Содержание
- Алюминиевое литье на заказ
- Гравитационное литье
- Машины для гравитационной заливки
- Литье под низким давлением
- Литье алюминия под низким давлением
- Алюминиевое литье
- Алюминиевое литье под давлением в ООО «НТЦ-БУЛАТ»
- 4 факта об изготовлении изделий ООО «НТЦ-БУЛАТ»
- Литьё под давлением алюминиевых сплавов — какие сплавы лучше?
- Что такое литье алюминия под давлением сегодня?
- Для чего в алюминиевом литье используется давление?
- Машины для литья под низким давлением
- Алюминиевое литье
- Алюминиевое литье под давлением в ООО «НТЦ-БУЛАТ»
- 4 факта об изготовлении изделий ООО «НТЦ-БУЛАТ»
- Литьё под давлением алюминиевых сплавов — какие сплавы лучше?
- Что такое литье алюминия под давлением сегодня?
- Для чего в алюминиевом литье используется давление?
Литье алюминия под низким давлением
Алюминиевое литье на заказ
- Главная
- Услуги
- Алюминиевое литьё
ООО «Виком-ВИЛС» обладает несколькими методами литья алюминия и цинка, которые используются на производстве.
- Литье различных корпусных деталей в кокиль из сплавов системы Al-Si и Zn весом от 600 грамм до 120 кг и габаритами 100х100х20мм до 1000х600х400мм.
- Литье в металлическую форму(кокиль) осуществляем на машинах активного гравитационного литья, и на машинах литья низкого давление. Возможно применение песчаных стержней для формирования сложных внутренних полостей.
Гравитационное литье
Кокильные машины активного гравитационного литья в автоматическом цикле наклоняют форму под заданный угол, а затем по мере заполнения расплавом с заданной скоростью возвращают в вертикальное положение.
Этим обеспечивают ламинарное заполнение формы расплавом.
Машины для гравитационной заливки
Гравитационная заливка — классическая литейная технология. Известна уже на протяжении тысячелетий, но до сих пор имеет потенциал для совершенствования. Разработка DIESSA благодаря модульной конструкции особенно ориентирована на наше предприятие, где необходима универсальность и возможность перенастройки оборудования для выполнения самых разных задач.
Для тех, кому важна гибкость и возможность применения оборудования для изготовления отливок разных категорий сложности. Переналадка осуществляется без значительных затрат времени. После монтажа дополнительных приводов полуформ и стержней базовая литейная машина становится пригодной для изготовления высоко сложного литья.
На машине «в такт» приводятся 2 разных кокиля, что вдвое увеличивает производительность без увеличения персонала и занимаемой площади.
ООО «Виком-ВИЛС» освоено кокильное литье под низким давлением с применением песчаных стержней.
Литейные стержни – это устанавливаемые в формы отъёмные формообразующие элементы, необходимые для образования полостей или отверстий требуемой конфигурации, а также иных сложных контуров, в том числе и участков наружных поверхностей. Литейные стержни фиксируют с помощью выступов, входящих в соответствующие впадины в форме и называемых стержневыми знаками. Конфигурация и размеры стержневых знаков должны обеспечивать удобство установки и устойчивое крепление стержней в форме.
Литейные стержни изготавливают с помощью стержневых ящиков, в которых производят формовку специальной стержневой смеси, основой которой является кварцевый песок с различным связующим (например, синтетической смолой или жидким стеклом). В процессе изготовления стержня внутри него металлической иглой обычно делают вентиляционный канал, служащий для лучшего удаления газов, образующихся при контакте с расплавленным металлом в процессе литья.
Стержни сложной формы могут состоять из двух и более частей, которые могут как предварительно склеиваться друг с другом, так и вставляться одна в другую в процессе сборки литейной формы.
Литье под низким давлением
Машины литья под низким давлением позволяют:
- Механизировать смыкание кокиля.
- Механизировать заполнение кокиля расплавом.
- Автоматизировать управление скоростью заполнения расплавом формы для исключения турбуленции и вторичных образований шлаков.
- Автоматизировать поддержание температуры ºС расплава в печи машины.
- Осуществлять подавливание расплава подпитки формы в процессе кристаллизационной усадки металла.
- Автоматизировать охлаждение нужных зон отливки для управления кристаллизацией.
- Обеспечить повторяемость характеристик у партий литья за счет сохранения программы управления давлением температурой ºС , моментом включения и длительностью работы контуров охлаждения и других параметров находящихся в памяти машины именно для этой отливки.
Литье под низким давлением в кокиль позволяет получить гидро — и газоплотные отливки с более высокими механическими свойствами в сравнении с песчаными разовыми формами, имеющими высокую газотворность.
Литьё под низким давлением — управляемое заполнение, направленная кристаллизация, высокая экономическая эффективность
Функциональная схема: литьё под низким давлением в кокиль (лев.), в стержневые пакеты (пр.)
Литьё под низким давлением предназначено для удовлетворения наивысших требований к качеству. В печи создаётся давление, при этом жидкий алюминий по металлопроводу попадает в кокиль. Благодаря контролируемому и прежде всего всего равномерному повышению давления полость формы заполняется медленно, а также исключается образование оксидной плёнки, возникновение холодных течений и опасности газовых включений.
Во время кристаллизации металла отливки давление в печи обеспечивает уверенную подпитку отливки металлом. Применением литейно-технических мероприятий и целевым использованием охлаждения кокиля достигается идеал — направленное застывание.
С инновационной литниковой камерой KURTZ предлагает небывалую гибкость заполнения и подпитки отливки благодаря технологии литья под низким давлением — независимо от геометрии изготавливаемых деталей и без дополнительного подвода тепла. При этом количество литников не ограничено и возможно применение множества локально действующих каналов малых сечений. Как и ранее оправдано и применение одного или нескольких металлопроводов.
Дальнейшее преимущество технологии литья под низким давлением — уменьшение количества материала на литниковую систему. Это можно продемонстрировать на примере корпуса компрессора. При литье под низким давлением можно рассчитывать на более низкие затраты на зачистку, обработку и повторный расплав возвратного материала. Кроме того, как правило, увеличивается производительность машины, т.к. обеспечивается лучшая повторяемость процесса и снижается влияние внешних факторов
Расплав на участок литья поступает с плавильного участка, оснащенного наклонными тигельными газовыми печами, а так же установкой для рафинирования и модифицирования сплава.
Литье алюминия под низким давлением
К концу 1980-х годов в институте была разработана технология и оборудование литья под низким давлением из алюминиевых сплавов, обеспечивающие стабильное качество отливок при минимальных затратах. За прошедшие годы были разработаны и внедрены технологии изготовления более 100 единиц сложных и особо сложных отливок массой от 0,5 до 200 кг на 14 заводах России. Установки были поставлены во Вьетнам и Иран.
Институт был и остается единственным в России разработчиком и производителем такого оборудования.
Созданные машины отличаются универсальностью и способностью к переналадке.
“УралНИТИ” проводит весь цикл подготовки производства заготовок методом ЛНД:
- отработка технологичности конструкции детали;
- разработка проекта оснастки и ее изготовление;
- отработка технологии;
- изготовление партии деталей;
- запуск изготовления заготовок на производстве заказчика
Технология и оборудование для литья под низким давлением
Литье под низким давлением — один из наиболее прогрессивных способов литья, позволяющий получать высококачественные литые заготовки.
Сущность метода заключается в том, что на жидкий металл, находящийся в герметическом тигле, подается избыточное давление (1,0 атм), под воздействием которого металл по металлопроводу поднимается вверх и заполняет полость литейной формы.
ОАО «УралНИТИ» разработана технология изготовления наиболее сложных и ответственных отливок различного габарита (картера и детали трансмиссии гусеничных машин, колеса гидротрансформаторов, мотоблоки, картера и корпуса для транспортных машин, крыльчатки, направляющие, поршни, головки цилиндров и т.д.) и создана гамма высокопроизводительных и быстродействующих машин (более 10 типов) литья под низким давлением (ЛНД), позволяющих изготавливать из алюминиевых сплавов мелкие, средние, крупные и особо крупные отливки развесом от 0.5 до 200 кг.
Созданные машины позволяют полностью механизировать процесс получения литой заготовки, начиная от закрытия металлической формы и заполнения ее металлом, заканчивая извлечением отливки и укладки ее в тару.
Разработанные и изготовленные институтом машины ЛНД успешно работают на многих заводах Российской Федерации, на которых изготавливаются вышеуказанные детали (ОАО «Курганмашзавод», ГУП ПО «Уралвагонзавод» и т. д.).
Применение технологии изготовления отливок литьем под низким давлением на разработанных институтом машинах позволяет:
- поднять коэффициент использования металла до 0,8-0,85; выход годного — 90%; снизить брак по пористости и повысить механические свойства отливок в сравнении с кокильным на 10…15%;
- получать тонкостенные и толстостенные отливки различной протяженности благодаря возможности регулирования в широких пределах (от 10 мм/сек до 400 мм/сек) скорость заполнения формы металлом;
- полностью механизировать процесс получения отливок любой сложности и габаритов, что обеспечивается наличием вертикального и горизонтального разъемов на машине мелкого и среднего литья, двух вертикальных и одного горизонтального — на машинах крупного литья, вертикального и горизонтального разъемов и выкатного стола (последний выкатывает поддон вне зоны кокильного станка, давая возможность любым грузоподъемным устройством удалять отливку из кокиля, и позволяет, при наличии песчаных стержней, их удобно устанавливать в поддон) на машинах особо крупного литья.
- наличие на машинах ЛНД резервных золотников обеспечивает механизированное извлечение металлических стержней технологическими гидроцилиндрами.
- качественно производить рафинирование и модифицирование металла, удобно счищать шлак, что обеспечивается наличием на машинах выкатных тигельных и набивных электропечей.
Машины ЛНД легко встраиваются в действующие литейные цехи из-за их малых габаритов и простоты изготовления. Машины надежны в эксплуатации.
Установка для литья алюминиевых сплавов под низким давлением
Создано 15 типоразмеров высокопроизводительных машин литья под низким давлением, которые позволяют изготавливать широкую номенклатуру заготовок сложного профиля из алюминиевых сплавов с массой от 0,5 кг. до 200 кг.
- Коэффициент использования металла — 0,8;
- Выход годного литья от 85 до 95 %;
Установки внедрены на ОАО «Курганмашзавод», ОАО НПК «УВЗ», ФГУП «Верхнетуринский машиностроительный завод». Также установка работает в ОАО «УралНИТИ».
2008-2012 гг. – 5 наименований корпусов сделано для ОАО «Уральский приборостроительный завод» .
Алюминиевое литье
Алюминиевое литье под давлением в ООО «НТЦ-БУЛАТ»
Ниже можно ознакомиться с некоторыми образцами продукции, изготовленными в ООО «НТЦ-БУЛАТ» методом литья алюминия под давлением. Вы сможете лично убедиться в качестве производимой продукции и возможностях, которые предоставляет всем заказчикам компания ООО «НТЦ-БУЛАТ».
4 факта об изготовлении изделий ООО «НТЦ-БУЛАТ»
- Наша производственная база расположена в одном месте в Москве (рядом с метро «Шоссе Энтузиастов»). Цехи, участки, офис и склад располагаются в «шаговой доступности» друг от друга.
- Никаких отклонений от чертежа! Все изделия на 100% соответствуют чертежам, утвержденным заказчиком перед началом производства. Нами даётся гарантия соответствия.
- Вам не нужно переживать за качество конечного продукта. Характеристики изготавливаемых деталей и изделий соответствует государственным стандартам ГОСТ 26645 и ГОСТ 1583.
- Мы можем изготовить любую, даже самую сложную по конструкции и самую крупную по объему партию деталей. Наше предприятие располагает свободными мощностями и может изготавливать до 30 тонн продукции в месяц.
Литьё под давлением алюминиевых сплавов — какие сплавы лучше?
1. Сплав АК12 , называемый также силумин, — это смесь алюминия с кремнием, в которую добавляется небольшое количество магния (до 0,5%). Сплав является одним из самых твердых из всего многообразия сплавов на основе алюминия. Также он характеризуется низкой литейной усадкой и герметичностью. Широко применяется для литья под давлением благодаря тому, что не дает трещин в процессе остывания отливок. Используется для производства деталей, работающих под небольшой нагрузкой.
2. Алюминиевый сплав АК12М2 производится добавлением в расплавленный алюминий небольшого количества кремния (от 11 до 13%), меди (1,8-2%) и железа (0,6-0,9%, в основном для того, чтобы отливка лучше отделялась от формы). Применяется, в основном, для изготовления фасонного литья.
3. Сплав АК9 производится смешиванием алюминия с кремнием (85-90% + 8-11%) и добавлением небольшого количества добавок: никеля (до 0,3%), меди (до 1%) и цинка (до 0,5%). Сплав характеризуется высокой прочностью, однако не отличается пластичностью. Он используется для производства деталей самолетов, элементов сложных приборов и других заготовок, способных выдерживать высокие нагрузки, но не подвергающихся повышенным вибрациям.
4. Алюминиевый сплав АК9М2 благодаря удачному соотношению алюминия, кремния и меди отличается наиболее сбалансированным соотношением твердости к пластичности. Благодаря своим физическим свойствам, сплав активно применяется для производства ненагруженных деталей, корпусов и деталей для различных приборов. Может подвергаться искусственному старению и закалке.
5. Сплав АК5М2 считается одним из самых популярных в системе алюминий-кремний-медь. Он отличается не только высокой прочностью и относительной пластичностью, но и дешевизной. Применяется данный сплав для «неответственного литья»: производства алюминиевой посуды, фасонных отливок, ненагруженных деталей и т.д.
Литье алюминия под давлением – это быстрый и относительно недорогой способ получить большие партии заготовок и деталей для автомобильной, машиностроительной, медицинской, светотехнической, энергетической, пищевой промышленности и др. В зависимости от конкретных задач, можно выбрать тот или иной сплав, наиболее точно отвечающий условиям эксплуатации изделия.
Что такое литье алюминия под давлением сегодня?
Сегодня литье алюминия под давлением – это полный цикл производства изделия, который может начинаться с разработки чертежа детали и проектирования литейной оснастки (пресс-формы) до получения готовой отливки на выходе.
Суть процесса заключается в заполнении расплавленным алюминием специальной пресс-формы, изготовленной по индивидуальному заказу. Литье алюминия под давлением позволяет недорого получать достаточно сложные изделия благодаря его низкой температуре плавления алюминиевых сплавов и высокой производительности процесса литья. Готовые детали могут весить от нескольких грамм до нескольких килограмм и имеют самые широкие сферы применения.
Для чего в алюминиевом литье используется давление?
Литье алюминия под давлением производится для увеличения скорости и плотности заполнения пресс-формы, а также расширения возможностей по конфигурации деталей. В современном производстве для литья заготовок из алюминия и других цветных металлов применяется давление от 35 до 700 МПа.
Подобным образом сегодня с минимальными затратами возможно отливать детали из алюминия на заказ для автомобильной (тормозные барабаны, детали для карбюраторов, детали для топливной системы, другие детали), медицинской и пищевой промышленности, а также многочисленные детали для производства бытовых приборов, сантехнического и светотехнического оборудования и многого другого.
Среди преимуществ литья алюминия под давлением можно назвать высокую производительность, отличное качество поверхности готовых изделий (5-8 класс), а также высокую точность готовой детали (3-7 класс), не требующей трудоемкой механической обработки.
Машины для литья под низким давлением
В машинах литья под низким давлением (ЛНД) заполнение полости формы расплавом и затвердевание материала отливки происходит под воздействием избыточного давления сухого воздуха. Формообразование можно осуществлять в кокиле, песчаной или комбинированной форме (кокиль и песчаные или оболочковые стержни), а также в керамической или оболочковой форме.
Термин «низкое давление» используют потому, что для подъема расплава и заполнения формы требуется избыточное давление менее 0,1 МПа.
Достоинства способа литья под низким давлением:
- Возможность регулирования скорости потока расплава в полости формы за счет регулирования величины давления в камере установки, что особо важно для улучшения заполнения форм тонкостенных отливок.
- Наличие избыточного давления на расплав в процессе кристаллизации, что обеспечивает повышенное питание отливки и влечет за собой повышение плотности отливки.
- Возможность автоматизации трудоемкой операции заливки формы.
- Снижение расхода металла на литниково-питающую систему, за счет слива назад в тигель незатвердевшего металла из металлопровода, что повышает коэффициент выхода годного (в некоторых случаях – до 90%).
- Наиболее широко литье под низким давлением используют для производства сложных фасонных и особо тонкостенных отливок из алюминиевых и магниевых сплавов.
Машина литья под низким давлением J4510B в Ставропольском крае
Раздаточная печь машины литья под низким давлением J4510B
Отливка полученная на машине литья под низким давлением J4510B
Машина для литья под низким давлением J456С в Свердловской области
Машина для литья под низким давлением J456С
Машина литья под низким давлением с раздаточной печью емкостью 600кг
Патрубок, выполненный на машине литья под низким давлением
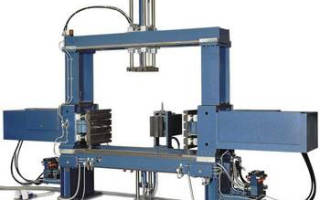
Машина литья под низким давлением
Машина литья под низким давлением
Отливки, отлитые на машине литья под низким давлением
Машина литья под низким давлением с раздаточной печью емкостью 1000кг
Машина литья под низким давлением с раздаточной печью емкостью 1000кг
Машина литья под низким давлением в разовые формы
Машина литья под низким давлением для крупных алюминиевых отливок
Алюминиевое литье
Алюминиевое литье под давлением в ООО «НТЦ-БУЛАТ»
Ниже можно ознакомиться с некоторыми образцами продукции, изготовленными в ООО «НТЦ-БУЛАТ» методом литья алюминия под давлением. Вы сможете лично убедиться в качестве производимой продукции и возможностях, которые предоставляет всем заказчикам компания ООО «НТЦ-БУЛАТ».
