Содержание
- Расчет расхода электродов на 1 тонну металлоконструкций
- ОБЩАЯ ИНФОРМАЦИЯ
- КАК РАССЧИТАТЬ РАСХОД ЭЛЕКТРОДОВ
- КАК УМЕНЬШИТЬ РАСХОД ЭЛЕКТРОДОВ
- ОСОБЕННОСТИ
- ВМЕСТО ЗАКЛЮЧЕНИЯ
- Учимся выполнять расчет изготовления металлоконструкций. Материал для сварщика.
- Расчет изготовления металлоконструкций
- Как сварщику произвести расчет стоимости изготовления металлоконструкций.
- Заключение
- Расход электродов, нормы, таблицы, как рассчитать
- Параметры, влияющие на расход
- Теоретический и практический расчеты
- Погрешность в расчетах
- Количество электродов в 1 кг
- Расчет сварочных работ металлоконструкций
- Раздел I. Электросварочные работы и газовая резка металлов
- ОБЩАЯ ЧАСТЬ
- ОРГАНИЗАЦИОННО-ТЕХНИЧЕСКИЕ УСЛОВИЯ ВЫПОЛНЕНИЯ РАБОТ
- РАСЧЕТ НОРМ ВРЕМЕНИ
- Расчет расхода электродов на 1 метр шва: таблица и калькулятор
- От чего зависит?
- Практический и теоретический расчеты
- Погрешности
- Формулы, используемые при расчетах. Поправочные коэффициенты
- Сколько размещается в 1 кг?
- Расход на тонну металлоконструкции
- При сварке труб
- Снижение затрат
- Заключение
Расчет сварочных работ металлоконструкций
Расчет расхода электродов на 1 тонну металлоконструкций
Каждый опытный сварщик знает, что на продуктивность работы влияет не только правильный выбор электродов для ручной дуговой сварки , но и их расчет. От того, насколько точно вы выполните расчет зависит оплата вашего труда и оценка эффективности работы. При выполнении расчета количества электродов для дуговой сварки нужно не только правильно воспользоваться методиками, но и учесть все особенности металлоконструкции. Норма расхода электродов на тонну металла рассчитывается с помощью формул. Используя их вы сможете довольно быстро рассчитать расход электродов на тонну металлоконструкций.
В этом материале мы научим вас, как рассчитать расход электродов самому и приведем необходимые таблицы для наглядного примера.
ОБЩАЯ ИНФОРМАЦИЯ
Прежде чем приступить к расчетам, определимся, что влияет на расход электродов для дуговой сварки . Прежде всего, это тип сварочного оборудования, толщина металла и самого электрода, выбранный режим сварки , опыт сварщика и некоторые косвенные причины (например, физическая усталость мастера), влияющие на конечный результат. При сварке электродами крайне важно выбрать размер электрода , соответствующий типу и толщине свариваемого металла. Только после того, как вы правильно настроите аппарат и подберете комплектующие, можно выполнять расчет расхода сварочных электродов на 1 т металлоконструкции.
Переде тем, как сделать расчеты, нам понадобится выяснить следующие особенности:
- Отдельно рассчитайте массу металла, который наплавится на шов. Этот показатель не должен быть больше 2% от общей массы всей металлоконструкции или детали. Расчет производится с помощью отдельной формулы, о которой мы поговорим позже.
- Измерьте длину шва. Помимо длины учтите еще и его глубину. Для особо ответственных конструкций допустимо накладывание нескольких швов для надежности.
- Выясните нормы расхода. Это, по сути, общая масса наплавленного металла на 1м шва.
Нормы расхода — это справочная информация, она прописана в нормативных документах . От марки электрода зависит норма расхода. Дополнительные данные вы можете изучить в документах Всесоюзных норм №452-84. Зачастую используют два метода расчета, так называемый теоретический и физический. Полученные цифры сравнивают и определяют погрешность, но об этом мы поговорим далее.
Также учтите, что при сварке могут использоваться разные виды сварных швов . От этого тоже зависит расход электродов на 1 тонну металлоконструкций, поскольку для каждого типа соединения характерна своя масса металла. Ниже вы можете видеть основные параметры, на которые нужно обратить внимание.
КАК РАССЧИТАТЬ РАСХОД ЭЛЕКТРОДОВ
Описанный ниже способ позволяет выполнить расчет количества электродов при сварке труб , например. Он также подходит для прочих типов деталей. Расчет осуществляется по коэффициенту. Чтобы произвести расчет нам нужно заранее знать общую массу металла. Ниже вы можете видеть формулу:
М – это общая масса металла (ее мы должны узнать заранее);
К – это тот самый коэффициент.
«К» узнается из справочной информации. Ниже вы можете видеть таблицу с коэффициентами, которые зависят от марки электродов для ручной дуговой сварки. Чтобы произвести расчет, умножаем массу металла на коэффициент, и получаем расход электродов.
Следующая формула позволит узнать массу металла. Это так называемая физическая формула, для нее нужно знать только физические характеристики шва и проволоки , справочные данные не понадобятся. Для начала замерьте сварочный шов и запишите полученное значение. Теперь можно приступать к расчету по следующей формуле:
F – это суммарная площадь поперечного сечения.
