Содержание
- Как проводится пайка меди твердым и мягким припоем
- Какие инструменты и материалы нужны
- Виды флюсов и припоев, особенности работы с ними
- Зачем нужна паяльная паста
- Технология пайки
- Можно ли паять медь оловом
- Пайка серебряным припоем
- Как спаять медь и нержавейку
- Как припаять медь к железу
- Основные ошибки при пайке своими руками
- Техника безопасности
- Пайка меди в домашних условиях
- Инструменты для пайки
- Как правильно паять металл
- Спайка стали и меди в домашних условиях
- Технология пайки медных труб в домашних условиях: работа в 9 простых шагов
- Подготовка к пайке меди с алюминием, латунью, нержавейкой, железом
- Необходимые материалы и приспособления: олово и другие
- Процесс пайки
Как припаять медь к железу
Как проводится пайка меди твердым и мягким припоем
Изделия из меди встречается повсеместно в разных сферах жизни. Например, из нее создают прочные и долговечные системы отопления и водоснабжения. Но для соединения двух элементов, специалисты прибегают к особой технологии – пайки труб из меди. Для осуществления процедуры необходимы подходящие инструменты и материалы, а также знания. Так как она обладает определенными особенностями, о которых новичок может не знать.
Чтобы паять медь, мастеру нужно иметь при себе такой состав, как припой. Это термопластичное вещество герметизирует поверхность изделий и под воздействием высокой температуры расплавляется, растекаясь по всему месту соединения. Но как только он остывает, то твердеет и надежно скрепляет изделия.
В результате создается один предмет, который отличается долгим сроком службы, выдерживает высокую нагрузку, перепады давления и температуры, а также не боится ультрафиолетового излучения.
Какие инструменты и материалы нужны
Пайка проводится не только на промышленных объектах, но и в домашних условиях. Для этого требуется подготовить следующие инструменты и материалы:
- электропаяльник или газовую горелку;
- труборез;
- припой;
- флюс;
- кисть и стальную щетку.
Чем именно соединять изделия, зависит от удобства и предпочтения мастера. Но по мощности аппарат выбирают в соответствии с температурой плавления припоя. Флюс бывает жидким и твердым, у каждого вида имеются индивидуальные отличия, которые следует учитывать. Если используется материал в виде загустевшей смеси, то его наносят на место стыка, как до соединения, так и после. Флюс нужен для того, чтобы предохранить поверхность от окисления, способствовать растеканию припоя и улучшить сцепление.
Виды флюсов и припоев, особенности работы с ними
Мастерам известно множество твердых и мягких веществ, обеспечивающих качественную пайку изделий из металла. В 95% используется олово, которое относится к низкотемпературному составу, обладающим несколько худшими техническими параметрами. Но его ценят за то, что работы могут проводиться при любой температуре без уменьшения прочности соединяемых изделий.
К соединительным элементам также относится серебро, обладающее отличными технологическими свойствами. Мастера нередко применяют трехкомпонентные составы из серебра, олова и меди. Часто в состав материалов, используемых при низкотемпературной пайке, входит хлорид цинка.
Преимущество мягких припоев заключается в том, что они охватывают большую площадь при попадании на поверхность детали. Они обеспечивают высокую прочность и надежность.
Мягкие припои
Мягкий припой используется при монтаже водопроводных и отопительных сетей, где диаметр труб достигает 10 см, а температура воды не превышает 130 градусов. К таким видам относят:
- свинцово оловянный тип;
- с малым содержанием олова;
- специальные и легкоплавкие.
В качестве припоя чаще всего выбирается бессвинцовый флюс. Оловянно-медный тип является самым распространенным, благодаря доступной цене. Но его преимущество заключается в другом. Все смеси, содержащие олово в составе, отличаются экономичным расходом.
Достаточно нанести на половину обрабатываемой поверхности немного припоя, как он распространится по всей площади. Это свойство объясняется тем, что олово легко проникает внутрь и распространяется по любой структуре.
Твердые припои
Когда приходится учитывать условия среды, в которой выполняется пайка, то лучше использовать твердые припои. Применение таких веществ обеспечивает высокую прочность шва. Самым распространенными соединениями являются следующие составы:
- медь и цинк;
- фосфор и медь;
- чистая медь;
- безотмывный флюс.
