Содержание
- Особенности сварки алюминия инвертором в домашних условиях
- Особенности сварки алюминия с использованием инвертора
- Каким должен быть инвертор, используемый для сварки алюминия
- Правила подготовки к сварочным работам и их проведение
- Правила сварки алюминия в домашних условиях инвертором
- Сложности при сварке изделий из алюминия
- Инструкция выполнения работы
- Сварка алюминия инвертором
- Важные нюансы
- Электроды для сварки алюминия
- Инвертор для сварки
- Как варить
- Особенности инверторной сварки алюминия: каким должен быть инвертор? Выбор электродов, технология процесса
- Правила при сваривании алюминия инвертором
- Какие электроды лучше всего подходят для сварки алюминия
- Инвертор для сварки
- Какие параметры устанавливаются в зависимости от толщины свариваемого металла
- Технология сварки
- Техника сварки алюминия в домашних условиях инвертором
- Алюминий — свойства и особенности
- Как подготовить алюминий к сварке?
- Общая подготовка к работе с инверторным сварочным аппаратом
- Обработка алюминия инвертором — специфика работ
Как заварить алюминий инвертором
Особенности сварки алюминия инвертором в домашних условиях
Сварка алюминия инвертором, осуществляемая в производственных и в домашних условиях, – это очень распространенный технологический процесс, так как изделия из данного металла используются практически повсеместно. Широкая популярность, которой отличается данный металл, объясняется его уникальными свойствами: небольшим удельным весом, высокой тепло-, а также электропроводностью, способностью противостоять механическим нагрузкам. Выполнять соединение деталей из алюминия с применением инвертора в домашних условиях позволяет развитие сварочной техники.
Сварка алюминиевых деталей в домашних условиях
Особенности сварки алюминия с использованием инвертора
Применять сварочный инвертор в домашних условиях для выполнения сварки деталей, изготовленных из алюминия, допустимо, для этого достаточно придерживаться ряда несложных условий. Сам аппарат, используемый для выполнения работ с деталями из алюминия, может быть самым простым, основное внимание уделяется расходным материалам. Чтобы качественно варить в домашних условиях детали из алюминия, потребуется несколько составляющих.
Схема аргонодуговой сварки алюминия
- Приобретите электроды, которые специально предназначены для сварки данного металла. Узнать такие электроды можно по их маркировке: ОЗА, ОЗА-1, ОЗР, ОЗР-2, ОЗАНА, ОЗАНА-1. Используя эти электроды, можно варить не только алюминий, но и другие металлы, отличающиеся высокой теплопроводностью.
- Кроме того, вам понадобится сварочный инвертор, в качестве которого подойдет оборудование даже с самыми скромными характеристиками.
- Для подготовки электродов к сварке алюминия потребуется печь: в ней они будут подвергаться предварительному прогреванию. Такая процедура, как предварительная прожарка электродов, является обязательной при сварке алюминия. От этого напрямую зависит качество и надежность формируемого сварного шва.
Самодельная печь для сушки и прогрева электродов
По технологии выполнения сварка алюминия с помощью инвертора незначительно отличается от технологии подобных работ, выполняемых с черными металлами. Именно поэтому, обладая опытом выполнения сварочных работ, можно с успехом применить свои навыки и при сварке данного металла.
Каким должен быть инвертор, используемый для сварки алюминия
Для сварки алюминия могут быть использованы инверторы различных модификаций, но, если вы только определяетесь с выбором такого оборудования, то оптимальным будет отдать предпочтение моделям, конструкция которых допускает возможность подключения специальной приставки для подачи защитного газа (аргона).
Аппарат для аргонодуговой сварки Кедр TIG-259P
Варить данный металл в домашних условиях можно и электродом, но, если к качеству формируемого соединения предъявляются высокие требования, лучше использовать полуавтоматическую сварку или выполнять сварочные работы при помощи неплавящегося электрода, который изготавливается из вольфрама, и присадочного прутка.
Выбрать подходящий полуавтомат поможет видеоролик, рассматривающий несколько бюджетных моделей.
Использование для соединения алюминиевых деталей инвертора, в отличие от применения сварочных аппаратов другого типа, предоставляет массу преимуществ, к основным из которых следует отнести:
- быстрое зажигание сварочной дуги, а также ее стабильное горение;
- получение качественного, красивого и надежного сварного шва;
- возможность выполнять сварку листового материала небольшой толщины;
- универсальность, дающую возможность применять инвертор для сварки с использованием как обычных, так и неплавящихся электродов.
