Содержание
- Сварка нержавейки полуавтоматом
- Свойства нержавеющей стали
- Как правильно варить нержавейку полуавтоматом
- Технология сварки нержавейки полуавтоматом
- Особенности нержавеющей стали
- Особенности сварки
- Последовательность работы
- Что понадобится для процесса
- Несколько полезных советов
- Как выбрать хороший полуавтомат
- Как варить нержавеющую сталь полуавтоматом
- Что понадобится для сварки
- Как варить нержавейку полуавтоматом в среде углекислого газа: видео, советы
- Виды нержавеющих сталей
- Свойства и свариваемость нержавейки
- Расходные материалы
- Некоторые особенности технологии
- Сварка нержавейки полуавтоматом
Сварка нержавейки полуавтоматом без газа
Сварка нержавейки полуавтоматом
Сварка нержавейки полуавтоматом в среде углекислого газа – процесс не самый простой даже для очень опытных сварщиков. Все дело в самом свариваемом металле, потому что нержавейка – это сталь, в состав которой кроме углерода входит и хром (12%). Так вот именно хром в соприкосновении с кислородом, находящемся в воздухе, образует на поверхности заготовок оксидную пленку толщиною всего лишь в несколько атомов. Но именно эта пленка и не дает проводить сварочный процесс, потому что она тугоплавкая. Кстати, именно она отражает такой высокий показатель, как стойкость к коррозии. Ее можно легко удалить, используя, к примеру, железную щетку или наждачку. Но пленка быстро восстанавливается.
Все эти особенности нержавеющей стали влияют на способ ее обработки и сварки, правильному выбору режима сваривания и подбора расходных материалов. Но необходимо учитывать и тот факт, что производители нержавейки предлагают сегодня не только сплав из железа и хрома. Есть три класса, у которых разные свойства.
- Ферритный – в нем содержится только хром. Такой металл используется в агрессивных средах. Одна из его особенностей – устойчивость к термической закалке.
- Аустенитный – в состав кроме хрома входит и никель. Такая сталь обладает повышенной прочностью и пластичностью.
- Мартенситный – в составе хром и углерод. При достаточно высокой прочности такая нержавейка очень хрупкая, поэтому применяется только в слабоагрессивных средах.
Свойства нержавеющей стали
Перед тем как варить нержавейку с углекислотой, необходимо понимать, что это не обычная сталь. Это сложный сплав для процесса сваривания, поэтому рекомендуется обратить внимание на его физические свойства.
- По сравнению с той же обычной сталью у нержавейки теплопроводность в два раза ниже. То есть, чтобы проводить ее сварку, необходимо понижать сварочный ток. При высоком токе может образоваться прожог, потому что сам металл на всю свою массу тепло будет проводить с трудом. К тому же перегретый участок – это гарантия снижения антикоррозийных способностей металла. Поэтому выход один – увеличить охлаждение сварного шва и понизить ток на 20-30%.
- Существует такое понятие, как межкристаллитная коррозия металла. По сути, это когда при нагреве внутри стали образуется карбид, как следствие соединения железа и хрома. Такое может случиться, если температура нагрева доходит до +500С. Сами карбиды изнутри металла приводят к его растрескиванию. И, как следствие, коррозия. Поэтому нельзя допускать долгого действия температуры данного значения. Выход из этого положения – охлаждать зону сварки любыми средствами, даже водой.
- Нержавейка – это сталь с высоким линейным расширением. При нагреве металл очень сильно расширяется, а при охлаждении, соответственно, и сильно сужается. Такая огромная усадка приводит к растрескиванию сварного шва. Поэтому при сварке нержавейки даже полуавтоматом необходимо между заготовками оставлять увеличенный зазор. Он и будет компенсировать величину усадки.
- Есть такой показатель – электрическое сопротивление. Он у нержавеющей стали достаточно высокий. Именно это свойство влияет на перегрев электрода, сделанного из высоколегированной стали. Именно поэтому такие расходники имеют небольшую длину – в пределах 35 см.
Как правильно варить нержавейку полуавтоматом
Чтобы провести сварку нержавеющей стали полуавтоматом, необходимо правильно выбрать состав защитного газа. Оптимально считается, если газ должен состоять из аргона – 98% и углекислоты – 2%. Хотя многие сварщики, чтобы снизить себестоимость проводимых работ, увеличивают процентное соотношение в пользу дешевого углекислого газа. К примеру, 30% — углекислота и 70% — аргон.
