Содержание
- Основы сверления нержавеющей стали — выбор сверла для нержавейки
- Подготовительные работы
- Режимы сверления
- Сверла для нержавеющей стали.
- Техника сверления
- Сверла по нержавеющей стали – какими они должны быть?
- 1 Сверление нержавеющей стали – выбираем смазку
- 2 Тонкости сверления нержавеющей стали
- 3 Выбираем сверла для выполнения отверстий в нержавеющей стали
- Как просверлить нержавейку? Сверла по нержавейке. Тонкости сверления нержавеющей стали
- Каким инструментом выполнять сверление?
- Выбор подходящего сверла
- Конструкционные параметры сверла: что учесть?
- Выбор сверла по типу хвостовика
- Подготовка смазочно-охлаждающих материалов
- Процесс сверления
- Особенности работы с закаленной нержавейкой
- Особенности работы с перилами из нержавейки
- Техника безопасности при сверлении
- Общие рекомендации по ходу работы
- Заключение
- Как правильно сверлить нержавейку дома — четкие рекомендации
- Как заточить сверло по металлу в домашних условиях
- Износ сверла
- Техника безопасности
- Процесс заточки
- Применение специальных приспособлений
- Восстановление победитового сверла
Заточка сверла под нержавейку
Основы сверления нержавеющей стали — выбор сверла для нержавейки
Развитие промышленности и высокие требования сертификации продукции на международных рынках приводят к широкому применению качественных нержавеющих сталей. Конструкторы при создании проектов предпочитают сварочные соединения отдельных узлов.
Соединение болтовое, заклепочное от этого не пострадало и часто используется в современных конструкциях. Сверление нержавеющей стали может понадобиться для создания технологических отверстий. Представленный в этой статье материал даст общие понятия и особенности этого процесса с антикоррозионными сплавами.
Подготовительные работы
Подготовительные работы заключаются в устранении некоторых негативных факторов, сопряженных со сверлением нержавейки. Рассмотрим, какие свойства вносят трудности в этот процесс:
- Химический состав нержавеющих марок стали способствует повышению пластичности металла. Стружка при сверлении таких сталей налипает на сверло, от этого режущие кромки исключаются из процесса, а на стенках внутри неоконченного отверстия образуется наклеп. Такой поверхностный наклеп затрудняет дальнейшую обработку и меняет физические свойства в этом месте.
- Отвод тепла от нагретого вращением и резанием сверла происходит по поверхности металла. Не проводя предупредительных мероприятий можно получить окрашенный в цвета побежалости участок вокруг сверления. Кроме испорченной декоративной поверхности, это уменьшает коррозионную сопротивляемость и требует дополнительных технологических операций для восстановления заданных параметров.
Чтобы избежать описанных выше недостатков, перед сверлением необходимо решить как будет остужаться поверхность и что сделать для исключения налипания стружки. Среди действенных методов подойдет вода. Если объем просверливаемого металла больше чем одно отверстие диаметром 10мм в листе толщиной 2мм, то следует подумать об охлаждении маслом или специальной эмульсией.
Внимание. Охлаждение водой при сверлении нержавейки производится во время самого процесса. Охлаждение путем опускания горячего сверла в баночку, стоящую рядом, приводит к закалке и отпуску металла и потере основных свойств. Охлаждающая жидкость подается в точку контакта при сверлении. Для снижения расхода можно поставить резиновое кольцо на поверхность, окружив место контакта.
Режимы сверления
Правильный выбор режима сверления является залогом получения качественно выполненного отверстия. Основными составляющими скорость, подача и крутящий момент.
Скорость резания — условная величина, определяющая, как быстро вращается точка, расположенная на поверхности инструмента относительно его центра. Это означает, что для разных диаметров сверл нужно выбрать различные обороты, чтобы добиться одной и той же скорости резания.
Пример. Для стали 08Х13Н толщиной 10-15 миллиметров в справочнике указана скорость резания 20м/мин. При необходимости просверлить отверстие диаметром 1 мм скорость вращения шпинделя сверлильного станка должна составлять 6366 оборотов в минуту. Если отверстие сверлится диаметром 10 мм то обороты не должны превышать 637 оборотов за 60 секунд.
Подача сверла в металл означает величину перемещения в глубину просверливаемого отверстия за определенное количество оборотов. То есть это скорость погружения. Измеряется в миллиметрах за 1 оборот. Важно выдерживать рекомендуемые величины для получения качественного результата и уменьшения воздействия стружки на режущие кромки.
Крутящий момент, передающейся сверлу в процессе сверления, является важным фактором для сверла и материала, определяет выбор стали для сверла и состав охлаждающих жидкостей. Обычными словами, это нагрузка на сверло, возникающая вследствие сопротивления материала деформациям, создаваемым кромками сверла.
Выбор каждого из параметров обусловлен маркой нержавеющей стали, толщиной листа или детали, выбора оборудования, подбором способа охлаждения, материала сверла, шероховатости поверхности и прочих факторов. По основным маркам существует множество справочной литературы и режимных карт. Правильный подбор и высокая квалификация технолога, составляющего режимные карты, позволит избежать дополнительных обработочных операций и доводки, снижая себестоимость производства.
Сверла для нержавеющей стали.
Разнообразие сверлильного оборудования на сегодняшний день может поставить в тупик даже опытных специалистов.