В маркировке инверторов, которые могут совмещаться с приставкой для подачи защитного газа, присутствует обозначение TIG. От обычных моделей такие инверторы отличает наличие в их конструкции осциллятора, формирующего импульсы напряжения высокой частоты, что облегчает зажигание дуги. Кроме того, в конструкции таких устройств предусмотрено наличие вентиля, регулирующего поток защитного газа, подаваемого в зону сварки.
Правила подготовки к сварочным работам и их проведение
Если говорить о качестве сварки инвертором деталей, изготовленных из алюминия, а также сплавов данного металла, то лучшим оно получается, если она выполняется в среде защитного газа аргона и с применением неплавящегося электрода. Такую сварку вполне можно осуществлять в домашних условиях, используя для этого инвертор и соответствующие расходные материалы.
Вольфрамовые электроды для сварки в защитном газе
Естественно, что для такой сварки необходимо использовать дополнительное оборудование, которое обеспечивает подачу, а также регулировку потока защитного газа. Вам также понадобится баллон, в котором данный газ содержится.
Качество сварки напрямую зависит от того, насколько тщательно проведены подготовительные работы. Основная цель таких работ – разрушить тугоплавкую оксидную пленку, присутствующую на поверхности изделий из алюминия. Кроме того, если необходимо выполнить сварку деталей значительной толщины, область соединения желательно прогреть, используя для этого обычную газовую горелку.
Технология выполнения сварочных работ, осуществляемых с алюминием с помощью инвертора, выглядит следующим образом.
Подготовка свариваемых поверхностей механическим способом
Правила сварки алюминия в домашних условиях инвертором
Алюминиевые и изготовленные из сплавов этого металла изделия широко применяются как на производственных предприятиях, так и в быту. Их популярность обусловлена достоинствами металла, в том числе легкостью и пластичностью. При этом алюминий – материал не самый прочный, из-за чего изделия часто ломаются. И если ранее их починка осуществлялась только в производственных условиях, то сейчас возможна сварка алюминия в домашних условиях инвертором – для этого нужно изучить свойства материала, приобрести необходимый инвентарь и выполнить работу согласно инструкции.
Сложности при сварке изделий из алюминия
Выполненные из алюминия детали покрыты оксидной пленкой, которая обладает высокой температурой плавления – 2000 градусов Цельсия. В то время как сам металл плавится уже при 600 градусах. Поэтому перед началом работ пленку нужно удалить: химическим или механическим путем. Стоит помнить, что сваривать алюминий следует начинать сразу после удаления тугоплавкой пленки, чтобы избежать повторного окисления поверхности – это происходит при контакте металла с содержащимся в воздухе кислородом.
Необходимо учитывать, что прочность изделий снижается при резких перепадах температур. А из-за того, что электродуга нагревается до высокой температуры, алюминий плавится и начинает вытекать из зоны сварки.
Дополнительные сложности создает тот факт, что при нагревании цвет металла не меняется. Поэтому сложно контролировать, чтобы сварной шов был одного размера на всем участке. Свариваемая конструкция может изменить форму из-за низкого значения модуля упругости. По этой же причине при остывании изделия в районе сварочной ванны могут образовываться микротрещины.
Зная об этих сложностях, можно самостоятельно сварить алюминий инвертором, не прибегая к помощи специалистов.
Требования к сварке
Сваривать алюминий необходимо строго следуя следующим правилам:
- Сварка производится только под защитой, которую обеспечивают инертные газы. Как правило, используется аргона и его смесь с гелием. Соответственно, инверторный аппарат необходимо оснастить оборудованием аргонодуговой сварки.
- Использовать лучше вольфрамовые электроды для алюминия – они не плавятся. В процессе работы нужно периодически счищать с них окислы, иначе качество шва ухудшится.
- Работы производятся при помощи переменного электрического тока, силу которого устанавливают больше, чем при работе со стальными изделиями.
- Чтобы сварной шов не деформировался из-за перепада температур, необходимо прогреть рабочую поверхность перед сваркой.
- Присадочные электроды для алюминия предварительно прогревают, помещая их в муфельную печь.
Оборудование для работы
Для сварки алюминиевых или изготовленных из сплавов алюминия заготовок могут использоваться аппараты инверторного типа, отличающиеся по производительности и степени автоматизации процессов работы. Если нет возможности приобрести полуавтомат, можно установить приставку к инвертору, которая будет генерировать переменный ток. Это позволит эффективно работать.
