Содержание
- Как проводится гибка листового металла?
- Основные принципы гибки металла
- Виды и типы гибки
- Самостоятельная гибка
- Порядок резки металла
- Гибка металла. Способы, инструмент для гибки металла
- 1. Основные приемы гибки деталей из полосы
- 2. Основные приемы гибки деталей из труб
- Свободная гибка
- 3. «Правило 8»
- Гибка и гнутье листового металла
- Основные принципы
- Типы гибки металлических изделий
- Виды оборудования
- Ручная работа
- Самостоятельное изготовление станка
- Гибка листового металла – возможна и в домашних условиях!
- 1 Технология ГЛМ – в чем суть операции?
- 2 Коротко о профессиональном оборудовании для гибки
- 3 Самостоятельная ГЛМ – возможна ли она в домашних условиях?
Гибка стального листа
Как проводится гибка листового металла?
Такая технологическая операция, как [гибка листового металла], позволяет при минимальных физических усилиях сформировать заготовку требуемой конфигурации.
Альтернативой гибки металлического проката является сварочный процесс, однако в этом случае он занимает гораздо больше времени, да и в финансовом плане стоит несколько дороже.
Гибка листового металла может быть произведена ручным или автоматическим способом, однако и в том, и в другом случае технология самого процесса остается неизменной.
В том случае, когда осуществляется гибка проката, который имеет большой радиус, как правило, нейтральный слой располагается в средней части толщины.
В свою очередь, если взят минимальный радиус, то вышеупомянутый слой уже смещается непосредственно в сторону области сжатия материала.
На промышленных производствах технология гибки листового металла осуществляется при помощи специального оборудования, при этом производится предварительный расчет и учитывается соответствующий ГОСТ.
Технология гибки проката своими руками имеет свои особенности, притом, что также должен быть произведен необходимый расчет и взят во внимание ГОСТ.
В этом случае используется специальное приспособление, а чтобы изменить конфигурацию металлического листа, необходимо приложить определенные усилия и обязательно взять во внимание расчет.
Основные принципы гибки металла
Для изменения формы металлического проката можно использовать несколько различных методик.
Очень часто в этом случае используют сварку, однако такое тепловое воздействие на металл не только сильно влияет на его структуру, но и значительно снижает показатели его прочности, а соответственно, и уменьшает срок службы.
В этом случае изменить форму листового металла можно за счет определенного усилия, при котором в заготовке не происходят структурные изменения.
Особенности гибки металлического проката заключаются в том, что при выполнении этой слесарной операции происходит растяжение наружных слоев материала и соответственно сжатие внутренних.
Технология гибки любого листового металла заключается в том, что часть проката перегибается по отношению к другой на строго определенный угол.
Получить величину заданного угла перегиба позволяет расчет.
Конечно, за счет прилагаемого усилия сам металл определенным образом подвергается деформации, которая имеет допустимый предел, который согласно ГОСТ зависит от таких параметров, как толщина материала, величина угла изгиба, а также хрупкости и скорости проведения операции.
Данная технологическая операция проводится на специальном оборудовании, которое дает возможность получить в итоге изделие без каких-либо дефектов.
В условиях, когда работа выполняется своими руками, для гибки металла используется специальное приспособление.
И в том, и в другом случае необходимо обязательно учитывать то, что если изделие будет согнуто с нарушениями, то на поверхности материала образуются микротрещины, которые впоследствии станут причиной ослабления металла непосредственно в месте изгиба, что может привести к серьезным последствиям.
Современные возможности позволяют проводить изгиб проката самой разной толщины, при этом создаваемое напряжение должно превышать такой параметр, как предел упругости.
В любом случае, деформация листового металла должна носить пластический характер.
Следует отметить, что получаемая таким образом бесшовная конструкция, будет иметь высокую прочность и обладать определенной устойчивость к воздействию коррозии.
Виды и типы гибки
Любая гибка металла может быть произведена как своими руками, так и с использованием специального профессионального оборудования, предназначенного для этих целей.
Следует отметить, что при выполнении данной технологической операции своими руками придется затратить определенные физические усилия и время.
В этом случае гибка осуществляется при помощи плоскогубцев и молотка, в некоторых отдельных случаях используется специальное приспособление.
Следует отметить, что изгибание своими руками тонкого металлического листа, а также алюминия осуществляется с использованием киянки.
На промышленных предприятиях этот процесс стараются всячески автоматизировать и используют непосредственно для гибки вальцы ручного или гидравлического типов, а также специальные роликовые агрегаты.
