Содержание
- Вольфрамовые электроды для аргонодуговой сварки: особенности
- Содержание:
- Вольфрамовые электроды: особенности применения.
- Классификация вольфрамовых электродов.
- Подготовка вольфрамовых электродов к сварке.
- Как выбрать вольфрамовые электроды
- Марки и заточка вольфрамовых электродов для аргонодуговой сварки
- Марки вольфрамовых электродов
- Электроды вольфрамовые – качественная аргонодуговая сварка обеспечена!
- 1 Описание марок вольфрамовых стержней по ГОСТ 23949–80
- 2 Международная цветовая маркировка вольфрамовых сварочных стержней
- 3 Особенности заточки вольфрамовых стержней
Электрод вольфрамовый для аргоновой сварки
Аргонная TIG сварка
Аббревиатура TIG расшифровывается как Tungsten (вольфрам) Inert (инертный) Gas (газ). То есть, TIG сварка означает — сварка вольфрамовыми электродами в среде инертного газа. При этом металл (в виде прутка) для заполнения шва (если это необходимо) подается второй рукой. В качестве инертного газа чаще используется аргон, он защищает металл, разогретый дугой до высокой температуры, от газов воздуха — кислорода, азота, водяного пара. Инертный газ непрерывно подается в зону горения дуги. Выглядит это так:
Реже используется гелий, из-за высокой стоимости и большего расхода (из-за меньшей плотности). Однако, при одном и том же значении тока, дуга в гелии выделяет в 1,5-2 раза больше энергии, чем в аргоне. Это способствует более глубокому проплавлению металла и значительно повышает скорость сварки. Поэтому при сварке тугоплавких металлов отдают предпочтение гелию. Смесь аргона и гелия (оптимальный состав содержит 35-40% аргона и 60-65% гелия) имеет преимущества обоих газов: аргон обеспечивает стабильность дуги, гелий — высокую степень проплавления.
Преимущества
- TIG сварка отличается чистым, аккуратным и точным сварным швом.
- TIG сваркой можно сваривать больше металлов чем любым другим способом сварки. Качественно свариваются коррозионностойкая сталь, алюминий, магний, медь, бронза и др.
- TIG сварка позволяет лучше контролировать сварочную ванну и весь процесс в целом, что позволяет делать аккуратные и точные швы. В процессе сварки нет искр и брызг (если все делается правильно), т.к. присадочный металл подается без избытка. На шве нет шлака, а воздух не задымляется, как при сварке покрытыми электродами.
Выбор и заточка вольфрамовых электродов
Как понятно из названия, вольфрамовые электроды делаются из вольфрама, которого в них 97-99,5%. При этом, в зависимости от условий использования, применяются различные добавки. Вольфрам имеет очень высокую температуру плавления (3380°C), самую высокую из металлов. Поэтому, сделанные из него электроды способны относительно успешно противостоять высокой температуре дуги.
Вольфрама не менее 99,5%, остальное примеси
* — цифра в маркировке обозначает концентрацию оксида, и есть электроды с меньшими концентрациями, например WL-15 (золотистый), содержащий около 1,5% оксида лантана. Они имеют и другой цветовой код.
Даже если два электрода относятся к одному типу и имеют одинаковую концентрацию легирующей добавки, но произведены разными фирмами, они могут заметно отличаться в работе. Большое значение имеет размер зерна, структура и распределение оксида. Поэтому аккуратнее выбирайте производителя.
Выбор диаметра электрода:
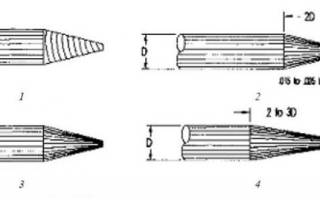
Большое значение имеет заточка электрода, причем со временем электроды деформируются и заточку нужно обновлять. При сварке постоянным током используется конусовидная заточка, при переменном токе делается округлый кончик.
Длина заточки влияет на глубину и ширину шва при сварке, её размер около 2-0,5 диаметра электрода. Ширина зоны проплавления уменьшается с увеличением длины заточки, а при малой длине заточки заметно снижается глубина проплавления. На стабильность дуги также влияют риски, образующиеся при заточке. Для стабильного горения дуги риски должны располагаться строго вдоль оси электрода, а их величина должна быть минимальной. Наилучшим вариантом является полировка электрода после его заточки. Также на горение дуги влияет притупление на кончике. Диаметр притупления выбирается в зависимости от диаметра электрода и величины сварочного тока.