Что касается присадочной проволоки, то рекомендуется использовать точно такую же, как и сам свариваемый металл. К примеру, если свариваются заготовки из нержавейки 304, то рекомендуется использовать для их соединения присадку марки Y 308.
С неплавящимся вольфрамовым электродом все также просто. Его диаметр будет зависеть от толщины свариваемых деталей. К примеру, если их толщина не будет превышать 1 мм, то используется электрод диаметром 1 мм. Толщина 1-4 – диаметр 1,6. Толщина свыше 4 мм, диаметр 2,5 мм.
Нюансы сварки
Полуавтоматы для сварки нержавейки обеспечивают сразу несколько функций технологического сварочного процесса.
- равномерная скорость подачи присадочного материала в зону сварки;
- возможность отрегулировать точную силу сварочного тока;
- охлаждение горелки.
Все это обеспечивает высокое качество сварного шва, плюс увеличивается скорость сварочного процесса. Конечно, необходимо сказать и о том, что в среде углекислого газа присадочная проволока расплавляется интенсивнее, поэтому нагрев сварного участка будут происходить при низких (относительно) температурах.
Все остальные операции проводятся точно так же, как при сварке полуавтоматом обычных сталей.
- Производится подготовка свариваемых заготовок из нержавейки. Их очищают железной щеткой от грязи, красок и других материалов. Если есть необходимость, то и обезжиривают. Для этого можно использовать спирт, ацетон, бензин и так далее. Если соединяются детали толщиною долее 4 мм, то обязательно формируются кромки. Обязательно производится подогрев до +100С, чтобы полностью удалить влагу с поверхностей.
- И сам процесс сварки.
Очень важно соблюдать точную схему проведения сварки полуавтоматом. Горелка должна подноситься к зазору между заготовками под небольшим углом. Присадочная проволока подается под противоположным углом. При этом сопло горелки должно находиться на расстоянии 10-12 мм от поверхности сварочного шва.
Получается так, что дуга, возникающая между вольфрамовым неплавящимся электродом и металлом заготовок, расплавляет металл присадочной проволоки. Он каплями падает между заготовками, образу шов. При этом капли под действием давления защитного газа растекаются по всей сварной ванне. И все это происходит равномерно. Это очень хорошо видно на видео.
Подводя итог всему вышесказанному, необходимо обозначить позиции, которые влияют на качество конечного результата при сварке нержавейки полуавтоматом в среде защитного углекислого газа.
- Сварка производится на постоянном токе обратной полярности.
- Горелка наклоняется вперед, присадка назад.
- Максимальный вылет вольфрамового электрода – 12 мм.
- Очень важен показатель расхода защитного газа. Его диапазон 6-12 м³/ мин. Увеличение расходуемого объема приводит к снижению качества шва.
- Обязательно в баллон с газом добавляется осушитель, к примеру, медный купорос. Все дело в том, что при соприкосновении углекислого газа с металлом образуется кислота, которая при подаче в зону сварки будет разрушать углерод. Поэтому нельзя допустить, чтобы кислота образовалась.
- Сам процесс наплавления должен проводиться плавно.
- Рекомендуется также после окончания работы простучать молотком по сварочному шву. Таким образом, удаляются пузыри, образовавшиеся на поверхности шва при сварке.
И все же при кажущейся простоте, сварка нержавейки полуавтоматом – процесс не самый простой, и очень ответственный. Для его проведения нужны навыки и опыт. Так что начинающим сварщикам он не под силу. Посмотрите видео, как правильно варить нержавеющую сталь полуавтоматом в среде защитного углекислого газа.
Технология сварки нержавейки полуавтоматом
По эффективности сварка нержавейки полуавтоматом превосходит многие другие. Специфика материала, особенности способа, поэтапные действия рассмотрены далее.
Нержавеющая сталь сваривается несколькими способами. Распространены ручной (при помощи электродов) и аргонодуговой. Однако в данном материале речь пойдет о таком способе, как сварка нержавейки полуавтоматом. По эффективности он превосходит ранее названные. Специфика материала, особенности способа, поэтапные действия рассмотрены далее.
Особенности нержавеющей стали
Нержавейка отличается от обычной низкоуглеродистой стали тем, что в ее составе присутствует небольшое количество хрома. С одной стороны, это делает ее более устойчивой к воздействию кислот. С другой же — у металла снижается теплоотдача и проводимость тока. Это также отражается на ухудшении сопротивлению действия воды и химических веществ, а еще осложнением термической обработки.