К примеру, чтобы придать изделию цилиндрическую форму, изгиб металла осуществляют при помощи вальцев. Таким образом получают трубы, дымоходы, желоба и многое другое.
Наиболее часто на промышленных предприятиях гибка металла производится на специальных листогибочных прессах.
В зависимости от функциональных возможностей такие прессы могут иметь различное устройство и, соответственно, размеры.
Следует отметить, что современное оборудование позволяет выполнять высокотехнологичные операции с металлом.
Так, новые промышленные станки дают возможность за один рабочий цикл произвести одновременно загиб листа по нескольким линиям, что дает возможность выпускать детали любой сложности.
Как правило, такое оборудование достаточно легко эксплуатировать.
Перенастроить его на работу с другим материалом можно достаточно быстро.
Данная операция требует особого внимания при необходимости выполнить изгиб листового алюминия.
Связано это, прежде всего, с тем, что у листового алюминия параметры прочности и упругости имеют несколько отличные величины от других типов металлов.
Самостоятельная гибка
Каждый металл имеет свой ГОСТ, который следует обязательно учитывать, когда проводится расчет, при котором получается минимальный радиус изгиба листа.
Расчет, в котором указаны параметры, всегда индивидуален. Особенности гибки металлического листа учитывают не только минимальный радиус изгиба, но и коэффициент упругости, а также прочностные характеристики.
Гибка металлического листа позволяет получить профиля с различной конфигурацией, сборные перегородки, откосы, а также многие другие изделия.
Перед тем как перейти к гибке металла, необходимо сделать соответствующий расчет в соответствии с ГОСТ и определить минимальный радиус линии изгиба.
Также обязательно определяется и длина изгибаемой полосы, при этом необходимо сделать минимальный припуск непосредственно на каждую линию изгиба.
Сам листовой металл из алюминия, нержавейки и пр. следует при необходимости выровнять и разрезать в соответствии с чертежом. Резка своими руками, как правило, осуществляется ножницам по соответствующей технологии. если не приложить усилия, то ничего не получится.
Далее следует на заготовку нанести в определенных местах риски, по которым и будет производиться изгибание.
Металлическая заготовка прочно зажимается в тисках подходящих размеров по начерченной линии изгиба, после чего при помощи увесистого молотка производится первый загиб.
Далее металлическая заготовка переставляется к следующему месту технологического загиба, вместе с деревянным бруском плотно зажимается, после чего производится следующий загиб, согласно чертежу.
После этого осуществляется разметка лапок скобы и в тисках при помощи молотка обе лапки отгибаются в заданном направлении.
По окончанию выполнения работ при помощи угольника необходимо убедиться в том, что заготовка соответствует всем заданным параметрам.
Если есть некоторые расхождения с предварительными расчетами, то их следует исправить в той же последовательности.
Более подробно о том, как своими руками осуществляется гибка металлических листов при помощи тисков и молотка, рассказано на видео, которое размещено ниже.
Порядок резки металла
Как правило, перед тем как производить изгиб металлических заготовок, им придают форму, заданную чертежом, что позволяет упростить работу и получить более точный радиус загиба.
Резка металлического листа представляет собой отдельную техническую операцию, которая производится по своей технологии.
В большинстве случаев резка заготовок из металла осуществляется при помощи листовых ножниц, которые носят название гильотина.
Такие станки, как правило, устанавливаются на предприятиях и позволяют быстро выполнить необходимую работу, учитывая при этом радиус изгиба и плотность материала.
В домашних условиях резка металла осуществляется при помощи специальных слесарных ножниц.
Стоит отметить, что ручными ножницами выполняется резка металла с минимальной толщиной.
Для более толстого металла следует использовать стуловые или кровельные типы ножниц.
Резка металла в домашних условиях при необходимости может быть произведена и при помощи ножовки.
В этом случае придется затратить определенные физические усилия и следить за качеством получаемого среза.
Если резка металла выполняется ножовкой, то при выполнении работы следует контролировать натяжение полотна, так как от этого во многом зависит ровность разреза.
О том, как своими руками разрезать металлический лист, рассказано на видео, которое размещено ниже.
Гибка металла. Способы, инструмент для гибки металла
Процессом гибки называют слесарную операцию, с помощью которой заготовка из металла при деформации принимает требуемую пространственную форму. В практике слесарного дела слесарю часто приходится изгибать заготовки из листового, полосового и круглого материала под углом, с определенным радиусом, выгибать разной формы кривые (угольники, петли, скобы и т.д). Для выполнения данной работы необходимо предварительно определить длину развернутой заготовки.