L – это протяженность сварочного шва, которую мы измерили перед тем, как сделать расчеты.
М – это масса проволоки, используемой при сварке.
С помощью этих двух формул можно с малой погрешностью рассчитать расход электродов 1 тонну металлоконструкций. Да, как мы писали выше, существует определенная погрешность, ее тоже нужно учесть. Начинающим сварщикам рекомендуем сделать тестовый расчет, предварительно сделав шов на небольшом образце. Так вы сможете натренироваться и в последующей работе сделать расчеты точными. Ниже таблица, где вы можете узнать, какая норма расхода электродов на 1 метр шва и какая норма расхода электродов на 1 стык трубы.
КАК УМЕНЬШИТЬ РАСХОД ЭЛЕКТРОДОВ
Расчет расхода электродов — это, конечно, важно, но мы расскажем вам о дополнительных секретах, которые помогут сократить количество электродов , используемых в работе. Бытует мнение, что расход невозможно сократить, не потеряв при этом в качестве. Это большое заблуждение. Наши советы помогут здорово сэкономить на электродах и качество сварных швов останется на достойном уровне. Итак, вот несколько советов:
- Используя режим ручной сварки увеличивается расход электродов при сварке труб, например, поэтому рекомендуем использовать полуавтоматическое сварочное оборудование. Это уже позволит сократить расход электродов на 5-10%.
- Отдельно обратите внимание на параметры, которые вы установили в своем сварочном аппарате, а именно сила тока и напряжение. Эти значения должны быть подобраны в соответствии с типом электродов и толщиной металла, который нужно сварить. Не устанавливайте большие значения, если варите тонкими электродами, иначе расход может сильно увеличиться.
- Также рекомендуем подстраивать аппарат при смене электродов. Еще стоит правильно выбрать положение, при котором вы будете варить. Зачастую положение определяется опытным путем, но если вы начинающий сварщик, то можете просто прочесть правила сварки и найти там нужную информацию по используемому виду металла.
Если вы будете использовать наши советы, то сможете сократить расход электродов на 1 тонну металлоконструкций и соблюсти нормы расхода сварочных электродов, а качество сварного шва будет напрямую зависеть от вашей квалификации и опыта, а не от количества используемых стержней.
ОСОБЕННОСТИ
Нормы расхода электродов для сварки трубопроводов и для иных деталей могут отличаться, это нужно учитывать. Полный перечень норм прописан в нормативных документах (СНиПах, ГОСТах и прочих). Изучите хотя бы основные выдержки из документов, чтобы иметь представления об ограничениях.
Также не всегда получается полностью соблюсти нормы расхода электродов при сварочных работах, поскольку часто условия работы не позволяют выполнить весь спектр процедур для правильного использования комплектующих. В таких ситуациях мы рекомендуем провести расчет и хотя бы стараться приблизиться к этой цифре в своей работе. Но если на вашем производстве есть строгий контроль качества, то вам все же придется соблюсти нормы.
ВМЕСТО ЗАКЛЮЧЕНИЯ
Теперь вы знаете, как рассчитать количество электродов. На данный момент существует множество документов, в которых подробно описываются нормы расхода электродов при сварочных работах, не поленитесь изучить их. В будущем эти знания помогут вам улучшить и ускорить свою работу. Новичку часто сложно произвести точный расчет, поэтому рекомендуем на начальном этапе использовать калькулятор расхода электродов. Его легко можно найти в интернете. Когда вы поймете принцип, обязательно научитесь рассчитывать расход самостоятельно. Оставляйте свои комментарии и делитесь этим материалов в социальных сетях. Желаем удачи в работе!
Учимся выполнять расчет изготовления металлоконструкций. Материал для сварщика.
Приветствую уважаемые коллеги. Если вы решили зарабатывать или время от времени подработать на изготовлении металлоконструкций, то вам нужно уметь рассчитывать стоимость. Дело это не простое, если речь идет о крупных и масштабных конструкциях и их совокупности. Но мы поговорим о том, как выполнить расчет стоимости изготовления более простых металлоконструкций. Более того, нужно не просто рассчитать, а сделать это правильно.
Расчет изготовления металлоконструкций
Расчет изготовления металлоконструкции играет важную роль, в том числе расчет стоимости. А сама стоимость работы для сварщика играет важную роль, но и для заказчика она не безразлична:
- количество заработанных денег
- мотивация
- качество расходных материалов и материалов самой конструкции
- Удовлетворенность заказчика(в плане затрат на его нужды)
- лояльность к исполнителю.
Стоимость небольшой металлоконструкции может быть разной. Зависит она от исполнителя, сложности конструкции, выбранных материалов, времени на изготовление, качества выполняемых работ и расходных материалов.
Расчет изготовления металлических конструкций
Каждый сварщик может рассчитывать стоимость на выполнение своих услуг по разному. Но существует несколько базовых способов:
- Стоимость материалов, расходников и трудозатраты
- Воспользоваться калькуляторами на сайтах производств металлоконструкций и изделий
- Стоимость материалов умноженное на 3=)
- Воспользовавшись иными калькуляторами металлоконструкций. Кстати, ознакомиться с ними можно здесь.