В случае, когда производится сварка алюминия инвертором типа «TIG», используются неплавящиеся вольфрамовые электроды и присадочная проволока диаметром 2-5 мм нескольких маркировок: АО, АД и АК. В ней содержится большое количество присадок сплавов магния.
Также в работе можно использовать следующие электроды для сварки алюминия инвертором: российские марок ОЗА, ОЗР ОЗАНА; либо импортные образцы марок ОК 96.20, ОК 96.40, Kobatek-213.
Проволока для полуавтоматических сварочных инверторов для алюминия обладает диаметром 0,8-1 мм. Она выпускается в катушках, вес которых составляет полкилограмма. Оптимально использовать проволоку, изготовленную из литий-кремниевого сплава двух марок – ER 4043 и ER 5356. Либо марки проволоки из сплава магния с алюминием – Св-АК 5 или Св-АМг 5.
Аргонодуговой метод (AC TIG) сваривания алюминиевых деталей в основном используется при тщательной сварке. В результате не образуется пор и грубых швов. Переменный ток позволяет расплавить тугоплавкий оксидный слой на поверхности материала и создать сварочную ванну, которая необходима для соединения элементов конструкции. При использовании аппарата такого типа можно ремонтировать тонкостенные изделия из чистого металла и его сплавов. Однако, он довольно чувствителен к загрязнению используемых электродов – по этой причине их очистку нужно производить своевременно.
Инструкция выполнения работы
Сварка алюминия инвертором производится по строгому алгоритму. В первую очередь настраивается аппарат для инверторной сварки. Тумблер переводится в режим переменного тока, соответствующее значению АС. Следующим этапом производится установка баланса полярности на значение – при работе с изделиями из чистого алюминия его необходимо смещать из исходного положения (50/50) в отрицательную сторону, а при сварке сплавов – в положительную.
Значение величины сварочного тока устанавливается в зависимости от таких параметров, как толщина листа и диаметр электрода. Например, при толщине листа в 2 мм и диаметре присадочной проволоки в 3 мм она устанавливается на значение 60 Ампер.
От толщины изделия также зависит замедление процесса затухания электродуги для заварки кратера окончания сварочной ванны. Так, при работе с 2-милиммитровым листом это значение устанавливается на 3 секунды.
Заканчиваются настройки сварочного инвертора для сварки алюминия установкой времени и интенсивности продувки шва инертным газом (без аргона работать нельзя), которое требуется для того, чтобы охлаждать сварочный шов.
После настроек оборудования необходимо подготовить саму заготовку – очистить ее от пленки, повышающей термостойкость материала. Применяется как механическая очистка (железной щеткой, наждачной бумагой), так и химический способ. В последнем случае используется водный раствор хлорида цинка или иной растворитель. Затем изделие необходимо предварительно прогреть до 400 градусов. Только после этого можно переходить к чистовым сварочным работам. Действовать следует неторопливо, чтобы свариваемые элементы прогревались с одинаковой интенсивностью.
Чтобы в результате сварочный шов был равномерным с характерной ребристостью, присадочная проволока либо электроды по алюминию для сварки должны подаваться легкими прикосновениями под определенным углом – 15 градусов, начиная с начала сварочной ванны. При этом по шву выполняется несколько проходов.
Таким образом, при наличии необходимого оборудования, в домашних условиях можно сварить изделия из алюминия на совесть, используя инвертор. При этом важно учитывать, что новичкам не следует сразу выполнять чистовые работы. Сначала лучше потренироваться под надзором специалиста, чтобы приобрести необходимые навыки и опыт выполнения подобных операций.
С процессом сварки алюминия можно ознакомиться на видео:
Сварка алюминия инвертором
На производстве или ремонтных сервисах алюминий и его сплавы соединяются аргоновой сваркой на переменном токе. Так легко устраняются трещины и создаются прочные швы. Но в бытовой среде наличие аргонового аппарата редкость. Если возникла необходимость выполнить шов на этом капризном металле, то сварка алюминия в домашних условиях инвертором — оптимальное решение проблемы. Что нужно учесть при такой работе? Какие выбрать электроды и настройки аппарата? Как правильно варить алюминий?
