Содержание
- Выбор и применение газового резака по металлу
- Разновидности агрегатов
- Строение горелки
- Использование резака
- Цена и ремонт
- Виды газовых резаков и как пользоваться резаком пропан+кислород
- Принцип действия и виды
- Что нужно знать про газовые резаки по металлу: портативные и обычные, про устройство и настройку
- Устройство газового резака
- Газовый резак по металлу: разновидности
- Настройка газового резака
- Газовый резак своими руками
- Газовый резак
- Устройство газового резака
- Разновидности газовых резаков
- Преимущества газового оборудования для резки:
- Газовый резак своими руками
- Как настроить газовый резак
Газовый резак по металлу компактный
Выбор и применение газового резака по металлу
[Газовый резак] относится к одной из разновидностей специального ручного агрегата для резки металла, которая производится с помощью его накаливания до высокой температуры.
В обиходе его называют автогеном или газовой горелкой.
Использование подобных аппаратов дает возможность разделять металлические листы на отдельные кусочки, как на большие, так и на маленькие (частицы могут быть и совсем мелкими, например, для ювелирной работы). Если вы задумали сделать ремонт, то без данного прибора будет сложно обойтись. Чтобы сделать верный выбор, необходимо обязательно знать характеристики резаков и то, как пользоваться тем или иным видом прибора.
Аппараты при этом бывают специальными и универсальными, которые в свою очередь также делятся на безэжекторные и эжекторные и имеют разные характеристики.
Разделение зависит от того, как смешивается кислород с горючим газом.
Если говорить о способе резки, то здесь также существует несколько разновидностей: копьевая, поверхностная, разделительная и кислородно-флюсовая.
Та или иная разновидность назначается в зависимости от типа горючего раствора, который задействован в работе.
Топливо для автогенов подается в газообразном состоянии и является источником их тепловой энергии.
Заправка может осуществляться пропаном, водородом, ацетиленом или даже парами керосина. Пропановый вариант является одним из наиболее популярных.
В основном газовые горелки применяют для монтажной работы на заводе или строительной площадке в промышленных целях, но для работы своими руками дома они тоже подходят (например, их применяют, производя ремонт машины).
В данном случае необходимо просто выбрать подходящий для вас тип горелки.
Разновидности агрегатов
Если вы задумали сделать ремонт и выбираете прибор, то следующая информация вас обязательно заинтересует.
Разновидностей резаков довольно много. Все они имеют разное устройство и характеристики.
Изучим наиболее популярные из них:
Кислородный аппарат представляет собой эжекторную установку, в которой горящую струю формирует поступающий под давлением кислород. Кислородный автоген считается одним из самых бюджетных аппаратов и вполне подходит для резки своими руками;
Керосиновый резак, как понятно из названия, работает при помощи паров керосина. Как правило, им пользуются при разрезании углеродистой стали толщиной не более 20 см. Для резки своими руками он почти не применяется, так как отличается сложным устройством и применяется в основном в промышленных работах (характеристики горелки позволяют использовать ее в угольной или горнодобывающей промышленности, под землей, в то время как пропановый или ацетиленовый резак там использовать нежелательно);
Пропановый аппарат применяется при резке изделий, в состав которых входят цветные и черные металлы разного состава (наиболее часто пропановый автоген используют при резке чугуна – батарей или труб). Профессионалы обращают внимание на безопасность и надежность, которые обеспечивает пропановый аппарат по сравнению с использованием других агрегатов. Поэтому, именно пропановый автоген наиболее часто используют при выполнении работ своими руками. Кроме этого, если вы применяете пропановый метод резки металла, то можете быть уверены, что эффективность и производительность вам обеспечены;
Ацетиленовой газовой горелкой пользуются, чтобы обрабатывать детали и листы, которые имеют большую толщину. На всех таких горелках стоят отдельные вентили, с помощью них можно ставить большую скорость и мощность подачи газа при работе. Существуют даже портативные резаки, для работы по металлу которых нужна ацетиленовая смесь. Так как благодаря ацетилену пламя достигает наибольшей температуры, то, несмотря на компактный размер аппарата, им можно резать даже очень толстый металл. Такой портативный резак чрезвычайно удобен для использования своими руками и связи с этим пользуется большим спросом.
Но все же, наибольшей популярностью пользуются универсальные эжекторные аппараты. Универсальные автогены могут разрезать металл в любую сторону и под любым наклоном.
При этом они чрезвычайно удобны в эксплуатации и отличаются небольшим весом. Одной из последних разработок производителей считается газовый резак с пьезоподжигом.
Он чрезвычайно удобен для использования своими руками, так как такое устройство включается одним нажатием на кнопку.
Но и стоит такой автоген довольно дорого, поэтому если вам нужен аппарат на недолгий срок и для небольшого объема резки металла, то покупка такой горелки будет неуместной и расточительной. Гораздо лучше купить мини-резак.
Мини-резак представляет собой разновидность портативного автогена для работы по металлу, но с еще меньшим размером.