Внимание!Неверные расчеты могут приводить к негативным последствиям…
Есть негативный опыт? Поделись со всеми в комментариях, нам интересно!
Будьте внимательны при выполнение расчетов. В противном случае:
- Потеря заказчика или заказа
- Работа в убыток
- Работа за минимальное вознаграждение
- Затягивание исполнения заказа в связи с отсутствием мотивации
Выше перечислены только основные последствия, самые распространенные. Но их может быть гораздо больше в зависимости от специфика заказа, заказчика и исполнителя.
Как сварщику произвести расчет стоимости изготовления металлоконструкций.
Выполнить расчет стоимости изготовления металлоконструкции для опытного сварщика не составит труда. Но как быть с новичками? Для них и создавался данный материал! И так.
Составляем чертеж
Первым делом необходимо составить чертеж, можно от руки или обратиться к специалистам. Я обычно составлял от руки. И так, чертим чертеж исходя из необходимых размеров. Если имеются мелкие элементы конструкции их лучше начертить отдельно. Проставляем размеры на каждой, будущей заготовке.
Расчет количества металла на конструкцию
Следующим этапом следует рассчитать количество металла, требуемого для изготовления конструкции. Сделать это просто. Складываем размер каждого идентичного элемента и получаем общий размер. Например:
В нашей конструкции присутствует следующее:
- Проф. труба 20x20x1.2
- Проф труба 40x50x1.5
- Уголок 40x40x3
Смотрим в наш чертеж и обращаем внимание на то, где используется труба 20×20, выписываем все размеры. Тоже самое с остальными частями. Далее складываем все размеры трубы 20×20, 40×50 и уголка по отдельности и получаем общее количество каждого материала.
Нашел старые расчеты, просто пример. Скорее всего ни кто ни чего не поймет. Рассчитывал кол-во металла на мангал с казаном.
Расчет денежных затрат на металл и расходники
Выполнить расчет изготовления металлоконструкций совершенно не сложно, но при этом придется посчитать. Посчитать сколько придется потратить на закупку металла еще проще. Нужно лишь знать цены на металл в вашем регионе. Лично я, скачал прайс лист и обращаюсь к нему всякий раз, когда нужно посчитать.
3 скриншота с моего телефона. Изображён прайс лист по металлу со стоимостью размера и тд.
Считаем затраты на каждую позицию, складываем и получаем суммарную стоимость металла на определенную конструкцию.
Что касается расходников, та же схема. Только нужно немного прикинуть, сколько придется потратить, к примеру, отрезных кругов на УШМ(болгарку), лепестковых, зачистных и так далее.
Я делал это так. Если я понимаю, что затрачу больше 4 отрезных кругов на маленькую болгарку, то брал в расчет стоимость на упаковку таких кругов. В общем, старался всегда посчитать с небольшим запасом. К этому относится и электроды или сварочная проволока на ПА( полуавтомат), газ CO2 или смесь. Бывало такое, что вносил в смету и расход на недостающий инструмент или измерительные приборы. Был случай, когда для изготовления конструкции был необходим большой угольник, у меня его не было, узнал сколько стоит и внес стоимость расходников.
Проще говоря, считайте всё, что пойдет в дело для изготовления необходимой конструкции, в плоть до лампочек. Не допускайте такой ситуации, когда цена уже утверждена обоими сторонами(заказчик/исполнитель), а в процессе появляются различные нюансы, на которые придется потратить свои деньги или стараться договориться с заказчиком. Заказчики обычно не любят, когда после обговоренной цены, приходится увеличивать ценник…
Расчет затрачиваемого времени и его стоимости
Каждый, кто хочет самостоятельно заработать должен понимать, что любое ваше время — стоит денег. Такое суждение можно отнести в плоть до минуты и высчитать её стоимость. Но конечно так мелочиться не стоит…
Дорогие коллеги, наше время стоит денег. Не забывайте!
Для того, что бы сформировать стоимость на изготовление металлоконструкции вам нужно все посчитать. В том числе и стоимость времени, которое вы затратите на работу с определенным заказом. Но как это сделать? Просто!
Каждый должен знать, как интенсивно он готов работать. Должен оценивать степень загруженности работой во время этого заказа(проще говоря свободного времени). Наличие возможности для работы сверхурочно(например ночью или без обеда). И прочие нюансы. Только тогда можно адекватно произвести расчет изготовления металлоконструкций.
Для того, что бы понять, сколько вы потратите часов, дней, недель на определенную металлоконструкцию или заказ нужно обратиться к себе и подумать. Представьте весь процесс, от начала до конца. Оцените свои возможности. Ну что, получается?
После того, как сложилось представление о временных затратах можно определяться с ценой. Например:
В моём городе, восьми часовой рабочий день сварщика, в среднем, стоит 1500 рублей. Исходя из этого можно определить стоимость двух дней работы или трех, а так же часа или четырёх часов к примеру… Лично я, оцениваю свой рабочий день в качестве сварщика 2500 рублей(заготовка, сборка, сварка). Нюанс в том, что мой рабочий день равен максимум 6 часам, из них пол часа обед и пол часа(в совокупности) на перерывы.