Важные нюансы
Не каждый сварщик, умеющий работать инвертором, сможет заварить трещину на алюминиевом изделии или соединить две части в одно целое. Это обусловлено специфичными характеристиками данного металла при высоких температурах. Чтобы успешно справляться с подобными задачами в домашних условиях, важно знать основные нюансы работы с алюминием, которые не возникают на низколегированных сталях.
Например, чтобы заварить алюминиевый бак, обязательно необходимо подкладывать подложку из неплавящегося материала под место горения дуги. Это требование связано с высокой текучестью жидкого металла. Свариваемый материал, если его стенка около 5 мм, быстро проплавляется, и сварочная ванна легко может вытечь наружу с обратной стороны изделия. Подложки могут быть из керамики или графита. Они поддерживают целостность нижней стороны материала, и предупреждают прожоги и вытекания жидкого металла.
Исходя из этих свойств алюминия, все швы желательно выполнять в нижнем положении. Даже если свариваемая конструкция большая, стоит ее перевернуть. Вертикальные швы чреваты стеканием расплавленного металла без формирования шва. Их можно выполнить только короткой дугой с прерывистым ведением.
Сварка алюминия инвертором осложнена гигроскопичностью материала. Он накапливает влагу из окружающего воздуха, а при нагреве начинает испарять ее. Сварочный процесс характеризуется частыми брызгами расплавленного алюминия ввиду попадания воды в зону ведения шва. Поэтому, приступая к работе в бытовых условиях, следует прогреть материал паяльной лампой или ацетиленовой горелкой до 160-190 градусов. Так можно удалить лишнюю влагу и обеспечить беспрепятственную сварку.
Отличительной чертой алюминия является оксидная пленка образующаяся на его поверхности при воздействии кислорода. Она осложняет процесс формирования сварочной ванны и наложение шва тем, что плавится при температуре 2000 градусов, а основной металл приобретает текучесть уже после 500 градусов. Чтобы избежать такого перепада и сразу получить сварочную ванну, требуется зачистка места поджига электрода от оксидной пленки. Последующее удаление оксида будет происходить под действием температуры и дополнительных элементов в обмазке электрода.
Электроды для сварки алюминия
Чтобы успешно сварить алюминиевые детали дома инвертором, важно правильно подобрать расходные материалы. Они выпускаются с составом стержня оптимально соответствующим основному металлу, и обеспечивающим сохранение антикоррозионных свойств. Из распространенных марок подойдут:
Все эти расходные материалы обладают гигроскопичностью, поэтому перед выполнением сварки требуется их просушка при 200 градусах. Работу следует провести в течение суток после прокалки. Более длительный интервал требует повторной сушки. В домашних условиях это можно сделать в духовке или на печи для твердого топлива.
Большинство марок электродов для алюминия разработано под сварку в нижнем положении. Поэтому, если необходимо проложить вертикальный шов, необходимо внимательно изучить характеристики на упаковке. При прерывании сварки на кончике электрода будет образовываться белая капля. Это щелочь, которую добавляют в обмазку для разъедания оксида. Чтобы повторно разжечь дугу требуется сколоть белый налет, поскольку он является диэлектриком.
Инвертор для сварки
Инвертор для сварки алюминия можно использовать как самый дешевый, так и самый дорогой. Любая модель справится с этим заданием. Чаше всего устанавливается полярность, у которой «+» находится в руках сварщика, а «-» крепится на свариваемое изделие. Но могут быть и отличия, о которых тоже нужно читать на купленной пачке электродов.
В зависимости от толщины свариваемого материала устанавливаются следующие параметры:
Как варить
В домашних условиях процесс сваривания алюминия имеет несколько пошаговых действий:
- В случае толщины стенки более 5 мм следует выполнить разделку кромок. Болгаркой делается косой срез верхнего угла кромки каждой из свариваемых частей. Градус образованного скоса может варьировать от 45 до 60. Чем толще пластины, тем больше может быть градус скоса. Это позволит создать широкий шов, хорошо связывающий обе стороны.
- Для пластин от 5 мм и тоньше необходима подложка из неплавящегося материала (графит, керамика). Это предупредит протекание жидкого алюминия.
- Следующим шагом является прогрев изделия. Можно воспользоваться паяльной лампой. Если габариты свариваемых частей из алюминия малы, то подойдет и покупной баллончик с газом. Поскольку не у всех дома найдется аппарат для измерения температуры материалов, определять результат придется визуально. Когда на поверхности прогретого изделия отсутствуют капли влаги, то это означает готовность материала под сварку.