По сути, мини-резак является зажигалкой, имеющей дюзу газового резака, которая располагается сверху аппарата.
При этом характеристики у аппарата довольно хорошие: мини-автоген имеет хороший напор пламени и достаточный размер резервуара для газа, что позволяет выполнять работу с ним даже при ветреной погоде.
Но здесь существует один нюанс: длительное горение может сильно нагреть верхнюю часть мини резака, и детали, сделанные из пластмассы, могут расплавиться, а провести их ремонт или замену в большинстве случаев не представляется возможным.
Мини-горелка имеет тот же принцип работы, что и агрегат стандартных размеров.
Но из-за того что, объем баллона с газом небольшой, его надо периодически заправлять (можно воспользоваться обычным цанговым баллоном).
Из минусов мини-горелки можно также отметить незначительную длину выходящего пламени, поэтому работы с некоторыми видами металла на них крайне неудобны.
В основном такие мини-аппараты используют ювелиры или мастера, производящие ремонт кондиционеров и холодильников, так как они очень удобны для работы своими руками с мелкими предметами.
В обиходе мини-горелку используют для розжига камина в частном доме или на даче.
Строение горелки
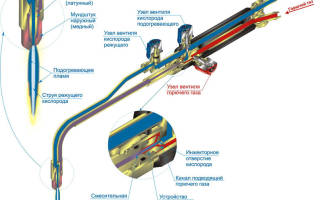
Строение самой горелки очень простое. Она включает в себя наконечник для подачи струи огня и ствол, по которому осуществляется подача газа.
Для крепления ствола на корпус резака используют обычную накидную гайку.
Сам ствол состоит из эжектора, входов с ниппелями (через них происходит подключение к автогену газовых рукавов), дюз, смесительной камеры и двух вентилей.
Несмотря на разные характеристики моделей аппаратов и отличия в их производительности, весе и габаритах, все они имеют однотипный принцип работы.
Вначале идет подача газов по шлангам (основного горючего и кислорода), которые подключены к небольшой камере.
В камере происходит смешивание газов, после они под давлением выходят через устройство выпуска (мундштук).
При этом можно контролировать скорость поступания смеси, и регулировать интенсивность горения и температуру. Регулировку обеспечивают два вентиля (по одному для каждого газа).
Струя огня, выходящая из горелки и попадающая на металл, начинает его быстро нагревать. Вследствие чего металл становится мягким, начинает плавиться и его можно легко разрезать.
Как видите, принцип работы очень прост.
Поэтому для осуществления работ по резке металла, не обязательно вызывать профессионалов, можно выполнить все и своими руками, соблюдая при этом меры пожарной безопасности.
На фото представлено строение горелки с обозначениями, чтобы вы могли наглядно все изучить перед началом работы.
Использование резака
Перед тем как начать пользоваться аппаратом по металлу, устройство необходимо подготовить.
Во-первых, смотрим, правильно ли подсоединены газовые шланги (шланг для подачи кислорода подсоединяется к штуцеру с правой резьбой, а шланг для подачи горючего газа к штуцеру с левой резьбой).
Во-вторых, подтягиваем все соединения и проверяем, насколько они герметичны, чтобы избежать утечки смеси во время выполнения работы.
Желательно провести смазку резиновых сальниковых уплотнителей вентилей с помощью специальной смазки или глицерина. Только после этого можно поджигать резак и начинать резать металл.
Последовательность чрезвычайно простая:
- открываем сначала вентиль с кислородом, потом вентиль с газом;
- поджигаем выходящую из устройства выпуска горючую смесь;
- регулируем струю пламени до необходимого размера и интенсивности с помощью вентилей;
- нагреваем металл, пока место нагрева не станет соломенного цвета;
- открываем вентиль с режущим кислородом и выполняем резку материала;
- завершив резку, перекрываем сначала газовый вентиль, затем кислородный;
- если наконечник сильно нагрелся, его можно опустить в холодную воду.
При работе следует быть чрезвычайно внимательными и не допускать ошибок.
Если вы выполняете резку своими руками, обязательно наденьте специальные перчатки и защитную маску.
Одежда при этом должная быть из натуральных материалов, желательно не надевать синтетику и легковоспламеняющиеся материалы при работе с огнем.
Обувь должна быть удобной, чтобы в ней можно было легко и быстро двигаться при возникновении непредвиденной ситуации.
Следует производить резку металла только на специально подготовленной обезжиренной поверхности.
Если кислород вступит в контакт даже с небольшим количеством масла, то процент возникновения взрыва крайне высок.
Поэтому ни в коем случае нельзя касаться баллона масляными руками! Курить во время работы в помещении также строжайше запрещено!
Не стоит паниковать, если во время работы у вас слетел или порвался шланг, подающий газ (так как газ идет под давление, такое иногда случается).
Те, кто сталкивается с этим впервые, в большинстве случаев пугаются громкого звука, возникающего в этот момент.
В этом случае следует максимально быстро перекрыть сначала пропан, а потом кислород.