Возникает резонный вопрос — какими способами выполнять неразъемное соединение заготовок и можно ли варить нержавейку полуавтоматом? Ручной способ хорош и востребован, но при серийном производстве он неэффективен. В чем же специфика обработки стали полуавтоматическими установками?
Особенности сварки
Рассматриваемый метод зарекомендовал себя как один из самых надежных по причине высокого качества шва и долговечности полученного соединения. Различают три способа сварки полуавтоматом:
- короткой дугой;
- с использованием струйного переноса;
- в среде углекислого газа.
Первый способ подходит для термообработки тонколистового металла. Достоинство метода — в малой вероятности прожигания стали. Второй способ зачастую исключает применение газа, но требует использования флюсовой проволоки (порошковой). Также понадобятся особые головки на полуавтоматический аппарат.
Импульсный метод также известен как сварка нержавейки полуавтоматом в среде углекислого газа. Это наиболее точный способ, полностью контролируемый. Его преимущества:
- постепенная подача проволоки малыми количествами, предотвращающая разбрызгивание металла;
- малый расход проволоки;
- высокое качество шва;
- эффективность работы при серийном производстве.
Наиболее часто применяемый газ при сварке импульсным методом — аргон, однако на практике он не так хорош, как кажется. Опытные сварщики жалуются на обилие брызг и нестабильность дуги. По этой причине аргон в чистом виде никогда не используется — применяют лишь его смесь с углекислым газом в соотношении 98:2 или 95:5. Все промышленные работы проводятся при подобных пропорциях, при этом углекислота порой заменяется на чистый кислород. Аналогичные соотношения рекомендованы для сварки в домашних условиях.
Последовательность работы
- очистка и обезжиривание свариваемых поверхностей;
- обезвоживание места будущего шва (непродолжительный прогрев горелкой);
- подбор мощности установки и силы тока в зависимости от толщины деталей;
- подбор и закупка необходимых расходников в достаточном количестве (конкретнее о них рассказано ниже).
Не будем вдаваться в подробности, как сваривается нержавеющая сталь при помощи установок MIG/MAG — этому посвящены другие статьи ресурса. После работы необходимо провести ряд процедур, а именно:
- Устранение возможных деформаций. Для этого продукт сварки укладывают на наковальню, обрабатывают через гладилку оббивают молотком. Если в процессе сварки появился пузырь, его обрабатывают ударным инструментом сначала по периметру, постепенно приближаясь к центру.
- Обработка детали.
Включает три подэтапа:
- механическое воздействие (пескоструем, шлифмашинкой, щеткой и др.);
- травление (обработка швов веществами, разъедающими окалину; при появлении последней изделие покроется ржавчиной);
- пассивация (нанесение на поверхность средств, вызывающих появление пленки из оксида хрома; делается с целью улучшения устойчивости от коррозии).
Вкратце вы узнали, как правильно варить полуавтоматом нержавейку. Теперь — несколько слов о требуемых расходных материалах.
Что понадобится для процесса
- сварочный аппарат типа MIG/MAG (полуавтоматический);
- стальная щетка (для удаления грубых брызг после окончания работ);
- баллон с газом;
- растворитель (противокоррозийный);
- присадочная проволока, предназначенная для сварки нержавеющих сталей в соответствии с ГОСТ 2246-70.
Конечно, стоит помнить про средства индивидуальной защиты — маску сварщика, рукавицы, брезентовая спецодежда и иже с ними.
Примером присадочной проволоки выступают изделия отечественной фирмы БАРС (например, БАРС ER-309LSi) или зарубежных производителей (BRIMA, ESAB, Linkoln Electric и ряд других).
Если вы собираетесь варить металл без использования газа, обязательно приобретите порошковую проволоку с функцией самозащиты.
Несколько полезных советов
- В классическом случае (использование смеси аргона и углекислого газа) образуется обратная полярность, и лишь при сварке под флюсом — полярная.
- Электродная проволока вылетает на расстояние не более 12 мм. При сварке же между ней и поверхностью образуется зазор от 5 до 15 мм. При выполнении данных условий рабочий расход смеси углекислоты и аргона составит не более 13 куб.м/мин при установленном давлении до 0,2 атм. Если расход смеси понизить, качество шва станет неудовлетворительным.
- При сварке движение рабочего элемента осуществляется слева направо, а угол сварки должен смотреть назад от пользователя.
- Угол сварки выполняется в пределах 5-10 градусов, чтобы достичь хорошей проплавки заготовки, получить надежный и прочный шов. Способ хорош для толстолистового металла.
- При обработке тонких листов нержавейки можно увеличить шов путем наклона головки аппарата вперед — это уменьшит глубину проплавки, а риск прогорания детали насквозь сведется к нулю.