Твердые соединения классифицируются как тугоплавкие и легкоплавкие. Каждый вид характеризуется определенными свойствами. Например, медно-фосфорный заменяет дорогой серебряный флюс. Он отличается умеренной стоимостью, но обладает одним минусом – использовать при низких температурах не получится.
Самыми крепкими из твердых соединений считаются медно-цинковый и многокомпонентные. Они обходятся дорого, но цена оправдана надежностью соединения. Когда выполняется пайка самой медью, то необходимо применять и флюс. В таком случае удастся крепко-накрепко соединить две детали.
Зачем нужна паяльная паста
Паяльная паста – это пастообразная масса, состоящая из маленьких частиц припоя, флюса и специальных добавок. Флюс-паста применяется в промышленности при пайке элементов на печатных платах. Пасту выбирают согласно определенным условиям:
- после нанесения должны оставаться легкоудаляемые частицы;
- вещество должно сохранять вязкость и клейкость;
- не оказывать отрицательного воздействия на обрабатываемую поверхность;
- не просочиться на одежду во время плавления.
Как работают с пастой, зависит от вида и размера припоя, содержащегося в ее составе. Материал различается также по типу флюса (канифольные, водосмываемые, безотмывные). Она необходима для удержания маленьких деталей на месте и облегчения процесса соединения.
Технология пайки
Процесс довольно простой, поэтому, когда необходимо соединить что-то дома, то хозяин выполняет пайку своими руками и без привлечения специалистов. Но все же без подготовительного этапа не обойтись.
Именно от него зависит, насколько качественным и надежным получится соединение. Прежде всего следует обратить внимание на срез детали, который должен быть строго вертикальным, без заусениц, с ровными и гладкими краями. При обнаружении малейших дефектов следует взять наждачную бумагу и провести ею по поверхности, пока дефекты не исчезнут.
Если соединяют две медные трубы, то, доведя срез до идеального состояния, необходимо вставить ее в фитинг, а после вынуть. Ту часть, которая соприкасалась с фитингом, необходимо очистить от окислений. Следующий этап – нанесение флюса. В этом нет ничего сложного, нужно только провести кисточкой по всей детали, уделяя особое внимание месту стыковки.
Затем элементы соединяют друг с другом и крепко фиксируют. Дальнейшие действия зависят от того, чем выполняется пайка – газовой горелкой или паяльником. Учитывая, что детали должны находиться в неподвижном состоянии, потребуется помощник. Он-то и будет держать их, но, если такового не нашлось, нужно ухитриться и сделать это самому.
Когда что-то нужно припаять в домашних условиях, то чаще всего используется твердый состав. Но мастер может приобрести специальные пасты. При правильном выборе составов удается максимально аккуратно и прочно соединить два трубопровода или радиодетали.
Пайка выполняется либо при высокой, либо низкой температуре. В первом случае процесс отличается высокой прочностью шва, а также соединенный участок получает термостойкость. Что очень важно, если он в дальнейшем послужит частью различных коммуникаций. Но высокотемпературную пайку не допускается применять на резьбовых соединениях. Чаще всего этот процесс выполняется горелкой, наполненной пропаном.
Когда же используется низкотемпературная пайка, то применяется мягкий состав, паста или гель. Она наиболее подходит для начинающего мастера, потому что отличается простотой и легкостью. В этом типе процесса температура не повышается больше 425 градусов, так что возможно даже использовать паяльник, который найдется практически в каждом доме.
Работа с паяльником
Каждый человек хоть раз в жизни видел паяльник, а многие постоянно работают с ним. Поэтому не увидят в пайке медных изделий этим инструментом ничего сложного. Вся сущность процесса заключается в том, что припой, расположенный между двумя деталями, нагревается с помощью паяльника, пока не начинает плавиться.
Когда он затвердеет, то две части надежно скрепятся в одну. Чтобы припаять качественно, необходимо распределить вещество равномерно по всей поверхности, заполнить каждый зазор. При этом важно подобрать именно тот материал, который хорошо выдерживает высокую температуру паяльника.
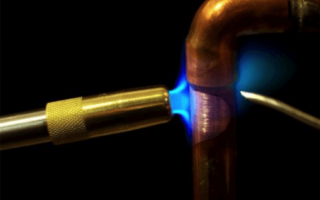
Работа с горелкой
Инструмент включают, когда две части уже соединены друг с другом. Не стоит слишком долго удерживать его возле места стыка, поскольку температура горения составляет несколько тысяч градусов. В то время как нагреть определенное место нужно всего лишь до 250-300 градусов.