После использования газовый резак следует хранить в специально отведенном месте, исключающем попадание масла и жира.
Редукторы при этом хранятся отдельно, а резак и сварочную горелку можно класть вместе.
Цена и ремонт
Сколько стоит подобный прибор? Узнать ответ на такой вопрос стримится каждый, кто задумал сделать ремонт своими руками.
Цена на газовый автоген может быть очень разной. На нее влияют страна производитель, фирма, вид, размер, характеристики и назначение аппарата.
Самая высокая цена считается у газовых горелок, произведенных в Южной Корее или Америке, так как они отличаются высоким качеством, и имеют большой гарантийный срок.
Самая низкая цена у китайских горелок, но и качество при этом оставляет желать лучшего.
При желании, вы вполне можете найти качественный аппарат, у которого будет приемлемая цена и хорошие характеристики, нужно только определиться, что именно для вас в приоритете — размер, производительность или назначение аппарата.
Если после покупки обнаружились какие-то проблемы с аппаратом, вы можете воспользоваться гарантийным талоном.
Продавец обязан произвести бесплатный ремонт в сервисном центре или поменять аппарат на другую аналогичную модель.
После окончания гарантийного срока при поломке автогена ремонт вы будете делать за свой счет.
Поэтому желательно покупать горелки проверенных производителей, чтобы в дальнейшем ремонт аппарата не обошелся дороже самой покупки. Цена на прибор — это не тот критерий, которым необходимо руководствоваться во время выбора резака.
Виды газовых резаков и как пользоваться резаком пропан+кислород
Для демонтажа металлоконструкций, раскроя любого вида проката перед механической обработкой или сваркой необходима резка металла. И если лист или профиль небольшой толщины можно разрезать механическим инструментом (с ручным, электрическим или гидравлическим приводом). То для работы с металлическими заготовками большой толщины нужен газовый резак, или на профессиональном сленге — автоген.
Конструкции разных моделей такого устройства могут лишь отличаться размерами или некоторыми деталями, но принцип работы у всех одинаковый.
Принцип действия и виды
Независимо от размеров автогена и вида разогревающей газовой смеси резка происходит за счет сгорания метала в струе чистого кислорода, нагнетаемого через сопло головки в рабочую зону.
Основное и принципиальное условие газовой резки — температура горения должна быть меньше температуры плавления. Иначе металл, не успев начать гореть, будет плавиться и стекать. Этому условию соответствуют низкоуглеродистые стали, а цветные металлы и чугун — нет.
Большинство легированных сталей также не поддаются газовой резке — есть ограничения по максимально допустимым дозам легирующих элементов, углерода и примесей, при превышении которых процесс горения металла в кислороде становится нестабильным или вообще прерывается.
Сам процесс резки можно разложить на две фазы:
- Разогрев ограниченной зоны детали до температуры, при которой металл начинает гореть. А для того, чтобы получить факел разогревающего пламени, часть технического кислорода в определенной пропорции смешивают с горючим газом.
- Сгорание (окисление) разогретого металла в струе кислорода и удаление продуктов горения из зоны реза.
Если рассматривать классификацию только ручных резаков, то принципиальное значение имеют следующие признаки:
- вид горючего, мощность и способ получения смеси газов для разогревающего пламени;
- классификация по виду горючего газа: ацетилен, пропан-бутан, метан, универсальный, МАФ.
Керосинорезы и бензорезы хоть и имеют то же назначение относятся к жидкотопливным резакам.
- По мощности: малая (резка металла толщиной от 3 до 100 мм) — маркировка Р1, средняя (до 200 мм) — Р2, высокая (до 300 мм) — Р3. Есть образцы с повышенной толщиной резки — до 500 мм.
- По способу получения горючего газа: инжекторные и безинжекторные.
И если первый признак влияет лишь на температуру разогревающего пламени, а мощность — на предельную толщину металла, то третий признак определяется конструкцией резака.
Конструкция
1. Инжекторный или двухтрубный, газовый резак — это наиболее распространенный тип конструкции. Технический кислород в резаке разделяется на два потока.
Часть потока по верхней трубке движется в головку наконечника и с высокой скоростью выходит через центральное сопло внутреннего мундштука. Эта часть конструкции отвечает за режущую фазу процесса. Регулировочный вентиль или рычажный клапан вынесен за пределы корпуса.
Другая часть поступает в инжектор. Принцип работы которого заключается в том, что инжектируемый газ (кислород), выходя в камеру смешения под высоким давлением и с высокой скоростью, создает там зону разрежения и через периферийные отверстия втягивает горючий (эжектируемый) газ. Благодаря смешению, происходит выравнивание скоростей, и на выходе камеры образуется поток смеси газов со скоростью ниже, чем у инжектируемого кислорода, но выше, чем у эжектируемого горючего газа.
Далее смесь газов движется по нижней трубке в головку наконечника, выходит через сопла между внутренним и внешним мундштуком, и формирует факел разогревающего пламени. Каждый канал имеет свой вентиль на корпусе, которым регулируют подачу кислорода и горючего газа в инжектор.