Некоторые сварщики рекомендуют изменять пропорции между углекислотой и аргоном до 70:30. Однако данное соотношение не обязательно соблюдать.
Как выбрать хороший полуавтомат
Однако производители сварочного оборудования разработали хорошие варианты для тех, кто прибегает к сварке время от времени. Для работ в домашних условиях достаточно мощности 10 кВт, чтобы сварить хромированную сталь. Стоят такие аппараты не дороже 25 тысяч рублей, а большой их ассортимент предлагается отечественными производителями.
Примером подобного полуавтомата выступает «Ресанта САИПА-165». Его характеристики:
- мощность — 5 кВт;
- напряжение дуги — от 17 до 26 В;
- максимальный потребляемый ток — 22 А;
- совместимость с проволокой диаметром от 0,6 до 0,9 мм;
- габариты — 300х140х270 мм;
- вес — 11,5 кг.
Оптимальный выбор для дачи, дома или гаража стоимостью 16 до 20 тысяч рублей. При благосклонности к отечественным товарам также стоит рассмотреть продукцию брендов «Сварог» и «ФЕБ».
Сварка нержавейки полуавтоматом — способ, учитывающий специфику обрабатываемого материала. Его итогом станут качественный сварной шов, минимум дефектов на поверхности, ее однородность. Если вам известны тонкости сварки нержавейки с помощью MIG/MAG, напишите об этом в комментариях. Также вы можете высказать свое мнение относительно того или иного сварочного полуавтомата, если пользовались им.
Как варить нержавеющую сталь полуавтоматом
Как происходит сварка нержавейки полуавтоматом в среде углекислого газа — тема нашей публикации.
Что понадобится для сварки
- Источник тока (полуавтомат);
- сварочная проволока;
- защитный газ.
Сварочная проволока должна быть идентична свариваемому металлу. В нашем случае, выбирайте нержавейку для полуавтомата.
Сварочная проволока нержавейка для полуавтомата
На рынке присутствует проволока российских и зарубежных производителей, которая подразделяется на порошковую и сплошного сечения. Диаметром от 0,13 до 6,0 мм. В домашних условиях применяются диаметры 0,6 и 0,8 мм, а свыше 1,0 мм на производстве.
- Сплошная проволока используется для соединений в среде защитных газов и под флюсом. Такой способ, исключает попадание воздуха в зону сварки, тем самым улучшая качество сварного шва.
- Порошковая нержавеющая проволока (самозащитная) — тонкостенная трубка, заполненная флюсом и газом. Смесь компонентов позволяет сваривать изделия без защитных газов (углекислого газа и аргона).
Проволока для сварки нержавейки полуавтоматом, производится с термической обработкой или холоднотянутая. И подразделяется на оксидированную (Т) и светлую (белую, ТС).
Нержавеющая проволока выпускается 2 классов точности:
- повышенной точности (П);
- нормальной точности.
Проволока с повышенной точностью применяется для улучшения качества шва.
Нержавеющие стали по химическому составу делятся на разные марки и проволока тоже имеет различную маркировку. Таблица (ниже) познакомит с марками, диаметром и весом нержавеющих проволок:
Стоимость нержавеющей проволоки для полуавтомата
Цена варьируется в зависимости от производителя и региона проживания покупателя.
- ER 308 LSI 0,8мм 1кг — 825 руб;
- ER 308 LSI 0,8мм 5кг — 4237 руб.
Видео:
Выбор газа
Варить полуавтоматом без газа — нельзя, кроме случаев, использования порошковых проволок. Сварку нержавейки полуавтоматом можно выполнить в среде углекислого газа или смеси углекислоты и аргона.
Углекислый газ — доступный и дешевый газ для соединения нержавеющих сталей. При чистом его использовании, сварщик сталкивается с излишним разбрызгиванием металла и корявым сварочным швом.
Удобнее применять смесь аргона и углекислоты, процентное соотношение 98/2 (Ar-98%, CO2-2%). Опытные сварщики состав смеси варьируют в зависимости от марки нержавейки и своих предпочтений.
Процентное соотношение углекислого газа и аргона можно настроить с помощью двух отдельных баллонов. Выходы с двух редукторов соединить с помощью тройника, взятого с стеклоочистителя автомобиля отечественного производства. Подробности подобной конструкции в видеоролике:
Всё, вам осталось выбранный защитный газ и проволоку подключить к аппарату. Знайте: токопроводящий наконечник должен быть одного диаметра с проволокой.