Это займет секунд 20-30. Как только флюс сменит цвет на темный, то вводят соединяемый состав. Важно! Горелку или фен нужно располагать посередине, чтобы охватить всю зону соединения.
Можно ли паять медь оловом
Многих начинающих мастеров интересует, можно ли спаять медь оловом. На самом деле не просто можно, а нужно. Поскольку такой состав обеспечивает хорошее скрепление. Чаще всего олово используется, когда скрепляют предметы пищевого назначения.
Следует помнить лишь об одном – для этого металла нужна более высокая температура, чем для других припоев. В качестве инструмента лучше использовать мощный электрический паяльник.
Пайка серебряным припоем
Когда требуется спаивать детали в домашних условиях, то часто используют серебряный припой. Он выгоден, потому что его можно создать своими руками. Но следует применять его не в одиночку, в сочетании с цинком, медью.
Обработанный таким припоем, шов получится очень прочным и аккуратным. Процентное содержание компонентов контролирует ГОСТ 19746 74. Но точно узнать, какие виды веществ использовать, можно из инструкций опытных мастеров или прилагаемых к соединяемым изделиям.
Как спаять медь и нержавейку
Если требуется припаять медь к другому металлу, например, стали, то придется потрудиться. Процесс этот не из легких, но вполне осуществимый. Объясняется это тем, что нержавеющая сталь плохо взаимодействует с другими металлами, с трудом поддается температурной обработке.
Когда соединяются два разных изделия, то нужно найти средний состав, который подходит одновременно к обоим. В таких случаях приходится поступиться качеством и даже необязательно использовать флюс. Но важно провести подготовку, лужение и другие этапы спайки.
Надобность в соединении часто возникает в домашних условиях. Для соединения нержавейки и меди требуется мало времени и достаточно обычной газовой горелки. Поэтому, определившись с инструментом и припоем, следует очистить поверхность обоих стыков, подготовить флюс. Затем выполнить лужение места скрепления и нанести флюс. После чего две части соединяют, а получившийся шов обмазывается припоем.
Следующий этап – его равномерный разогрев горелкой. Как только припой растечется, изделие оставляют остывать естественным путем.
Как припаять медь к железу
Припаять медные изделия к железным или наоборот также распространенная задача, для решения которой правильно подбирается соединительный состав. Инструкция в этом вопросе окажется существенную помощь.
Полезную информацию можно найти в тематическом видео, где весь процесс пайки детально показан. При соблюдении всех условия удается получить ровный и прочный шов.
Основные ошибки при пайке своими руками
Чаще всего именно спешка приводит к тому, что соединение двух элементов получается неудачным. Потому что забывают осмотреть поверхность соединяемых деталей. Первое действие, направленное на исправление ошибки, – проверка отсутствия дефектов. Они могли появиться при нарезке деталей.
Насколько надежным окажется шов, зависит от чистоты поверхности. Поэтому смахнуть даже невидимые пылинки все же стоит. При нанесении флюса допускается одна из самых основных ошибок. Мастер может забыть обработать небольшой участок изделия. И он станет причиной того, что должного соединения не получится.
Важно также следить за температурой горелки или паяльника, поскольку перегрев обрабатываемого элемента приводит к сгоранию флюса. Но недостаточная температура плавления также вредна. В этом случае соединительные составы не размягчаются и не прилипают.
Техника безопасности
Пайка медных изделий довольно опасный процесс, поэтому соблюдать все стандарты и предписания ради безопасности, очень важно. Во время процесса используется открытое пламя и опасные вещества, поэтому домашнему мастеру и профессионалу необходимо носить защитные средства. Речь идет о рукавицах, очках и специальной одежде.
Прежде чем браться за инструмент, необходимо внимательно изучить правила технологии.
Рекомендуем также к прочтению:
Пайка меди в домашних условиях
Мягкие металлы довольно сложно поддаются термической обработке. Пайка меди, латуни и бронзы в домашних условиях чаще всего выполняется твердым припоем, хотя иногда используются специальные пасты.