Когда толщина заготовки превышает 4 мм применяют горячую гибку.
В процессе гибки металл подвергается одновременному воздействию растягивающих и сжимающих усилий. На наружной стороне детали в месте изгиба волокна металла растягиваются и длина их увеличивается; на внутренней же, наоборот, волокна сжимаются и длина их укорачивается. И только нейтральный слой, или, как принято называть, нейтральная линия, в момент сгиба, полагают, не испытывает ни сжатия, ни растяжения, и поэтому длина нейтральной линии после изгиба детали не изменяется.
При гибке металла приходится преодолевать силы упругости заготовки из металла.
Упругостью называется свойство заготовки из металла, благодаря которому деталь восстанавливает после снятия нагрузки свои первоначальные форму и размеры. При нормальных температурах, ограниченных скоростью и продолжительностью деформации, деталь с достаточной точностью можно считать
упругой до тех пор, пока возникающие в ней напряжения и деформации не превзошли определенного значения предела упругости. Поэтому согнутая на определенный угол деталь после снятия напряжения стремится, как пружина, расправиться, т.е. угол загиба всегда несколько увеличивается, а деталь немного выпрямляется. Поэтому при изготовлении деталей гибкой следует учитывать пружинящие свойства металла.
Пластичностью называется способность материала сохранять полностью или частично деформацию, получившуюся под действием приложенных сил и по прекращении действия этих сил. В зависимости от соотношения величин остаточной и упругой деформаций, получаемых перед наступлением разрушения, материал можно считать пластичным или хрупким. Однако пластичность и хрупкость не могут быть отнесены только к свойству материала. Один и тот же материал в зависимости от характера напряженного состояния, температуры и скорости деформирования может проявляться как пластичный или как хрупкий.
Различают следующие стадии пластических деформаций:
- а) начало текучести – пластические деформации одного порядка с упругими;
- б) пластическое состояние при малых деформациях – пластические деформации велики по сравнению с упругими, но малы по сравнению с первоначальными изменениями размеров или формы детали;
- в) пластическое состояние при больших деформациях (технологические пластические деформации) – размеры или формы детали меняются значительно.
Гибка сопровождается упругими и пластическими деформациями, что вызывает искажения первоначальной формы поперечного сечения заготовки, и уменьшением ее площади (утяжка) в зоне изгиба (рис. 1).
Рис. 1. Искажение формы заготовки при изгибе: а – круглого сечения; б – прямоугольного сечения; в – утяжка
Кроме того, возможно образование складок по внутреннему контуру и трещин по наружному. Напряжения внешних волокон при относительно малом r в этих волокнах приближается к пределу прочности при растяжении, в результате чего материал разрушается (образуются трещины). Эти дефекты тем вероятнее, чем меньше радиус закругления и чем больше угол загиба. Чтобы исключить появление дефектов, необходимо выдержать минимальный радиус гибки.
Минимальный радиус гибки приближенно определяется по формуле: r=S·k, где r – радиус гибки, k – коэффициент, зависящий от материала и направления проката, S – толщина материала. При гибке поперек волокон для меди, цинка, латуни и алюминия k=0,25–0,3, для стали мягкой – k=0,5 и для стали средней твердости – k=0,8. При гибке вдоль волокон для меди, цинка, латуни и алюминия k= 0,4–0,45, для стали мягкой – k=1,2 и для стали средней твердости – k=1,5. Зачисткой кромок перед гибкой можно снизить k в 1,5, а иногда и в 2 раза.
Длина заготовки L при гибке определяется суммой длин прямых участков и длин нейтральных осей изогнутых участков, например, L= l1+ l2+ l (рис. 2).
где φ – угол дуги f в градусах (φ=180° – β ); x – расстояние от внутренней плоскости до нейтральной оси в мм.
Рис. 2. Схема составляющих длины согнутой полосы
При относительно малом r растяжение материала в наружных волокнах приближается к пределу прочности при растяжении, в результате чего материал разрушается (образуются трещины).