Выполнение TIG сварки
Большинство металлов сваривается постоянным током прямой полярности (на электроде минус). Сварку алюминия и его сплавов, магния, медных сплавов со значительным содержанием алюминия (например, алюминиевая бронза) выполняют переменным током.
Сварочный ток выбирается в соответствии с диаметром электрода. Величина тока зависит также от рода тока. В таблице представлены ориентировочные значения силы тока (при использовании аргона), последнее слово за производителем выбранного электрода. Если ориентироваться на нижнюю границу, то при слишком малой силе тока дуга будет блуждать, и нужно просто увеличить силу тока (при условии правильной заточки электрода).
Если сила тока будет чрезмерной для данного диаметра электрода, то электрод расплавится. Если слишком маленькой, то дуга будет нестабильной.
Напряжение на дуге зависит от её длины. Рекомендуется вести сварку на минимально короткой дуге, что соответствует пониженным напряжениям на ней. При повышении длины увеличивается ширина шва, уменьшается глубина проплавления и ухудшается защита зоны сварки. Оптимальная длина дуги составляет 1,5-3 мм, что соответствует напряжению на дуге 11-14В (напряжение холостого хода около 50-70В).
Вылет кончика электрода при сварке стыковых соединений должен быть 3-5 мм, а угловых и тавровых 5-8 мм.
Истечение газа по всему сечению сопла должно быть равномерным. Для этого внутри горелки устанавливаются газовые линзы, которые поддерживают ламинарный поток. При ветре или сквозняке эффективность защиты определяется жесткостью струи газа и ее размером.
Жесткость струи зависит от газа (аргон, гелий, их смесь) и растет с увеличением скорости его истечения. Поэтому при увеличении диаметра сопла необходимо одновременно повышать расход газа. Для улучшения защиты при сварке на ветру и на повышенных скоростях рекомендуется увеличить расход газа и диаметр сопла, а также приблизить горелку к детали. Для ограждения от ветра, зону сварки закрывают малогабаритными экранами. Подачу газа выключают через 10-15с (примерно по одной секунде для каждых 10А сварочного тока) после обрыва дуги. Для лучшей защиты металла, например при сварке титана, используют специальные приспособления (см. в статье Приспособления для сварки).
Существует два способа зажигания дуги: бесконтактный (дуга зажигается при помощи высокочастотного и высоковольтного разряда, создаваемого осциллятором) и контактный (дуга между электродом и изделием возникает в результате короткого замыкания электрода на изделие). Бесконтактный способ зажигания дуги используется когда недопустим поверхностный ожог и попадание вольфрама в шов, например, при сварке высоколегированных коррозионностойких сталей и сплавов (вольфрам может нарушить стойкость стали к коррозии). Контактный способ используют при сварке малоответственных конструкций, когда требования к качеству менее жесткие. Однако, при сварке ответственных металлоконструкций при отсутствии осциллятора, контактное зажигание дуги и выход на режим сварки можно выполнять на угольной или медной пластине. Современные аппараты сильно ограничивают ток короткого замыкания при касании электродом изделия, а при поднятии электрода, микроконтроллер обеспечивает плавное нарастание тока.
При сварке совершают только одно движение — вдоль оси шва. Отсутствие поперечных колебаний приводит к тому, что шов получается более узкий.
Чтобы металл шва не насыщался кислородом или азотом воздуха, надо следить, чтобы конец присадочного прутка постоянно находился в зоне защитного газа. Во избежание разбрызгивания металла, конец прутка подают в сварочную ванну плавно. О степени проплавления судят по форме ванны расплавленного металла. Хорошему проплавлению соответствует ванна растянутая в сторону направления сварки, а плохому — круглая или овальная.
Сварку обычно выполняют справа налево. При сварке без присадочного материала, электрод располагают перпендикулярно к поверхности свариваемого металла, а с присадочным материалом — под углом. Присадочный пруток перемещают впереди горелки без поперечных колебаний.
При наплавке валиков горизонтальных швов в нижнем положении, присадочному прутку придают два направления движения: вниз и поступательно вдоль свариваемых кромок. Это надо делать так, чтобы металл равномерными порциями поступал в сварочную ванну.