Внимание! Адекватно оценивайте стоимость вашего рабочего дня, тем более, если вы начинающий сварщик. В противном случае, вы либо ни чего не заработаете либо долго будете ждать доверчивого заказчика.
Уважаемые коллеги, во сколько вы оцениваете свой рабочий день? Пишите в комментариях…
Трудозатраты тоже в теме
Что такое трудозатраты в нашем понимании? Это то, на сколько тяжело выполнять работу по изготовлению той или иной конструкции. К примеру, если в конструкции имеет место множество мелких деталей(которые нужно самостоятельно изготовить). Когда конструкция состоит из небольших частей(заготовок), которые вам придется самостоятельно заготовить, а потом долго и кропотливо обваривать. И прочее.
Мелкие детали своими руками
Трудозатраты в нашем случае это то, на что придется потратить много времени и сил. За эти действия, я, обычно, считаю в двойном размере. Все это необходимо для того что бы грамотно выполнить расчет изготовления металлоконструкций.
Прочие затраты
К прочим затратам, как правило относят траты на найм специалистов, помощников, стоимость доставки, стоимость выездов на замеры, услуги специалистов по чертежам и тд. Все затраты, которые придется или уже пришлось произвести не входящие в основные категории затрат.
Суммарная стоимость металлической конструкции
Ну вот и подошли к завершающему этапу наших расчетов и мозгового штурма. Этап заключается в том, что вам нужно просто все сложить:
- Стоимость металла
- Расходников
- Стоимость вашего времени
- Прочее
На выходе получим стоимость металлической конструкции для заказчика.
Сколько вы с этого заработаете? Столько, сколько указанно в третьем пункте(Стоимость вашего времени), а так же, бонусом то, что останется после выполнения заказа(круги, электроды, газ, проволока и так далее) ведь получается, что это оплачивает заказчик.
Помните, стоимость второго и третьего пунка должна быть адекватной. Не вносите во второй пункт слишком много расходников, не переборщите с третьим пунктом. Иначе, вместо того, что бы озолотиться расходниками и деньгами, вы останетесь ни с чем …
Заключение
Только что, вы узнали как выполнить расчет стоимости изготовления металлоконструкции самостоятельно. У каждого сварщика индивидуальные цифры на выходе, но нашим материалом можно пользоваться как шаблоном и составлять свои ценники.
Теперь можно принимать заказы и зарабатывать. Откуда и как брать заказы расскажем в следующей статье. А так же, планируем рассказать о том, как общаться с заказчиком, что бы не продешевить.
К вам есть небольшая просьба. Напишите в комментариях о том, как вы выполняете расчет изготовления металлоконструкций… Буквально парой, тройкой слов. Мы вас поймем.
Поделись полезным материалом с друзьями и знакомыми.
Расход электродов, нормы, таблицы, как рассчитать
Важной частью любого производственного или строительного процесса является точное и грамотное планирование расхода материалов, которое осуществляется для составления сметы и подсчета финансовых затрат. При возведении металлоконструкций методом сварки важно знать не только расход металла, но и необходимое количество электродов. Правильно выполненный расчет позволит узнать точную себестоимость работ, процесс сваривания будет осуществляться по плану.
Следует отметить, что расчет расхода сварочных электродов является актуальным и востребованным только при строительстве крупных объектов. Большой масштаб работ требует безошибочного определения объема материалов, который и будет заложен в строительную смету. Для этого и было введено понятие “расход электродов на 1 т металлоконструкций”.
Параметры, влияющие на расход
Прежде чем выполнять расчет количества электродов при сварке, следует узнать, какие показатели оказывают важнейшее значение:
- Масса наплавки материала на соединение. Объем данного параметра не должен превышать 1,5 % от общей массы всей конструкции.
- Продолжительность и глубина сварочного шва.
- Общая масса наплавки на 1 м.п. соединения. Нормы расхода электродов на 1 метр шва являются справочными показателями, представленными в ВСН 452-84.
- Тип сварки.
Теоретический и практический расчеты
Рассчитать расход электродов с теоретической точки зрения можно с помощью большого количества специальных формул. Рассмотрим наиболее распространенные.
Первый способ – по коэффициенту – применяется для расчета расхода различных сварочных материалов, а не только электродов:
Н = М * К,
где М – масса свариваемой конструкции;
К – специальный коэффициент расхода из справочника, который варьируется в диапазоне от 1,5 до 1,9.
Второй способ основан на расчетах, зависящих от физических свойств электрода и металлоконструкции. Позволяет определить массу наплавленного металла. Здесь исполнителю понадобится знать справочные данные, также необходимо выполнить замер соединительного шва:
G = F * L * M,
где F – площадь поперечного сечения;
L – длина сварочного шва;
M – масса проволоки (1 см3).
Практический расчет подразумевает осуществление тестовых работ. После их завершения, сварщик следует произвести следующие действия:
- выполнить замер огарка;
- учесть напряжение и силу тока;
- определить длину сварного соединения.