Медь – один из древнейших металлов, который используется людьми для создания различных украшения, приспособлений и коммуникаций. Характеризуется высокой пластичностью и розовато-красным цветом, иногда с золотистым оттенком. В домашнем хозяйстве медь наиболее часто применяется в водопроводных трубах, в отоплении, т. к. она не поддается коррозии и устойчива к перепадам температур.
Фото — медные соединения
Существует множество видов пайки, для меди применяется капиллярная. Она позволяет максимально аккуратно и прочно соединить две части трубопровода или радиодеталей. Также это термическое воздействие делится на:
Высокотемпературная пайка характеризуется более высокой прочностью шва. Помимо этого она позволяет обеспечить соединению термоустойчивость, что очень важно для различных коммуникаций. Но при этом, этот вид работ не используется на резьбовых соединениях. Для проведения такой пайки требуется специальное оборудование – горелка с пьезоподжигом и ацетилом, пропаном.
Фото — медные элементы
Низкотемпературная используется при работе с мягкими припоями (пастями, гелями). Главное достоинство этой методики – простота и легкость проведения работ. Проводится при температуре ниже, чем 425 градусов, поэтому спайка может производиться даже паяльником. Он заключается в том, что под воздействием определенной температуре припой, нанесенный на зазор между деталью и соединяемым участком, расширяется, закрывая собой зазор.
Фото — процесс пайки
Также есть одно важное правило, которое нельзя нарушать ни в коем случае. Пайка меди и алюминия, или алюминия с латунью строго запрещена. Она выполняется для электрических проводов, например, если нужно разветвить проводку в старых домах. Это запрещено из-за разности линейного теплового расширения металлов и вероятности короткого замыкания в месте стыка.
Инструменты для пайки
Перед началом работы нужно подготовить специальные инструменты и приспособления для пайки медных соединений. Вам понадобится:
- Газовая или кислородная горелка для пайки меди (с азотом, ацетатом и т. д.);
- Припой (для капиллярной пайки согласно ГОСТ Р 52955-2008);
- Щетка (жесткая, но не металлическая) и абразивная бумага для зачистки медных соединений;
- Фитинги или другие соединяемые элементы;
- Паяльный флюс.
Нужно отметить, что если работа производится на трубных соединениях, то еще может понадобиться фаскосниматель, расширитель, специальное устройство для резки. Все эти приспособления можно найти у профессионального сантехника, чтобы не покупать их.
Фото — горелка
Горелки для меди бывают: профессиональными (для работы с твердыми припоями), для разогрева труб и пайки мягкими пастами, полупрофессиональными или комбинированными. Также есть специальные фены, которыми производится мягкая пайка. Они позволяют быстро разогреть место стыка температурой до 650 градусов.
- Твердые. Они представлены стержнями определенного диаметра, который подбирается исходя из определенного зазора при соединении. Используется при соединении меди с железом в системах водоснабжения, подвода газа и системах кондиционирования. Этот припой может быть с фосфором или серебром; Фото — твердый припой
- Мягкие могут быть как в виде пасты, так и тонкой проволоки до 3 мм диаметром. Они производятся со свинцом, оловом. Также иногда процесс осуществляется ортофосфорной кислотой.
Также для соединения медных сплавов обязательно нужно использовать флюс. Он выполняет несколько полезных функций: способствует лучшему растеканию припоя по металлу, защищает место обработки от кислородной пленки, очищает шов от окиси. Флюсы бывают с бурой (для различных высокотемпературных припоев), применяется для среднеплавких соединений золота, меди, бронзы, чугуна, нержавейки. Внешне они выглядят как паста, наносятся специальной кистью.
Фото — флюс-паста
Щетки и абразивные листы (наждачная бумага) нужны для того, чтобы после окончания работ удалять с места шва остатки припоя. Фитинги подбираются исхода из потребных соединений (они могут быть разветвляющими, угловыми, изогнутыми и т. д.).
