ли со Временем давлением шланг из под накидной гайки ? (расшатается или
сломается на месте развальцовки – труба то вроде как не очень толстая )
И на сколько времени хватит резиновой прокладки такого типа на горячую воду (раковина). ?
Всем за ранее спасибо за ответы.
alexan77 , сколько проблем создали.
alexan77 написал :
Есть ли существенная разница между двумя и тремя кольцами при развальцовке ?
Никакой. Только в больших объёмах это лишнее кольцо в метры трубы превратится.
alexan77 написал :
Или оставить как есть – затянуть в ручную и немного подтянуть ключом ?
alexan77 написал :
И на сколько времени хватит резиновой прокладки такого типа на горячую воду (раковина). ?
Если из нормальной резины, то переживут саму сантехнику.
Всем привет. Я в небольшом Шоке-замешательстве.
Постом выше описывал развальцованную гофру Lavita.
По всем вопросам позвонил представителем Lavita по г. Москва.
На все вопросы отвечала Девушка.
Мне было сказано что:
развальцованная труба производителя Lavita – таким методом соединения
развальцовка – накидная гайка – фирменная прокладка — ПОДХОДИТ для воды только на дачных
участках в квартирах такое соединение не рекомендуют — Говорят, что такое соединение
рассчитано Максимум на 2 – Атмосферы .
Переспросил ещё раз по данному факту, спросил где можно получить более точную информацию ?
Ответ был получен – что более точной информации не существует и это наиболее точная.
Я в в ступоре – подключил раковину, унитаз .
В доме давление воды постоянное от 6.5 до 7.5
атмосфер. Подключено уже неделю – полёт нормальный – ничего не подтекает .
Что делать и кому верить ума не приложу.
Продвинутые спецы помогите — Кто прав и что делать?
Оставить как есть или переделывать соединение ?
Какое максимальное давление выдержит Развальцовка с накидной гайкой ?
alexan77 написал :
Максимум на 2 – Атмосферы
alexan77 написал :
от 6.5 до 7.5
С такой разницей уже бы рвануло.
А это что?
Это сильфонная подводка к крану лавита из нержавейки. Просто накидное
кольцо не вошло в кадр.
alexan77 написал :
Какое максимальное и рабочее давление выдержит Развальцовка с накидной гайкой ?
Ребята всем привет. Начитался тут ужасов про гибкую подводку, поехал и купил шланги «штуцер-гайка» (в Кафулсо — Олтон), м.Свиблово.
Купил 4 шланга под смесители и один для унитаза. Для унитаза отрезали и развальцевали там же. Из 4 «гаек-штуцеров» в одном шланге оказалась дырка в месте крепления штуцера в гофре. Пришлось сегодня ехать менять. Удивились -сказали, что в 1 раз такое. На складе выдали новую, разорвал целофан на месте, опять дырка, в этот раз в месте крепления гайки. Теперь удивился кладовщик, говорит я первый такой, у кого есть брак. Взял другую. Это к вопросу о качестве.
Второе, везде заявлено, что материал — сталь. Странное дело, не знал, что сталь бывает желто-красного цвета. А именно такой состав гофры, после того, как я ее поцарапал ее на ребрах в попытках инсталлировать ее в смеситель. Ради интереса поцарапал гайку — такая же история. Под стального цвета покрытием желтоватый металл. Ок, смотрим на сайт, на сайте написано, что гайка из латуни, покрыта стальным напылением (ну не дословно). Однако про гофру строго написано, что это сталь. Однако легко проверить, что это какая-то странная сталь.
(EF600 наименование на сайте).
Трубу с развальцовкой не царапал ( думал есть спец.прибор, «развальцеватор». а оказывается вальцуют молотком сплющивая соседние кольца))) хотя на срезе там не было желтого металла (вроде).Труба под развальцовку толще, чем под смеситель.
Ну и что это за чудный металл, кто знает?
Вальцовка труб как часть процесса формовки металлических изделий
Вальцовка труб – необходимая часть процесса частичного изменения формы труб, благодаря чему полым изделиям из металла придают требуемую конфигурацию или расширяют диаметр. Трубы можно вальцевать в разных направлениях, в зависимости от предполагаемого результата. Процесс изменения диаметра производится на станках в цеху или в домашних условиях – с помощью простейших приспособлений. При помощи метода вальцовки также доступно формирование изделий из металлического листа.