Самыми распространенными являются кобальтовые сверла. Их название указывает на наличие кобальта в химическом составе сплава. Сверло по нержавеющей стали относится к изделиям из быстрорежущей стали. Повышение процентного содержания кобальта увеличивает красностойкость, сплав сохранят свои свойства после нагрева до температур красного каления. К ним относят инструментальную сталь Р6М5К5, основной материал для изготовления режущего инструмента для нержавейки на отечественных и зарубежных рынках.
Помимо материала важна сама конструкция сверла. Самые дорогие и качественные из них изготавливают при помощи технологии, когда канавки формируют на шлифовальных станках. Отсутствие деформационных напряжений делает их более крепким и расширяет режимные параметры сверления. Такие канавки не имеют микроскопических заусениц и упрощают выход стружки, предотвращая залипание бороздок. Угол затачивания сверла должен быть 135 градусов. Это приводит к снижению нагрузки.
Внимание. Отправившись в магазин за сверлом, не забудьте о том, что наличие кобальта в сверле не влияет на его цвет. Сверло не должно быть желтым, как утверждают продавцы. Это всего лишь рекламный трюк недобросовестных производителей.
Техника сверления
Сверление отверстия более 6 миллиметров необходимо производить в два этапа. Сначала сверлится отверстие диаметром до 5мм, а потом доводится до необходимого диаметра. Отсутствие внутренних напряжений перед сверлением упростят и расширят диапазон режимных параметров. Это продлит срок службы сверла, позволит избежать перегрева поверхности.
Перед тем как сверлить нержавеющую сталь выясните ее марку, толщину, рекомендуемые режимные параметры сверления. Определитесь с охлаждающей жидкостью. Если таковая отсутствует, можно использовать растительное масло (оливковое или подсолнечное), смалец, эмульсию хозяйственного мыла в воде.
Сверла по нержавеющей стали – какими они должны быть?
Специальные сверла по нержавеющей стали и охлаждающие составы для них позволяют достаточно быстро и комфортно сделать отверстие требуемого размера в «нержавейке».
1 Сверление нержавеющей стали – выбираем смазку
Многие домашние умельцы, привыкшие делать в быту все своими руками, очень удивляются, когда им не удается при помощи обычного сверла просверлить отверстие в «нержавейке». Такая сталь от других металлов отличается повышенной вязкостью, поэтому сверло практически сразу же нагревается, как только человек начинает обрабатывать изделие из нержавеющего сплава.
А это означает, что операция может пройти успешно лишь в том случае, если вы позаботитесь о качественном охлаждении сверлящего инструмента.
Для охлаждения приспособления, используемого для сверления отверстий в «нержавейке», обычно используется специальный смазочный состав, состоящий из серы и машинного масла. Серу можно применять как коллоидную, так и особую для окуривания. В строительных магазинах последняя продается именно под названием «для окуривания» (иногда может называться «серный цвет»). Ее, как правило, допускается использовать без каких-либо дополнительных приготовлений. Если же вы приобрели серу крупных фракций, ее следует сначала тщательно перетереть и только после этого смешивать с машинным маслом.
Сверление отверстий в конструкциях из нержавеющей стали будет в разы эффективнее при эксплуатации охлаждающего состава, сделанного на основе жирных кислот и все той же серы. Указанные кислоты не нужно нигде покупать, сделайте их сами. Для этого возьмите самое дешевое хозяйственное мыло, размельчите его, а затем высыпьте получившуюся смесь в горячую воду. В эту композицию добавляют соляную техническую кислоту и ждут до тех пор, пока на поверхность не начнут всплывать нужные нам жирные кислоты.
Как только кислоты поднимутся наверх, необходимо налить в емкость, где производится операция, холодной воды (жалеть ее не нужно, чем больше нальете, тем лучше). В результате начнет происходить затвердевание жирных кислот, и их можно будет без малейших затруднений снять с поверхности жидкости. Озвученный процесс выделения требуемых соединений (мыло в горячую воду – охлаждение – снятие кислот) можно повторять несколько раз (3–5).
Смешивание жирных соединений с коллоидной либо «окуривающей» серой осуществляется с соблюдением пропорции шесть к одному. То есть на одну часть серы необходимо добавлять шесть частей кислот. Профессионалы уверяют, что с таким охлаждающим составом просверлить «нержавейку» любой толщины будет несложно (если, конечно, вы будете соблюдать и другие рекомендации, о которых мы расскажем ниже).
2 Тонкости сверления нержавеющей стали
В тех случаях, когда выполняется сверление отверстий в горизонтальной плоскости, подготовленную жидкость для охлаждения рекомендуется наливать в небольшую шайбу из резины либо в пробку и осуществлять процедуру через нее. При обработке вертикальных конструкций можно на места сверления отверстий прикреплять шарик из парафина. Это существенно облегчит процесс – вы сможете легко просверлить изделие, находящееся в неудобном пространственном положении.
Другая особенность сверления отверстий в «нержавейке» заключается в том, что сверлильный станок либо электрическую дрель, которые используются для осуществления процедуры, нужно ставить на минимальные обороты. Их число может варьироваться от 100 до 600 в минуту. Если вы зададите большее количество оборотов, даже качественный смазочный состав не сможет эффективно охлаждать рабочий инструмент.