Фото — паяльник
Рассмотрим, как осуществляется трубная пайка меди и своими руками:
- Любая технология подразумевает подготовку трубы. Вам понадобится обрезать коммуникацию до нужного размера и обработать концы фаскоснимателем. Это нужно для того, чтобы следующий элемент при соединении не повредился и получилось максимально жесткое сцепление деталей;
- На край трубы из меди наносится флюс для пайки, его же намазывают на фитинг или другую трубу. После нужно аккуратно вставить коммуникации друг в друга. Если распайка производится самофлюсующимся припоем или электродом, то флюс можно не использовать;
- В стык вставляется выбранный припой. Нужно отметить, что если используется паста, то её нужно наносить после флюса. Под воздействием определенной температуры вещество начнет плавиться, заполняя собой свободное пространство в трубе. Очень важный момент: на припой нельзя воздействовать прямым огнем, он должен расплавиться только от тепла разогретой трубы; Фото — пайка с припоем
- Если используется лужение, то флюс и припой наносятся очень тонким слоем, иначе в противном случае, на месте пайки образуется некрасивый объемный шов. Если осуществляется ремонт замков или радиодеталей (usb, контактов), то это может нарушить процесс работы элемента;
- После окончания нагрева инструмент убирается. В этот момент трубу нельзя двигать – соединение еще слишком пластичное, при повороте металлических отводов можно повредить крепление. Остывают медные трубы естественным путем;
- Остается только удалить остатки припоя или флюса щеткой, абразивной бумагой или кистью. Место стыка не рекомендуется переохлаждать первые сутки, когда процесс застывания металла не завершен. Фото — после зачистки
Купить все необходимые инструменты, которыми производится пайка бронзы или меди, можно в любом электрическом магазине, цена зависит от категории. Горелки стоят от 3 долларов до нескольких десятков, стоимость припоя начинается от 5 у. е., флюса – от 3.
Как правильно паять металл
Многие могут спаивать провода и радиодетали, но не каждый паял металл. В этой статье я максимально коротко и с примерами изложу принцип пайки металла.
Введение
Начнём с общих представлений о пайке. Пайка это физико — химический процесс получения соединения в результате взаимодействия припоя и спаиваемого металла. Она имеет сходство со сваркой плавлением, но всё же между ними имеются различия. При сварке в месте шва свариваемые детали плавятся, а при пайке паяемый материал не плавится. Так же в отличие от сварки пайка осуществляется при температурах ниже плавления спаиваемого металла. Формирование шва при пайке происходит путём заполнения припоем зазора между соединяемыми деталями, т.е. процесс происходит за счёт смачивания и капиллярного эффекта.
Встаёт вопрос, зачем же пользоваться пайкой, если сварка лучше скрепляет детали. На это есть свои плюсы:
- Пайка более доступна, чем сварка.
- При пайке соединения получается разъёмными.
- Сварке не поддаются маленькие детали.
Пайка — достаточно прочное соединение, если соблюдать технологию.
Оборудование
Для спаивания металла необходимо следующее основное оборудование:
♦ Паяльник. Мощность зависит от размера спаиваемых деталей. Для пайки небольших деталей (жесть, проволока, болтики) сойдёт паяльник ватт на 60, для более крупных — 100 ватт и выше. Я использую 2 паяльника — на 65 и 100 w, для домашних условий это вполне достаточно.
На том, как залудить паяльник я подробно останавливаться не буду, в интернете есть отдельные статьи про это. Скажу лишь основное:
— При первом включении паяльника ему нужно дать обгореть — выставить включённым его на улицу и подождать когда перестанет вонять и дымиться.
— Далее необходимо напильником зачистить жало до блеска, опустить кончик жала в канифоль, потом расплавить им олово.
— Олово должно равномерно покрыть жало. При нагреве жало будет выгорать, его нужно будет затачивать и заново лудить.
♦ Паяльная кислота и припой. Деревянная палочка используется для нанесения кислоты.
♦ Вспомогательные приспособления. К ним относятся напильник и наждак, необходимые для зачистки паяльника и деталей.
Так же паяльнику нужна подставка. Самое простое что можно использовать в качестве подставки — любой металлический предмет, с которого паяльник не будет скатываться.
Для удержания спаиваемых деталей используются различные инструменты, например тиски и плоскогубцы. Так же детали можно закрепить гвоздиками на доске.
Основы пайки
Давайте теперь разберемся, какие металлы легко поддаются пайке:
Остальные металлы паяют при помощи специальных флюсов и другой технологии. В данной статье эта тема затрагиваться не будет.
С металлами разобрались, теперь приступаем к изучению процесса пайки:
- Зачищаем то место, где будет располагаться шов. Для этого я использую мини шлиф машинку.
- Обезжириваем место спайки, используя ацетон, бензин и т.д.
- Наносим на шов деревянной палочкой паяльную кислоту. Делаем это как можно ровнее, т.к. в дальнейшем ровно по этому место растечётся припой.