Наконечники приобретайте с запасом, в процессе работы они выгорают и аппарат тогда хуже варит.
Видео: как настроить полуавтомат к работе (для начинающих).
Как сварить нержавейку в среде углекислого газа
Болгаркой зачистить рабочую поверхность изделия, при соединении в стык металла толщиной от 4 мм сделать кромки (канавки для наплавления металла). В этой статье, рассказывается про маркировку нержавеющих сталей и подготовку поверхностей.
После нарезки фасок, детали состыковать с помощью щипцов-зажимов, оставив зазор между изделиями (не менее 1,5 мм).
Зазор должен быть по всей длине заготовки, он позволит проварить металл на всю толщину. Подключить массу и выставить свои настройки на полуавтомате в зависимости от конструкции вашего аппарата и толщины металла.
Простые полуавтоматы на лицевой панели имеют 2 регулировки:
- сварочное напряжение;
- скорость подачи проволоки.
Продвинутые модели оснащены ручкой регулировки индуктивности. Также, скорость подачи проволоки от диаметра может регулироваться переключателем.
Настройка индуктивности изменяет жесткость дуги, глубину провара и форму валика:
- При малой индуктивности: дуга холодная — получаем тонкий валик с глубоким проплавлением;
- При большой индуктивности: дуга горячая — широкий валик с неглубоким проплавлением.
Держа горелку с уклоном 20-60 градусов (расстояние от сопла до сварочной ванны 10-20 мм), короткими прихватками выполнить соединение нержавеющей стали. Нажали на курок — отпустили, нажали и отпустили, вот так неспеша и происходит заполнение нарезанных кромок металлом. Варить можно, как углом назад (к себе), так и углом вперед (от себя).
Таблицы (ниже) помогут вам определится с настройками полуавтомата:
При сварке внахлест, фаски нарезать не надо, достаточно зачистить поверхность, наложить детали друг на друга и выполнить соединение.
В процессе сварки, перед новым швом откусывайте наплавленный шарик на кончике проволоки.
В процессе соединения нержавейки полуавтоматом в среде углекислого газа, изменяйте скорость подачи проволоки, такими манипуляциями вы добьетесь качественного шва.
Видео:
Как варить нержавейку полуавтоматом в среде углекислого газа: видео, советы
Сварка нержавейки полуавтоматом может представлять достаточно высокую сложность не только для новичка, но и для опытного специалиста. Такие сложности в первую очередь связаны с особенностями самого металла, для качественной сварки которого необходимо правильно подобрать рабочие режимы сварки и соответствующие расходные материалы.
Полуавтомат для сварки металла в среде защитного газа
Виды нержавеющих сталей
Основным легирующим элементом сталей, относящихся к категории нержавеющих, является хром. Именно благодаря данному элементу, которого в нержавейке должно содержаться не менее 12%, на ее поверхности создается оксидная пленка. Несмотря на очень незначительную толщину такой пленки, иногда не превышающую размеров нескольких атомов, она обеспечивает надежную защиту металла от воздействия коррозии. Кроме того, если случайно или преднамеренно повредить эту защитную пленку методом механического воздействия, то через некоторое время она восстановит свою целостность.
В химическом составе преимущественного большинства марок нержавеющих сталей, кроме железа, углерода и хрома, могут содержаться такие химические элементы, как никель, титан, ниобий и молибден. Эти элементы, находящиеся в составе нержавейки в достаточно незначительных количествах, улучшают как антикоррозионные, так и механические характеристики сплава.
Химический состав основных марок нержавеющей стали
Это сплавы, содержащие в своем составе 17% хрома и 0,5% углерода. Нержавейка с такой структурой отличается твердостью и высокой хрупкостью и может успешно эксплуатироваться только в слабоагрессивных средах.
В химическом составе таких сталей, кроме хрома и углерода, также содержится никель, который и увеличивает аустенитную область в их структуре. Отличительными качествами таких сплавов, относящихся к категории немагнитных, являются высокая коррозионная устойчивость, прочность, оптимально сочетающаяся с хорошей пластичностью.
Сюда относятся нержавеющие стальные сплавы, содержащие в своем составе не более 0,12% углерода и до 30% хрома. Такая нержавейка, отличающаяся хорошим соотношением высокой прочности и пластичности, устойчива к термической закалке и может успешно эксплуатироваться в условиях воздействия агрессивных сред.