При использовании дрели, оснащенной регулятором электронного типа, выставить требуемые обороты несложно. Больше проблем возникает, когда такого регулятора на инструменте нет. Но и в подобной ситуации есть выход: запускайте электродрель ненадолго (буквально на 1–2 секунды); сразу отжимайте «Пуск». За столь малое время ее коллекторный мотор не сможет набрать большие обороты.
3 Выбираем сверла для выполнения отверстий в нержавеющей стали
Вы подготовили охлаждающую смазку, изучили все рекомендации по правильному сверлению «нержавейки», и теперь можно переходить к самому главному – подбору специального сверла. Без него просверлить неподатливый металл не получится. В советские времена для работы с нержавеющей сталью всегда использовали кобальтовые сверла с хвостовиком цилиндрической формы Р6М5К5. Изготавливались они по Государственному стандарту 10902–77. Также применялись сверла Р18 с содержанием кобальта на уровне пяти процентов.
Сейчас найти такие приспособления для сверления отверстий практически нереально. Но это не беда, так как строительный рынок предлагает нам массу их зарубежных аналогов. Импортный сверлильный инструмент выпускается по DIN 338 и имеет маркировку HSS-Co, из которой становится понятным, что в материале сверла содержится не менее пяти процентов кобальта (аналогично Р18 и Р6М5К5). Именно кобальт придает инструменту требуемую твердость и позволяет сравнительно легко сверлить «нержавейку».
Кроме того, хороший эффект обработки нержавеющих сплавов демонстрирует твердосплавный сверлильный инструмент по металлу. Такие сверла характеризуются острым углом заточки (она делается с одной стороны). Но приобрести их непросто, далеко не во всех строительных магазинах они продаются. Да и стоимость подобных приспособлений объективно высока.
Несколько советов по вопросам сверления «нержавейки»:
- Если вы сверлите толстую сталь (более шести миллиметров), желательно выполнять процесс по двойной методике. Суть ее в том, что сначала необходимо сделать маленькую «дырочку» сверлом с малым диаметром и только потом применять инструмент с требуемым сечением.
- Сверление изделий толщиной 1–2 миллиметра допускается производить обычными видами сверл по металлу на малых оборотах (до 100 в минуту), но при условии, что режущая кромка данного инструмента заточена примерно на 120 градусов.
- Обработка нержавеющей стали толщиной менее одного миллиметра должна осуществляться ступенчатыми сверлами, которые обеспечивают идеально круглые отверстия без задиров на их концах.
Как просверлить нержавейку? Сверла по нержавейке. Тонкости сверления нержавеющей стали
Нержавеющая сталь активно используется в строительной отрасли, позволяя сооружать долговечные и прочные конструкции без риска коррозийного повреждения. Однако прочностные качества и в целом физические характеристики таких сплавов создают немало проблем на этапе монтажных мероприятий, когда требуется выполнение точечной слесарной обработки. Например, создание отверстий – одна из самых популярных операций такого рода, позволяющая подготовить технологические зоны для будущего крепежа.
Соответственно, возникает вопрос о том, как просверлить нержавейку? Задача непростая и требующая использования специального инструмента. Также техника непосредственного выполнения работы требует от исполнителя знания определенных нюансов процесса.
Каким инструментом выполнять сверление?
Для начала определяется тип инструмента, которым можно будет качественно и безопасно выполнить подобную операцию. Если речь не идет о производстве, где вполне оправдано было бы применение сверлильного станка, то выбор встанет между дрелью и перфоратором. Конечно, глаз неопытного пользователя сразу падет на перфоратор, как на более мощный агрегат. Но не все так очевидно.
Действительно, средний перфоратор будет куда производительнее электродрели, но он же располагает более массивным корпусом, обладает внушительной массой и в принципе ориентируется на работу с кирпичом и бетоном.
Как просверлить нержавейку перфоратором? Работать придется в изначально некомфортных условиях, поскольку массивная конструкция не даст простора для маневренности, а это залог успешной обработки твердотельных сплавов. Акцент придется делать на физической стабилизации инструмента, в которой не обойтись без дополнительной боковой рукоятки.
Что касается дрели, то, разумеется, упор следует делать на профессиональные модели с достаточным запасом мощности – не менее 1500 Вт в случае с сетевыми аппаратами, и от 18 В, если нужен аккумуляторный инструмент для удаленных работ. Но в обоих случаях конструкция дрели оптимально подойдет для работ с нержавейкой. К слову, в дополнение будет не лишним предусмотреть полезный набор функций – электронную регулировку оборотов, кнопку застопоривания выключателя и реверсный ход.
Выбор подходящего сверла
Желательно отдавать предпочтение кобальтовым сверлам, выполненным из быстрорежущих стальных сплавов марок HSS (М35), HSSCo5, Р6МК5 и др. Целевое назначение подобной оснастки – выполнять отверстия в труднообрабатываемых и нержавеющих заготовках.
Например, в составе сверла Р6М5К5 содержится 5 % кобальта, что значительно увеличивает красностойкость изделия. Иными словами, накаливание сверла с критическим перегревом может произойти только в случае превышения установленных нормативов по времени рабочего сеанса, но не в обычном штатном режиме сверления. При этом даже интенсивная эксплуатация элемента не снизит его износостойкости и твердости. Эти качества можно объяснить особой технологией производства по методу шлифования, который исключает внутреннее напряжение металла.