2. Безинжекторный, или трехтрубный резак имеет более сложную конструкцию — оба кислородных потока и газ поступают к головке по отдельным трубкам.
Смешение подогревающей смеси происходит внутри головки. Но именно отсутствие камеры смешения обеспечивает более высокий уровень безопасности, не создает условий для «обратного удара» (распространению горящих газов в каналах резака и трубах в обратном направлении).
Помимо более сложной конструкции и высокой цены, недостатком трехтрубного газового резака считается то, что для его стабильной работы необходимо более высокое давление горючего газа (здесь нет эффекта эжекции и увеличения скорости потока).
Размеры и вес
Размеры ручного инжекторного газового резака оговорены стандартом ГОСТ 5191-79 и зависят от его мощности:
- у Р1 — до 500 мм;
- у Р2 и Р3 они лежат в пределах 580 мм. Но выпускают и «удлиненные» модели для работы в особых условиях.
Есть ограничения по весу для каждой категории мощности: 1.0 и 1.3 кг соответственно для Р1 и Р2/Р3.
Этот же ГОСТ определяет, что тип Р3 — это резак кислородно-пропановый, а Р1 и Р2 могут работать на любом виде горючего газа.
Есть отдельная категория ручного инжекторного инструмента для кислородной резки — вставные резаки, которые имеют маркировку РВ.
По ГОСТу их определяют как наконечники для резки к сварочной горелке. Отличие конструкции в том, что разделение кислорода и смешение горючей смеси происходит в наконечнике, а он имеет гораздо меньшие размеры и вес, чем резак. Так вес РВ1 имеет верхнюю границу в 0.6 кг, а РВ2 и РВ3 — 0.7 кг.
Но вряд ли можно назвать такой газовый резак по металлу компактным — в рабочем положении в сборе с корпусом от горелки его размеры и вес будут не меньше, чем у специализированного инструмента. Преимущество лишь в том, что можно купить горелку в комплекте с наконечниками разных типов (сварки и резки), а весь комплект будет помещаться в небольшом кейсе. Или приобрести к уже имеющейся горелке вставной резак.
Но и тут есть один нюанс. Пропан стоит намного дешевле ацетилена. Поэтому стоимость эксплуатации ацетиленового резака будет существенно выше, чем кислородно-пропанового. А для сварки металла лучше ацетиленовая горелка, у которой температура пламени выше на 300-400 чем у кислородно-пропановой (у чисто пропановой горелки температура меньше 2000C).
Компактность же всего «поста» для ручной газовой резки может быть обеспечена лишь за счет емкости баллонов с газами.
Портативные газовые резаки
В последнее время можно увидеть предложения по продаже портативных газовых резаков, которые представляют собой насадку к небольшому цанговому баллону с газом.
Но хоть их позиционируют как резаки, по сути это горелки. Температура факела большинства из них не превышает 1300C. Хотя есть «профессиональные» цанговые портативные резаки с температурой факела 2000—2500C (например, Kovea KT-2610 при работе с газовой смесью MAPP US), а это уже близко к температуре разогревающего пламени кислородно-пропанового резака — 2700—2800C.
Но в любом случае для создания условий «горения» стали нет главного режущего компонента — струи кислорода, благодаря которому и происходит окисление металла.
Портативными резаками можно резать легкоплавкие металлы и сплавы: олово, алюминий, латунь, бронзу, медь. Но и для них речь идет не о резке, а о плавке. Поэтому их чаще используют, чтобы запаять или сварить небольшие детали из цветных металлов (например, при ремонте кондиционеров и холодильников), а резать можно ручным электрическим инструментом.
На что обратить внимание при выборе газового резака
Если «идти» от шлангов к головке важно следующее:
- ниппели из латуни служат дольше, чем алюминиевые;
- материал рукоятки должен быть алюминиевым, пластиковые накладки менее долговечны и могут «поплыть»;
- вентили должны вращаться с небольшим усилием;
- рекомендованный диаметр рукоятки вентиля режущего кислорода — не менее 40 мм;
- рычажные модели более удобны в эксплуатации и позволяют экономить газ;
- шпиндели вентилей: из нержавейки — самые надежные (до 15000 циклов), из латуни — быстро выходят из строя (около 500 циклов), комбинированные — имеют «средние» показатели;
- материал корпуса и трубок — нержавейка, латунь, медь;
- у ацетиленовых резаков детали, соприкасающиеся с горючим газом до камеры смешения, не должны быть изготовлены из меди или сплавов с ее содержанием выше 65%;
- разборная конструкция позволяет ремонтировать резак, проводить чистку инжекторного узла, трубок наконечника;
- наружный мундштук только из меди;
- внутренний мундштук ацетиленового резака — медь, кислородно-пропанового — может быть сделан из латуни;
- к выбранной модели у продавца должны быть в ассортименте запасные части и расходные детали.