1. Основные приемы гибки деталей из полосы
При гибке деталей вручную необходимо учитывать, что в зависимости от свойств материала, толщины и размеров заготовки из полосы необходимо прикладывать различные усилия для выполнения работы. Поэтому необходимо учитывать, что:
- при гибке деталей из тонкого листового пластичного материала, толщиной 0,2 мм и менее, на поверхности деталей могут оставаться следы от ударов молотком, поэтому целесообразно при гибке использовать подкладки из деревянных брусков, отрезков стальной полосы или бруска и т.п., в некоторых случаях эта работа может быть выполнена без молотка, а обжатием заготовки вручную с использованием подкладок;
- при гибке деталей из тонкого листового пластичного материала, толщиной 0,2–0,5 мм, применяют легкие молотки, подкладки из цветного металла, из отрезков стальной полосы или бруска и т.п.;
- для деталей из листового материала, толщиной 3,0 мм и более, для предварительной гибки применяют более тяжелые молотки (кувалды – для материала толщиной 8 мм и более), а более легкие молотки для окончательной гибки и правки деталей после гибки;
- при ручной гибке в зависимости от усилий, которые прилагают для гибки заготовок, выбирают менее или более тяжелые тиски;
- при ручной гибке с увеличением толщины металла возрастают усилия, с которыми необходимо зажимать заготовку в тисках. В результате на поверхности заготовок каленые губки тисков оставляют следы рифления накладок губок, что портит внешний вид деталей. Поэтому при закреплении заготовок в тисках используют подкладки из цветного металла, мягкой стали и т.п.;
- при ручной гибке симметричных деталей возможно смещение оси симметрии по длине заготовки, поэтому целесообразно по концам заготовки симметрично оставить припуск, который удаляют по окончании гибки;
- при гибке коротких полок (например, у хомутиков из материала толщиной 4–6 мм), которые меньше ширины бойка молотка, целесообразно по концам заготовки симметрично оставить припуск, который удаляют по окончании гибки.
Гибку деталей выполняют по образцу готовой детали, либо по образцу-макету, который более удобен для работы.
Для выполнения макета рабочий вычерчивает на листе бумаги или на листе металла (чертилкой) профиль детали в натуральную величину, который нужно будет согнуть. Затем из проволоки или тонкой полосы при помощи плоскогубцев по рисунку сгибают контур профиля детали (с учетом радиусов и углов наклона плоскостей).
Для гибки детали подбирают оправки с минимальным радиусом гибки и с радиусами, которыми должны соединяться прямолинейные участки детали.
На заготовке детали чертилкой размечают линии, по которым будут производить гибку.
При выполнении гибки полок заготовку 1 (рис. 3, а) зажимают в тиски между двумя оправками 2 и 3 так, чтобы линия гибки была обращена в сторону загиба, на уровне верхней кромки оправки 3. Молотком ударяют по верхней полке детали 1. Ударять молотком нужно равномерно всей поверхностью бойка.
Рис. 3. Гибка заготовки детали в тисках: а – под углом; б – по радиусу
Угол наклона полки проверяют, прикладывая шаблон к вертикальной грани детали 1. Грань оправки 3, на которой производится гибка заготовки, должна быть запилена по радиусу больше критического для данной толщины заготовки.
При выполнении гибки по радиусу заготовку 1 (рис. 3, б) зажимают в тиски между губкой и оправкой 2 так, чтобы линия гибки была обращена в сторону загиба и выступала над образующей оправки 2 на величину А мм, если необходимо, чтобы полки были равной длины.
где r – радиус оправки.
Направление ударов молотком показано стрелками.
Для гибки заготовок из листового материала применяются ручные листогибочные машины и машины с механическим приводом. Принцип работы заключается в том, что на столе машины прижимом закрепляется заготовка, которая выставляется местом изгиба относительно прижима. Затем поворотная траверса приводится в движение, поворачивается на установленный угол и тем самым изгибает на нужный угол заготовку. Машина имеет оснастку, которая позволяет гнуть различные профили.
2. Основные приемы гибки деталей из труб
Гибку деталей из труб производят в холодном и горячем состояниях ручным и механизированным способами, с наполнителями и без наполнителей.
Наполнители применяют для исключения образования складок и сплющивания стенок труб. В качестве наполнителей используется просушенный мелкий песок или синтетические гранулы.
Для каждой трубы в зависимости от ее диаметра и материала установлен минимально допустимый радиус гибки. При меньшем радиусе гибка недопустима (табл. 1).
Таблица 1. Значения минимально допустимых радиусов гибки труб в холодном состоянии, мм
Гибка металлов.
методы и технологические особенности
ВНИМАНИЕ! Мы разработали программу StrongTonn, которая вычисляет усилие гибки и прочие параметры.