Вольфрамовые электроды для аргонодуговой сварки: особенности
Содержание:
Аргонодуговую сварку используют в тех случаях, когда необходимо оградить металл от влияния кислородной среды. Это позволяет защитить металл от азотирования и окисления. В таких случаях чаще всего применяют вольфрамовые электроды для аргонодуговой сварки. Следует отметить, что эти электроды отличаются рядом характерных особенностей, которые необходимо учитывать во время сварки.
Вольфрамовые электроды: особенности применения.
Как известно, вольфрамовые электроды изготавливаются из чистого, тарированного и лантанированного вольфрама. Дело в том, что добавление таких химических соединений позволяет значительно повысить эмиссионные параметры, на 50% увеличить допустимый ток и улучшить зажигание дуги. Одной из важных особенностей таких вольфрамовых электродов является интенсивная реакция с молекулами кислорода. Поэтому сварку не проводят на воздухе.
В зависимости от условий сварочного процесса следует отдавать предпочтение определенной марке электродов. Каждый тип материала обладает своими свойствами. Помимо этого величина расхода электродов напрямую зависит от типа сварочных работ, диаметра прутка, вида тока и так далее. Стандартная длина проводника составляет 175 миллиметров. Толщина в диаметре колеблется от 1 до 5 миллиметров.
Классификация вольфрамовых электродов.
- WP (зеленый)
В этом электроде количество вольфрама составляет не меньше 99,9%. Такие электроды отлично подойдут для сварки алюминия, магния и разнообразных его сплавов. В таком случае вольфрамовый электрод для сварки алюминия нужно использовать с переменным током.
- WL-15 (золотистый)
Такой материал содержит в себе примерно 1,5% оксида лантана. Как правило, этот электрод применяется при сварке различных видов стали. Использовать можно как постоянный, так и переменный ток. Важно отметить, что за счет добавление оксида значительно увеличивается несущая способность электрического проводника.
Ключевым отличием этого типа проводника является содержание диоксида церия. Всего лишь 2% этого химического соединения позволяет улучшить эмиссию проводника. Такие электроды считаются универсальными, поскольку с ними можно работать как на переменном, так и постоянном токе. Он также подходит для различных сплавов стали.
Эти вольфрамовые электроды на сегодня являются наиболее распространенными. Связано это с тем, что WT-20 обладают наиболее весомыми преимуществами по сравнению с другими типами. Однако они обладают одним весомым недостатком: проводник включает в состав диоксид тория, который является радиоактивным компонентом. В принципе его влияние на человеческий организм можно нивелировать, установив вентиляцию в помещении для сварочных работ.
Эти проводники содержат в себе 0,8% оксида циркония, за счет чего дают необычайно стабильную дугу. Сварочные работы обязательно должны осуществляться только на переменном токе, чтобы избежать даже минимального загрязнения сварочной ванны. Такие вольфрамовые электроды для сварки алюминия имеют более высокую допустимую нагрузку тока.
Подготовка вольфрамовых электродов к сварке.
Прежде чем приступать к сварочным работам, необходимо не только выбрать наиболее подходящий тип вольфрамового электрода, но и подготовить его. Подготовка проводника включает в себя шлифовку стержня и придание необходимой геометрии. Как правило, шлифовка стержня осуществляется на производстве, где был изготовлен электрод. Шлифовка необходима для того, чтобы исправить дефекты, которые могли появиться во время прокатки стержня.
Что же касается подготовки геометрии, то она проводится непосредственно перед сварочными работами. Важно знать, что чем острее заточен электрод, тем большее давление будет оказывать электрическая дуга. Кроме того, варианты заточки бывают разными, поэтому ее направление и шероховатость играют определенную роль.
Для того чтобы заточить вольфрамовые электроды для аргонодуговой сварки, прибегают к использованию специальных мелкозернистых дисков. Крайне важно, чтобы на их конце не образовывались бороздки или заусеницы. Сам круг для заточки должен быть идеально чистым, поэтому нежелательно использовать его во время работы с какими-либо другими материалами.
Как выбрать вольфрамовые электроды
Современный мир развивается очень динамично. Это касается многих сфер жизни, в том числе и области сварки. Если несколько лет назад аргонодуговая сварка неплавящимся вольфрамовым электродом была уделом специалистов узкого профиля и высочайшей квалификации, то теперь её могут позволить себе практически все, кто зарабатывает сварочным ремеслом на жизнь, или просто часто использует сварку. Сейчас уже многим сварщикам известно, что добиться швов высочайшего качества и при этом получить эстетически красивый продукт можно именно при использовании TIG- сварки. Она проигрывает механической полуавтоматической сварке (MIG) в скорости, но значительно превосходит по качеству и надежности. А также охватывает все сферы использования сварки (все технически сложные виды работ, в том числе сварка алюминия, будут лучше выполнены именно при использовании аргонодуговой сварки).
При освоении аргонодуговой сварки обычно много времени уделяется выбору сварочного аппарата. Но какой элемент не менее важен? От чего будет зависеть качество сварочного шва? Правильный ответ — вольфрамовый электрод! Можно сказать, что аргонодуговая сварка напрямую зависит от всех компонентов: мастерства сварщика, уровня аппарата, правильного подбора неплавящегося электрода и присадочного материала.
Как же подобрать вольфрамовые электроды? В настоящее время существует несколько основных видов неплавящихся вольфрамовых электродов, между которыми и будет стоять выбор начинающего аргонщика. Европейская маркировка выглядит следующим образом: электроды WC-20, W L — 15, W L — 20, W P, W T — 20, W Z-8, WY-20. Отечественные электроды также являются аналогами основных европейских марок, но у них есть своя специфика: электроды имеют мерную длину до 1 м. Вольфрам довольно хрупок, поэтому в партии товара встречаются и короткие электроды около 200 мм. Это допускается по ГОСТ. Продается отечественная продукция килограммами. А электроды европейского образца (сейчас массово производятся в КНР) обычно имеют длину 175 мм и продаются поштучно (или в упаковках от 10 штук), что делает их самыми востребованными на рынке.
Начать практику в аргонодуговой сварке можно с универсальных электродов. Они способны работать как на постоянном, так и на переменном токе, а также стабильно сваривают большинство самых часто встречающихся металлов и сплавов. К универсальным вольфрамовым электродам относятся WC-20, W L — 15 и W L — 20. Классический тип электродов — для сварки на постоянном токе . К нему относятся WT-20 и WY-20. Первые широко известны с советских времен, но имеют важную особенность, о которой всегда говорится в их описании. Вторые являются их безопасным аналогом. К третьему типу относятся электроды для сварки на переменном токе, W P, W Z-8.
Вольфрамовые электроды WC-20 (в состав, помимо чистого вольфрама входит 2 % оксида церия) относятся к группе универсальных, так как подходят для сварки на постоянном (прямой полярности) и переменном токе , а также для различных металлов : нержавеющих сталей, молибден а , тантал а, меди, никеля, титана, а также их сплавов. Среди отличительных особенностей данного типа электродов выделяются полная безопасность для человеческого здоровья, устойчивость к повышенным значениям сварочного тока, сбалансированное расходование электрода в процессе сварки.
Следует помнить, что чем ближе значение сварочного тока к максимуму при работе с электродом WC-20, тем больше оксида церия концентрируется на стыке со сварочной дугой, и это может вл и ять на качество сварочного шва.
Считается, что электроды марки WC-20 отлично подходят для сварки корневых швов трубопроводов, орбитальной сварки, а также сварки изделий из тонколистовой стали.
Вольфрамовые электроды W L — 15 (в состав, помимо чистого вольфрама входит 1,5 % оксида лантана ) относятся к группе универсальных, так как подходят для сварки на постоянном (прямой полярности) и переменном токе , а также для различных металлов : любых типов сталей , меди, бронзы, алюминия и его сплавов . Среди отличительных особенностей данного типа электродов выделяются полная безопасность для человеческого здоровья, высокая износостойкость, отсутствие прожигов, повышенная длительность сохранения заточки электрода (опережает даже WL-20) , легкий поджиг дуги .
Электроды марки W L — 15 отлично подходят для сварки любых изделий из всех типов сталей. Они хороши для новичков в аргонодуговой сварке, так как могут сглаживать в процессе работы неправильные настройки аппарата (играет роль их универсальность, безопасность и стабильность). Если провести правильную заточку электрода WL-15, он справится и со сваркой алюминия, магния, а также их сплавов.
Вольфрамовые электроды W L — 20 (в состав, помимо чистого вольфрама входит 2,0 % оксида лантана ) относятся к группе универсальных, так как подходят для сварки на постоянном (прямой полярности) и переменном токе , а также для различных металлов : любых типов сталей , меди, бронзы, алюминия и его сплавов . Среди отличительных особенностей данного типа электродов выделяются полная безопасность для человеческого здоровья, высокая износостойкость, отсутствие прожигов, повышенная длительность сохранения заточки электрода ( уступает лишь WL-15 ) , легкий поджиг дуги, стабильная работа на малых токах (опережает WL-15) .
Электроды марки W L — 20 отлично подходят для сварки любых изделий из всех типов сталей. Они хороши для новичков в аргонодуговой сварке, так как могут сглаживать в процессе работы неправильные настройки аппарата (играет роль их универсальность, безопасность и стабильность). Если провести правильную заточку электрода WL- 20 , он справится и со сваркой алюминия, магния, а также их сплавов.
Вольфрамовые электроды W T — 20 (в состав, помимо чистого вольфрама входит 2,0 % оксида тория ) имеют наибольшее распространение в России, так как на протяжении десятилетий показывали высокую эффективность, стабильность и относительную универсальность. Данные электроды подходят для сварки всех типов стали, а также тантала, молибдена и многих других материалов на постоянном токе. Технически способны работать и на переменном токе, но не предназначены для этого. Обладают легким поджигом дуги, относительной долговечностью. Но существенный минус WT-20 в данный момент снижает их потребление — торий является радиоактивным химическим элементом. Пыль от электрода при его заточке, вдыхаемая в легкие человека, может оказать существенное воздействие на его здоровье. Также опасны и плохо проветриваемые помещения, предназначенные для работы с WT-20, и длительный характер самих работ. Все вышеперечисленное не означает, что сразу же стоит отказаться от ториевых вольфрамовых электродов, но желательно строго соблюдать технику безопасности при работе с ними.
Вольфрамовые электроды WY-20 (в состав, помимо чистого вольфрама входит 2 % оксида иттрия ) относятся к той же группе, что и WT-20, т ак как созданы для сварки на постоянном токе. Но в отличие от ториевых электродов, иттриевые безопасны для здоровья человека . Считаются самыми устойчивыми к высоким сварочным токам среди вольфрамовых электродов. Не загрязняют сварочный шов. Исходя из совокупности положительных сторон, данные электроды применяются при сварке особо ответственных конструкций. Заточка электродов требует навыка, так как, по отзывам, с ней возникают проблемы.
Вольфрамовые электроды W P (в состав входит не менее 99,5% чистого вольфрама ) предназначены для сварки алюминия, магния и их сплавов на переменном токе. Обладают низкой устойчивостью к сварочному току (его тепловому воздействию) и долговечностью. Заточка электрода из-за этого производится в виде шарика (скругление). Несмотря на существенные недостатки, электроды WP-20 обладают важным плюсом: они не вносят никаких добавок в состав сварочного шва, так как состоят из чистого вольфрама, за что очень ценятся при работах, когда к химическому составу шва предъявляются высокие требования.
Вольфрамовые электроды W Z-8 (в состав входит не менее 0 , 8 % оксида циркония ) предназначены для сварки алюминия, магния и их сплавов на переменном токе. В отличие от чисто вольфрамовых электродов, обладают достаточно хорошими характеристиками поджига и стабильного горения электрической дуги, а также устойчивости к высоким токам и долговечности . Заточка электрода производится в виде шарика (скругление).
Марки и заточка вольфрамовых электродов для аргонодуговой сварки
Вольфрамовый электрод нашел применение в среде защитных газов (гелий, аргон). Реже используется при плазменной резке и наплавке.
Вольфрамовые электроды для аргонодуговой сварки обладают высокой тугоплавкостью (3000 градусов). Изготовляются методом порошковой прессовки. Кроме вольфрама (температура кипения 5800 градусов) в составе в зависимости от марки изделия, присутствуют оксиды:
Марки вольфрамовых электродов
Для удобства сварщиков на неплавящиеся электроды наносится цветная маркировка.
1) WP (зеленый наконечник) — содержание вольфрама 99,5%, для сварочных работ с магнием (сплавами), алюминием. Большое содержание вольфрама повышает устойчивость дуги на переменном токе в среде гелия и аргона. Рабочую зону электрода делают в виде нароста-шарика.
2) WT-20 (красный код) — добавлен диоксид тория (2%).
Соединение на постоянном токе: меди, титана и нержавеющих, низколегированных, углеродистых сталей. Марка востребованная, но торий — радиоактивный материал, при заточке торированных электродов образуется пыль вредящая здоровью человека. Рабочая зона сварщика нуждается в хорошей вентиляции. WT-20 сохраняют форму электрода при любой силе тока, а угол заточки изменяется под сварочные нужды.
3) WС-20 (серый наконечник) — добавлен диоксид церия (2%).
Марка применяется для сварки сталей и сплавов на постоянном и переменном токе. Деоксид церия (нерадиоактивный элемент) улучшает запуск дуги и повышает допустимые значения тока. WС-20 используется для сварки тонколистовой стали, трубопроводов и орбитальных труб. Недостаток цериевых изделий в концентрации оксида в рабочей зоне электрода.
4) WY-20 (тёмно-синий наконечник) с добавкой диоксида иттрия (2%).
Варят на постоянном токе медь, титан (сплавы) и стали — нержавеющие, углеродистые, низколегированные. Иттрированная добавка улучшает устойчивость дуги во всех токовых режимах.
5) WZ-8 (белая маркировка) — оксид циркония (0.8%).
Для сварки на переменном токе алюминия, магния и сплавов. Рабочая зона электродов с цирконием в форме сферы, превосходит по токовой нагрузке другие изделия.
6) Вольфрамовые электроды для аргонодуговой сварки с включениями окиси лантана:
WL-15 (цвет золотистый), 1.5% оксида лантана;
WL-20 (код синий), 2% лантана;
WR-2 (бирюзовый наконечник) — оксид лантана (1.4%).
Изделия с оксидом лантана имеют легкий запуск и устойчивую дугу, прожоги металла минимальные, уменьшенный износ рабочей зоны электрода. Применяются для всех видов сталей и сплавов.
Размеры и цены на электроды:
- длина — 175 мм;
- диаметр от 1 до 5 мм.
Самые популярные диаметры — 1,6-2,5 мм.
Цена на вольфрамовые изделия зависит от производителя, марки и диаметра электрода.
Стоимость WL-15 из Китая (1.0 мм, универсальный) — 40 рублей. Германское изделие TBi D (3.0 мм, красный для нержавеющей стали) обойдется в 340 рублей. За китайский WT-20 (5.0 мм, красный для нержавеющей стали) придется выложить 900 рублей.
Как правильно затачивать вольфрамовые изделия
Перед работой электроды для аргонной сварки затачиваются. Для получения правильной длины заточки, аргонщики советуют простую формулу: диаметр электрода умножить на 2,5.
Например, диаметр 3,2 мм умножаем на 2,5 и получаем длину заточки 8 мм (рисунок выше).
При сварке алюминия на переменном токе, шарик на вольфрамовом изделии образуется САМ. Специально притуплять электрод, делая полусферой — не обязательно.
Электрод стачивается вдоль, как карандаш. Если затачивать поперек, то риски от абразива создадут препятствия для стабильной дуги.
Точить можно наждаком или болгаркой, вращая изделие в руках. Для равномерной заточки, можно стержень закрепить в патроне шуруповерта или электродрели, выставив малые обороты вращения.
По технике безопасности, одевайте маску для защиты органов дыхания от пыли.
Автоматизация процесса заточки
Продаются специальные машинки для заточки вольфрамовых электродов для аргоновой сварки. В комплектацию входит — ударопрочный чемодан для хранения прибора, электромашинка, приспособление для фиксации электрода в держателе.
Устройство машинки включает:
- абразивный алмазный диск с односторонним покрытием;
- регулировка количества оборотов;
- фильтр для мелкодисперсной вольфрамовой пыли;
- регулировка угла заточки от 15 до 180 градусов.
Желающие приобретают это устройство для домашних нужд.
Электроды вольфрамовые – качественная аргонодуговая сварка обеспечена!
Электроды вольфрамовые представляют собой неплавящиеся стержни для выполнения аргонодуговой сварки. Они используются также в некоторых операциях наплавки, плазменной резки металлов, напыления.
1 Описание марок вольфрамовых стержней по ГОСТ 23949–80
Описываемые сварочные изделия изготавливаются из вольфрама в чистом виде, а также из вольфрама и разных добавок, которые способны активировать процесс сварки. Государственный стандарт 23949 говорит о следующих марках вольфрамовых электродов для аргонодуговой сварки:
Массовая доля чистого вольфрама в указанных электродах составляет от 99,91 до 99,95 %. Различных примесей (в частности, молибдена, кремния, железа, алюминия, кальция и никеля) в них не может быть больше 0,05–0,11 %. В марках ЭВИ-2 и ЭВИ-3 допускается наличие до 0,01 % тантала, в ЭВТ-15 – 1,5–2 % двуокиси тория, в ЭВЛ – 1,1–1,4 % окиси лантана. В изделиях марок ЭВИ, кроме того, имеется от 1,5 до 3,5 % окиси иттрия.
Электроды вольфрамовые всех видов за счет высокой (порядка 5800 градусов) температуры кипения вольфрама и его повышенной (почти 3000 градусов) тугоплавкости характеризуются очень малым расходом во время осуществления сварки.
На один метр шва тратятся сотые части грамма материала. А добавка циркония, лантана, церия, тория придает стержням из вольфрама по-настоящему уникальные эксплуатационные параметры.
Готовые электроды на своей поверхности не должны содержать загрязнений и каких-либо включений, окислов, расслоений, следов смазочных технологических материалов, трещин и раковин. В процессе приемки сварочных стержней их поверхность осматривается визуально. В некоторых случаях допускается использование мерительных приспособлений и специальных оптических средств.
2 Международная цветовая маркировка вольфрамовых сварочных стержней
Выбор конкретной марки электрода из вольфрама достаточно прост, они все обозначаются тем или иным цветом. Так, например, один из концов изделий из чистого вольфрама обозначается зеленым цветом и маркируется в международной практике литерами «WP». Такие электроды по мировым стандартам содержат от 99,5 % вольфрама. Они гарантируют идеальную устойчивость электродуги при выполнении сварочной операции на переменном токе.
«Зеленые» стержни – это, прежде всего, вольфрамовые электроды для сварки алюминия, сплавов на базе магния и чистого магния. Специалисты рекомендуют использовать их в тех случаях, когда ведется сварка в атмосфере гелия или аргона на синусоидальном переменном токе. Особенность таких стержней заключается в том, что их рабочий конец изготавливается в форме шарика. Подобная необходимость возникает из-за того, что тепловая нагрузка на изделие имеет ограниченный показатель.
Серым цветом выполняется маркировка электродов «WС-20». В их составе присутствует около двух процентов активного редкоземельного церия. Указанная добавка обеспечивает:
- повышение разрешенных величин тока для сварки;
- облегчение розжига дуги;
- улучшение (и весьма существенное) эмиссии сварочного стержня.
«Серые» электроды в профессиональной среде считаются наиболее универсальными. Они позволяют соединять конструкции почти из всех известных в наши дни металлических сплавов и марок стали, причем, как на постоянном, так и переменном токе прямой полярности. Отметим, что церий является нерадиоактивным элементом. Кроме того, он причисляется к распространенным металлам редкоземельной группы.
Важный момент – «WС-20» даже при минимальных величинах тока обеспечивает отличную устойчивость сварочной дуги. Именно по этой причине рекомендовано его применение для сварки тонких стальных листов, трубопроводов различного назначения, а также трубных изделий любых диаметров. А вот высокие показатели тока при работе с «WС-20» лучше не выбирать, так как на раскаленном торце стержня может образоваться высокое содержание окисла церия.
Низколегированные и углеродистые стали, изделия из меди и титана, а также нержавеющие стали обычно свариваются на постоянном токе при помощи «красных» стержней (маркировка – «WT-20»). Данные электроды легируются диоксидом тория (до двух процентов) и используются чаще всего.
Стоит отметить, что торий является радиоактивным металлом. Если электроды «WT-20» используются не систематически, а объемы выполняемых работ незначительны, никаких угроз здоровью сварщика не существует. Если же предусматривается их постоянное применение, очень важно позаботиться об эффективной вентиляции сварочной зоны и об обеспечении сварщика защитной амуницией (специальная маска, очки и так далее).
Стержни с красной маркировкой при повышенных показателях сварочного тока практически не меняют своей конфигурации. В зависимости от того, какая задача ставиться перед специалистом, выполняющим сварку, можно изменять угол заточки «WT-20». В целом выбор «красного» электрода полностью обоснован при выполнении сварочной операции на постоянном токе. В подобных случаях он в разы более эффективен, нежели стержень из чистого вольфрама.
При сварке магния и деталей из алюминия на переменном токе обычно используют «белые» электроды «WZ-8» с оксидом циркония не более 0,8 процентов. Такие стержни имеют уникальную по своей стабильности дугу, они абсолютно не загрязняют сварочную ванну. Их рабочий конец выполнен в сферической форме. Разрешенная нагрузка тока на «WZ-8» немного больше, нежели на ториевые, лантановые и цериевые изделия для сварки.
Очень ответственные конструкции из титана, медных сплавов, антикоррозионных и низкоуглеродистых сплавов чаще всего свариваются стержнями «WY-20», которые маркируются темно-синим цветом и содержат в качестве легирующего соединения диоксид иттрия (около двух процентов). Эти электроды характеризуются высокой устойчивостью катодного пятна, за счет чего дуга становится стабильной при самых разных величинах сварочного тока. На сегодняшний день «WY-20» признается самым стойким изделием из ряда электродов неплавящегося типа.
Также существуют сварочные стержни «WL-20» и «WL-15». Первые содержат оксид лантана в количестве порядка двух процентов (маркируются синим цветом), вторые содержат не более полутора процентов указанного оксида и обозначаются золотистым цветом. Их называют лантановыми электродами.
Данные изделия гарантируют малый уровень загрязнения сварного соединения и считаются весьма долговечными. А первоначальная заточка вольфрамовых электродов с оксидом лантана сохраняется длительное время, поэтому «WL» часто применяются для сварки «нержавейки» и обычных сталей на прямом по полярности постоянном токе.
Лантановые стержни имеют высокий несущий потенциал (он почти в два раза больше, чем потенциал стандартного изделия, изготовленного из чистого вольфрама), малую склонность к прожогам, простой розжиг дуги. Кроме того, «WL-20» и «WL-15» гарантируют минимальный износ рабочего торца сварочного стержня.
Как видим, разновидностей электродов, сделанных из вольфрама и специальных добавок, немало. А это означает, что пользователь может сделать грамотный выбор того стержня, который идеально подойдет для соединения деталей и конструкций из разных марок и видов сталей.
3 Особенности заточки вольфрамовых стержней
Для обработки описываемых в статье изделий для сварки обычно используется специальная машинка для заточки вольфрамовых электродов. Такое устройство располагает мелкозернистыми дисками высокой твердости. Зерно обязательно должно иметь мелкий размер, так как, в противном случае, на торце стержня при его заточке будут формироваться бороздки и небольшие заусенцы. Во избежание загрязнения диска запрещено использовать машинку для обработки каких-либо иных материалов.
Машинка для заточки вольфрамовых электродов применяется по мере необходимости. Угол заточки и величина притупления сварочного стержня имеют огромное значение для нормального его применения, так как они напрямую воздействует на проплавляющие возможности электродуги. При снижении величины притупления наблюдается повышение глубины проплавления, а также увеличение плотности тока, давления дуги и концентрации теплового потока.
Геометрические параметры и форма столба дуги изменяется при выборе того или иного угла заточки. Столб электродуги будет характеризоваться конической формой при углах от 15 до 75 градусов. А в тех случаях, когда заточка проводится под большим углом, столб будет модифицировать свою форму в цилиндрическую. При использовании переменного тока заточку чаще всего выполняют с округлым торцом. в обработка рекомендована для случаев, когда процесс осуществляется на постоянном токе.
Длина заточки, как правило, составляет 0,5–2 сечения сварочного стержня, она оказывает существенное влияние на ширину и глубину шва. С повышением длины заточки наблюдается уменьшение ширины проплавляемого участка. Если же выбирается небольшая длина, глубина проплавления существенно уменьшается. Об этих особенностях всегда нужно помнить, когда используется машинка для заточки вольфрамовых электродов.
Также хочется добавить, что стабильное горение электродуги после заточки вольфрамовых стержней зависит от:
- притупления на кончике электрода;
- рисок, которые появляются на изделии в процессе заточки.
Величина притупления подбирается таким образом, чтобы она соответствовала показателю тока и сечению сварочного стержня. А риски, размеры коих обязаны быть минимальными, размещают вдоль оси изделия. После выполнения заточки рекомендуется проводить полирование стержня.
Далее мы приводим краткие описания нескольких устройств для заточки электродов из вольфрама:
- «G-Tech» от известного производителя ESAB: машинки разных моделей с алмазными дисками и системой улавливания пыли в автоматическом режиме, а также вместительными возвратными емкостями. Добавим, что устройствам «G-Tech» не нужна отдельная система вытяжки;
- «ESG Plus» от компании Orbitalum: обработка электродов шести популярных сечений, возможность выполнения четырех разных углов и торцевания острия сварочных стержней;
- «EWM TGM 40230»: компактный ручной станок, обеспечивающий достойное качество заточки под углом от 0 до 90 градусов.