Как пользоваться кислородно-пропановым резаком
- работа с резаком должна проходить в маске сварщика (или специальных очках);
- рекомендованы одежда и рабочие перчатки с огнеупорными (негорючими) свойствами;
- пламя автогена должно смотреть в сторону по отношению к подводящим шлангам, а шланги не должны мешать работе резчика;
- баллоны с газом располагают не ближе пяти метров к месту работы;
- резку металла проводят либо на открытом воздухе, либо в хорошо проветриваемом помещении.
После длительного перерыва или при первом запуске нового инжекторного резака надо убедиться, что каналы «чистые» и кислород в инжекторе создает необходимый уровень разрежения для подсоса горючего газа.
Вначале при закрытых вентилях на резаке и на баллонах с резака снимают шланг с пропаном. Затем на баллоне с кислородом устанавливают рабочее давление и открывают на резаке вентиль подогревающего кислорода и газа. Проверку работоспособности инжектора проверяют приложив палец к ниппелю горючего газа — должно ощущаться всасывание воздуха в отверстие ниппеля.
После этого кислород закрывают и подключают к резаку шланг с пропаном.
Последовательность операций при работе с резаком:
- выставляют на баллоне с кислородом рабочее давление;
- выставляют на баллоне с пропаном рабочее давление (приблизительно в 10 раз меньше, чем давление кислорода для двухтрубного резака или в 5 раз — для трехтрубного);
- приоткрывают вентиль подогревающего кислорода и газа, зажигают горючий газ и вентилями формируют необходимый для работы факел разогревающего пламени;
- резак готов к работе и резка металла проходит при открытом вентиле режущего кислорода.
Гасят резак в следующей последовательности:
- закрывают вентиль режущего кислорода;
- перекрывают вентили разогревающего пламени — первым горючий газ, затем кислород;
- перекрывают вентили на баллонах;
- сбрасывают газ из шлангов, поочередно открывая и закрывая на резаке оба вентиля разогревающей смеси.
Что нужно знать про газовые резаки по металлу: портативные и обычные, про устройство и настройку
Главная страница » Металлообработка » Газовая резка металла » Что нужно знать про газовые резаки по металлу: портативные и обычные, про устройство и настройку
Газовые резаки служат для раскроя металлических листов, деталей и узлов на отдельные части самого разного размера, вплоть до мелких заготовок для украшений.
Такое оборудование широко используется для выполнения следующих работ:
- подготовительных на заготовительных участках металлообрабатывающего производства (от изготовления ювелирных изделий до тяжёлого машиностроения);
- ремонтных: от ремонта жилья до ремонта автомобилей;
- при строительстве самых разных объектов и т. п.
Устройство газового резака
Принцип действия заключается в сгорании металла обрабатываемой детали в струе химически чистого кислорода. Продукты окисления из зоны реза выдуваются этой же струёй.
Для обеспечения этого процесса, газовый резак по металлу имеет следующую конструкцию:
Устройство газового резака. Ист. http://rezhemmetall.ru/gazovyj-rezak-po-metallu.html.
Пояснение к рисунку. Ствол состоит из следующих узлов:
- рукоятка с ниппелями для присоединения кислородного и газового рукавов;
- корпус с регулировочными газовым и кислородным вентилями. В его состав, также, входят:
- инжектор;
- смесительная камера;
- трубки подачи кислорода и горючего газа.
Ствол присоединяется к корпусу накидной гайкой. Конструкция наконечника приведена на рисунке.
Устройство головки. Ист. http://rezhemmetall.ru/gazovyj-rezak-po-metallu.html.
Он состоит из внутреннего (латунного) и внешнего (медного) мундштуков.
Конструкция смесительной камеры интуитивно понятна из рисунка.
Устройство смесительной камеры. Ист. http://rezhemmetall.ru/gazovyj-rezak-po-metallu.html.
Газовая горелка: резак кислородный
Из баллона с редуктором через шланг с ниппелями кислород поступает в резак. В его корпусе он разветвляется по двум каналам:
- одна часть газа проходит через вентиль и попадает в инжектор. Из него она выходит с большой скоростью и, создавая разрежение, подсасывает горючий газ. В результате, в смесительной камере образуется горючая смесь. Она, проходя через зазор между внутренним и наружным мундштуками, сгорает и образует подогревающее пламя;
- вторая часть кислорода поступает через вентиль в трубку режущего газа. Выйдя через центральный канал внутреннего мундштука, она образует режущую струю.
Таким образом, для получения качественного реза необходимо:
- применять сопло и мундштук «правильного» (соответствующего марке и толщине обрабатываемого материала) размера;
- давление газа должно соответствовать толщине обрабатываемого материала;
- необходимы постоянный уход и чистка каналов сопла. Эту чистку рекомендуется производить медными прутками.
Газовый резак по металлу: разновидности
Газовые резаки подразделяются на виды по различным параметрам. Основные из них следующие:
- по разновидности горючего газа:
- ацетилен;
- метан;
- пропан-бутан и т. п.