Конструкционные параметры сверла: что учесть?
Рабочая часть сверла может выполняться по-разному, в зависимости от требуемой техники реза. К примеру, спиральные модели имеют стержень с винтовыми кромками и канавками, уводящими стружку. Это универсальный вариант для бытовых работ, характеризующийся надежностью и достойным качеством сверления.
В качестве альтернативы можно предложить и ступенчатое сверло, но оно скорее подходит для производств, где требуется за небольшие промежутки времени без смены оснастки выполнять несколько разноформатных отверстий.
Также следует обратить внимание на угол заточки сверла по нержавейке, который может составлять от 100° до 140°. Какой угол будет предпочтительнее? Для сталей лучше выбирать модели на 130-140°. Понижение этого показателя делает сверло подходящим уже для мягких материалов наподобие дюралюминия и латуни.
Выбор сверла по типу хвостовика
Поскольку оснастка будет испытывать повышенные механические нагрузки под вибрациями в процессе работы, важно продумать и тип соединения с патроном. Самой распространенной является цилиндрическая сцепка ключевого типа. На нее, в частности рассчитываются сверла по металлу HSS от Inforce, располагающие прочностным запасом на растяжение до 900 Н/мм2. Как отмечают специалисты, трансляция крутящего момента в этой конструкции не самая удачная, но зато не придется беспокоиться о рисках заклинивания.
Еще один вариант хвостовика – шестигранный. В этом случае фиксация обеспечивается трехкулачковым патроном с жестким позиционированием каждой грани. Крепление надежное, но механика обращения с такой оснасткой достаточно затруднительна. Если нужно выполнять серийные сверления, то манипуляции с заменой насадки доставят немало хлопот.
Подготовка смазочно-охлаждающих материалов
Высокопроизводительная механическая обработка металлических сплавов сопровождается повышенными нагрузками с температурой, доведенной до критических величин. Чтобы минимизировать подобные эффекты, применяются смазочные и охлаждающие жидкости для сверления под нагрузкой. В этой части надо предусмотреть два момента – саму механику подачи состава и его рецептуру.
Что касается первого, то в разовых мероприятиях можно смачивать рабочую область вручную по мере накала. Автоматические системы обычно реализуются в виде насосной подводки – например, из автомобильной помпы. Оптимальный же состав смеси будет включать комбинацию машинного масла и серы. В качестве дополнительного модификатора можно использовать и технические присадки, повышающие вязкость масла.
Процесс сверления
Инструмент сразу настраивается на низкие или средние обороты, так как нержавейка плохо переносит высокие скорости – так можно повредить кромки или сверло. Заготовка устанавливается на прочно зафиксированную базу. Желательно использовать металлический верстак с тисками. Непосредственно механический контакт выполняется только в момент достижения оптимальной скорости дрели. Затем приступают к резу.
Кобальтовое сверло по нержавейке направляется строго перпендикулярно под легким нажимом. Никаких отклонений или рывков допускать нельзя. Более того, даже остановки не желательны, так как сбой темпа движения в принципе негативно отразится на структуре отверстия. Завершается процесс с поддержкой начальных оборотов. Снижение скорости и отключение аппарата производится только после изъятия сверла из отверстия.
Особенности работы с закаленной нержавейкой
Часто встречаются ситуации, когда каленый металл не поддается даже сверлам на основе кобальта формата HSS. Обычно это касается листов толщиной более 6-7 мм. Как просверлить нержавейку в данной ситуации?
Выходом станет или применение алмазных коронок для резки стекла, или же использование насадки с мелкозернистым сплавом и напайками. Второй вариант предлагается в линейке Bosch. Немецкие разработчики выпускают уникальную линейку Multi Construction с отличительной чертой в виде синего пояса на спиралях. Подобный тип сверла благодаря центрирующему острию и AWB-пайке может справляться даже с закаленной нержавеющей сталью.
Особенности работы с перилами из нержавейки
Сложности работы с подобной конструкцией обуславливаются круглой формой поручней, а иногда и присутствием специальных хромированных покрытий, затрудняющих ту же центровку. Задача мастера будет заключаться в надежной фиксации трубы посредством тисков, а также в особой тактике сверления.
Как работать с перилами из нержавейки? В первую очередь обозначается точка реза. Это делается кернением и молотком. Легким ударом намечается ямка, от которой будет обрабатываться материал. Затем берется любое мелкоформатное сверло.
На этом этапе важно лишь слегка углубить точку на малых оборотах. Причем конец сверла обязательно смазывается машинным маслом. Затем уже полноформатной кобальтовой насадкой в два прохода формируется отверстие нужной величины.
Техника безопасности при сверлении
Главные эксплуатационные факторы, которые повышают риски травматизма, — это электричество и вибрации. Удар током смертельно опасен, поэтому важно всегда контролировать положение кабеля. Он ни в коем случае не должен попадать в зону работы. Причем изначально лучше отдавать предпочтение моделям дрели с двойной электроизоляцией.
Затем другой вопрос – как просверлить нержавейку с минимальным дискомфортом от вибраций? Дело в том, что длительные и систематические работы со строительным инструментом именно через сильные колебания в итоге сказываются на состоянии нервной системы, на зрении и органах дыхания.
Выходом станет применение штатной системы гашения вибраций, а также установка дополнительных пружинных устройств на корпус. К примеру, шарнирные демпфирующие приспособления создают эффект амортизации, практически исключая ощутимые колебания.
Общие рекомендации по ходу работы
Многое в рабочем процессе будет зависеть от конкретных условий и характеристик инструмента. Но есть и универсальные правила выполнения ответственных сверлильных операций, которые рекомендуют специалисты:
- Контроль смазки. Быстро стекающее масло не даст нужного эффекта. Для его стабилизации можно предварительно разработать «ванну» вокруг отверстия и тогда на протяжении всего рабочего процесса жало сверла будет в оптимальном состоянии.
- Использовать функционал дрели. Не стоит игнорировать реверсный ход и регуляцию скоростных режимов. Бывают ситуации, когда они не просто облегчают работу, но и предотвращают неприятные ситуации.
- Тонкости сверления нержавеющей стали при создании сквозных отверстий. В ситуациях, когда сверло выходит наружу с обратной стороны, может проявиться грата (блокировка резцов о кромку). Избежать такого клина поможет изначальная подставка древесного бруска под точку сверления с наружной стороны.
Заключение
Качественная электродрель в сочетании с правильно подобранным сверлом нужного диаметра с большей вероятностью оправдает ожидания в создании отверстия нужного формата. Но во сколько обойдется подобное мероприятие, если его выполнять в домашних условиях без помощи специалиста?
Кобальтовые или победитовые сверла по нержавейке оцениваются примерно в 150-200 руб. Электродрель будет стоить порядка 3-5 тысяч руб. Причем выбирать стоит в семействах производителей уровня той же фирмы «Бош», например, «Макита», «Метабо» или «Хитачи». К слову, и сверла можно смело приобретать в этих же линейках.
Как правильно сверлить нержавейку дома — четкие рекомендации
Для того чтобы просверлить различные виды нержавеющих сталей в домашних условиях, используют специальные сверла и жидкостное охлаждение. Это позволяет улучшить технологический процесс и получить качественное металлическое отверстие без ущерба для электроинструмента и основной поверхности материала. Сверлят такой металл как на промышленных станках, так и привычными строительными электроприборами по заранее начерченному шаблону.
Нержавеющая сталь широко распространена в бытовой и промышленной сфере. Она представляет собой качественный металлический сплав, устойчивый к коррозии и воздействию различных агрессивных сред. В быту часто используют этот материал для изготовления сантехнических приборов, столешниц, труб и т. д. В процессе ремонта или строительства иногда возникает необходимость просверлить ту или иную деталь, выполненную из этого металла.
Важным нюансом при сверлении нержавеющих сталей, наряду с правильным подбором охлаждающих жидкостей и технологии проведения работ является качественное сверло. Многие специалисты и по сей день отдают предпочтения проверенным временем и очень прочным кобальтовым вариантам(СО-5), которые также подходят для проделывания отверстий в жаропрочных видах металла или чугуне без необходимости применения предварительной центровки.
Эти модели ранее изготавливали на основе стальных сплавов с 5% кобальта в своем составе или из высокопрочных сталей типа Р-18 с добавлением этого химического элемента. В наши дни их сложно отыскать на рынке строительных материалов те виды, которые соответствовали советским нормам ГОСТ — 10902-77, так как они практически не производятся в промышленном объеме.
Чаще всего большинство отечественных производителей просто покрывают детали «золотистым» слоем кобальта, но при этом его самого в составе заготовки содержится минимально или вовсе нет. Такая технология позволяет добиться улучшения параметров скольжения, но не добавляет стержню никакой прочности.
На рынке существуют аналоги «настоящих» кобальтовых вариантов зарубежного производства, характеристика которых соответствует стандартам DIN — 338 или 336, а маркировка содержит аббревиатуру HSS-C или просто NHSS. Такие типы сверел также изготавливают из высокопрочных сталей с обязательным содержанием не менее 5% кобальта в составе сплава (среди производителей стоит отметить такие фирмы как Bosch; Ruko; Gross; Hagwert;Hilti и др.
Преимуществом их является высокая твердость материала, из которого они сделаны и специально затупленный угол заточки наконечника, что делает их пригодными для работы с любыми видами «тяжелых» металлов. Единственным минусом может стать цена, которая заметно выше чем у обычных вариантов стандартных сверел.
Стальные коронки и конические сверла для нержавейки
Помимо кобальтовых вариантов различного диаметра и прочности под нержавейку применяют и другие сверла из металлических сплавов большой твердости с максимально острой заточкой для плотных материалов, которая, как правило, выполнена только по одной режущей стороне. Выбор сверла и рабочего инструмента зависит от марки нержавеющей стали, толщины обрабатываемой заготовки и выбранного технологического процесса.
Если необходимо проделать крупное отверстие (от 14 мм в диаметре и выше.) используют специальные кольцевые сверла или коронки. Они имеют дополнительную зажимную оснастку, патрон и сверлильную головку различных размеров, которые по таблицам соответствуют дюймовым и метрическим стандартам под трубные и другие популярные изделия из нержавейки.
При небольших показателях толщины (1-2мм), рассверлить нержавейку можно простым стальным сверлом, но только если его режущая часть заточена под угол 120 градусов. При этом электроинструмент настраивают на минимально возможные обороты (100об/мин), чтобы не допустить разлом резца, а также перегрева и выхода из строя самого инструмента.
Для сверлильной обработки листовой, пищевой и особо тонкой нержавейки (меньше 0,9 мм) применяют специальные ступенчатые или конусные сверла по металлу. Их особенность заключается в том, что рабочая часть детали выполнена в виде спирали с кольцевыми переходами различного диаметра.
Это позволяет во время сверления точно определить какое отверстие по размеру проделано на определенном этапе работы. В таких случаях (при совсем небольшой толщине) такие виды способны заменить целый набор деталей для нержавеющей стали, включая круглые коронки и обычные сверла с различным типом заточки.
Сверление отверстий в изделиях, которые изготовлены из нержавеющей стали стандартным металлическим сверлом и по простой технологии не рекомендуется ввиду особенной структуры сплава, которая отличается повышенной вязкостью. Использование обычного сверла приводит к тому, что в процессе работы происходит избыточно сильный нагрев всех элементов, которые в нем участвуют, что может негативно повлиять на рабочий инструмент и финишное качество.
Чтобы избежать трудностей при самостоятельном сверлении и сделать отверстие правильно и максимально ровно используют качественные охлаждающие жидкости, которые одновременно выступают и смазочным материалом.
В промышленных масштабах действуют мощные сверлильные станки и оборудование, которое оснащено системой автоматической подачи жидкости. Некоторые мастера оборудуют подобным приспособлением и старые или самодельные станы, сооружая его на основе насоса от автомобильной помпы или другого подходящего варианта.
Распространенной и грубой ошибкой начинающих мастеров является окунание сверла в воду во время работы. То есть сначала делают отверстие насухо, затем раскаленный стержень опускают в холодный раствор. Поступать так категорически нельзя, это снижает свойства детали, и на определенном этапе заготовка сломается, тоже касается и самого рабочего инструмента.
Состав, который применяют при сверлении нержавейки чаще всего производят на основе смеси технического масла или других видов с высокими показателями вязкости и коллоидной серы, протертой в порошок (которую часто используют для процедуры окуривания в садоводстве и виноградарстве.). Эти два элемента смешивают между собой в равных пропорциях и получают необходимый для качественной работы охлаждающий материал.
Более эффективным вариантом охлаждения является раствор на основе серы и жирных кислот. Последние легко получить самостоятельно по следующей технологии:
- небольшой кусок хозяйственного мыла стандартной марки измельчают до порошкообразного состояния;
- добавляют в емкость горячую воду (70-80 градусов) и как следует все перемешивают;
- в слегка остывший раствор добавляют несколько капель технической кислоты(соляной);
- через несколько минут, когда на поверхности образуются характерные жирные пузырьки, их «гасят» большим количеством охлажденной или ледяной воды.
Полученный затвердевший слой и есть необходимые для работы жирные кислоты, которые впоследствии смешивают с серным порошком в пропорции 1 к 6 и используют в качестве компенсатора нагрева при сверлении. При невозможности проделать подобную процедуру или за неимением подходящих материалов можно приобрести готовые варианты жидкостного охлаждения, которые продаются в специальных магазинах (но стоимость их будет гораздо выше, чем тех, что получают самостоятельно).
Для того, чтобы отверстие получилось ровным и качественным используют несколько простых правил, которые позволяют выполнять работу по нержавейке качественно, а именно:
При сверлении деталей, которые расположены в горизонтальной плоскости сверло просовывают через резиновую шайбуили другой подходящий по размерам и свойствам материал(например пластиковая пробка), которые в свою очередь заполняют охлаждающим составом и устанавливают непосредственно над местом необходимого реза. Или дополнительно опрыскивают участок универсальными средствами по металлам в виде аэрозолей.
Для вертикальных поверхностей можно установить парафиновый шарик, который является неплохой смазкой. Для облегчения работ в любой плоскости специалисты рекомендуют делать предварительную разметку (осевые риски) или специальный шаблон с уже отмеченными контурами.
Независимо от типа детали, толщины и других параметров, бытовой электроинструмент или станок с помощью регулировок настраивают на минимальную подачу по оборотам (100-450 об. мин.). Это позволит получить равномерное и четкое сверление. Показателем правильно подобранной скорости является длинная и однородная металлическая стружка, которая возникает в процессе работы.
При толщине стального изделия более 7 миллиметров процедуру выполняют в несколько технологических заходов. Сначала делают небольшое по диаметру предварительное отверстие подходящим для этого сверлом (например на 4-5мм), а затем аккуратно досверливают его до необходимых параметров. Это позволяет получить максимально ровные и аккуратные края, что особенно актуально при работе с пищевыми или сантехническими нержавеющими трубами.
Сверлить нержавейку в домашних условиях не сложно, если иметь теоретические и практические представления о нем и выбрать надежные электроинструменты и набор качественных сверел. Не стоит забывать о постоянном охлаждении металла, технике безопасности и технологических перерывах.
Как заточить сверло по металлу в домашних условиях
Качественная обработка таких материалов, как металл и камень, невозможна без использования сверл, выполненных из хороших материалов, геометрия режущей части которых подходит под требуемые значения. В процессе эксплуатации любое, даже самое прочное сверло рано или поздно изнашивается, утрачивая остроту рабочей поверхности. В такой ситуации требуется определиться с тем, приобретать ли новый материал, или искать информацию о том, как заточить сверло по металлу.
Износ сверла
Неправильное хранение инструмента приводит к биению лезвий друг о друга, налипанию частиц обрабатываемых поверхностей и общему загрязнению спирали. Данный фактор негативно сказывается на сроке эксплуатации сверлильных инструментов, поэтому рекомендуется хранить их в специальных кейсах и подставках.
Помимо условий хранения срок износа зависит от предназначения инструмента и обрабатываемой им поверхности. Например, сверла предназначенные для работы с древесиной сохраняют свою рабочую поверхность в течение нескольких лет по причине того, что дерево — относительно мягкий материал.
В связи с тем, что металл является более твердым и прочным материалом, сверла для работы с ним изнашиваются гораздо быстрее. Работа тупым инструментом недопустима, поскольку отверстия будут проделываться дольше, сложнее, не получатся ровными. Само же сверло будет сильно нагреваться, в связи с чем дальнейший износ происходит еще быстрее и обязательно приведет к тому, что инструмент сломается. Кроме того, облом часто сопровождается разбросом мелких осколков на большой скорости, что может привести к различным травмам. Признаками того, что сверлильный инструмент затупился, являются:
- Скрипы и прочие нестандартные звуки, издаваемые при работе;
- Сильный нагрев инструмента;
- Низкое качество создаваемых отверстий.
Работать тупым сверлом трудно, зачастую невозможно. Помимо того, что оно не сверлит заготовку, эксплуатация изношенного сверлильного инструмента грозит его переломом, что часто приводит к порче обрабатываемой детали и к трудностям извлечения обломанной части инструмента, застрявшей внутри поверхности.
Для того чтобы продлить сверлильному инструменту срок эксплуатации и вернуть правильную геометрическую поверхность, выполняется такая процедура, как его заточка. Любой мастер, который часто работает с дрелью, должен знать, как правильно затачивать сверла по металлу.
Техника безопасности
Описанные ниже работы являются травмоопасными, поэтому требуется соблюдать определенный свод правил:
- Станок должен иметь защитные кожух и экран, предохраняющие мастера от разлетающихся искр и пыли.
- Перед включением станка нужно убедиться в надежной фиксации наждачного круга.
- Заточку нельзя проводить на весу, нужно опирать инструмент на подручник.
- В случае переломов сверла, оно может разлететься на мелкие осколки, помимо этого в процессе работ производится много абразивной пыли и высекаются снопы искр. Учитывая это, все работы следует проводить в защитных очках и маске.
Процесс заточки
Правильную заточку сверла по металлу желательно производить с помощью специальных приспособлений и станков. К сожалению, в условиях домашней мастерской такое оборудование не всегда есть в наличии, и обычно заточка сверел по металлу своими руками выполняется на электрическом точильном станке с абразивными материалами, например, на каменных кругах. Заточку проводят по задним граням, при этом все зубья следует заточить абсолютно идентично. При этом вручную выдержать заданный угол и нужную форму тяжело, да и затачивать в домашних условиях проще всего только спиральные и корончатые инструменты.
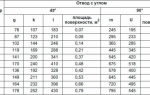
Углы рабочей поверхности
Для того чтобы знать, как заточить сверло по металлу на точиле, следует запомнить ряд важных параметров, применяемых к режущей части, выполнение которых гарантирует качественный результат:
- Угол расположения задней части инструмента по отношению к плоскости сверления =10°,
- Угол заточки передней поверхности = 20°
- Угол при вершине режущего инструмента = 118°
При этом угол при вершине может меняться, в зависимости от материала, с которым предстоит работать:
- Для нержавейки, чугуна и твердой бронзы — 115−118°;
- Для алюминия — 130−140°;
- Для меди — 125°;
- Для мягкой бронзы — 130°.
Как видно, чем мягче материал, в котором требуется просверливать отверстие, тем тупее должен быть угол. Так, для нержавеющей стали достаточно — 118°, а для более мягких металлов угол достигает — 140°.
Существует несколько видов заточки, применяемых для различных целей. самыми распространенными считаются:
- Одноплоскостная. При этом виде обработки задняя поверхность пера выполнена в виде одной плоскости. Задний угол лежит в пределах 28−30°. Сверло приставляют режущей частью параллельно точильному кругу и не меняют его положения. Считается самым простым видом заточки сверл диаметром до 3 мм, но недостатком является то, что в процессе сверления режущие кромки могут крошиться.
- Коническая заточка. Как правило, применяется для сверл относительно большого диаметра. Ее тяжело проводить без специального оборудования и не имея соответствующих навыков. Сверло следует брать левой рукой за рабочую часть ближе к конусу, а правой рукой удерживать хвостик. Затем инструмент прижимают к торцу точильного камня поверхностью задней части и режущей кромкой. В процессе заточки сверло слегка покачивается за хвостик правой рукой, это позволяет создавать на перьевой грани конусовидную поверхность.
В процессе заточки следует стараться выдержать изначальную заводскую поверхность задней части, чтобы она сохранила заданные ей углы. После заточки желательно провести доводку, что позволит сгладить поверхность и убрать мелкие зазубрины.