Сварка нержавеющей стали в защитной среде полуавтоматом обеспечивает качественное соединение изделий
Свойства и свариваемость нержавейки
Стали, относящиеся к категории нержавеющих, являются трудно свариваемым материалом, что объясняется рядом их физических и химических характеристик. Решив варить нержавейку полуавтоматом, вы должны учитывать ряд важных параметров. Только в таком случае можно рассчитывать на то, что полученное сварное соединение будет отличаться требуемым качеством и надежностью.
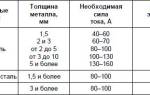
По сравнению со сталями других категорий, нержавейка отличается достаточно низкой (в среднем в два раза) теплопроводностью. Из-за этого тепло из сварочной зоны отводится очень плохо, в результате металл подвергается значительному перегреву, что отрицательно сказывается на его коррозионной устойчивости. Чтобы избежать таких негативных последствий, сварка нержавейки с помощью полуавтомата выполняется на пониженном токе (на 15–20%), а соединяемые детали подвергают дополнительному охлаждению.
Ориентировочные режимы полуавтоматической сварки в среде защитного газа
При значительном нагреве (свыше 500°) на границах кристаллической решетки нержавеющего металла формируются карбидные соединения, которые становятся причиной возникновения такого явления, как межкристаллитная коррозия. В результате происходит расслоение внутренней структуры металла и развиваются коррозионные процессы. Чтобы избежать этого, прибегают к более интенсивному охлаждению соединяемых изделий, для чего может использоваться обычная вода.
Варить нержавейку (в том числе и в среде защитного газа) сложно еще и потому, что она имеет склонность к тепловому расширению. Значительное расширение соединяемых изделий, происходящее в процессе сварки полуавтоматом, приводит к образованию трещин как в сварном шве, так и в основном металле. Между тем можно избежать такого явления, если между свариваемыми деталями оставлять более широкий зазор.
Качественный сварной шов нержавейки может быть слегка сероватым, но не темным
Нержавеющая сталь из-за особенностей своего химического состава отличается достаточно высоким электрическим сопротивлением, что становится причиной значительного нагрева электродов, используемых для выполнения сварки полуавтоматом. В связи с этим для сварки нержавейки применяют электроды, изготовленные из проволоки с определенным химическим составом, а длина прутков, если в их состав входят хром и никель, не должна превышать 350 мм.
Расходные материалы
Хороших результатов соединения деталей из нержавейки позволяет добиться сварка, выполняемая в среде защитного газа. Чтобы варить по такой технологии, естественно, потребуется как специальное оборудование, так и соответствующие расходные материалы, в качестве которых выступают присадочная проволока и сам газ.
Назначением газа при сварке полуавтоматом является защита расплавленного металла в сварочной ванне от окисления. Газ, используемый для такой защиты, сам не должен вступать в реакцию с расплавленным металлом, чтобы не оказывать на него вредного влияния. Именно поэтому в качестве защитной среды преимущественно используют инертный аргон, смешанный с небольшим количеством углекислого газа.
Слева сварной шов, выполненный в среде углекислого газа. Справа – в аргоне (98%)
Стандартный состав газовой смеси, используемой при сварке нержавейки полуавтоматом, включает в себя 98% аргона и 2% углекислого газа. В отдельных случаях, чтобы снизить себестоимость выполнения сварки, допускается применять газовую смесь, состоящую из 70% аргона и 30% углекислого газа.
Чтобы варить нержавейку, получая при этом качественный и надежный сварной шов, очень важно правильно подобрать присадочную проволоку, которая также должна быть изготовлена из нержавеющей стали. В тех случаях, когда нет возможности воспользоваться защитным газом, сварку полуавтоматом проводят в обычной среде, но для ее выполнения используют специальную порошковую проволоку. Между тем использование последней приводит к тому, что сварные швы со временем могут покрыться слоем ржавчины.
Некоторые особенности технологии
Значительно повысить качество сварки нержавейки, а также упростить процесс ее выполнения позволяет использование специальных сварочных полуавтоматов, упомянутых выше. Использование такого оборудования позволяет решить сразу несколько технологических задач, к числу которых относятся:
- подача присадочной проволоки в зону формирования соединения;
- подача в зону сварки защитного газа;
- охлаждение сварочной горелки;
- обеспечение удобства выполнения сварных соединений в труднодоступных местах.
Оборудование для сварки полуавтоматом
В изделиях из нержавеющих сталей в процессе сварки образуются значительные внутренние напряжения, которые снимаются их дальнейшей термической обработкой – нагревом до температуры 660–760° и медленным охлаждением на открытом воздухе.