- С заранее залуженного паяльника удаляем окислы (если они имеются) и прикасаемся им к палочке припоя. Припой должен лечь на жало ровной каплей. Если этого не происходит, значит паяльник плохо залужен.
- Прикасаемся жалом к месту спайки. Нельзя ожидать, что при первом же прикосновении паяльника произойдет спайка. Для этого необходимо прогревать спаиваемые поверхности до температуры плавления припоя. Тепло от паяльника передается на спаиваемое место не сразу. Жесть, проволоки и другие тонкие части прогреваются довольно быстро, но не моментально. На прогрев толстых материалов нужно сравнительно много времени.
- Для спайки тонких частей надо довольно медленно вести паяльником, передвигая его дальше, когда припой растечется и зальет шов. При спайке толстых предметов приходится относительно долго держать паяльник на одном месте и ждать, пока прогреются спаиваемые поверхности и припой растечется по шву.
- Проведя паяльником на некоторое расстояние, двигают его немного назад, затем снова вперед и опять назад, до тех пор, пока припой не разольется ровной и чистой дорожкой. По мере израсходования припоя, его набирают с палочки. Набирать много припоя не следует, особенно, если спаиваемые поверхности ровно и плотно соединены; избыток припоя приведет к образованию натеков.
- По окончании пайки необходимо смыть остатки кислоты водой. Если кислота плохо смывается, используйте мыло. Не смытая кислота приведёт к окислению металла.
Лучше всего обучаться пайке на белой жести. Её не нужно зачищать, но необходимо обезжиривать. При наличии жира кислота не смачивает поверхность жести. Ниже рассмотрены примеры спаивания проволок и жести. Для обучения можно повторить всё это.
Спаивание жести / листового металла
Далее в добавок к фотографиям будут идти схематические изображения. Вот условные обозначения:
Соединение «Впритык»
Соединение «Внахлёст»
Соединение «В замок»
Качество: Очень прочно
Спаивание проволоки
Соединение «Впритык»
Соединение «Внахлёст»
Соединение «С усилением»
Качество: Очень прочно
Для усиления на левом соединении используется намотанная виток к витку медная проволока, на правом — стержень и резьба обёрнуты полоской жести:
Спаивание проволоки и листового металла
Соединение «Впритык»
Соединение «Внахлёст»
Соединение «Насквозь»
Качество: Очень прочно
Заключение
Пайка — несомненно нужная вещь, использование которой решает многие проблемы с соединением деталей. Напоследок в качестве примера представлю несколько работ, в которых она использовалась:
Спайка стали и меди в домашних условиях
скажите, кто спаивал при помощи газовой горелки сталь и медь(медная проволока) и медного припоя? интересен ваш опыт. собираюсь попробовать, а хотелось бы предварительно ознакомиться с опытом других производителей)
сама не пыталась даже. граждане говорят, что надо паять серебрянным припоем
мнения расходятся на форумах паяльщиков и лудильщков
я бы на самом деле не додумалась такого делать) слишком разная температура плавления.
учитывая , что у стали в зависмости от марки 1400-1600, моя горелка и не нагреет все это богатство)
но тем не менее так делают)
ну че, ну спаивается.ПМф и ПСр
тут и сталь, и медь, и латунь
сталь вообще не ювелирный сплав.
тут есть гениальные технологи
они вам запросто расскажут, как это делать, я против них глупенькая девочка с колхоза
спасибо большое добрая девочка))) я тут себя вообще младенцем беспомощным почувствовал, когда сегодня не смог две медные трубки между собой пмф спаять, а сделал это оловом ((( стыдно. не пойму в чём дело, в моих руках или в горелке.. хочется верить, что в горелке
вы же как понимаю делаете крупные изделия, типа светильники
и ничего ужасного , что вы сделали это оловом(ПОСом, так понимаю) -я считаю, что на интерьерных работах это допустимо. ну, тиффани же есть. все там оловом(ПОСом). там и в двери витражи, и лампы..