- по принципу смешения кислорода с горючими газами:
- безинжекторные;
- инжекторные;
- по основному назначению:
- для резки под водой;
- для резки толстого материала;
- для прорезания отверстий;
- универсальные;
- по виду резки:
- копьевые;
- кислородно-флюсовые;
- поверхностные;
- разделительные.
В настоящее время наиболее популярны газовые резаки универсального типа. Их отличают следующие положительные качества – они:
- осуществляют резку в любом направлении при толщине материала, мм: 3…300;
- достаточно просты в эксплуатации;
- весьма устойчивы;
- хорошо выдерживают обратные удары;
- имеют небольшую массу.
Пропановый
Газовым пропановым резаком можно производить раскрой металла толщиной листа до 300 мм. Оборудование обладает целым набором технических характеристик, способствующих его длительной эксплуатации. Многие детали являются легко сменными и, при необходимости, могут быть заменены прямо в процессе производства работ (не покидая рабочего объекта). В большинстве случаев, возможна замена на аналоги. Кроме того, пропан имеет сравнительно невысокую стоимость. Это делает ещё более выгодным использование пропановых резаков.
В качестве примера рассмотрим пропановые горелки «Маяк 2-01» и «РС-3П».
«Маяк 2-01» используется для ручной разделительной, кислородной резки низколегированных и углеродистых сталей.
Его технические характеристики:
- толщина разрезаемой стали, мм: 3…100;
- горючий газ: пропан;
- диаметр рукава, мм: 9/9;
- длина, мм: 580;
- масса, кг: 1,3.
Комплект поставки пропановых мундштуков:
- наружный №1;
- внутренний №1(для резки металла толщиной, мм: 8…15) – установлен на резаке;
- в комплекте ЗИП:
- №2 (15…30 мм);
- №3 (30…50 мм);
- №4 (50…100 мм).
«РС-3П» – это газокислородный, инжекторный гаджет, предназначенный для ручной резки низколегированных и углеродистых сталей.
Его технические характеристики:
- толщина разрезаемой стали, мм: ≤ 200;
- применяемый газ: пропан / метан;
- длина, мм: 500;
- климатическое исполнение: УХЛ 1 и Т 1 по ГОСТ 15150;
- температура эксплуатации, °С:
- при работе на ацетилене: + 45…минус 40;
- при работе на пропан-бутане: +45ºС…минус 15;
- масса, кг: 1,05.
Ацетиленовый
Резаки ацетиленовые предназначены для ручной разделительной, кислородно-ацетиленовой резки углеродистых и низколегированных сталей. Классические – это резаки инжекторного типа:
Смешивание газов в них происходит в инжекторной камере, которая расположена около ручки.
Толщина разрезаемого этим оборудованием металла зависит от номера мундштуков на резаке:
- типа Р1 (например «Р1-01») комплектуются мундштуками, позволяющими резать металл толщиной до 50 мм;
- типа Р2 («Р2-01», «Маяк-1-01») комплектуются мундштуками, обеспечивающими раскрой металла толщиной до 200мм.
Газовый резак портативный
Многие имели возможность наблюдать нелёгкий труд газосварщиков, перевозящих на разнообразных тележках к рабочему месту большие и неподъемные баллоны с горючим газом и кислородом. Для создания мобильности, резак подсоединяется к баллонам посредством длинных шлангов. Неудобно и довольно тяжело работать с таким аппаратом. Причём, наибольшее неудобство создают именно эти длинные шланги.
Совершенно другое дело, если в вашем распоряжении небольшой переносной, инжекторного типа газовый резак портативный. Его перемещает с места на место 1 человек. При необходимости он может поднять его на значительную высоту. В комплект такого гаджета входит:
- газосварочная горелка либо резак;
- короткие шланги длиной до 5 метров;
- 2 кислородных баллона ёмкостью по 5 литров;
- 1 пропановый баллон, емкость которого может быть: 2, 3 или 5 литров.
Баллон с кислородом и горючим газом.
Широко распространены газовые резаки, имеющие крепление непосредственно на баллоне. Они, осуществляя нагрев поверхности до Т = 1300 °С, часто применяются в различных бытовых целях (например, для сварки металлов с низкой температурой плавления). Создаваемая ими температура нагрева достаточна для размягчения следующих металлов:
Для комфортной эксплуатации газовые резаки комплектуются креплением на баллончик и оснащаются пьезоподжигом. Эти гаджеты автономны и компактны. Благодаря чему их удобно использовать и на улице, и в гараже. Устройства весьма универсальны:
- ими удобно разжигать костёр на открытом воздухе в пасмурную погоду;
- они используются для разогрева замерзшего навесного замка в воротах загородного дома или дачи и во многих других случаях.
Безинжекторная модель газового резака, портативный газовый резак по металлу
Полезное видео
Посмотрите ролик, по классификации резаков:
Настройка газового резака
Приступая к работе, следует произвести сборку оборудования и проверку его работоспособности в соответствии с «Инструкцией по эксплуатации». Только после этого можно приступать к процессу обработки металла.