Перейти на страничку с программой
Существуют два метода гибки:
Речь идет о свободной и воздушной гибке, когда присутствует воздушный зазор между листом стенками V-образной матрицы. Именно этот метод является распространенным в применении.
Метод «калибровка» — это старый метод, который применяется в определенных случаях, когда лист прижат полностью к стенкам V-образной матрицы.
Свободная гибка
Данное направление обладает определенными ограничениями.
Характерные черты:
- Траверса вдавливает лист на выбранную глубину по оси Y в канавку матрицы с помощью пуансона;
- Лист находится «в воздухе» и не соприкасается со стенками матрицы;
- Это значит, что угол гибки определяется положением оси Y, а не геометрией гибочного инструмента.
На современном прессе точность настройки оси Y составляет 0,01 мм. Чтобы ответить на вопрос каким должен быть угол гибки, соответствующий заданному положению оси Y, необходимо найти соответствующее положение оси Y всем углам.
Ниже представлена таблица, в которой отражены отклонения угла гибки от 90° при разных отклонениях оси Y.
Свободная гибка: преимущества
- Высокая гибкость
- Низкие издержки на инструмент
- При сравнении с калибровкой прилагается меньше усилий гибки
- Возможность изменения гибки
- Низкие издержки в связи с необходимостью наличия пресса с меньшим усилием
Все это, однако, теоретически. На практике вы можете потратить деньги, сэкономленные на приобретении пресса с меньшим усилием, позволяющего использовать все преимущества воздушной гибки, на дополнительное оснащение, такое как, дополнительные оси заднего упора или манипуляторы.
Воздушная гибка: недостатки
- Наличие менее точных углов гибки
- Отсутствие применимости для специфических гибочных операций
Совет:
- Воздушную гибку желательно применять для листов толщиной свыше 1,25 мм; для толщины листа 1 мм и менее рекомендуется использовать калибровку.
- Наименьший внутренний радиус гибки должен быть больше толщины листа. Если внутренний радиус должен быть равен толщине листа -рекомендуется использовать метод калибровки. Внутренний радиус меньше толщины листа допустим только на мягком легко деформируемым материале, например меди.
- Большой радиус может быть получен воздушной гибкой путем использования пошагового перемещения заднего упора. Если большой радиус должен быть высокого качества, рекомендуется только метод калибровки специальным инструментом.
Какое усилие?
По причине различных свойств материала и последствий пластической деформации в зоне гибки, определить требуемое усилие можно только примерно. Предлагаем вам 3 практических способа:
В каждом каталоге и на каждом прессе вы можете найти таблицу, показывающую требуемое усилие ( Р ) в т на 1000 мм длины гиба ( L ) в зависимости от:
- толщины листа ( S ) в мм
- предела прочности ( Rm ) в Н/мм2
- V — ширины раскрытия матрицы ( V ) в мм
- внутреннего радиуса согнутого листа ( Ri) в мм
- минимальной высоты отогнутой полки ( B ) в мм
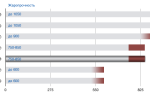
Пример подобной таблицы
Необходимое усилие для гибки 1 метра листа в тоннах. Предел прочности 42-45 кг/мм2.
Рекомендуемое соотношение параметров и усилия
Внимание! Для точных вычислений нужно учитывать следующие ГОСТы:
- ГОСТ 19903-74 Прокат листовой горячекатаный (Таблица 3) (ссылка на таблицу),
- ГОСТ 19904-90 Прокат листовой холоднокатаный (Таблица 2) (ссылка на таблицу).
При прокатки возможны отклонения по толщине металла, и требуются точные измерительные приборы (например микрометр).
1,42 — это эмпирический коэффициент, который учитывает трение между кромками матрицы и обрабатываемым материалом.
3. «Правило 8»
При гибке низкоуглеродистой стали ширина раскрытия матрицы должна в 8 раз превосходить толщину листа (V=8*S), тогда Р=8хS, где Р выражается в тоннах (например: для толщины 2 мм раскрытие матрицы /=2х8=16 мм означает, что вам необходимо 16 тонн/м)
Усилие и длина гиба
Длина гиба пропорциональна усилию, т.е. усилие достигает 100% только при длине гиба 100%.
Cовет:
Если материал ржавый или не смазан, следует добавлять 10-15% к усилию гиба.
Толщина листа (S)
DIN допускает значительное отклонение от номинальной толщины листа (например, для толщины листа 5 мм норма колеблется между 4,7 и 6,5 мм). Следовательно, вам нужно рассчитывать усилие только для реальной толщины, которую вы измерили, или для максимального нормативного значения.
Предел прочности на растяжение ( Rm )
Здесь также допуски являются значительными и могут оказывать серьезное влияние при расчете требуемого усилия гиба.
Например:
St 37-2: 340-510 Н/мм2
St 52-3: 510-680 Н/мм2
Совет:
Не экономьте на усилии гиба! Предел прочности на растяжение пропорционален усилию гиба и не может быть подогнан, когда вам это нужно! Реальные значения толщины и предела прочности являются важным факторами при выборе нужного станка с нужным номинальным усилием.
V — раскрытие матрицы
По эмпирическому правилу, раскрытие V-образной матрицы должно восьмикратно превосходить толщину листа S до S=6 мм:
V=8xS, для большей толщины листа необходимо V=10xS или V=12xS
Раскрытие V-образной матрицы обратно пропорционально требуемому усилию:
- большее раскрытие означает меньшее усилие гиба, но больший внутренний радиус;
- меньшее раскрытие означает большее усилие, но меньший внутренний радиус.
Внутренний радиус гиба (Ri)
При применении метода воздушной гибки большая часть материала подвергается упругой деформации. После гибки материал возвращается в свое первоначальное состояние без остаточной деформации («обратное пружинение»). В узкой области вокруг точки приложения усилия материал подвергается пластической деформации и навсегда остается в таком состоянии после гибки. Материал становится тем прочнее, чем больше пластическая деформация. Мы называем это «деформационным упрочнением». Так называемый «естественный внутренний радиус гибки» зависит от толщины листа и раскрытия матрицы. Он всегда больше чем толщина листа и не зависит от радиуса пуансона.
Чтобы определить естественный внутренний радиус, мы можем использовать следующую формулу: Ri = 5 x V /32
В случае V=8хS, мы можем сказать Ri=Sх1,25
Мягкий и легкодеформируемый металл допускает меньший внутренний радиус. Если радиус слишком маленький, материал может быть смят на внутренней стороне и растрескаться на внешней стороне гиба.
Совет:
Если вам нужен маленький внутренний радиус, гните на медленной скорости и поперек волокон.
Минимальная полка (В):
Во избежание проваливания полки в канавку матрицы, необходимо соблюдать следующую минимальную ширину полки:
Гибка и гнутье листового металла
Гибка листового металла позволяет при сравнительно небольших усилиях получить изделие нужной формы. Ибо при сварке затрачивается больше усилий как физических, так и финансовых. Лист металла можно сгибать вручную или с применением автоматики, однако общие принципы работы остаются прежними. Именно об особенностях данного процесса и пойдет речь.
Основные принципы
Гнутье металла осуществляется различными методами. Часто используется сварка, однако температурное воздействие способно изменять форму и свойства готового изделия. Это снижает эксплуатационные свойства и точность изготовления.
Так как при гибке металла внешние слои металла растягиваются, а внутренние начинают сжиматься, то необходимо перегибать на заданный угол часть металлопроката относительно другого. Угол же можно отыскать с помощью расчетов.
Изделие деформируется на те значения, которые находятся в заданных пределах. Они зависят от следующих параметров:
- Толщина металлического листа;
- Сколько составляет угол перегиба;
- Насколько прочен материал;
- Скорость и время выполнения процедуры.
Именно от них будет зависеть показатель допустимой деформации. Следующим этапом является выбор типа гибки.
Типы гибки металлических изделий
Сгибание металла производится вручную и с применением автоматических устройств. В первом случае процесс будет достаточно трудозатратен, потребует использования пассатижей и молотка, в результате на эту процедуру уйдет немало времени.
Гораздо проще и качественнее будет механизация процесса с помощью станков и соответствующих приспособлений. Форму цилиндра изделию придают специальные вальцы. С их помощью создаются дымоходы, желоба, трубные изделия.
Развитие станкостроительного производства позволило достичь сгибания материала для изготовления самых сложных изделий. А быстрая замена рабочего инструмента позволяет максимально эффективно и ускоренно перенастроить станочное устройство.
Виды оборудования
Для современного процесса по сгибанию металла имеется немало вариантов новейших аппаратов. На производстве обычно применяются прессы, которые можно разделить на следующие виды:
- Ротационные, гнущие металл с помощью перемещения между специальными валиками. Подходят для изготовления крупногабаритных изделий небольшими сериями.
- Поворотные прессы сгибают пластины с помощью гибочных балок и двух плит. Стационарная плита располагается внизу, а наверху находится поворотная плита. Оптимальный вариант для обработки изделий из листового металла с простым рельефом и маленькими габаритами.