если чего-то не получается с горелкой -вы там напишите конкретнее как делаете, попытаюсь разобраться. у вас, видимо, изделия крупные, там не пойдет, что тут в проволочном сообществе, нужна просто паяльная лампа
спасибо большое за помощь. я уже чешуся весь от негодования. курить начну пожалуй снова. я сфоткаю то, чем делаю(горелка) мне кажется, что припой не нагревается ей, как надо. я посмотрел несколько видео, там газ шпарит будь здоров, а из моего балончика газового просто равномерное давление. Вы правы. оловом можно и я работаю с ним(но оно подходит именно для крупных деталей), а мне нужно приварить-припаять много медной проволоки к медному листу. туда-сюда, туда-сюда и олово предательски отстает, сколько бы его не напаивай. Потому хочу обязательно медным припоем, как -то раз чудесным образом получилось, результат «железный» и очень понравился.
знаете, вам наверное нужна мощная горелка типа паяльной лампы и паять просто от прутка. тут мы с девочками обсуждаем ювелирную пайку с ракладкой припоя -это не ваша тема. вам скорее всего надо обратиться к чипмейкерам(вот так и наберите в поиске) и на прочие мелфорумы
скорее всего не хватает мощности это так, так мне большие области и не надо паять, проволока 4 мм и отвестие соответственно такое же. паяю этим. и нифига кроме , как оловом не выходит. а надо припоем. у меня тут починка холодильника была, и мастер дал мне припоя, сказал, ни флюса ничего другого не нужно. типа очень хороший хороший отечественный припой, так и с ним не вышло так же, как и с харрисом
дело в том, что медь с медью(проволока и лист меди) с помощью пос спаиваются, но нагрузку долго не держат
ой ли? по моему тиффани на ПОСе вполне прилично держится.
потому что статика. у меня немного подвижное. не спорьте ))) я не с пустого места говорю. даже раз перевозил на коленках люстру такую. поотлетали некоторые причендалы (((
Технология пайки медных труб в домашних условиях: работа в 9 простых шагов
Водопроводная разводка или системы отопления из медных труб обходятся недешево, но они прочны и долговечны. Поскольку медь обладает высоким коэффициентом теплопроводности,хорошими антикоррозийными и антибактериальными свойствами, трубопровод из нее эффективен и долговечен. Пайка меди в домашних условиях не представляет сложности:на трубы надевается раструб-муфта, а затем шов герметизируется. Вместо использования раструба иногда расширяют конец одной трубы и вставляют в нее другую. Такое соединение удобно тем, что для него не требуется фитингов, а срок службы равен длительности жизни самих труб.
Подготовка к пайке меди с алюминием, латунью, нержавейкой, железом
Подготовительный период, включающий в себя приобретение необходимых приспособлений, материалов, средств индивидуальной защиты, и сама процедура паяния.
Существуют два способа припаять медь к меди: высоко- и низкотемпературный. Первый предполагает нагрев металла до 900°C, применяется для трубопроводов с большим давлением или температурной нагрузкой.Для высокотемпературной пайки используются предназначенные для этого материалы: твердый припой в виде стержней(температура плавления такого припоя около 900°C) и твердоплавкий флюс.
Для того чтобы паять медь низкотемпературным методом, достаточно нагрева металла до 600°C (чаще 300–380°C), что достижимо в бытовых условиях. Для процедуры используют мягкий припой для пайки меди и латуни в виде проволоки или прута сечением до 3 мм и более плавкий флюс. Припой представляет собой сплав олова, которого более 97%, с другими металлами: медью, селеном, серебром, сурьмой.
- Для чего нужен флюс.Правильно паять медные трубы можно только с флюсом – специальным пастообразным составом (с хлоридом цинка), который наносится на поверхность соединяемых участков трубы широкой полосой. Он выполняет несколько функций:
- предотвращает процесс окисления металла, удаляя кислород;
- улучшает сцепление припоя с медью;
- является индикатором достаточного нагрева металла, сигнализирует, когда следует поднести припой и спаять медь;
- способствует равномерному растеканию припоя по стыку.
- Техника безопасности. При всей простоте процесса, паять медные трубы нужно с соблюдением правил безопасности. Опасность ожогов несет не только само пламя горелки, но и нагретый металл. Медь хорошо проводит тепло, поэтому в процессе работы сильно нагревается не только участок, на который кладут припой и проводят сварку, но и вся труба, а остывает она медленно. Если требуется спаять медные трубки, которые еще не встроены в систему трубопровода, то подготовка включает размещение их на невозгораемых опорах, где они смогут остывать долгое время. Прежде чем трогать спаянный металл с места, следует дождаться полного остывания.