Доводка материала после его заточки
Доводка выполняется на специальных доводочных кругах. Их отличие от обычных шлифовальных кругов состоит в том, что агрессивная обработка материала объединяется с получением хорошей финишной поверхности.
Благодаря мягкости материала и качественного абразива такие круги идеально подходят для устранения царапин и других дефектов поверхностей, их устранение производится без изменения геометрии рабочей части материала. Как правило, такие круги устанавливаются на болгарку или дрель, что позволяет более удобно и точно обработать сверло зажатое, например, в тисках.
Помимо доводочных кругов, заправить рабочую поверхность можно с помощью наждака, находящегося на диске той же болгарки.
Подточка поверхности
Правильно выполненной заточки сверла по металлу своими руками на инструменте диаметром до 10 мм вполне достаточно для работы, для более широких рекомендуется дополнительно подточить переднюю поверхность.
Смысл данной обработки состоит в том, что за счет увеличения угла режущей кромки и уменьшения переднего угла возрастает стойкость к крошению, это приводит к повышению ресурса сверла. Помимо этого, ширина поперечной кромки уменьшается, благодаря чему материал в центральной части отверстия не сверлится, а скоблится, что облегчает процесс сверления металла. Для сверла с маленьким задним углом можно провести подточку задней поверхности для уменьшения ее трения внутри отверстия.
Применение специальных приспособлений
Процесс заточки по указанной выше методике подходит для инструмента диаметром не более 10 мм. Для того чтобы качественно наточить сверла большего размера, особенно если они имеют сложную форму или дополнены специальными твердосплавными напайками, лучше применять станок со специальным приспособлением.
Использование данного оборудования позволяет контролировать угол заточки, а выполнение работ будет происходить максимально безопасно для мастера. Применение таких точильных станков рекомендуется для заточки инструментов, которые:
- Применяются для сверления глухих отверстий, для них характерно снижение усилия резки по оси.
- Характеризуются повышенной прочностью и качеством сплава.
- Применяются для проделывания очень глубоких отверстий.
- Отличаются незначительной величиной подточки.
От обычного станка данные приспособления отличаются правильным ориентированием режущей части сверла по отношению к точильному кругу. Для выполнения этой задачи в конструкции приспособления имеется специальная опорная плита, на которую устанавливается станок с кругом и поворотная колонна, фиксирующая инструмент. Использование этой колонны позволяет располагать режущую часть сверла в любом положении под любым углом к поверхности абразивному кругу.
Передвижения обрабатываемого инструмента выполняется за счет привода, соединенного с двигателем. После закрепления сверла в колонне, она сама подводится к кругу и все углы, которые требуется сформировать, будут выдержаны автоматически. Недостатком такого станка является то, что он имеет большие габариты и высокую стоимость, поэтому его приобретение нецелесообразно для домашнего применения.
Насадка на дрель
Одним из компактных приспособлений для наточки сверла является цилиндрический насадочный станок, который закрепляется на рабочем вале обычной дрели, от которого приводится во вращение точильного круга насадки. С другой стороны цилиндра находится специальная крышка с отверстиями различного диаметра, в которые устанавливается режущая часть нужного для заточки сверла.
Данная насадка проста в применении, обращение с ней не требует специальных навыков, а сверла, прошедшие заточку на ней, сохраняют все свои геометрические параметры.
Восстановление победитового сверла
Сверло с победитовым наконечником может со временем затупиться, и для его заточки потребуется алмазный круг. До того как начать процесс наточки, нужно убедиться в том, что высота оставшейся режущей части не менее 10 мм для того, чтобы заточка была возможна. Работу следует проводить на низких оборотах точильного круга.
Сверло с напайками затачивается по аналогии с обычными, малого диаметра — выполняя заточку задней поверхности. При этом стачивать поверхность следует до самой напайки. Также желательно подточить переднюю поверхность, особенно если пластина стерлась до самого сверла. Передняя поверхность обрабатывается таким образом, чтобы толщина напайки в центре стала меньше. Работать следует аккуратно во избежание лишнего среза рабочей поверхности.
Нужно внимательно следить за тем, чтобы сверло не перегревалось в процессе обработки, поскольку это грозит растрескиванием или даже обломом пластины в месте пайки. Для охлаждения перегретого наконечника подойдет любая охлаждающая жидкость, например, обычная вода. Тем не менее, если металл раскален докрасна, то макать его в воду ни в коем случае нельзя — сверло мгновенно треснет.
Процесс восстановления геометрической поверхности сверлильных инструментов по металлу и бетону необходим, поскольку данные материалы быстро убивают заводскую заточку инструмента. Теоретического материала по вопросу о том, как правильно точить сверла по металлу недостаточно, но все не так сложно и приходит с опытом.
Использование же специальной насадки для дрели позволяет сохранять все геометрические поверхности инструмента и идеально подойдет для тех, кто не имеет опыта в ручной наточке и боится испортить сверлильный инструмент.
То, какой вид металла будет сверлиться, влияет на угол требуемой заточки, а для работы с камнем и прочными сплавами подойдет сверлильный инструмент с победитовыми насадками.
Не следует забывать о том, что помимо правильной и своевременной заточки продлить срок службы инструмента поможет его правильное хранение в специальных пеналах и подставках.