Подготовка к сварочным работам
Прежде чем варить с помощью полуавтомата изделия, изготовленные из нержавейки, их необходимо правильно подготовить, чтобы получить качественное и надежное соединение. Процесс такой подготовки заключается в следующем.
- Поверхность соединяемых деталей тщательно зачищается с применением металлической щетки, а затем обезжиривается, для чего можно использовать наиболее распространенные растворители.
- Чтобы удалить с поверхности изделия остатки влаги, его нагревают до температуры 100°.
Подготовка нержавейки для сварки коллектора
Правила и методы сварки
Как уже говорилось выше, чтобы качественно варить нержавейку с помощью полуавтомата, необходимо правильно подобрать присадочную проволоку, из которой и будет формироваться сварной шов. Оптимально, если степень легирования проволоки превышает аналогичный параметр основного металла. Объясняется это тем, что легирующие элементы, содержащиеся в химическом составе проволоки, будут выгорать из металла в процессе его плавления, поэтому их содержание и должно быть учтено с запасом.
Для полуавтоматической сварки нержавейки используется проволока со сверхнизким содержанием углерода и высоким содержанием кремния, устойчивая к окисляющим средам
Для сварки изделий, изготовленных из нержавейки, используются три основные метода:
- метод короткой дуги (применяется в тех случаях, когда свариваются изделия небольшой толщины);
- метод струйного переноса (позволяет выполнять сварку деталей даже очень значительной толщины);
- импульсный (наиболее универсальная технология, позволяющая выполнять сварочные работы с высокой производительностью и при этом экономить затрачиваемые ресурсы).
Каждый из перечисленных методов отличается определенными особенностями, но есть и общие правила, которых следует придерживаться, используя каждый из них. Рассмотрим эти правила.
- Корпус горелки располагается под противоположным углом к ходу шва, чтобы обеспечить качественный обзор последнего.
- Сопло горелки, через которое подаются защитный газ и сварочная проволока, располагают на расстоянии приблизительно 12 мм от поверхности изделий.
- Присадочная проволока, расплавленная в результате горения электрической дуги, подается в зону формируемого сварного шва небольшими каплями.
Положение горелки – примерно на 11 часов
Кроме того, существуют общие рекомендации по выполнению сварочных работ, для осуществления которых используется защитный газ.
- Варить нержавейку следует только на обратной полярности.
- Угол, под которым располагается сопло сварочного аппарата, должен обеспечивать хороший провар места соединения и небольшую ширину формируемого шва.
- Вылет проволоки из сопла сварочного аппарата не должен превышать 12 мм.
- Расход газа, который формирует защитную среду, должен находиться в интервале 6–12 м 3 /мин.
- Газ, который подается в зону сварки, должен предварительно пропускаться через осушитель, в качестве которого используется медный купорос.
- Чтобы минимизировать разбрызгивание расплавленного металла из зоны выполнения сварки, поверхность соединяемых изделий обрабатывают водным раствором мела.
- Чтобы получить красивый и качественный сварной шов, его не следует начинать и заканчивать на самом краю соединяемых деталей. Лучше отступить на некоторое расстояние. Сама сварка, что важно, выполняется без колебательных движений в стороны от формируемого шва.
Устранение деформаций
В процессе сварки изделия из нержавейки могут деформироваться, что связано с их значительным нагревом в процессе выполнения этой процедуры. Для того чтобы исправить такие дефекты, можно воспользоваться одним из двух способов.
- Используя молоток и гладилку, образовавшийся на поверхности нержавейки «пузырь» просто простукивают, двигаясь от края детали.
- Выправление сформировавшегося коробления при помощи простукивания будет более эффективным, если совместить его с прогревом деталей, для чего можно использовать обычную газовую горелку.
Для того чтобы качественно варить нержавеющую сталь с помощью полуавтомата, недостаточно просто познакомиться с теоретической базой, очень желательно посмотреть и обучающее видео на эту тему.
Сварка нержавейки полуавтоматом
Я работаю полуавтоматом. Использую сварочный газ, в состав которого входит и аргон. Можно ли с таким газом работать по нержавейке, естественно используя необходимую проволоку.
genadich написал :
Я работаю полуавтоматом.
Я думаю, больше зависит от ПА и соответственно кто им управляет. У инверторных проблем нет при любом газе.
ещё когда на заводе работал читал методичку по сварке нержавеющих сталей полуавтоматом в углекислоте . обычную нерж типа 12Х18Н10Т без проблем можно варить чистой углекислотой для использования с водой , НЕ для агрессивных сред и хим оборудования . Швы будут тёмные/чёрный но нормально-коррозионостойкие в воде .