Для изменения первоначальной формы трубы применяют операцию вальцевания
Особенности процесса вальцовки
Вальцевание – доступный процесс изготовления всевозможных деталей из металла или отрезков труб необходимого формата. Каждое приспособление для развальцовки трубок имеет свою специфику, но этот процесс используется и для других целей – обработка металлического прута или тонкого листового металла.
Название процесса происходит от примитивного приспособления – специальные вальцы довольно просты по конструкции и в работе, зато дают обширный радиус закругления заготовок. Промышленное производство предполагает использование ковочных вальцов (валков), через которые проходит отрезок металла.
Правильное использование инструмента гарантирует качественную и равномерную деформацию по заданной окружности или под определенным углом. Например, можно получить заготовку правильной цилиндрической формы или завиток для кованых ворот, используя вальцы для профильной трубы своими руками.
Вальцы подбирают по толщине металлического изделия, нередко требуется вальцы большого радиуса. Не только сталь становится пластичной при обработке указанными выше приспособлениями. Подобным способом деформируют пластмассу, полимерные материалы и некоторые прутковые и листовые и металлы:
- алюминий;
- черный металл;
- мягкие сплавы;
- оцинковка.
Вальцовкой также называют прокатку трубы на специальном станке с целью получения гнутой заготовки
Внимание! Сегодня гибка труб и вальцевание – распространенная услуга, но этот процесс можно освоить самостоятельно при наличии удобного в использовании приспособления. Такие навыки применимы в разных народных сферах и промышленном производстве, при изготовлении сварных конструкций – лестниц, ворот, мебели.
Наиболее распространенные способы формовки металлических изделий после прокатки профильной трубы:
- растяжение;
- гнутьё;
- наматывание;
- развальцовка отверстий.
Процесс предполагает закрепление трубы в просвете, используя расширение, и диаметр трубы должен быть меньше отверстия. Для надежности соединения применяется вальцовочное оборудование. Но это понятие подразумевает разные процессы:
- Вальцовку как способ изменения ширины входного отверстия, просвета или диаметра трубы при термической обработке и сварке.
- Вальцевание изгибов труб.
- Завальцовка как метод уменьшения диаметра.
- Вальцовка отрезка бесшовного трубопровода.
- Развальцовка заготовки для изменения диаметра трубы (увеличение).
Внимание! Без опыта вальцовка труб – непростая задача, и при чрезмерном усилии металл потеряет пластичность и может треснуть, появятся другие признаки разрушения.
Вальцовочные инструменты
Вальцовка труб и листовой заготовки не только отличается, но и производится на другом оборудовании. Чаще всего используют листогибочные или ковочные вальцы – листовой металл прокатывают между вальцами для равномерной обработки и получения отрезка в форме цилиндра. Вручную браться за такой процесс нецелесообразно – это требует много времени и опыта, даже если это просто вальцы для трубогиба. Станочным способом деформировать изделия проще, поэтому имеет смысл обратиться в цех, если нет навыков и своего оборудования, а легированная сталь сложна в работе.
Вальцовка труб из стальных листовых заготовок производится на специальном оборудовании, ручном или автоматическом
Прокатка листового металла между валками дает изгиб определённой формы. Вальцы и станочное оборудование имеет предел толщины и радиуса проводимого металла. Увеличение радиуса дает уменьшение радиуса гибки при формовке тонкого металлического листа на загибочных вальцах.
Используют также специальные машины под развальцовку труб и стального проката. Универсальный инструмент прост в применении, позволяет формовать изделия необходимой формы. Обкатка листовых заготовок проводят через окружность верхнего валика, но он может делать и обратное движение. После обработки листовой стали вальцами длина изделия немного увеличивается, а поперечное сечение становится чуть меньше, благодаря термической и механической обработке.
Наиболее востребованный инструмент для вальцевания:
- станок серии Р (изделия с диаметром до 40 мм);
- оборудование РТ (изделия с диаметром до 5,50-11,5мм);
- оборудование серии Т (изделия с диаметром в пределах 6-11мм);
- вальцы СТ (изделия с диаметром 6-11мм);
- оборудование серии СР (части толстых трубных решеток);
- инструментом серии 5Р (тонкостенные изделия).