- Стандартные прессы пневматические или гидравлические применяются для массовых или мелкосерийных изделий из нержавейки или другого металла. Сгибка производится между пуансоном и матрицей. За счет этого можно обрабатывать даже утолщенные изделия. При этом следует отметить, что гидравлические прессы применяются чаще, чем на пневматике, за счет более простой эксплуатации и стоимости.
Из всех вышеописанных видов оборудования наиболее современным является ротационное. Оно действует в автоматическом режиме, и рабочему не нужно заранее рассчитывать оптимальное значение усилия.
Автоматизированными считаются и поворотные прессы. Здесь отправляется один лист в устройство, который необходимо расположить его как необходимо по заданию. Чаще всего применяется на небольших предприятиях, где работают с металлическими деталями.
Ручная работа
Такая работа производится обычно ручными ножницами. В нужных местах ставятся отметки, по которым будет осуществляться ручная гибка металла. Лист надежно фиксируют в тисках. Массивным молотком производят первый сгиб. Изделие передвигают к новому месту сгиба, зажимают с бруском из дерева, загибают в нужную сторону.
По завершении работы необходимо удостовериться, что изделие соответствует установленным стандартам. Проверка ведется с применением угольника и при необходимости недочеты устраняются.
Самостоятельное изготовление станка
Иногда требуется сделать станок в домашних условиях. Это облегчит работу по сгибке металла и повысит производительность работы. Здесь потребуются уголок, металлическая балка, петли с болтами, струбцины, рукояти, стол и сварочный аппарат. Порядок действий следующий:
- Делается основа из металла, подойдет двутавровый профиль.
- Крепится кверху балки уголок с помощью болтов.
- Сварочным аппаратом под уголок привариваются три петли.
- Сгинаем алюминиевый лист поворотом уголка.
- Плотное прижатие металла обеспечивают две струбцины.
- Уголок необязательно убирать, можно приподнимать его. Кладете изделие промеж профиля и уголка. Затем по краю выравнивается металлический лист.
Проверьте болты, чтобы они крепко были закреплены. Траверсы поверните и согните таким образом, чтобы образовать нужный угол. Это позволит не тратить время на расчеты угла.
Каким бы ни были устройства, главные принципы остаются неизменными. Следуя им, можно получить изделия, соответствующие стандартам и пожеланиям заказчика.
Гибка листового металла – возможна и в домашних условиях!
Гибка листового металла (ГЛМ) представляет собой технологическую операцию, направленную на получение объемной заготовки либо изделия в процессе деформации листа. Такой процесс дает возможность ускорить и упростить процедуру производства металлоконструкций.
1 Технология ГЛМ – в чем суть операции?
Гибка стали в листах подразумевает приложение давления или нагрузки (то есть определенной внешней силы) к заготовке, в результате чего она пластически деформируется в форме изгиба (смотрите видео). При этом сплошность металла не нарушается. Самым элементарным типом такого процесса считается прямолинейная ГЛМ без нагрева металлического листа, которая выполняется приложением давления на заготовку по заданной линии сгиба.
Технология гибки основывается на естественной ковкости (пластичности) стали и различных металлов.
Указанные материалы без проблем сгибаются при помощи простых механических приспособлений и более сложных производственных прессов в холодном состоянии. А вот балочный прокат чаще всего гнут по методике горячего деформирования.
Сущность процедуры ГЛМ состоит в том, что лист размещают между нижней и верхней плитами специального пресса либо между фигурными валками механического станка и подвергают его строго контролируемой деформации. Технология процесса хорошо видна на видео. Лист металла после такой операции может иметь практически любую конфигурацию (в том числе и достаточно сложную). При желании на специальном гибочном оборудовании можно получить даже замкнутый профиль.
Гибка листового металла своими руками выполняется по определенным правилам. Обязательным является предварительный расчет величины усилия, с которым можно воздействовать на листы стали. Этот показатель определяется сравнением предельной пластичности металла с показателем нагрузки, которую планируется приложить к сгибаемой заготовке.
Расчет сам по себе несложен. Необходимо принять во внимание геометрические размеры листов стали и пределы их ковкости и, базируясь на этих значениях, выбрать по стандартным графикам либо табличкам рекомендованную рабочую нагрузку. Важно подобрать показатель усилия так, чтобы он не приближался слишком близко к пределу пластичности металла. Если расчет будет выполнен неграмотно, в листе стали останутся усталостные напряжения или же заготовка просто-напросто «порвется».