Непосредственную опасность представляет открытое пламя горелки, поэтому приобретать нужно такой инструмент, с которым удобно работать: желательно с подвижным соплом на длинном шланге
Необходимые материалы и приспособления: олово и другие
Инструменты для работы с медными трубами требуются следующие:
- труборез, ножовка по металлу или болгарка с тонким диском;
- фаскосниматель;
- труборасширитель (экспандер);
- паяльный флюс;
- припой;
- паяльник для меди,например,пропановая горелка для пайки медных труб;
- перчатки прорезиненные;
- бумажные салфетки.
Для отрезания трубы пользуются труборезами различных размеров. У образцов покрупнее большой радиус разворота, ими неудобно пользоваться в труднодоступных местах, поэтому если есть необходимость отрезать участок на готовом смонтированном водопроводе, используют маленький труборез. Отрезать трубу можно ножовкой по металлу или болгаркой с тонким диском, но более качественный срез получится только при помощи трубореза.
После того как труба отрезана, зачищают заусеницы. Это нужно для того, чтобы не было завихрения потока жидкости в системе. Когда нет препятствий, водопровод не испытывает нагрузок и работает как часы.
Перед тем как сварить медь, концы трубы полируют мелкозернистой шкуркой, которую можно приобрести в хозяйственных магазинах. Зачищают обе поверхности, готовящиеся к пайке.Иногда для этих целей используют маленькие щеточки-ершики диаметр которых Ø 22 мм, они подходят почти ко всем трубам. Для зачистки ножка ершика вставляется в шуруповерт или дрель, при помощи которых процесс осуществляется быстрее и качественнее.
На зачищенную отглаженную наружную поверхность наносят флюс – состав, препятствующий процессу окисления меди.
Совет.Удобнее использовать в работе флюс серого цвета. При нагреве он изменяет цвет, достигнув нужной для пайки температуры, становится оловянного оттенка. Визуально легко определить, когда металл нагрелся, и можно паять медь. Если флюс белого цвета, то при нанесении он сразу становится прозрачным, поэтому трудно определить момент, когда нужно подносить припой.
Перчатки для защиты рук используют прорезиненные, так как при отрезании меди и заусениц образуется много мелких металлических элементов, впивающихся в кожу как занозы.Кроме того, при зачищении дрелью поверхности, вращающаяся щетка зажевывает тряпочные перчатки.
Чтобы правильно паять медь,нужно учитывать, что с момента зачистки и нанесения флюса до пайки должно пройти не более получаса, иначе зачистку нужно повторить заново. Если флюс наносится кисточкой, на поверхности не должно оставаться щетины или волосков от нее – в противном случае соединение не будет герметичным,и после подачи воды трубопровод потечет.
После вставки трубы в раструб, остатки флюса полностью не убирают салфеткой, он остается на соединении в виде кромки 1–2 мм, а припайке припой затягивается внутрь – срабатывает капиллярный эффект. Сначала горелкой нагревается стык, при этом влага, находящаяся между стенками, выпаривается. Затем горелка подносится второй раз, постепенно медь нагревается, а флюс приобретает оловянный вид. В этот момент на лицевую сторону кладется припой, происходит пайка, при этом расплавленный сплав стекает вниз, на изнаночную сторону, застывая в процессе движения. Образующиеся снизу лишние свесы металла отделяются сами. Паять медь можно разными способами.
Процесс пайки
Он заключается в выполнении последовательных операций:
- труба нарезается на отрезки необходимых размеров, которые для удобства маркируются – подача или обратка;
- с края снимается фаска;
- зачищаются края на 2 см: внешние на трубе, а также внутренние в раструбе;
- полосой по зачищенным поверхностям (внешней и внутренней) наносится флюс;
- соединение собирается: труба вставляется в раструб;
- излишки флюса снимаются бумажной салфеткой, но не полностью – оставляется кромка 1–2 мм;
- зажигается горелка, пламя подносится к месту соединения;
- поверхность нагревается 10–15 секунд до определенной температуры – флюс должен приобрести оловянный цвет;
- припой кладется сверху соединения, при нагревании он будет втянут в стык, растечется по шву, заполняя его.
Если стык соединения не был очищен от щетины или пыли,ив результате протекает паянный шов медной трубы водопровода, то восстановить герметичность можно одним из двух методов: