Содержание
- Как сделать ведро своими руками из жести
- Укротитель жести
- Редкий кадр
- Мастерская своими руками
- Дешево – значит, вредно
- Как сделать идеальную трубу из оцинковки своими руками: пошаговая инструкция
- Преимущества и недостатки такой трубы
- Сделать самому или заказать
- Советы по выбору и примерная цена
- Какой материал выбрать
- Характеристики материала
- Аспирация и вентиляция.
- Как сделать трубу из жести – делаем жестяные трубы своими руками
- Особенности исходного материала
- Необходимые инструменты
- Инструкция по изготовлению жестяной трубы своими руками
- Подготовительный этап
- Как сделать корпус трубы из жести
- Обработка места соединения фальцев
Изделия жестянщиков своими руками
Как сделать ведро своими руками из жести
Как сделать ведро своими руками из жести, из оцинкованного железа или из нержавеющей стали с прямыми стенками.
Вырезаем из материала развертку изделия
h – высота (устанавливаем заданную величину)
d – диаметр (устанавливаем заданную величину)
l – длина окружности (находим расчетным путем)
l = πd = 3,14 * 329 = 1033 (мм)
h = 310 (мм)
В середине развертки размечаем отверстия для крепления ушка
1. На прямоугольном листе из тонколистовой оцинкованной стали ГОСТ 14918-80 , на самодельном ручном листогибе , или ручным способом при помощи киянки и бруса, зафальцовываем «по высоте» края листа в противоположные стороны. Сгибаем лист в цилиндр.
2. Скрепляем загнутые края. Равномерно прижимаем полученный шов киянкой или колотушкой по всей длине цилиндра.
3. Чтобы шов остался внутри цилиндра, необходимо провести следующую операцию: поворачиваем готовый шов таким образом, чтобы он находился возле ребра бруса; ударяя киянкой по шву, получаем внешнюю поверхность цилиндра без выступающего шва.
Ширина фальца зависит от его назначения: получения замка; закатка проволоки.
4. Установим цилиндр относительно бруска в первоначальное положение. Обстукиваем молотком и отгибаем фальц.
5. Постукиваем заостренной стороной молотка. Следим за шириной фальца – она должна быть одинаковой.
6. Выравниваем фальц постукиванием тупой стороной молотка.
7. Окончательно отгибаем под прямым углом согнутый фальц.
Вкладываем кружок по периметру отбортовки,
сделанный из проволоки, диаметр которого должен совпадать с внешним диаметром цилиндра.
Округляем круговую кромку и окончательно доводим закатку.
СОЕДИНЕНИЕ ЦИЛИНДРА С ДНОМ
8. Загнем края у круга и вставим в цилиндр.
9. Легкими ударами заостренной части молотка, загибаем фальц внутрь круга.
10. Крепкими ударами тупой части молотка обстукиваем фальц на брусе, поворачивая при этом цилиндр.
11. Сваливаем фальц на наружную плоскость цилиндра.
12. Если в результате работы получится выпуклое дно, необходимо его выровнять.
13. По самому краю дна, ударяем тупой частью молотка, по всему периметру окружности. Дно при этом выровняется, ребра соединения получат ярко выраженный контур.
ПРИКРЕПЛЕНИЕ ПРОМЕЖУТОЧНОГО ОБРУЧА
Дно ведра можно прикрепить к промежуточному обручу, а промежуточный обруч прикрепить к цилиндру.
14. Крепим дно ведра с обручем.
15. Соединяем обруч с цилиндром (корпусом ведра).
16. Отгибаем фальц у обруча.
17. Сваливаем фальц на наружную плоскость цилиндра и основательно постукиваем по периметру всей окружности.
Ушки вырежем из аналогичного материала. Пробьем или просверлим сквозные отверстия: два под заклепки; одно под металлическую ручку.
Ручку согнем из металлической проволоки диаметром 5…6 (мм) ГОСТ 18143-72 .
Как сделать ведро своими руками из жести – как видите ничего сложного. Освоив простую модель. Можно перейти к более сложной модели с покатыми стенками.
Укротитель жести
Жестянщик – о профессии и 9-километровом заборе для президента
Алексей Павлов из Пскова рассказывает о секретах правильной вентиляции и о том, как работа в кузнице позволила ему по-новому взглянуть на свою профессию, а перегонка автомобилей – выжить и понять, что жесть – это его судьба.
Редкий кадр
Отец Алексея был печником, и когда перед Павловым встал вопрос профориентации, он тоже решил заняться чем-то необычным. Из предложенного перечня выбрал специальность жестянщика-вентиляционщика – по его словам, весьма редкую. На восьмимесячной практике по итогам обучения он попал к мастодонтам жестяного дела – в бригаде со «стариками» делал вентиляцию на крупном мясокомбинате. Тогда он познал основные тонкости мастерства. После шесть лет в гордом одиночестве трудился в одном из автопарков родного Пскова – сложно преувеличить значимость системы вентиляции в загазованном помещении. «Там были такие трубы, что в них пешком в полный рост можно войти», — вспоминает самые яркие моменты Алексей.
После судьба забросила его в кузницу. Санкт-Петербургу вот-вот должно было стукнуть 300 лет, и фирма выполняла крупный заказ для гостевой резиденции Владимира Путина: два года мастера делали девятикилометровый забор, который прерывался пятнадцатью коваными воротами. Работал герой под началом бывшего ювелира, поэтому отношение к красоте в команде было особым.
«Голова тогда стала по-другому думать. Позже, вернувшись к профессии, я стал внедрять технические приемы и при удобном случае художественно оформлять свой продукт»
Кузницу сам Павлов сравнивает с заводом. Например, помимо российских заказов, свою продукцию многочисленная команда отправляла за рубеж. «Каждый месяц мы собирали двадцатитонную фуру для США», — вспоминает Алексей.
Желание быть самостоятельной творческой единицей пересилило, и он ушел в свободное плавание. Правда, жизнь заставила сделать это в объезд – буквально: полтора года мастер занимался перегонкой автомобилей из зарубежья. Дальше все было, как в поговорке: не было бы счастья, да несчастье помогло. Законодательство изменилось, и заниматься перепродажей забугорных машин стало тяжело и невыгодно. Жестянка все это время ждала своего героя – и дождалась.
Мастерская своими руками
Первое время Алексей работал под открытым небом, взяв подержанный двутавр. Потом начал строить цех у себя на даче, после – организовал пристрой. Аппетиты заказчиков росли – Павлов купил соседний участок, на котором возвел капитальную мастерскую. Сегодня расширяется и она, а параллельно жестянщик строит себе дом.
Работает мастер один, если не считать армии железных станков и верных пажей – отряда электроинструментов и ручного — от Knipex. По его словам, за все время он пытался воспитать себе подмастерье, но из двадцати человек, приходивших в цех, потенциал был только у одного – но тот выбрал военную карьеру.
Прежде чем укомплектовать мастерскую французскими листогибочными станками Jouanel, Алексей перепробовал много других вариантов. По его словам, с ними мало что сравнится. Да, дорого, но работают машины идеально. Всего в его арсенале – с десяток агрегатов разных размеров. Но иногда не выручает даже заграница. Например, чтобы гнуть сферические формы, скажем, крыло для автомобиля, ему был необходим агрегат типа «английское колесо». Таких, по его словам, просто не достать. Пытливый ум нашел выход: Павлов модифицировал советский фрезер весом полтонны. Вскоре из Барнаула к нему пожаловал похожий гость – аппарат весом почти в тонну, который мастер тоже переработал с помощью знакомых инженеров.
Makita работает более утонченно. Bosch – немного топорно, но более надежно
Ножницы, болгарки, полировочные машинки, дрели, шуруповерты – верные слуги мастера, которые исчисляются десятками. На первое место Алексей ставит Bosch, вторую ступень его личного пьедестала занимает техника DeWalt. В хит-параде также агрегаты Makita, а за вечную классику в мастерской отвечает техника Jet: сверлильные станки – большой, малый, средний, сегментирующий листогиб, зиговочная машинка. В цеху Павлова есть целое семейство торцовочных пил – четыре брата: Makita, DeWalt, Jet и Bosch, каждый из которых сгодился для своего дела.
Дешево – значит, вредно
Почти за двадцатилетнюю карьеру жестянщика, если не брать во внимание периодическую смену деятельности, Алексей познал все тонкости этой сферы. Одна из проблем, считает он, — когда специально или по незнанию путают сендвич-трубы из пищевой и технической нержавейки. Первая опытными мастерами используется для выведения дыма, вторая – для вентиляции. Выглядят они одинаково, но система отвода так устроена, что за счет воздушных завихрений в ней возникает статическое электричество. Из-за него на стенках технической нержавейки намагничивается кокс (в простонародье сажа), а порой она (техническая нержавейка) может просто прогореть на ровном месте и даже привести к пожару. Проверить такие сендвич-трубы при покупке легко: нужно прикрепить обычный магнит к внутренней трубе. Так называемые пищевые марки сталей не магнитятся, а, стало быть, ваш дымоход будет всегда чист. Да, использование технической нержавейки выходит почти в два раза дешевле, но скупой платит дважды, и в этом случае – своим здоровьем и безопасностью. Хороший мастер себе такого не позволит.
Как сделать идеальную трубу из оцинковки своими руками: пошаговая инструкция
Доброго времени суток, дорогой гость!
Первый лист с гальваническим покрытием сошел с конвейера одного из британских заводов еще в 1867 году. Правда в то время металл покрывали исключительно золотом и серебром. Но перед первой мировой войной на поток было поставлено производство деталей с защитным слоем из цинка, и с тех пор они невероятно популярны.
Это и не удивительно — цинк продлевает жизнь железа в 20-30 раз. Изделия, выполненные из оцинковки – прочны, не поддаются ржавчине, и ведут себя в быту не хуже нержавейки, хотя стоят на порядок дешевле.
В сегодняшней статья я предлагаю уделить больше внимания этому скромному материалу и расскажу, как сделать трубу из оцинковки своими руками.
Преимущества и недостатки такой трубы
Оцинковка – это в первую очередь сталь, материал, имеющий много неоспоримых достоинств.
К ним относятся:
- Прочность;
- Способность выдерживать высокие температуры;
- Превосходная теплопроводность;
- Низкая стоимость по сравнению с другими материалами.
Но без защитного покрытия черный металл подвержен коррозии, быстро ржавеет и приходит в негодность. Цинкование с успехом решило эту проблему. И, несмотря на то, что трубы из оцинковки и стали по форме одинаковы, оцинкованное изделие имеет ряд преимуществ.
Дополнительные плюсы оцинкованного изделия:
- Коррозионностойкость, способность противостоять негативным воздействиям окружающей среды;
- Увеличенный срок службы;
- Повышенная прочность;
- Широкий диапазон рабочих температур;
- Высокая сопротивляемость механическим воздействиям;
- Оцинкованная труба выдерживает высокое внутреннее и наружное давление;
- Простота и удобство монтажа;
- Высокая стойкость к возгоранию;
- Цинк убивает все патогенные микроорганизмы;
- Оцинковка практически не уступает в качестве низколегированной нержавейке, но стоит на порядок дешевле.
Но, как любое инженерное решение, трубопровод из оцинкованного железа неидеален.
- Не очень привлекательный дизайн;
- Дороговизна по сравнению с обычной сталью;
- Цинк усложняет процесс сварки;
- В отличие от пластика, при наличии выступов на стенах, обеспечить плавный переход в конструкции из оцинкованных труб, практически невозможно.
Сделать самому или заказать
Что же лучше, купить оцинкованный лист нужной толщины и согнуть трубу самостоятельно, либо пойти в магазин и купить готовое изделие?
Советы по выбору и примерная цена
Как обычно – начнем с цены. Готовая труба диаметром 100мм и длиной 3 метра обойдется нам с вами примерно в 500 рублей.
Себестоимость материала в данном случае — 150 рублей, остальное — трудозатраты и наценка продавца.
А если планируется организация целой системы водостока? Сами видите, переплатить за готовые изделия придется в 2.5-3 раза. Самостоятельное изготовление труб значительно облегчит финансовую нагрузку.
К тому же заводские изделия имеют строго определенные размеры, и иногда подобрать нужный именно для вашей системы – сложно. Да и толщина готовой трубы обычно не превышает 1мм.
Обязательно следует помнить — любое заводское изделие, в отличие от самодельного, проходит строгий контроль ОТК, имеет идеально круглую поверхность и точность сварного шва.
Сможет ли домашний мастер обеспечить соблюдение всех этих условий — далеко не факт.
Какой материал выбрать
Если было принято решение изготовить деталь своими силами, начать следует с выбора материала, в нашем случае – оцинкованного листа необходимой толщины.
Характеристики материала
Тонколистовая сталь, покрытая цинком в заводских условиях, должна соответствовать ГОСТ14918-80. Основные характеристики, на которые следует обратить внимание при выборе:
Самые распространенные толщины оцинковки – от 0.35 до 3мм. Чем лист тоньше, тем он легче обрабатывается, что немаловажно для изготовления изделий в домашних условиях. Но не стоит забывать – меньше толщина — меньше прочность.
- Толщина цинкового покрытия
Различают 3 класса материала, в соответствии с толщиной слоя нанесения цинка. Сведем данные в таблицу для удобства.
Аспирация и вентиляция.
Как сделать зонт, колпак на забор, флюгарку и воротник для трубы, короб вентиляции и его разделку с кровлей на крыше, тройник и отводы газовой вытяжки, кормушку для кролика и др.
При медленной загрузке этой страницы основные её изображения можно открыть и посмотреть в каталоге «Чертежи, схемы, рисунки сайта».
Колпак — оголовок из оцинкованной жести для кирпичного столба.
Высоту «h» выбрать любую, или с учётом размеров готового столба. Размеры посадки «а» и «b» иногда полезно увеличить на 5 — 10 мм, в зависимости от качества кладки. Размер «d» можно «прикинуть» рулеткой прямо на столбе, или считайте по нижеприведённой формуле.
Прогнуть грани по линиям «d» до правильной прямоугольной формы колпака, зонта. Для этого иметь узкую оправку: уголок 50 с обрезанной полкой, или прикреплённую к нему металлическую полосу толщиной 1,5-2 мм, ещё лучше полотно пилы.
Проверить плотность прилегания верхнего (закрывающего) ребра жёсткости к тыльной (задней) плоскости колпака. Ещё раз проверить отсутствие перекоса изделия; наметить тонким маркером ответное отверстие ф3,5 мм; накернить, просверлить, и зафиксировать сборку заклёпкой 3,2 мм.
Догнуть плоскости по линиям «А» и «В» внутрь зонта (на своё место), руками зажав её между полоской металла (толщиной 2 мм, шириной 40-45 мм, длиной
30 см); и бруском (штакетиной) 25×45 мм подходящей длины. При необходимости уплотнить этот гиб киянкой. При необходимости слегка осадить верх закрывающего ребра жёсткости в вершине колпака.
Для опорных стоек и металлических столбов из профильных труб применяются декоративные заглушки в виде маленьких колпачков. Заглушки изготавливаются из более толстого металла, обычно в форме низкой пирамиды.
Изготовление одинарного и двойного соединительного фальца см. на странице «Стальная кровля».
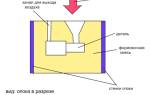
Узел прохода короба вытяжной трубы в кровле крыши.
Стакан и короб (уже с зонтом) поочерёдно установить (одеть) на вытяжные трубы для их тепло-влагоизоляции и улучшения внешнего вида. Со стороны конька крыши в нижней части конструкции дополнительно установить перед ней уголок-отбойник для отвода стекающей воды, особенно в том случае, если напор потока усиливается на крутом или длинном скате крыше.
Квадратный зонт и его выкройка, выкройка круглого зонтика для трубы диаметром 160мм — на странице «Газовая вытяжка».
Зонт, «дымник», флюгарка.
Тройник для вытяжки.
Углы, отводы вентиляции и газоходов.
Представлен упрощённый метод разметки линии сопряжения звеньев отвода, который даёт хоть и приближённую, но вполне применимую на практике выкройку. Уменьшение числа звеньев отвода (угла) увеличивает искажение и необходимость корректировки (подрезки) при сборке. Точные выкройки отводов строятся приёмами начертательной геометрии.
Выкройка и разметка линии сопряжения звеньев трёхзвенного отвода на 90 градусов.
Точную (в цифрах) разметку лекальной линии для отвода диаметром 120 мм смотри на странице «Газовая вытяжка». Выкройка и разметка линии сопряжения звеньев для пятизвенного отвода 90 градусов находится на странице «Тройник, отводы, переходы». Лекала левой стороны выкроек зеркально перенести на правую сторону.
Точки разметки соединить в плавную линию, полученное лекало зеркально отразить справа.
Выкройка и приблизительная разметка линии сопряжения двух звеньев прямого угла:
На чертеже дано лекало прямого угла девяносто градусов для трубы диаметром 100 мм.
Кормушка для кроликов.
Выкройка для изготовления кормушки бункерного типа из оцинкованной жести. На чертеже даны размеры деталей кормушки ёмкостью 3,5 л сухого насыпного корма.
Сборку заклёпками можно заменить контактной сваркой или точечной пайкой.
Просверлить все отверстия в деталях первого (пробного) экземпляра. Сделать надрезы по краям линий сгиба задней и внутренней стенок. Прогнуть борты крепления 15 мм на 90 градусов. Линию 25 мм задней стенки прогнуть внутрь примерно на 135 градусов, придать форму лотка кормушки. Согнуть внутреннюю и заднюю стенки до своих рабочих положений, используя боковые стенки в качестве кондуктора. Убедиться в совпадении отверстий. При необходимости подкорректировать их расположение на деталях следующих экземпляров. Соединить заклёпками 3,2мм внутреннюю стенку с обоими боковыми. Вложить в заднюю стенку, установить заклёпки.
Кормушку можно дополнить верхней крышкой и элементами крепления к клетке.
Водосборная воронка, водосточный жёлоб.
Размеры, фигурный обрез верха и художественные элементы водоприёмной воронки — по усмотрению исполнителя. Ширину полосы для выкройки каждой следующей по стоку воды секции жёлоба полезно увеличить на 1 — 2 мм.
В связи с большим количеством материала, некоторые чертежи и рисунки перенесены на другие страницы, в соответствии с их тематикой.
Как сделать трубу из жести – делаем жестяные трубы своими руками
Домашние строители стараются подбирать для решения проблем наиболее бюджетные варианты. Поэтому вопрос, как сделать трубу из жести своими руками, является актуальным для многих мастеров-любителей. Ведь самодельное трубное изделие из жести может вполне сравниваться с водостоками или кожухами, которые лежат на полках в специализированных магазинах.
Следовательно, нужно подробнее узнать процесс изготовления жестяной трубы, имеющей характеристики, как у заводских изделий.
Особенности исходного материала
Перед тем, как приступать к изготовлению трубы из листа металла, следует поближе познакомиться с материалом, из которого будет изготовлена труба, и его особенностями. Для начала стоит сказать, что это продукция прокатного типа, другими словами жесть – это лист стали, прошедший через вальцы прокатного стана и имеющий толщину 0,1-0,7 мм.
Помимо прокатных операций технология изготовления жести подразумевает обработку готового проката от образования коррозийных процессов. Для этого на сталь после проката наносят слой материала, который не подвержен воздействию коррозии.
Результатом выполненных действий становится стальной лист, ширина которого может варьироваться в пределах от 512 до 1000 мм, с хромовым или цинковым покрытием. Готовый продукт отличается пластичностью, поэтому жесть легко поддается ручной обработке. При этом накатанные ребра жесткости могут сравниваться по прочности со стальными изделиями. Это позволяет использовать жесть при изготовлении изделий сложной конструкции.
Необходимые инструменты
Перечень инструментов и приспособлений, необходимых для изготовления своими руками трубы для дымохода из оцинковки , обусловлен свойствами жести, в частности мягкостью и пластичностью. Обработка материала такого типа не требует приложения особых усилий, которые необходимы для работы с листовыми материалами.
Поэтому при производстве жестяных труб для дымохода необходим следующий набор инструментов:
- Ножницы для резки металла. Этот инструмент помогает без особого труда нарезать листовой материал на нужные куски, так как самая большая толщина жести достигает 0,7 мм.
- Молот с мягким бойком. Можно также воспользоваться деревянным молотком, киянкой, или стальным инструментом с мягкой резиновой накладкой. Однако последний вариант используют очень аккуратно или вообще не берут, так как он может стать причиной деформации тонкого листа жести и испортить всю работу.
- Плоскогубцы. С помощью этого инструмента решают вопрос, как согнуть трубу из жести, потому что это сталь, хотя и тонкая, следовательно, согнуть руками ее невозможно.
- Верстак. Это приспособление необходимо при резке материала и при нанесении разметки.
- Калибрующий элемент. Это может быть трубное изделие диаметром более 10 сантиметров, а также уголок, имеющий грани 7,5 сантиметров. Эти элементы необходимо хорошо закрепить, так как на их поверхности будет выполняться заклепывание стыковочного шва.
Помимо этих инструментов, следует приготовить линейку или рулетку и разметчик, представляющий собой стальной стержень с острой заточкой.
Инструкция по изготовлению жестяной трубы своими руками
Изготовление изделий из жести, включая трубы, проходит в три этапа:
- Подготовительные работы предполагают разметку заготовки и ее вырезание из жестяного листа.
- Формовка подразумевает формирование профиля трубы или другого изделия.
- В финале соединяются противоположные края заготовки.
А теперь более подробное описание каждого этапа изготовления жестяных труб своими руками.
Подготовительный этап
Вначале на лист жести наносится разметка, по которой будет вырезан полуфабрикат. Другими словами от определенного жестяного листа отрезают необходимую часть, из которой будет формироваться контур будущей трубы. Процесс разметки выполняется следующим образом: жесть раскладывают на верстаке и от верхнего края отмеряют отрезок, равный длине трубы. Здесь ставится отметка разметчиком.
Затем с помощью угольника по этой метке проводят линию перпендикулярно боковому краю. Теперь по этой линии длину окружности трубы, то же самое проделывают по верхнему краю. При этом по обоим краям добавляют около 1,5 см для формирования стыковочных кромок. Верхнюю и нижнюю отметку соединяют и вырезают заготовку.
Для определения длины окружности можно воспользоваться рулеткой, а можно вспомнить школьный курс геометрии.
Как сделать корпус трубы из жести
Целью этого этапа является формирование профиля трубы. По длине заготовки внизу и вверху проводится линия, по которой будут загибаться фальцы. При этом с одной стороны отмеряют 5 мм, с другой – 10 мм. Фальцы необходимо загнуть под углом 90 0 . Для этого заготовку укладывают на стальной уголок, совмещая линию сгиба с ребром уголка. Ударяя киянкой по краю, загибают его к перпендикулярной стороне уголка.
Сгибать изделие рекомендуется постепенно, проходя молотком вдоль всей длины. При этом начинать сгибание можно с помощью плоскогубцев.
Теперь на сгибе, величина которого равна 10 мм, делают еще один загиб фальца, чтобы получилась своеобразная буква Г. В процессе сгибания фальца нужно следить, чтобы верхний загиб располагался параллельно заготовке, а его длина составляла 5 миллиметров. Поэтому при нанесении линии загиба фальца с одной стороны отмеряют 0,5 см один раз, а с другой стороны – два раза по 0,5 см.
Выполнив формовку фальцев, можно переходить к формированию корпуса трубы. Для этого лист заготовки укладывают на калибрующий элемент и начинают простукивать киянкой или другим подходящим инструментом, чтобы получить профиль определенной формы. Сначала заготовка принимает U-образную форму, а затем становится круглой. В этом случае фальцы должны соединиться вместе.
Обработка места соединения фальцев
Завершающий этап подразумевает обработку стыковочного шва, то есть его обжим. Для этого верхнюю часть Г-образного фальца загибают вниз, оборачивая край другого фальца. В результате должен получиться своеобразный сэндвич, расположенный перпендикулярно трубе. Чтобы получить стыковочный шов, необходимо прижать сэндвич к изделию.
Для большей надежности выполняют укрепление стыковочного шва с помощью заклепок. Однако сделанные своими руками трубы из жести с использованием такого способа стыковки не нуждаются в дополнительном укреплении.