2 Коротко о профессиональном оборудовании для гибки
Сейчас создано немало станков и сравнительно простых приспособлений для ГЛМ. Самые элементарные из них дают возможность получать в домашних условиях П-образные (швеллеры) и Г-образные (уголки) изделия. О них речь пойдет ниже. А вот промышленные предприятия обычно эксплуатируют разное по конструкции гибочное оборудование, называемое прессами. Они могут быть:
- Ротационными. Такие вальцовые агрегаты гнут листы в процессе их передвижения между специальными валками. Ротационные станки бывают стационарными и переносными. Их применяют для изготовления малых количеств больших по длине и габаритам заготовок.
- Поворотными. Листовой металл в этих прессах гнется за счет наличия в их конструкции гибочных балок и двух плит – неподвижной снизу и поворотной сверху. Такое оборудование идеально годится для обработки изделий с не очень сложным рельефом и с небольшими геометрическими размерами.
- Обычные прессы с пневматическим либо гидравлическим приводом. Они подходят для производства массовых и мелкосерийных партий изделий. Изгиб листов в них выполняется между пуансоном и матрицей, что дает возможность работать даже с толстыми металлическими заготовками. Гидравлические листогибы эксплуатируются чаще, чем их пневматические «собратья».
Ротационное оборудование считается самым современным. Оно работает автоматически (смотрите видео). Для его использования оператору не нужно выполнять расчет требуемого для операции усилия. Станки с поворотной балкой также являются высокоавтоматизированными. Обычные же прессы требуют активного участия человека в работе. Оператор должен подавать листы по одному на станок, контролировать положение заготовки на матрице в строго определенном положении. Такое оборудование часто используется на небольших предприятиях, работающих с металлическими изделиями.
3 Самостоятельная ГЛМ – возможна ли она в домашних условиях?
Гибку тонколистового металла можно выполнять своими руками. Для этих целей совсем необязательно покупать дорогостоящие прессы или специальные листогибочные агрегаты. Простой способ ГЛМ требует наличия уголка из металла и обычной киянки. Заготовку нужно поместить на край уголка, выдвинуть часть листа, которую требуется загнуть, а затем аккуратными ударами молотка придать желаемый изгиб. Понятно, что данная методика точность загиба не гарантирует, даже если вы будете соблюдать все правила выполнения операции (учтете особенности материала, проведете расчет нагрузки и так далее).
Более качественные результаты гибочной процедуры можно достичь, используя автомобильный домкрат. Он позволяет весьма эффективно и точно осуществлять гибку арматуры, тонких и толстых листов, а также труб. Заготовку помещают на подводимую снизу выдвижную штангу. Упирают ее в зафиксированные сверху штыри, между которыми будет перемещаться штанга, выгибая по время движения листовую металлическую деталь или стальную трубу.
Также любой домашний мастер способен самостоятельно сконструировать удобный станок для сгибания ГЛМ. Для этого ему понадобятся следующие элементы:
- поверхность, выполняющая функцию рабочего стола;
- струбцины;
- 8-сантиметровый уголок;
- болты, рукоятки и петли;
- 8-сантиметровая стальная балка.
Основой конструкции станет двутавровый профиль из металла. К его верхней части следует присоединить при помощи болтов уголок, который нужен для удерживания листов при их изгибании. Под этим элементом при помощи агрегата для ручной дуговой сварки крепят три петли (подходят те, которые монтируются на металлические современные двери). С другой стороны их приваривают непосредственно к уголку.
К столу получившееся приспособление следует прижать двумя струбцинами. Стальной лист для гибки укладывают под прижимной уголок: откручивают его, а после размещения заготовки – ставят обратно. Обратите внимание – полностью демонтировать прижимной элемент не нужно. Его достаточно приподнять на высоту, которой достаточно для укладки под него металлического листа. Как это делается, хорошо видно на видео. Листовую заготовку монтируют между уголком и профилем и тщательно выравнивают по краю прижима.
Специалисты советуют немного усовершенствовать такую конструкцию, чтобы ее применение было максимально удобным. Для этого достаточно приварить две рукоятки к уголку. Они позволят без проблем поворачивать уголок, тогда сгибать листы будет быстрее и удобнее.
На таком простеньком агрегате вам станет доступна гибка тонколистового металла в домашних условиях. Большие по толщине листы самодельный станок, к сожалению, не осилит. Но в быту потребность в их сгибании возникает крайне редко.