Эти данные и позволяют установить расход сварочных электродов при сварке конструкций швом определенной длины.
Точные показатели исполнитель сможет получить только, если внешние данные и угол положения при основных работах будут идентичны тем, которые были во время тестирования. Для избежания неточности параметров, рекомендуется производить эксперимент 3-4 раза. Это позволит получить более точные расчеты, чем при использовании теоретических формул.
Использую данные методы, можно с легкостью произвести расчет расхода электродов на тонну металлоконструкций. Однако, следует помнить о существовании погрешности.
Погрешность в расчетах
Ни один способ не дает стопроцентного результата. Для обеспечения непрерывного рабочего процесса, рекомендуется проводить закупку материалов с запасом. Нужно помнить и о возможности присутствия некачественных или бракованных прутков.
Количество электродов в 1 кг
После получения готовых данных о необходимом количестве электродов, сварщик переходит к закупке материалов. Здесь возникает ещё один вопрос: сколько следует приобретать упаковок с расходниками. Для этого нужно определить какое число стержней составляет 1 кг (стандартная пачка). На данный показатель влияют все параметры сварочных материалов:
- диаметр;
- длина прутка;
- вес стержня;
- толщина герметичной упаковки.
Чем больше эти параметры, тем меньше прутков в пачке.
Однако, следует знать, что электроды определенного диаметра имеют собственную среднюю массу:
Расчет сварочных работ металлоконструкций
ЕДИНЫЕ НОРМЫ ВРЕМЕНИ НА ЭЛЕКТРОГАЗОСВАРОЧНЫЕ, КУЗНЕЧНЫЕ, СТАНОЧНЫЕ И СЛЕСАРНЫЕ РАБОТЫ ДЛЯ ЭЛЕКТРОМЕХАНИЧЕСКИХ МАСТЕРСКИХ ПРЕДПРИЯТИЙ И ОРГАНИЗАЦИЙ УГОЛЬНОЙ ПРОМЫШЛЕННОСТИ
Согласовано с ЦК профсоюза рабочих угольной промышленности (Постановление Президиума ЦК профсоюза от 25 октября 1973 г. Протокол N 22)
Утверждаю Заместитель министра угольной промышленности СССР Ф.КУЗЮКОВ 29 ноября 1973 г.
Раздел I. Электросварочные работы и газовая резка металлов
Электросварочные работы и газовая резка металлов
Единые нормы времени на электросварочные работы и газовую резку металлов для электромеханических мастерских предприятий и организаций угольной промышленности разработаны Центральной нормативно-исследовательской станцией по труду МУП СССР по Кузнецкому угольному бассейну в соответствии с отраслевыми планами нормативно-исследовательских работ на 1971-1972 годы.
При разработке норм использованы:
фотохронометражные наблюдения, проведенные на предприятиях;
межотраслевые нормативы по сварке и газовой резке;
общемашиностроительные нормативы для мелкосерийного и единичного производства.
Нормы времени раздела прошли производственную проверку в электромеханических мастерских предприятий 27 комбинатов (трестов) МУП СССР.
При подготовке окончательной редакции норм настоящего раздела учтены замечания и предложения электромеханических мастерских, отделов труда и НИС комбинатов, ЦНИС МУП СССР, а также предложения экспертно-методического совета МУП СССР по рассмотрению и оценке нормативных материалов по труду.
ОБЩАЯ ЧАСТЬ
1. Единые нормы времени на электросварочные работы и газовую резку металлов обязательны для применения в электромеханических мастерских предприятий и организаций угольной промышленности.
2. В тех случаях, когда фактически применяемые нормы времени ниже норм настоящего сборника, сохраняются действующие нормы.
3. Нормы времени разработаны с учетом: типов и площадей поперечных сечений швов, предусмотренных ГОСТом 5264-69; толщины листового проката и поперечных сечений профиля; положения шва в пространстве; современного уровня техники, технологии, организации производства и труда передовых электромеханических мастерских, а также требований правил Госгортехнадзора, предъявляемых к сварке и резке металлоконструкций.
4. Нормами времени предусмотрена электродуговая сварка и газовая резка низкоуглеродистых, углеродистых и низколегированных сталей.
Нормы времени не распространяются на сварку и резку малоуглеродистых и низкоуглеродистых сталей с особыми свойствами, требующими подогрева при сварке.
5. Нормы времени представлены в двух главах:
Глава I. Ручная электродуговая сварка.
Глава II. Ручная газовая резка черных металлов.
6. К главам приведены поправочные коэффициенты, учитывающие возможные отклонения от условий, учтенных нормами времени.
7. В приложениях приведены иллюстрации типов и положения швов в пространстве или линий реза, а также данные о площадях поперечных сечений швов, предусмотренных ГОСТом, режимах ручной электродуговой сварки и рекомендуемых номерах мундштуков резаков в зависимости от толщины разрезаемого металла.
8. Нормами времени параграфов, выраженными в часах на приведенный измеритель неполным штучным временем, учтены:
время обслуживания рабочего места;
время перерывов на отдых и личные надобности.