- Сразу требуется очистить зону начала соединения от оксидной пленки, поэтому под рукой должна находиться щетка по металлу.
- Теперь можно приступать к сварке. Накладываются прихватки для фиксации сторон. Шов ведется электродом, расположенным перпендикулярно изделию. Сохраняется короткая дуга для четкого воздействия на место соединения.
- После первого прохода следует отбить шлак и убедиться в качестве шва. Он будет таким же светлым, как и основной металл. Должны отсутствовать поры и непроваренные участки.
- Если изделие толстое необходимо выполнить второй проход. Здесь колебательные движения могут быть пошире. Так, можно хорошо заполнить место соединения и связать стороны.
Стоит отметить, что электроды плавятся очень быстро. Тем, кто привык работать инвертором на низколегированной стали нужно попрактиковаться на черновом изделии из алюминия, чтобы привыкнуть к сохранению короткой дуги.
Сварить алюминий инвертором дома не сложно. Приложенное видео подтверждает простоту манипуляций и качество результата. Но чтобы все получилось правильно, следует применять вышеизложенные советы и попрактиковаться.
Особенности инверторной сварки алюминия: каким должен быть инвертор? Выбор электродов, технология процесса
Особенности алюминия состоят в следующем:
Правила при сваривании алюминия инвертором
Существует ряд правил для получения качественного результата при сварке алюминия инвертором:
- Для оптимального процесса рекомендуется использовать электроды из вольфрама. При этом особое внимание стоит уделить размеру наконечника и составу электрода, так как эти факторы влияют на качество выполняемых соединений.
- Предварительный прогрев алюминиевых деталей позволит сократить последствия деформаций в районе сварного шва от воздействия высоких температур. При этом температура подогрева прямо пропорциональна размерам свариваемых деталей. Если конструкция большая, то может быть нагрет только локальный участок сварки.
- Сваривать алюминиевые элементы необходимо под защитой инертных газов (аргон, аргон+гелий);
- Сварочные манипуляции при работе с алюминием проводятся только с использованием тока обратной полярности. Такой выбор обусловлен возможностью разрушения образующейся оксидной пленки катодным распылением.
Какие электроды лучше всего подходят для сварки алюминия
Чем больше толщина деталей, тем больше диаметр электрода. Неверно выбранный размер приведет к тому, что либо соединение будет непрочным, либо будут дефекты при выполнении.
Инвертор для сварки
Инверторы, применяемые для сварки деталей из алюминия, могут между собой отличаться по конструкции и модификации. Наиболее распространены полуавтоматические аппараты, а также электродуговые установки.
Выбираемый для сварки алюминиевых деталей аппарат должен иметь следующие возможности:
- должен быть установлен осциллятор для обеспечения возможности увеличения стартового тока;
- настройка основного тока с высокой точностью в соответствии с толщиной детали;
- регулятор подачи инертного газа при сварочных работах.
Примерная стоимость инверторов для сварки на Яндекс.маркет
Какие параметры устанавливаются в зависимости от толщины свариваемого металла
Настраивая аппарат для сварки, необходимо произвести следующие манипуляции:
- отрегулировать баланс переменного тока (плюс или минус). Обычно при сварке алюминия используют обратную полярность, то есть “-“;
- настроить сварочный ток в зависимости от толщины соединяемых элементов. Ток импульса увеличивается при увеличении толщины свариваемых деталей. Так, для алюминия толщиной 1 мм используется ток от 23 до 27 Ампер, а для сварки алюминия толщиной 5 мм – 150-180 Ампер;
- отрегулировать затухание дуги, также зависящее от толщины деталей: чем толще, тем дольше. Например, для соединения алюминия толщиной 2 мм достаточно выставить этот параметр на 3 секунды;
- настроить продувку газом для охлаждения (при наличии такой функции).
Технология сварки
Любые сварочные работы, помимо непосредственно самого процесса, имеют определенные этапы подготовки:
- очистка свариваемых поверхностей и их обезжиривание. Для обеспечения качественного соединения элементы очищают от жиров, масел, пыли и грязи. После этого элементы обезжиривают ацетоном или иным подходящим растворителем;
- при необходимости производится разделка кромок свариваемых деталей. Если же элементы соединения имеют толщину до 4 мм, то разделка не производится. При соединении деталей покрытыми электродами разделку допускается выполнять только при толщине деталей свыше 20 мм. Для тонких деталей наиболее распространена отбортовка;
- обязательно следует удалить пленку из оксида алюминия каким-либо абразивом либо металлической щеткой;
- настроить оборудование под конкретное изделие исходя из его состава, размеров и толщины (установить стартовый и сварочный токи, время затухания дуги, отрегулировать баланс переменного тока, настроить продувку газом).