Нередко для изменения изгиба трубы достаточно бытового трубогиба, управляемого посредством рукояти. При этом радиальная форма изделия формуется посредством регулирующего ролика при прокатывании.
Важно! Чтобы труба не уплощалась в месте ее изгиба, нужно в нее засыпать песок перед деформированием, чтобы максимально сохранить естественную форму стенок.
Трехваликовый трубогиб также подходит для вальцевания металлопроката. Его предназначение – работа с изделиями из нержавейки прямоугольной и квадратной формы. Этот инструмент хорошо сгибает такие заготовки в дугу. Трубогиб прорабатывает изделие с обеих сторон.
Трехвалковым трубогибом легко обрабатывать профильные трубы — квадратные или прямоугольные
Развальцовка трубок ручным инструментом производится по алюминию и меди, поскольку это самые мягкие металлы. Ограничивающий фактор у промышленного оборудования – мощность и толщина стенок, на которые рассчитано то или иное приспособление.
Совет! Не стоит использовать тонкостенные трубы для водопровода в частном доме. Получится несложная развальцовка и стыковка, но прослужит недолго – из-за коррозии металла.
Специфическая терминология разных методов вальцовки
Понятие «вальцовка труб» немного неверно с точки зрения лингвистических норм. Под этим термином кроется 2 противоположные операции, а части деформирования заготовок производится без вальцов.
Обобщая терминологию, стоит упомянуть, что вальцовка – это:
- изменение формы трубы (превращение в круглую, квадратную, овальную форму);
- гибка под углом или по радиусу;
- формование круглой или плоской заготовки в изделие в форме трубки;
- расширения торца или увеличение одного конца трубы, чтобы подготовить к стыковке с деталью или фрагментом трубопровода;
- обжим концовки конца трубы, чтобы создать герметичную состыковку (уменьшение диаметра);
- резка металла с приданием концовке трубы другой формы и диаметра.
Привальцовка. Начало процесса расширения после того, как труба вставлена в отверстие для формовки. При этом устраняется зазор между краями отверстия и трубогибом. Далее требуется применить усилие, чтобы запустить процесс деформации при более плотном сочленении.
Для развальцовки труб из мягких металлов используются ручные инструменты
Развальцовка стальных труб – наиболее распространенный способ деформации трубопровода и других изделий. Это метод расширения диаметра одного из фрагментов трубопровода – для качественного сочленения отрезков. После такой обработки участки коммуникации состыкуются телескопическим методом – концовка одной трубы максимально плотно входит в последующий фрагмент.
Часто используется развальцовка труб из меди при монтаже водопроводов и систем кондиционирования. Такая операция (как и для всех прочих металлических труб) производится таким оборудованием:
- зажим (экспандер);
- трещётка (регулирует силу нажатия);
- конус или воронка (меняет диаметр на большее значение).
Внимание! Конусообразное оборудование используется для податливых и пластичных металлов.
Завальцовка– обратный развальцовке процесс, уменьшение входного отверстия трубопровода. Нередко для сужения диаметра используют простейшие приспособления, такие как тиски и молоток. Также краям можно придать другую форму – по типу профилированных труб. Таким методом еще и устраняют дефекты на краях трубок, возникшие при нарезке.
Особенности вальцевания в домашних условиях
В быту вальцовка изделий из меди, алюминия, оцинковки и нержавейки выполняют на универсальных гибочных вальцах, способных заменить станки, трубогибы и специальное оборудование. Качество работ зависит от толщины стенок и соответствия оборудования поставленной задаче.
Качественный свой инструмент для вальцовки достаточно надежен, не требует ремонта, им пользуются многие годы. Для работы в домашних мини-цехах используют компактные станки группы РТ, Р, Т, СР, 5Р и СТ (упомянуты выше). Вальцовку профильной трубы сложнее делать, чем трансформировать заготовку округлой формы.
Совет! Многие изделия проще гнуть в домашних условиях после прогрева паяльной лампой – для большей пластичности.
При вальцовке медных или алюминиевых труб своими руками важно не спешить и следить за процессом деформирования. При чрезмерном давлении возможно расширение отверстия больше, чем требуется, и обратно «заделать» его весьма проблематично. Разрывы наиболее вероятны на медных и стальных трубах, поэтому все этапы требуется делать по технологии.
Вальцовка труб своими руками
Вальцовка – это работа по изменению вида и формы труб, их сгибание. Производится она посредством специального инструмента – вальцов с высоким радиусом для придания сгибу округлой формы.
Металлический лист прокатывается между валками. Таким образом, металл приобретает нужную форму, видоизменяется под заданным углом. Используемые вальцы должны соответствовать толщине металла. Если у листа толстые стенки, потребуются валки с радиусом побольше. В промышленности для этих целей обычно применяются ковочные вальцы. Вальцовка может проводиться со следующими группами металлов:
- Нержавеющая и черная сталь;
- Оцинковка;
- Алюминий.
Этот метод позволяет осуществлять обработку металлов, отличающихся пластичностью. Он подходит для работы с пластмассой. Результатом становятся металлические элементы, заготовки и так далее.
Развальцовщик для медных труб
Инструмент
При вальцовке своими руками обязательно потребуются специальные инструменты наподобие агрегатов для сгибания стальных листов или листогибочных вальцов. Перечисленные инструменты просты в работе, отличаются универсальностью и высокой точностью.
Существует множество инструментов, предназначенных для вальцевания. Различаются они по особенностям применения:
- Инструменты серии Т применяются для работы с трубами с малым диаметром (6-11 мм). Оборудование позволяет устанавливать глубину вальцовки;
- Инструменты серии СТ применяются для работы с элементами, внутренний диаметр которых составляет 6-11 мм за сварочным швом;
- Инструменты серии РТ применяются для работы с изделиями с малым диаметром (5,50 – 11,5 мм);
- Инструменты серии Р применяются для работы с изделиями с большим диаметром (12-40 мм);
- Инструменты серии СР применяются для работы с изделиями, представляющими собой элемент конструкции трубных толстых решеток;
- Инструмент серии 5Р применяется для работы с тонкостенными трубами с большим диаметром, выполненными из нержавейки или титановых сплавов.
Как производится вальцовка
Вальцевание своими руками бывает нескольких видов. Работа может производиться с конусом, без эксцентрика и трещотки, с эксцентриком. При произведении сгиба очень важно соблюдать правила безопасности.
Общий смысл выполняемой работы заключается передаче на концы труб холодного состояния в отверстиях тех же конструкций. Данный метод позволяет надежно соединить все элементы, обеспечить конструкции прочность. Итак, рассмотрим этапы вальцевания своими руками (фото позволят более наглядно представить эту сложную работу):
- Деталь устанавливается в предназначенное для этого отверстие. В этом случае между стенками изделия и стенками агрегата обычно образуется отверстие. В норме оно не должно превышать 1 мм;
- Производится расширение детали. В итоге зазор должен исчезнуть. Деталь прочно фиксируется в отверстии;
- Внешняя поверхность, расширяясь, начинает оказывать давление на трубной барабан, вследствие чего происходит его деформация. По окончании работ трубный барабан будет вновь принимать прежнюю форму, что создаст необходимое сжимание. Данный фактор делает соединение таким надежным.
Данная технология работы подходит как для труб большого диаметра, так и для труб малого диаметра. Очень важно правильно подобрать инструмент для выполнения вальцовки. В противном случае может произойти чрезмерная деформация металла барабана, что приведет к усиленному расширению и разрыву детали.
Чтобы вальцовка своими руками была выполнена правильно, необходимо знать специфику работы используемых инструментов, уметь правильно ими пользоваться, изучить технологию сгибания металла. Важно изучить соответствующие инструкции, знать особенности работы с тем или иным металлом. Для того чтобы выполнить вальцовку трубы качественно, рекомендуем просмотреть соответствующие видео и фото, где показана работа профессионалов.
Так вы сможете воочию увидеть, как грамотно произвести деформацию металлических листов. Важно помнить, что при вальцовке требуется соблюдать не только инструкции по правильному проведению работ, но и правила безопасности.
Вальцовка для медных труб: ценная информация и 3 бесценных совета
Водопровод или газопровод входит в общую систему здания, промышленного объекта. Для прокладки трубопровода используются трубы разных диаметров и видов. Труба создается из металла и искусственных заменителей. Спросом пользуются медные комплектующие. При высокой стоимости медь обладает рядом положительных свойств, а вальцовка труб медного происхождения безопасно и доступно.
Описываемые изделия вальцуются ввиду мягкости материала: деформируются специальными вальцами с электро или гидроприводом, благодаря чему создаются высокоточные детали и заготовки. Кроме того, в частном секторе востребован эконом-вариант, т.е. вальцовка медных труб своими руками.
Применение развальцованных труб и инструмента
Трубные элементы соединяются в единую водопроводную линию накидными гайками, разрезными кольцами, фитингами, а для медных экземпляров лучше подходит пайка. Вдобавок в процессе работы может потребоваться труборасширитель, поскольку изделия одинаковых диаметров по-другому не связать. Возникает вопрос: как долго прослужит соединение, и как на него подействует механическое усилие или расширение под воздействием температуры? Как показывает практика, связь предметов надежна и практична.
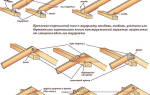
Важно знать, как развальцевать медную трубу правильно, а затем спаять два звена. Применяется следующая технология: раздвигается входное отверстие одной трубы при помощи труборасширителя, затем в нее с зазором вводится вторая труба, а соединительное пространство заполняется припоем.
Совет: пайка осуществляется с использованием флюса. Необходимо проследить за тем, чтобы расплавленный припой проник внутрь трубы максимально глубоко. Без флюса удачно произвести операцию не получится.
Такое соединение имеет место при таких мероприятиях, как:
- Монтаж сплит-систем кондиционирования.
Вальцовка трубок – ключевая по значимости операции при сборке кондиционера. Медный вариант трубы внедряется в систему для организации перетекания теплоносителя по блокам. Медь – хороший проводник тепла, потому она требуется для создания подходящего термического режима установки. - Восстановление тепловых насосов, холодильных и морозильных агрегатов.
Работа вышеперечисленной техники совпадает с практикой в кондиционировании: по трубкам из меди различных сечений протекает теплоноситель. При исправлении неполадок герметичность трубок может нарушиться, и тогда нужно будет сызнова соединять трубки пайкой. Без такого дела, как развальцовка, не обойтись.
Поверхность трубки выйдет совершенной с помощью высококачественных вальцов
Реализация процесса вальцовки медных труб кондиционера и других технических приборов и коммуникационных сооружений
Для вальцовки труб из сплавов – изделий из пластичных материалов (меди, латуни) – нужен подходящий инструмент. Мягкость материала дает шанс умелому мастеру попытаться обжать трубу или трубку на специально подобранном шаблоне. Однако стоит признать, что если не использовать инструмент для развальцовки медных труб, то обжим на шаблоне тянет на обычную кустарщину и к достойным результатам не приведет. Существует риск примять изделие, особенно если толщина стенки невелика – она рвется от сильного растяжения.
Альтернативным методом решения проблемы может послужить приспособление для развальцовки под названием экспандер – специфическое устройство с набором сменных насадок, которые придают заготовке необходимую форму. Действует как труборасширитель. Инструмент, к сожалению, справляется с заданием не совсем идеально: тонкая стенка еще больше утончается и в отдельных случаях трескается, а толстостенная поверхность остается недостаточно продавленной.
Поверхность трубки выйдет совершенной с помощью высококачественных вальцов. Все представляют, как смотрятся железнодорожные рельсы после продолжительного периода эксплуатации: нивелируются дефекты, рельсовая поверхность блестит. Аналогичный момент имеет место при процессе под названием вальцовка для медных труб высококачественными приспособлениями. Есть недорогое вальцевание с конусом, вдавливающимся в заранее зафиксированную трубу. Выходит не сногсшибательно, но, тем не менее, в итоге устраивает многих потребителей.
Самый классный вальцовочный инструмент – это валик из твердых видов металла, благодаря которому производится многократная прокатка по торцевой стороне болванки. После каждой прокатки место обработки сминается сильнее.
Использование подобного инструмента помогает избегнуть разрыва трубы. Повторные проходы валика слегка увеличивают диаметр трубки, а металл деформируется в щадящем режиме, постепенно.
Какие инструменты используются в эксцентриковой, электрической вальцовке: шуруповерт, набор Ite и другие
Высокоэффективное приспособление для развальцовки труб – это устройство с механическим уклоном работы. Электропривод устанавливается исключительно на стационарных станках для прокатки металла, зачастую в комплексе с трубогибным станком. Работа по вальцовке труб в таком случае освобождает от приложения значительных физических усилий и затрат времени.