- продувать кислородом рукав для пропана;
- менять рукава между собой.
Если вы не имеете доступа к «Инструкции», то действуйте в следующей последовательности. Перед сборкой необходимо произвести внешний осмотр узлов и деталей:
- проверьте состояние всех резиновых прокладок. При наличии малейших дефектов, они подлежат замене;
- внимательно осмотрите кислородный вентиль. На его поверхности не допускаются малейшие следы масла или жира – их наличие может привести к взрыву;
- внимательно осмотрите штуцера. Штуцер с горючим газом должен иметь клапан обратного удара. Дефекты на штуцерах следует аккуратно править «бархатным» напильником. Если этого не сделать, то резиновая прокладка редуктора будет «травить» со всеми вытекающими последствиями.
После осмотра следует установить редукторы:
- синий – на баллон с кислородом;
- красный — на баллон с пропаном.
Если резак с инжекцией, то следует проверить её работоспособность:
- проверка производится до подключения рукава горючего газа;
- кислородный рукав подсоединяется к соответствующему штуцеру;
- открыть вентиль кислородного редуктора;
- открыть на резаке вентили кислорода и горючего газа;
- прислонить палец к штуцеру горючего газа. Если всё работает, то его должно «засасывать». В этом случае не будет обратного удара.
Далее, устанавливается шланг с пропаном и подключается газ. Соотношение пропана и кислорода устанавливается: 1:10. Например, если давление кислорода 5 атм., то пропана нужно задавать 0.5 атм.
Открывать и прекращать подачу газа необходимо в следующей последовательности:
- открыть на 0,5 оборота каждый вентили кислорода и горючего газа (последовательность менять нельзя). Поджечь смесь;
- поднести факел к металлу и добавлять кислород до появления «коронки»;
- по окончании работы: первым прекращается подача горючего газа, затем – кислорода (последовательность менять нельзя).
Газовый резак своими руками
Предлагается вариант компактного и простого, но достаточно эффективного газового резака. Он с лёгкостью плавит и режет медные провода и за короткое время (секунды) раскаляет листовой металл. На этом примере можно понять принцип построения более мощного самодельного гаджета и, при остром желании, создать его.
Для его изготовления потребуются:
- две большие медицинские капельницы;
- игла для накачивания мячей (волейбольных/футбольных);
- аквариумный компрессор. Возможна замена пластиковой двухлитровой бутылкой;
- баллон для заправки газовых зажигалок пропаном;
- медная проволока;
- укомплектованный (подставка с ванночками, припой, флюс и т. п.) паяльник;
- термо-пистолет (термо-клей);
- съемный сосок для автомобильной камеры;
- тонкий надфиль или мелкозернистый наждачный камень.
Принцип действия аппарата, после прочтения статьи, будет интуитивно понятен из рисунка.
Газовый резак своими руками. Ист. http://www.lifetweaks.ru/dlya-avtolyubitelya/gazovyj-mini-rezak-svoimi-rukami/.
В большой игле делаем отверстие (надрез) и пропускаем через него изогнутую медицинскую (острый её кончик стачиваем). Это место для герметизации заматываем медной проволокой и запаиваем (уже напоминает газовую горелку?). Осталось обеспечить подачу воздуха от компрессора и пропана от баллона. Зажимы-ограничители на трубках капельницы будут осуществлять регулировку пламени резака. Остальное предлагаем вам продумать самостоятельно и у вас получится газовый резак своими руками.
Где купить
Для приобретения советуем посетить вот этот раздел интернет магазина “Все инструменты”.
Газовый резак
Резка с помощью газа – операция не столь сложная, в сравнении с другими работами, поэтому для ее выполнения не нужны высокие квалификации. Для ее выполнения чаще других используется пропановый резак, поскольку газ имеет невысокую стоимость и весьма эффективен в работе. Этим оборудованием режут металлические листы, различной толщины, узлы и детали, вплоть до заготовок ювелирных украшений. Газовый резак по металлу широко используется, как на производстве, так и в быту. Оборудование действует за счет сгорания обрабатываемого материала, окислы выдуваются с помощью струи газа.
Устройство газового резака
Резак газовый представляет собой конструкцию из ствола и наконечника. Если наконечник имеет локальную конструкцию, то ствол состоит из следующих элементов:
- рукоять, обустроенная ниппелями, для соединения с газовым и кислородным рукавом;
- корпус с вентилями регуляции;
- смесительная камера;
- инжектор;
- трубы для подачи газовых сред.
Ствол крепится к корпусу с помощью накидной гайки.
Разновидности газовых резаков
Данное оборудование принято классифицировать по нескольким критериям.
По виду рабочего газа:
- ацетиленовый;
- пропановый;
- метановый и другие.
По технологии смешивания газов и кислорода:
- универсальные;
- для работы под водой;
- для формирования отверстий;
- для разрезания толстых металлических листов и другие.
По видам резания:
- кислородно-флюсовый;
- разделительный;
- копьевый;
- поверхностный.
Преимущества газового оборудования для резки:
- резание в любом направлении металлических изделий и листов, толщиной до 30 см;
- компактный газовый резак прост в использовании;
- оборудование устойчиво;
- устройство имеет компактные размеры и небольшую массу, существуют мини модели;
- устройства прекрасно выдерживают удары обратного направления;
- невысокая стоимость готового оборудования позволяет иметь свой резак каждому домашнему мастеру;
- простая конструкция позволяет сделать резак своими руками;
- простая настройка интенсивности работы горелки.
Это оборудование имеет набор характеристик, которые обеспечивают продолжительную и надежную эксплуатацию, в том числе легкая заменимость всех элементов. Допустима установка аналоговых запасных частей. Газовый резак мини
Мини газовый резак по металлу представляет собой модель портативного автогена или зажигалки с дюзой резака. Работает устройство по тождественному принципу. После нажатия на клапан газ протекает через маленькое отверстие и попадает в дюзу уже с ускорением. Струя поджигается пьезоэлементом, образуется пламя, которое приобретает форму конуса. Портативный газовый резак нагревается незначительно, ее можно спокойно держать голой рукой. Газ довольно быстро заканчивается, поскольку емкость для него – небольшая. Зарядка портативного газового резака выполняется от цангового баллона.
Газовый резак своими руками
Переносной газовый резак имеет простую конструкцию, что позволяет мастерам делать их своими руками. Для работы вам понадобятся:
- обычная капельница, которую можно приобрести в любой аптеке;
- игра для накачивания спортивного мяча, оптимально – футбольного, будет использована в качестве наконечника;
- бутылка из пластика;
- баллон для газа можно демонтировать из зажигалки;
- проволока из меди;
- термопистолет;
- набор инструментов.
Процесс изготовления резака своими руками выполняется последовательно:
- на игле от мяча нужно сделать напильником надрез на расстоянии 1,5-2 см от конца;
- у иглы от капельницы, которая будет подавать воздух, нужно отрезать острый конец, а затем на расстоянии 2 см от края, загнуть под углом в 45 градусов и вставить в надрез, сделанный на игле для мяча;
- две иглы фиксируют между собой с помощью проволоки, паяльника и олова;
- капельницу надевают на концы иголок, при этом демонтировать колесики не нужно, впоследствии они станут регулировочными вентилями;
- затем нужно сделать сопло резака своими руками, здесь придется немного поусердствовать, поскольку диаметр капельницы меньше, чем у этого элемента;
- далее нужно сделать своими руками баллон для воздуха из 1,5-2-литровой пластиковой бутылки, для этого на ее дне нужно сделать отверстие для соска автошины, который закрепляется гайкой;
- герметичность можно обеспечить любым клейким составом, выдерживающим высокие температуры;
- в верхней части бутылки делается отверстие под капельницу, куда капельница и устанавливается – это система подачи сжатого воздуха;
- аналогично устанавливается емкость на иглу для накачки мяча – это система подачи газа;
- ограничители капельницы приоткрываются, поджигается выходящий газ, пламя нужно отрегулировать до голубого цвета, что обозначает температурный режим в 1,5 тысячи градусов;
- таким пламенем можно резать метал, толщиной в 1 мм.
Не стоит думать, что данная конструкция – одноразовая. При правильном уходе она прослужит вам годы.
Как настроить газовый резак
Данное оборудование собирается и настраивается легко, но если вы новичок, лучше проконсультироваться со специалистами, например, на форумах. Основное – это соблюдать технику безопасности. Обычный резак собирается следующим образом:
- Сначала устанавливаются редукторы. Синий – для кислородного баллона. Здесь нужно осмотреть вентиль на предмет масленых следов, наличие которых может привести к взрыву. Красный редуктор предназначен для баллона с газом. Обязательно проверьте состояние прокладок.
- Проверьте штуцер на целостность и отсутствие дефектов, при необходимости его можно поправить напильником.
- Подобрать трубки согласно резьбе, также осмотреть на предмет дефектов. Они соединяются с редукторами посредством хомутов. Следует помнить, что кислородный шланг нельзя продувать газом, и – наоборот. Также запрещено менять их.
- На штуцер нужно установить клапан удара.
- Если резак инжекторный, нужно проверить инжекцию, это можно сделать пальцем, если он притягивается на штуцере – все в порядке.
- Далее соединяют трубку с газом. При работе с пропаном устанавливается давление 0,5. Соотношение кислорода рассчитывается, как 1/10.
- Приоткрывается кислород и пропан, смесь газов поджигается.
- Теперь нужно поднести пламя к металлу и добавить кислород, до момента, когда появляются коронки.
При завершении работы вентили нужно закрыть. Если в процессе резки пламя затухнет, нужно отключить приток пропана, а подачу кислорода увеличить на несколько секунд. Поскольку, если перекрыть кислород – создается взрывоопасная ситуация.