Произвести необходимые манипуляции в соответствии с заданными параметрами и соблюдением всех нормативов:
Все работы выполняются аккуратно и без спешки, с тщательным проплавлением металла и соблюдением техники безопасности.
В завершении процесса охладить изделие и инструмент, оценить качество выполненных работ.
Техника сварки алюминия в домашних условиях инвертором
[Процесс сварки алюминия в домашних условиях] инвертором несколько отличается от сварки других видов металлов. Алюминий относится к трудносвариваемому типу металлов.
Поэтому, чтобы сварочный процесс не превратился в мучение, стоит заранее познакомиться со всеми возможными нюансами предстоящего дела.
По сути, сварка алюминия в домашних условиях не отличается от сварки на производстве ни оснащением, ни требованиями техники безопасности.
Особенно важно обратить внимание на газы, выделяемые стандартными электродами, — они токсичны и требуется своевременно организовать работу по их нейтрализации.
Большое значение имеет также квалификация мастера.
Работа с алюминиевыми сплавами считается в среде сварщиков сложной, и выполнить ее без определенных навыков и опыта затруднительно.
Чтобы избежать появления сквозных отверстий или оплавления, домашний сварщик должен быть очень внимательным, понимать механику температурного расширения, уметь правильно подобрать электроды, учитывая свойства и особенности материала.
Даже самые простые сварочные технологии требуют практического опыта и хотя бы минимальной теоретической базы.
Частично решить эту задачу поможет видео, в котором сварка алюминия в домашних условиях показана поэтапно.
Алюминий — свойства и особенности
В силу своих химических и физических свойств, алюминий получил широкое распространение в различных сферах деятельности человека.
Для сварки различных конструкций или деталей могут применять не только алюминий, но и сплавы из него. Правда, сам процесс под силу только опытным сварщикам.
Потому что этот металл капризен, и чтобы сварить его качественно, нужна высокая квалификация.
Трудности сварки алюминия обусловлены рядом характерных особенностей металла:
- Высокая текучесть. Под воздействием высоких температур металл теряет прочность и в процессе сварки, расплавленная часть металла может разрушить нижнюю, нерасплавленную часть. В этом случае, алюминий просто вытечет через шов. Сложность контроля ситуации усугубляется тем, что цвет металла при нагревании не меняется. Поэтому, чтобы сохранить форму сварочной ванны, сварщики используют специальные подкладки из керамики или металла;
- Образование оксидной пленки. При взаимодействии с кислородом, на поверхности алюминия появляется пленка, свойства которой отличаются от его свойств более высокой плотностью и тугоплавкостью. Во время сварки оксид алюминия препятствует сплавлению металла в монолитный шов. Поэтому его удаляют с помощью катодного распыления. А чтобы не допустить появления оксидной пленки, зону сварки защищают от контактов с воздухом. Для этого используют аргоновую сварку;
- При достаточно высоком коэффициенте линейного расширения алюминий отличается низким модулем упругости, что может спровоцировать деформацию свариваемой конструкции. Снизить вероятность деформации можно с помощью различных технологических приемов — электросварки в оптимальном режиме или подогрева;
- Сварочный процесс способствует появлению пористости в алюминиевых сплавах. Это происходит потому, что в соединениях металла содержится водород, выход которого наружу происходит через новообразованные поры. Также, при повышенном содержании кремния возможно появление мелких кристаллизационных трещин, что может заметно ослабить сварочный шов;
- Алюминий обладает высокой теплопроводностью. Поэтому для его сваривания необходимы мощные источники сварочного тока;
- В ходе сварки в алюминиевых швах могут образоваться горячие трещины. Это происходит вследствие процессов внутренних изменений в момент застывания расплавленного металла. Чтобы предотвратить их появление, применяют специальные модификаторы, которые добавляют в сварные швы. Также, нежелательно близкое расположение швов по отношению друг к другу.
Кроме того, в домашних условиях нередки случаи, когда сварка применяется к алюминиевым сплавам неизвестной марки, что без особых материалов и специальных режимов сварки не всегда выполнимо.
Как подготовить алюминий к сварке?
Оптимальным выбором оборудования для сваривания алюминия и сплавов считается сварочный инвертор.
Потому что именно этот тип аппаратов обеспечивает быстрый поджиг, стабильность дуги и аккуратность шва.
Кроме того, для сварки алюминия подходят все виды инверторных сварочных устройств, независимо от производительности, куда важнее правильно выбрать электроды.
В домашних условиях сварка алюминия инвертором требует соблюдения некоторых условий.
Во-первых, необходимо обеспечение таким оборудованием, как:
- Электроды, которые подходят для обработки алюминия (маркировка ОЗА, ОЗА-1, ОЗАНА, ОЗАНА-1, ОЗР, ОЗР-2);
- Печь для прокалки электродов. Чтобы сварка алюминия инвертором прошла успешно, электроды перед применением прогревают в специальной печи.
Во-вторых, следует помнить о правилах:
- Поверхность металла необходимо обезжирить и очистить от грязи. Для этого применяют ацетон, уайт-спирит или авиационный бензин. Чтобы зачистить поверхность от оксидной пленки, используют абразив, наждачную бумагу или напильник;
- Если свариваемые детали имеют толщину более 4 мм, то нужно выполнить разделку кромок. Если для сварки используются покрытые электроды, без разделки кромок можно обрабатывать металл толщиной до 20 мм;
- Чтобы перегрев алюминия не стал причиной его деформации, используют специальную приставку для сварочного инвертора.
Общая подготовка к работе с инверторным сварочным аппаратом
Для качественного осуществления сварки алюминия, производительность инвертора не играет особой роли.
Но с правилами эксплуатации устройства лучше ознакомиться заранее.
Также необходимо подготовить защитные перчатки, маску со светофильтром, щетку для металла, молоток и специальную одежду.
Подготовка рабочего места в домашних условиях предусматривает устранение всех воспламеняющихся предметов и наличие ведра с песком.
Перед началом работы сварочный инвертор проверяют на предмет исправности и изоляции.
Обработка алюминия инвертором — специфика работ
В силу того, что аргоновая среда обеспечивает защиту от кислородного воздействия, сварку алюминия инвертором иногда называют газовой.
Инертные газы препятствуют появлению оксидной пленки, поэтому для газовой защиты применяют аргон или смесь аргона с гелием.
Использование такой смеси актуально для газовой защиты толстых слоев металла.
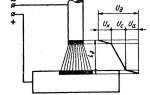
Аргонодуговая сварка возможна только при переменном токе и происходит так: электрическая дуга разжигается между неплавящимся электродом, расположенным в горелке и свариваемой поверхностью.
При этом подача инертного газа также обеспечивается горелкой, сопло которой находится в зоне сварки, так же, как основной расходный материал — присадочная проволока.
За поджиг дуги отвечает осциллятор, так как свойства инертного газа препятствуют подключению дуги касанием.
После того как газ вышел из сопла и окружил электрод, происходит расплавление металла и образуется сварочная ванна с жидким алюминием.
Затем, в сварочную ванну попадает присадочная проволока. Важно, чтобы этот элемент сварки был такой же марки, как и основная свариваемая деталь.
Поэтому, прежде чем приступить к аргоновой варке, нужно определить необходимую марку присадочной проволоки.
Этот параметр зависит от того, какой химический состав имеет свариваемый металл.
Например, если диаметр алюминия составляет от 2 до 5 мм, применяется проволока марки АД, АК или АО.
Накладку шва следует производить медленно и постепенно, глубоко проваривая деталь.
Недопустимо прекращение газовой подачи сразу после завершения шва — лучше задержать процесс на несколько секунд, чтобы предотвратить возможное растрескивание шва или его деформацию.
Для лучшей защиты шва горелку передвигают после присадочного прутка. Нельзя, чтобы электрод и пруток двигались поперек.
Опытные сварщики рекомендуют прогрев свариваемой детали не только до, но и после обработки сваркой, после чего необходимо обеспечить термические и механические вспомогательные меры.
При тщательном регулировании рабочего процесса горелки и соблюдении указанной последовательности, результаты сварки покажут прочное соединение и аккуратный качественный шов.
Чтобы понять тонкости рабочего процесса, предлагаем посмотреть видео о сварочных работах с алюминием в нашей статье.