Варили полуавтоматом нержавейку, причем обычной проволокой, без проблем.
Можно ли варить полуавтоматом без газа обычной проволокой, если можно какое качество заранее благодарю.
Это примерно как если с электрода оббить обмазку и «варить».
2commandant Если бы было можно, то зачем бы народ на баллоны, шланги, редукторы и газ тратился?
commandant написал :
Можно ли варить полуавтоматом без газа обычной проволокой, если можно какое качество заранее благодарю.
Можно, но качества и прочность никакая.
genadich написал :
Можно ли с таким газом работать по нержавейке, естественно используя необходимую проволоку
Добрый день! Может кто подскажет? Сегодня пробовали сварить лист нержавейки Aisi 430 полуавтоматом Фубог-160А используя проволоку DT-1.4316 d.0.8 подключив аргон. Ничего не получилось, металл скатывается и шишками наваривается, короче не варит. Сварщик опытный долгое время работает на аргонной сварке. Может угликислота ещё нужна? или проволока сварочная не такая? Аргоном легко металл сварил. Листы 1,2 мм. Буду очень благодарен в помощи?
Чистым аргоном нержу полуавтоматом не варят, нужна смесь, желательно 98%аргон и 2%углекислоты.
Сегодня попробовали угликислотой одной варить ,вроде всё нормально варит.Только шов немного высоковатый получается с внутренней стороны шва всё проварено. 98%аргон и 2%углекислоты. Это я в курсе. Спасибо!
i0198344 написал :
Только шов немного высоковатый получается с внутренней стороны шва всё проварено.
А цвет не серый получается? У меня серый, если на чистой углекислоте.
Серый, тёмный. Ну так горит металл ,что хотите. После аргона такая же ерунда. А кто пробовал 98%аргон и 2%углекислоты?
i0198344 написал :
Ну так горит металл ,что хотите.
После тиг сразу блестящий.
После смеси 98/2 тоже блестит. » >
СергейКл написал :
После тиг сразу блестящий.
Что за -тиг? А шов расплывчатый получается? Чем смешивать, что за приспособа ?
i0198344 написал :
Что за -тиг?
ТИГ (TIG, WIG) = РАДС = ручная аргоно-дуговая сварка.
Разочаровался я в качестве такой сварки. Я ищу аппарат аргонно-дуговой сварки. Вот этот советуют-Сварочный инвертор TIG 200 А Профи.
i0198344 ,
Все зависит от того какой у вас бюджет и чего вы хотите от аппарата за эти деньги получить.
Почитайте соседние темки или вот о выборе TIG аппаратов.
Определиться с тем, что вам требуется, уже как минимум полдела!)))
Mitrich83 Не разу через инет ничего не выписывал, не знаю даже.Я больше склоняюсь к аппарату BRIMA TIG 200P.
i0198344 , а что варите из нержи? Было бы понятней что вам нужно tig или mig.
exaner Я про TIG. MIG отпадает для нержавейки.
Если обьём большой и швы длинные то лучше всё таки mig, так как дешевле и быстрее. По красоте конечно с тигом не сравнить, но набив руку нормально получается.
Лист 1мм ст0.8*18т1 нерж, проволока 0.8 308LSI, газ смесь 80*20
exaner ,
Как всегда у тебя профессионально получается. Rilonom варил?
Нет, это ещё фоксвелдом.
Варим баки для банных печей. Толщина металла 1,2 (12х17). Да у нас такие же швы получаются как и на вашем фото, варим полуатоматом MIG. Без аргона одной угликислотой.
exaner написал :
Чистым аргоном нержу полуавтоматом не варят, нужна смесь, желательно 98%аргон и 2%углекислоты.
если можно чуть поправлю, 80процентов аргон и 20углекислота, и полярность обязательно меняем ,варим не так как простой флюсованной проволкой по черному металлу
Новодвинск , не правильно, смесь 80/20 идёт для обычных конструкционных сталей. » > Полярность как на всех спошных проволоках, то есть + на горелке.
i0198344 написал :
Варим баки для банных печей. Толщина металла 1,2 (12х17). Да у нас такие же швы получаются как и на вашем фото, варим полуатоматом MIG. Без аргона одной угликислотой.
Аккуратней с этой сталью, варить то её легко, а вот потом могут быть проблемы. После сварки околошовная зона становится хрупкой, и если бак из тонкой стали то он при наполнеии-опорожнении водой каждый раз деформируется и в итоге получается трещина рядом со сварочным швом.