Подготовительно-заключительное время включает затраты времени на получение производственного задания и материала, инструктаж и ознакомление с работой, получение и сдачу инструмента и приспособлений, подготовку приспособлений и настройку на заданный режим и сдачу работы.
Подготовительно-заключительное время в размере 2% оперативного времени включено в неполное штучное время.
Основное время — время воздействия струи режущего кислорода на металл или время горения дуги и наплавления металла электрода.
Вспомогательное время включает затраты времени на зачистку шва или кромок реза от шлака, осмотр и проверку качества шва или обрезанных кромок, смену электрода или мундштука, переходы рабочего и подтягивание шлангов или проводов.
Время обслуживания рабочего места включает затраты времени на раскладку и уборку инструмента, установку и смену баллонов, включение или подключение, регулирование и выключение источника питания, получение инструктажа в процессе работы, устранение мелких неполадок и обеспечение исправного состояния оборудования, чистку и охлаждение резака или электрододержателя, уборку рабочего места.
Время обслуживания рабочего места и время на отдых и личные надобности в размере 9% оперативного времени включено в неполное штучное время.
9. Нормами времени учтено и отдельно не оплачивается время, необходимое для отдыха рабочих и личные надобности в течение рабочей смены, на подготовку рабочего места и поддержание его в порядке, на получение заданий, материалов и инструмента, заточку инструмента и сдачу их по окончании работы, на содержание в порядке инструмента, приспособлений, оборудования и уход за ними.
10. Нормами также учтено и дополнительно не оплачивается время, необходимое для выполнения мелких вспомогательных, подготовительных и подъемно-транспортных операций, составляющих неотъемлемую часть технологического процесса нормируемой работы. К ним относятся: зачистка свариваемых кромок изделий, шва от шлака после выполнения каждого прохода и околошовной зоны от брызг металла, осмотр, промер шва и клеймение готового изделия.
11. Нормами времени предусмотрена сварка металлических конструкций, временно скрепленных (при сборке) болтами или электроприхваткой.
12. Разряды работ в сборнике норм указаны в соответствии со сборником извлечений из ЕТКС «Тарифно-квалификационные характеристики работ и профессий рабочих рудоремонтных заводов и электромеханических мастерских предприятий и организаций угольной промышленности», М., 1973.
13. Если в дальнейшем будут вноситься поправки в тарифно-квалификационные характеристики работ, наименования профессий и разряды работ, указанные в данном сборнике норм, должны соответственно изменяться.
14. Выполнение работ рабочими не тех разрядов (квалификаций), которые указаны в тарифно-квалификационных характеристиках, не может служить основанием для изменения норм.
15. Приведенные в параграфах норм числовые значения факторов (длина, сечение, диаметр, вес и т.п.) при определении нормы времени не следует считать включительно.
Определение табличной нормы времени производится по одному из смежных значений факторов, которое ближе к фактическим параметрам (размерам).
Например, требуется определить норму времени на ручную ацетилено-кислородную резку круга диаметром 130 мм. Приведенный размер круга находится в интервале двух смежных значений факторов 120 и 150 (см. § 11). Искомая норма времени для заданного диаметра составит 0,025 часа, поскольку размер 130 ближе к 120, чем к 150.
В случаях, когда фактические параметры равны средним значениям смежных величин факторов, нормы времени определяются как средние между предусмотренными для этих величин факторов.
Например, норма времени на ручную ацетилено-кислородную резку круга диаметром 135 мм составит:
16. При внедрении в электромеханических мастерских предприятий и организаций угольной промышленности более совершенной, чем это предусмотрено в единых нормах, организации производства, труда, технологии ведения сварочных и газорезных работ, оборудования, оснастки и т.п., повышающих производительность труда рабочих, следует разрабатывать и вводить в установленном порядке более прогрессивные нормы, соответствующие уровню производства.
17. С введением единых норм времени на электросварочные работы и газовую резку металлов прекращают действие все ранее изданные сборники норм на эти виды работ за исключением случаев, предусмотренных пунктом 2 «Общей части».
ОРГАНИЗАЦИОННО-ТЕХНИЧЕСКИЕ УСЛОВИЯ ВЫПОЛНЕНИЯ РАБОТ
Едиными нормами времени предусмотрены следующие организационно-технические условия труда на рабочих местах при выполнении ручной электродуговой сварки и газовой резки металла:
При электросварочных работах
1. Выполнение сварочных работ на специально организованном рабочем месте (закрытые кабины), оборудованном в соответствии с правилами техники безопасности и промсанитарии, предусматривающими нормальную температуру и влажность воздуха, освещенность, средства индивидуальной защиты и т.п., с использованием соответствующего сварочного оборудования, средств организационно-технической оснастки и комплекта необходимого инструмента.
2. Обработка деталей и сборка узлов в полном соответствии с чертежами и техническими условиями на изготовление свариваемых изделий с соблюдением конструктивных элементов подготовки кромок изделия под сварку, установленных ГОСТом 5264-69.
3. Строгое соблюдение сварщиком заданных режимов, технологической последовательности сварки.
4. Изоляция света электрической дуги при электродуговой сварке путем перенесения электросварочных работ в закрытые кабины.
5. Наличие подъемно-поворотных приспособлений при сварке тяжелых изделий.
6. Получение технологической документации, установка или раскладка на рабочем месте необходимой технологической оснастки, инструмента в начале работы и уборка в конце смены исполнителем работы.
7. Доставка деталей и узлов, подлежащих сварке, на рабочее место сварщика, а также подача, кантовка, перестановка и уборка крупногабаритных тяжеловесных изделий с применением механизированных подъемно-транспортных средств вспомогательными рабочими.
8. При сварке в монтажных условиях, т.е. вне кабины, рабочее место должно быть защищено от ветра, дождя или снега и иметь ограждения.
9. Наличие заранее подготовленных лесов, подмостей (если это необходимо при сварке в монтажных условиях).
При газовой резке
1. Выполнение газорезательных работ внутри цеха на специально отведенном и соответственно оборудованном комплексом исправной аппаратуры и принадлежностями рабочем месте.
2. Наличие и применение для защиты глаз от лучей пламени очков со светофильтрами.
3. Закрепление эксплуатируемых резаков для ручной резки, редукторов, шлангов за определенными исполнителями.
4. Наличие на стационарных рабочих местах стоек с крючком или вилкой для подвески потушенных резаков во время перерывов в работе.
5. Наличие подъемно-поворотных приспособлении при резке тяжелых заготовок.
6. Доставка баллонов с газом к месту работы вспомогательными рабочими.
7. Обслуживание ацетиленового генератора вспомогательными рабочими.
8. Разметка контура детали (линий реза) производится без участия газорезчика.
9. Уборка шлака и отходов вспомогательными рабочими.
РАСЧЕТ НОРМ ВРЕМЕНИ
При пользовании параграфами норм неполного штучного времени расчет штучной нормы времени на выполненный объем работы (или изделие) производится по формуле:
где , , … — неполное штучное время на измеритель (1 м шва или реза, 1 стык, 1 рез, 1 фланец и т.п.), час;
, … — общая длина всех однотипных швов или резов (м) или количество однотипных резов, стыков и т.п. (шт.) на изделии или выполненном объеме работы;
— вспомогательное время на установку в приспособление или рабочее место изделий (узлов), поворот, снятие и их транспортировку при сварке или резке металлов, час (нормируется по табл.1 или 2 в зависимости от способа выполнения этих операций — вручную или краном).
Расчет расхода электродов на 1 метр шва: таблица и калькулятор
Дуговая электрическая сварка деталей включает два основных компонента. Первый это соединяемые металлические изделия, второй — дополнительный металл который их соединяет.
При этом важно определить оптимальный расход электродов на 1 м шва калькулятор для расчета, которого сегодня можно найти в сети интернет.
Причина здесь не только финансовая, но и технологическая. Вес соединительного металла утяжеляет готовое изделие, и эта величина может доходить до 1,5% от ее начального веса.
Если для статических элементов это не принципиально, то для движущихся механизмов может оказаться существенными, даже критическими.
От чего зависит?
Затраты на электроды, сварочную проволоку и т.п. используемых при соединении элементов конструкции, потребление электрической энергии, главным образом влияет сечение сварочного шва.
В свою очередь этот показатель зависит от того, каким именно образом выполняется сварка, какую толщину имеет металл, качество подготовки деталей.
Как правило, основную характеристику — катет шва, от которого зависит его сечение, задает проект. Отсюда определяется нужный диаметр сварочного материала, сила сварочного тока и пр.
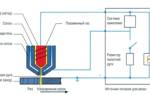
Если мы внимательно рассмотрим процесс электросварки, то убедимся, что далеко не весь вносимый металл используется. Часть его испаряется пламенем дуги, часть разбрызгивается, знакомыми всем сварочными искрами.
Какое-то количество металла связывается в покрывающем шов шлаке, образованном расплавленной обмазкой и окислами. Эти потери определяют словом «угар».
Наконец, сама технология процесса предполагает удерживание электрода. Соответственно часть его остается неиспользованной. Такой кусочек техническом языком называют «огарок», длина его около 50 мм.Часть этих расходов зависит от расположения и длины шва. Так же потери выше, когда приходится варить множество отдельных участков, к примеру, при сварке арматуры, чем один длинный шов.
Практический и теоретический расчеты
Рассчитать расход можно двумя способами:
В первом случае, используют нормативные данные с той или иной степенью приближения. Самым простым вариантом будет воспользоваться ведомственными нормами расхода зависящих от вида конструкции (табл. 1). Расчет приводится к тонне готовых изделий.
Метод используют его с практическими целями, для приблизительного расчета расходных материалов для изготовления той или иной конструкции.
Более точные данные дают строительные нормы ВСН 416-81. Нормы представляют сборник эмпирических данных, сведенных в таблицы. Они составлены для большинства применяемых видов стыка трубы, формы шва, вида расходных материалов.
Не менее точный результат дает расчет с использованием формул, куда вводят различные поправочные коэффициенты.
Суть практического метода — полевые замеры реальной работы. Сюда входит качество расходников, тип и возможности сварочного оборудования, квалификация работников и т.д. Метод требует не одного часа затрат труда и материалов. При этом результаты его подходят деталям, близко соответствующим образцам.
Погрешности
Сами вычисления не могут быть неточными. Но вот исходные данные — вполне.
- Табличные значения принимают по усредненным показателям, практически могут отличаться в разы.
- Данные, вводимые в формулы, определяются замерами. При этом, возможны как погрешности самих приборов, так и методов измерения.
- Данные образцов не совпадают. Это вызвано разной точностью подготовки, отклонениями размера шва и т.п.
Все перечисленные отклонения способны накапливаться и на практике доходят до 5-7%. Именно это количество сварочного материала рекомендуется иметь как резерв.
Формулы, используемые при расчетах. Поправочные коэффициенты
Формула, которая применяется для расчета нормы расхода выглядит следующим образом:
где НЭ – сам расход, который нужно определить; GЭ – удельная норма; LШ – длина шва в метрах.
GЭ рассчитывают по формуле (2): GЭ = kр * mн. Здесь: kр – поправочный табличный к-т, учитывающий потери за счет угара, устройства «холостых валиков» (поправочная наплавка), огарки, предварительные прихватки и пр. Зависит его величина от группы и марки расходников (таблица 2)
(3) mн = ρ * Fн, Где ρ – удельная плотность стали. В зависимости от типа расходников ее принимают:
Величину mн – вес (массу) наплавленного металла, определяют по формуле:
- 7,5 гр/см 3 (7500 кг/м 3 ) при использовании сварочной проволоки, тонкопокрытых или голых стержней;
- 7,85 гр/см 3 (7850 кг/м 3 ), для толстопокрытых электродов.
Fн – поперечное сечение наплавленного металла шва см 2 . Значение вычисляют по табличным данным из ГОСТ 5264-80, либо с помощью самостоятельных замеров.
Сколько размещается в 1 кг?
Как правило вес пачки точно не регламентируется, однако обычно, эта величина составляет 1, 5, 6 или 8 кг. Точный вес указан на самой упаковке.
В зависимости от диаметра стержня, пачка содержит разное количество изделий. Если эта величина не указана в этикетке, ее можно посчитать исходя из веса одного стержня.
При отсутствии под рукой таблицы, сориентироваться можно следующим образом. Умножаем длину (обычно 45 см) на площадь сечения, определяемую по формуле площади круга: S=πR 2 . Полученный результат перемножаем с объемным весом стали 7,85 гр/см 3 .
Вес электрода диаметром 4 мм составит около 61гр. Разделив 1 кг, на 0,06 получим 16 шт.
Расход на тонну металлоконструкции
На практике нередко нужен расход электродов на 1 тонну металлоконструкций при этом калькулятор онлайн может оказаться недоступен.
Крайне приблизительно ее можно принять, как 0,9 — 1,2% массы изделия. Более точные данные нам даст таблица 1 (см. выше).
Достаточно точные данные получают расчетом. Для этого, необходимо посчитать все сварные швы конструкции, а затем воспользоваться формулой, приведенной ранее (1).
Но самый надежный метод — по фактическим затратам. Он применим, когда выполняется изготовление серии однотипных сварных изделий.
При этом, самое первое изделие изготавливают, максимально соблюдая технологические нормы:
- оптимальный сварочный ток;
- диаметр электрода;
- подготовку места сварки, включая снятие фаски под нужным углом.
Одновременно ведут точный учет расхода стержней (или проволоки). Полученные данные делят на вес конструкции и соотношение используют далее, как эталон.
При сварке труб
Определить сколько нужно электродов на 1 м шва при сварке резервуаров, трубопроводов, других криволинейных поверхностей выполнить сложнее, чем для ровных швов. Для получения данных в таких расчетах, на практике используют таблицы ведомственных норм ВСН 452-84.
Здесь приведены данные о массе наплавляемого металла с учетом формы шва, толщины стенки трубы, а также группы электродов.
Как выглядит такая таблица можно увидеть на рисунке (таблица 3)
Снижение затрат
Для небольших бытовых работ затраты на расходники при дуговой сварке составляют относительно небольшие суммы. Поэтому, увеличение по какой-либо причине количество затраченных материалов мало что меняет.
Другое дело, когда речь о сварочных работах на крупной стройке, или ремонтном цехе. Здесь перерасход в доли процентов оборачивается тысячными убытками.
Мероприятия, направленные на снижение расходов при сварочных работах, ведут по следующим направлениям:
- Повышение квалификации персонала
- Качество сварочного оборудования, своевременное его обслуживание, ремонт и регулировка при необходимости.
- Улучшение качества используемых материалов, подготовки мест соединений.
- Использование новых технологий, замена, где это возможно, ручной сварки автоматической и полуавтоматической.
Заключение
Расчет количества электродов при сварке лишь малая часть задач, которые приходится решать при сварочных работах. Если подход к делу не формальный, а профессиональный, результатом будет высокое качество при оптимальных затратах.
Главное, чтобы мероприятия по снижении расходов не выполнялись за счет ухудшения условий работы. Практика показывает, что такая экономия в конечном итоге оборачивается лишь убытками.