4 факта об изготовлении изделий ООО «НТЦ-БУЛАТ»
- Наша производственная база расположена в одном месте в Москве (рядом с метро «Шоссе Энтузиастов»). Цехи, участки, офис и склад располагаются в «шаговой доступности» друг от друга.
- Никаких отклонений от чертежа! Все изделия на 100% соответствуют чертежам, утвержденным заказчиком перед началом производства. Нами даётся гарантия соответствия.
- Вам не нужно переживать за качество конечного продукта. Характеристики изготавливаемых деталей и изделий соответствует государственным стандартам ГОСТ 26645 и ГОСТ 1583.
- Мы можем изготовить любую, даже самую сложную по конструкции и самую крупную по объему партию деталей. Наше предприятие располагает свободными мощностями и может изготавливать до 30 тонн продукции в месяц.
Литьё под давлением алюминиевых сплавов — какие сплавы лучше?
1. Сплав АК12 , называемый также силумин, — это смесь алюминия с кремнием, в которую добавляется небольшое количество магния (до 0,5%). Сплав является одним из самых твердых из всего многообразия сплавов на основе алюминия. Также он характеризуется низкой литейной усадкой и герметичностью. Широко применяется для литья под давлением благодаря тому, что не дает трещин в процессе остывания отливок. Используется для производства деталей, работающих под небольшой нагрузкой.
2. Алюминиевый сплав АК12М2 производится добавлением в расплавленный алюминий небольшого количества кремния (от 11 до 13%), меди (1,8-2%) и железа (0,6-0,9%, в основном для того, чтобы отливка лучше отделялась от формы). Применяется, в основном, для изготовления фасонного литья.
3. Сплав АК9 производится смешиванием алюминия с кремнием (85-90% + 8-11%) и добавлением небольшого количества добавок: никеля (до 0,3%), меди (до 1%) и цинка (до 0,5%). Сплав характеризуется высокой прочностью, однако не отличается пластичностью. Он используется для производства деталей самолетов, элементов сложных приборов и других заготовок, способных выдерживать высокие нагрузки, но не подвергающихся повышенным вибрациям.
4. Алюминиевый сплав АК9М2 благодаря удачному соотношению алюминия, кремния и меди отличается наиболее сбалансированным соотношением твердости к пластичности. Благодаря своим физическим свойствам, сплав активно применяется для производства ненагруженных деталей, корпусов и деталей для различных приборов. Может подвергаться искусственному старению и закалке.
5. Сплав АК5М2 считается одним из самых популярных в системе алюминий-кремний-медь. Он отличается не только высокой прочностью и относительной пластичностью, но и дешевизной. Применяется данный сплав для «неответственного литья»: производства алюминиевой посуды, фасонных отливок, ненагруженных деталей и т.д.
Литье алюминия под давлением – это быстрый и относительно недорогой способ получить большие партии заготовок и деталей для автомобильной, машиностроительной, медицинской, светотехнической, энергетической, пищевой промышленности и др. В зависимости от конкретных задач, можно выбрать тот или иной сплав, наиболее точно отвечающий условиям эксплуатации изделия.
Что такое литье алюминия под давлением сегодня?
Сегодня литье алюминия под давлением – это полный цикл производства изделия, который может начинаться с разработки чертежа детали и проектирования литейной оснастки (пресс-формы) до получения готовой отливки на выходе.
Суть процесса заключается в заполнении расплавленным алюминием специальной пресс-формы, изготовленной по индивидуальному заказу. Литье алюминия под давлением позволяет недорого получать достаточно сложные изделия благодаря его низкой температуре плавления алюминиевых сплавов и высокой производительности процесса литья. Готовые детали могут весить от нескольких грамм до нескольких килограмм и имеют самые широкие сферы применения.
Для чего в алюминиевом литье используется давление?
Литье алюминия под давлением производится для увеличения скорости и плотности заполнения пресс-формы, а также расширения возможностей по конфигурации деталей. В современном производстве для литья заготовок из алюминия и других цветных металлов применяется давление от 35 до 700 МПа.
Подобным образом сегодня с минимальными затратами возможно отливать детали из алюминия на заказ для автомобильной (тормозные барабаны, детали для карбюраторов, детали для топливной системы, другие детали), медицинской и пищевой промышленности, а также многочисленные детали для производства бытовых приборов, сантехнического и светотехнического оборудования и многого другого.
Среди преимуществ литья алюминия под давлением можно назвать высокую производительность, отличное качество поверхности готовых изделий (5-8 класс), а также высокую точность готовой детали (3-7 класс), не требующей трудоемкой механической обработки.