Содержание
- Спреи и пасты для защиты сварочных горелок
- Спреи для сварки во Владимире
- Способы защиты от налипания сварочных брызг
- Причины появления
- Влияние оборудования и технологии
- Средства от налипания
- Обзор Керамического спрея
- ЗАЩИТА ОТ БРЫЗГ ПРИ СВАРКЕ
- ПРЕИМУЩЕСТВА СВАРТОН
- Какой газ необходим для сварки полуавтоматом черного металла?
- Влияние на процесс
- Область применения
- Какой газ нужен
- Критерии выбора
- Особенности выполнения
- Преимущества
- Заключение
Спрей для сварки полуавтоматом
Спреи и пасты для защиты сварочных горелок
Товар успешно добавлен. Желаете перейти к корзине или продолжить покупки?
192.0107 Спрей Binzel Super Pistolen Spray
Защитный антипригарный спрей Binzel Super Pistolen Spray. Служит для защиты сопла и наконечника сварочной горелки от сварочных брызг. Производитель Abicor Binzel Гремания. подробнее
Товар успешно добавлен. Желаете перейти к корзине или продолжить покупки?
392P000074 Спрей TBi Protection Plus Spray
Защитный антипригарный спрей TBi Protection Plus Spray. Служит для защиты сопла и наконечника сварочной горелки от сварочных брызг. Производитель TBi Industries Гремания. подробнее
Товар успешно добавлен. Желаете перейти к корзине или продолжить покупки?
392P000070 Спрей керемический TBi CeraProtect
392P000070 Спрей керемический TBi CeraProtect. Спрей специально разработан для защиты газовых сопел, сварочных горелок, наконечников и прочих деталей сварочных аппаратов от налипания металлических брызг. Обеспечивает надежную защиту при ручной и автоматической сварке MIG/MAG, а также при плазменной и лазерной резке. Спрей увеличивает срок службы газового сопла и внутренних деталей горелки и существенно облегчает их чистку. Благодаря меньшему налипанию брызг газовая защита остается стабильной. Отлично подходит в случае необходимости дальнейшей лакировки или оцинковки деталей. Перед обработкой рекомендуется тщательная очистка детали и предварительное тестирование покрытия.Проихзводитель TBi Industries, Германия. подробнее
Товар успешно добавлен. Желаете перейти к корзине или продолжить покупки?
192.0197 Спрей керамический Abicor Binzel
Керамический защитный BINZEL-спрей производится по специальной рецептуре ABICOR BINZEL, не содержит силикона и идеально подходит для сварочных процессов с высоким ПВ. Производитель Abicor Binzel, Германия. подробнее
Товар успешно добавлен. Желаете перейти к корзине или продолжить покупки?
192.D033 Паста Binzel Dusofix
Защитная антипригарная паста Binzel Dusofix. Служит для защиты сопла и наконечника сварочной горелки от сварочных брызг. Производитель Abicor Binzel Гремания. подробнее
Товар успешно добавлен. Желаете перейти к корзине или продолжить покупки?
392P000101 Паста TBi Tip-Dip
Защитная антипригарная паста TBi Tip-Dip. Служит для защиты сопла и наконечника сварочной горелки от сварочных брызг. Производитель TBiIndustries Гремания. подробнее
Товар успешно добавлен. Желаете перейти к корзине или продолжить покупки?
D01002 Спрей E-WELD 2 канистра 10л
Защитный антипригарный спрей Bio-Chem E-WELD 2. Служит для защиты сопла и наконечника сварочной горелки от сварочных брызг. Высокотемпературный. Производитель Bio-Circle Гремания. подробнее
Товар успешно добавлен. Желаете перейти к корзине или продолжить покупки?
D50008 Спрей E-WELD 3
Защитный антипригарный спрей Bio-Chem E-WELD 3. Служит для защиты сопла и наконечника сварочной горелки от сварочных брызг. Для нержавейки. Производитель Bio-Circle Гремания. подробнее
Товар успешно добавлен. Желаете перейти к корзине или продолжить покупки?
192.0213.1 BINZEL-спрей, 400 мл
192.0213.1 BINZEL-спрей, 400 мл (1 уп. — 12 шт.). Служит для защиты сварочной горелки от налипания брызг. Производитель Abicor Binzel, Германия. подробнее
Товар успешно добавлен. Желаете перейти к корзине или продолжить покупки?
192.D033 Паста ДЮЗОФИКС, банка 300 гр.
192.D033 Паста ДЮЗОФИКС, банка 300 гр. (1 уп.- 12шт.) Служит для защиты сварочной горелки от налипания брызг. Производитель Abicor Binzel, Германия подробнее
Спреи для сварки во Владимире
Спреи, паста, флюсы для сварки M-Weld Спрей против зали.
Спреи, паста, флюсы для сварки Паста антипригарная (300.
Защитный спрей для сварки WEICON wcn11700400
Антипригарный спрей BINZEL 192.0107
Спрей против брызг ESAB High-Tech
Защитный спрей Weicon Welding Protection Spray для свар.
Спреи, паста, флюсы для сварки Паста антипригарная (300.
Спрей для защиты при сварочных работах LIQUI MOLY Schwe.
Спрей антипригарный BINZEL (400мл.)
Защитный спрей Weicon Welding Protection Spray для свар.
192.0107 Abicor BINZEL-спрей, 400 мл (1 уп. — 12 шт.)
Спрей антипригарный BINZEL (400 мл, без силикона)
Спрей Esab High-tech
Антипригарный спрей BINZEL 192.0107
Welding Protection Spray (400мл) Защитный спрей для сва.
Спрей для волос Спрей для фиксации волос MaterNatura Ro.
Спрей антипригарный для полуавтоматов GCE
Abicor Binzel BINZEL-спрей, 400 мл (1 уп. — 12 шт.)
Спрей против налипания брызг для сварки ABICOR BINZEL B.
Спрей антикоррозийный «яркий цвет» цинк, Zinc.
Спрей антипригарный Abicor Binzel
Антипригарный спрей для сварочного стола
Спрей Taerosol PRF 202, 220 мл
Защитный сварочный спрей Metaflux 70-79
Спрей против сварочных брызг ESAB High-Tech, 400 мл
Спрей антипригарный BINZEL 400 мл 192.0107
Спрей сварочный BINZEL, 400 мл
Спрей антипригарный ESAB High-Tech 400 мл 0760025500
Грунт Цинковый Сварочный Teroson Vr 4600 Ae, Zink-Spray.
Спреи, паста, флюсы для сварки ESAB Паста травильная ST.
Спрей против сварочных брызг ESAB Aristo Fluid, 500 мл
ABICOR BINZEL HAUFE-спрей (для применения до сварки) не.
Спрей антипригарный сварочный Siliconi Ceramstak
Спрей для защиты при сварочных работах Liqui Moly ".
Антипригарный спрей Akfix E90 Сварка без брызг
Антипригарный спрей GCE 392P000071
Аппарат для раструбной сварки СОЮЗ СТС-7220
Защитный спрей для сварки WEICON wcn11700400
Спрей антипригарный ESAB High-Tech (400 мл, без силикон.
Антипригарный спрей ESAB High-Tech
Защитный спрей Weicon Welding Protection Spray для свар.
Аппарат для раструбной сварки Kolner KPWM 800MC
Аппарат для раструбной сварки Wester DWM 1000A
Способы защиты от налипания сварочных брызг
При выполнении сварочных работ очень часто наблюдается разбрызгивание металла электрода и прилипание его к поверхностям соединяемых деталей или шва.
При приемке сварочных работ, в зависимости от степени ответственности конструкции, налипшие капли металла могут восприниматься как серьезный дефект.
Защита от сварочных брызг является определенной проблемой для начинающих сварщиков. Для предупреждения разбрызгивания надо соблюдать технологию и применять защитные составы.
Причины появления
Сварочные брызги возникают, как правило, в момент зажигания дуги, пока ток имеет наибольшее значение. При касании электродом соединяемых деталей в момент короткого замыкания металл электрода, подвергаясь электродинамическому удару, разлетается и каплями в виде шариков оседает на поверхности.
В некоторых случаях сваривание капель с основным металлом бывает очень прочным. Дефект отлично заметен. Устранение его производится срубанием застывших капель или шлифовкой специальными инструментами.
Кроме этого случая, наиболее часто сварочные брызги возникают при сварке полуавтоматом с применением однофазного тока во время скачков напряжения.
Количество брызг очень сильно увеличивается, если сварка производится по ржавой и грязной поверхности металла.
Таким образом, основными причинами возникновения сварочных брызг являются:
- некачественные электроды;
- неправильный выбор режима и параметров сварки;
- низкое качество подготовки изделий к сварке;
- отсутствие защиты изделия от налипания.
Устранив полностью или частично эти проблемы, можно обеспечить высокое качество работы с минимальным количеством сварочных брызг.
Влияние оборудования и технологии
Для защиты от сварочных брызг в первую очередь необходимо обратить внимание на использование качественного оборудования и электродов. Хороший результат может дать использование инверторных полуавтоматов.
Эти аппараты при работе дают очень ровный по значениям ток, который позволяет получать стабильную дугу.
Стоимость инверторных полуавтоматов достигает больших значений, но не всегда более дорогое оборудование полностью устраняет сварочные брызги.
Улучшение качества сварки происходит и при переходе на использование трехфазного тока.
Практически полностью устраняет сварочные брызги работа в среде газа. Для этого используют смесь аргона с углекислым газом в пропорциях 95% аргона к 5% углекислого газа.
При выборе параметров необходимо обращать внимание на величину сварочного тока. Именно завышенное его значение способствует возникновению и разбросу расплавленного металла.
Электроды должны применяться в соответствии с режимом сварки, характеристики их должны отвечать свойствам свариваемых материалов, что обеспечивает защиту от образования брызг. Не допускается использование влажных, отсыревших электродов, а также стержней с потрескавшейся или отслаивающейся обмазкой.
При подготовке изделий к сварке следует тщательно очистить их от грязи, ржавчины, копоти. Замасленные детали должны обезжириваться. Разделку кромок швов необходимо производить в соответствии с требованиями технологии работ.
При выполнении вышеперечисленных советов удается значительно снизить количество брызг. Но небольшие брызги все равно образовываются, налипая на металл.
Если конструкция или сооружение невысокой степени ответственности, и к ее внешнему виду не предъявляют жесткие требования, на применении этих мер можно было бы и остановиться. В противном случае приходится устранять последствия.
Средства от налипания
Иногда удаление брызг расплавленного металла невозможно механическими методами, то есть срубанием или шлифовкой. Проблемы возникают из-за расположения шва в труднодоступных местах.
В этом случае поверхности соединяемых сваркой деталей предварительно обрабатывают вокруг зоны шва средствами для защиты от сварочных брызг. Такие средства представляют собой пасту или жидкость от налипания расплавленного металла.
В настоящее время существует множество различных средств для защиты. В торговой сети имеются готовые средства торговых марок BINZEL, ESAB, E-WELD, ИНДУСВАР.
По способу применения они разделяются на:
- выпускаемые в виде жидкостей, расфасованных в канистры и бутыли. Нанесение защиты происходит кистью или распылением через пульверизатор;
- производимые в виде аэрозолей в специальных флаконах;
- в виде паст, расфасованных в металлические или пластиковые банки с широким горлом для удобства использования.
Каждое средство должно применяться в соответствии с указаниями предприятия-производителя.
Очень часто опытные сварщики применяют свои, годами наработанные рецепты составов для предотвращения налипания брызг.
В качестве подручных средств защиты можно использовать раствор мела в воде. Желательно, чтобы консистенция была близкой к пасте. Этим раствором, при помощи кисти покрывается деталь вокруг будущего шва, однако сами кромки должны остаться чистыми.
После производства сварочных работ необходимо тщательно очистить поверхности шва и металла от наносимого средства. Многие составы для защиты от брызг включают в себя масла, жиры, и другие вещества, значительно снижающие адгезивные средства покрытия.
При необходимости поверхности должны быть обезжирены, что улучшает качество дальнейшей обработки изделий и конструкций.
Обзор Керамического спрея
ЗАЩИТА ОТ БРЫЗГ ПРИ СВАРКЕ
КАК ЭТО РАБОТАЕТ
Легкое и быстрое нанесение, достаточно один раз за смену.
Покрытие надолго защищает от сварочных брызг и теплового воздействия сварочной ванны.
Эффективность керамического спрея в 10 раз выше любого другого защитного средства
Безопасен при сварке — нет вредных испарений при нагревании
Рекомендован к применению при интенсивной сварке
Всегда чистое и сухое сопло
Керамическое покрытие увеличивает ПВ сварочной горелки
ИСПОЛЬЗОВАНИЕ
Создан непосредственно для применения при сварочных работах,
как средство для предотвращения налипания брызг во время сварки.
ПРОФЕССИОНАЛ
Полуавтоматическая сварка
Автоматическая или роботизированная сварка
Плазменная резка
Защита деталей и оснастки от брызг
ПРЕИМУЩЕСТВА СВАРТОН
В этой рубрике Вы можете ознакомиться со всеми преимуществами использования продукции СВАРТОН.
*для перемещения используйте вкладки
Уникальные защитные составы спреев, разработаны в соответствии с потребностями для их применения. Каждый из которых способен выполнять предназначения в промышленности и быту.
Керамическое покрытие: Легкое и быстрое нанесение, достаточно один раз за смену. Покрытие надолго защищает от сварочных брызг и теплового воздействия от сварочной ванны.
Антикоррозийное покрытие: Способно защитить металлические изделия от преждевремменой коррозии или восстановить поврежденный слой оцинкованного покрытия.
При использовании защитного спрея, количество расходных материалов таких как: сопло, наконечник диффузор, уменьшается в двое, расход газа уменьшается на 20% . Соответственно ежемесячные расходы составляют 1370 рублей.
Принимая во внимание, что в среднем на очистку сопла, наконечника и диффузора сварщик тратит не менее 15 минут в день, т.е. более 5-ти часов рабочего времени уходит на очистку, по средним расценкам работы сварщика-это порядка 1900 рублей в месяц. При использовании защитного спрея необходимость траты рабочего времени на очистку отпадает полностью.
Без исполь зования защиты
С исполь зовани ем защиты
Показатель
Произведя простые арифметические вычисления получаем:
Без использования защитного спрея: 4100 рублей в месяц и 49200 в год
С использованием защитного спрея: 1370 рублей в месяц и 16400 в год
Экономия составляет 32760 рублей.
Одного баллона спрея хватает на 3 месяца работы , при стоимости баллона 930 рублей , затраты на спрей составят 3720 рублей .
Под итожим: При использовании защитного спрея экономия составит 29000 рублей в год, на одного сварщика, соответственно если на предприятии трудятся 10 сварщиков экономия уже составит 290000 рублей.
Ещё раз хочется отметить, что данный расчёт производился исходя из СРЕДНИХ цен на расходные материалы и СРЕДНЕЙ интенсивности работы сварщика.
ПРИМЕНЕНИЕ
Полуавтоматическая сварка
Долговременная защита от брызг и тепла во время сварки на протяжении 8-ми часового рабочего дня.
Автоматическая или роботизированная сварка
Нет необходимости следить за чисткой сопел на протяжении 16 часов.
Плазменная резка
Всегда идеально чистый рез и увеличенный ресурс расходный частей.
Защита деталей и оснастки от брызг
Нанесение покрытия на детали и оснастку для предотвращения налипания сварочных брызг.
Покрасочные работы
Не требует обезжиривания после проведения сварочных работ, поверхность сразу можно красить.
Экономия на расходных частях оборудования, на зачистке от брызг, экономия рабочего времени
There are many variations of passages of Lorem Ipsum available, but the majority have suffered alteration in some form.
which don’t look even slightly believableThere are There are many variations of passages of Lorem Ipsum available, but the majority have suffered alteration in some form,by injected humour in some form.
Doctors SKILL
NEUROLOGIST
There are many variations of passages of Lorem Ipsum available, but the majority have suffered alteration in some form.
which don’t look even slightly believableThere are There are many variations of passages of Lorem Ipsum available, but the majority have suffered alteration in some form,by injected humour in some form.
Какой газ необходим для сварки полуавтоматом черного металла?
Качество сварочного соединения зависит не только от профессиональных качеств работника, но и условий выполнения работ. Идеальный шов требует взаимодействия присадочного материала и электрода без дополнительных элементов окружающей среды. При сварке в автоматическом режиме данную функцию выполняет флюсовое покрытие электрода. Роль человека сводится к выбору направления движения дуги и регулировке силы тока.
Работа в полуавтоматическом режиме дает больше свободы. Сварочная проволока не имеет защитного покрытия, потому работа ведется в среде защитных газов, с ручной регулировкой скорости подачи присадочного материала. Таким образом, полуавтоматический режим более требователен к квалификации сварщика, который, обладая необходимыми навыками, добьется лучшего качества спайки, по сравнению с автоматическим режимом. Вот чем отличаются сварка автомат и полуавтомат.
Влияние на процесс
Газы для сварочного полуавтомата призваны защитить зону спайки от внешнего воздействия. Кроме того, применение газа положительно влияет на чистоту шва, уменьшая шлаковую составляющую и снижая вероятность появления трещин, за счет увеличения скорости и глубины проплавления.
Область применения
Применение всех видов сварочных проволок, за исключением самозащитной, подразумевает использование защитного газа. Полуавтомат – оборудование опытных специалистов. С его помощью выполняется тонкая работа соединения цветных и черных металлов, кузовной ремонт транспортных средств и промышленное соединение тонкостенных элементов. Какой нужен газ для сварки полуавтоматом, будет рассмотрено ниже.
Какой газ нужен
Чтобы выбрать, каким газом пользоваться при сварке полуавтоматом, необходимо иметь представление о физических и химических свойствах газа. Выделяют три основные категории:
Рассмотрим их подробнее.
Данное органическое соединение получило наибольшее распространение. Газ легче воздуха, бесцветный, имеет специфический запах, отличается высокой температурой горения, из-за чего используется при газовой резке металлических изделий.
Для промышленного производства ацетилена применяют специальные генераторы, в которых карбид кальция взаимодействует с водой.
Единственный недостаток – сложность в хранении, поскольку карбид углерода легко впитывает влагу из атмосферы, что создает дополнительные неудобства.
Широко применяется для соединения алюминиевых изделий и плазменной резки нержавейки. Газ не имеет цвета и запаха. Взрывоопасен. При соединении с воздухом или водой образует гремучую смесь. Его получают путем синтеза воды, при разделении кислорода и водорода в специальных генераторах. Согласно нормативно-правовым актам по технике безопасности, водород запрещено хранить в баллонах под давлением, которое превышает 15 МПа.
Побочный продукт коксохимической промышленности, который образуется при производстве кокса. Газ бесцветный с резким запахом. К его хранению не предъявляют таких жестких требований, как к водороду, несмотря на то, что газ относится к категории взрывоопасных. Транспортировку газа выполняют с помощью трубопроводных магистралей. Не получил широкого распространения, ввиду специфики производства. Применяется только в промышленных районах.
Представители органической группой углеводородных соединений – метан, пропан и бутан. Отвечают всем требованиям, предъявляемым к сварочным газам. К преимуществам относятся распространенность данного вида, а также относительно невысокая стоимость. Требования к условиям хранения не отличаются строгостью – допустимо хранение баллонов на улице, при сооружении специальной клетки с навесом. Искусственный синтез невозможен. Добывается только из природных месторождений.
Пиролизный
Данный вид выгодно отличается от своих собратьев – его не нужно генерировать, поскольку пиролизный газ выделяется при распаде нефтепродуктов. Перед использованием его подвергают предварительной очистки, ввиду излишней химической активности, которая может привести к коррозии горелки. Подходит как для сварочных работ, так и для резки металлоконструкций.
К данной группе относятся следующие газы:
- Аргон. В чистом виде используется только при аргонодуговой сварке. Входит в состав разнообразных смесей, в качестве одного из компонентов. Химическая инертность делает аргон оптимальным выбором при работе с тугоплавкими материалами. Отличается низкой теплопроводностью и потенциалом ионизации.
- Гелий. Еще один представитель химически инертной группы. По сравнению с аргоном, обладает большей теплопроводностью и потенциалом ионизации.
- Углекислый газ. Самый дешевый газ, из всех перечисленных. Данное обстоятельство обеспечивает широкую популярность при проведении работ в условиях ограниченности бюджета. К положительным качеством относят глубокие проникающие способности, особенно полезные при соединении толстолистовой стали. Основной недостаток – слабая стабилизация дуги, и как следствие, достаточно большое количество брызг.
Отличительная особенность данного газа в том, что его разрешено применять без добавления инертных газов.
Газы, используемые как компоненты смеси
Наиболее известным добавочным компонентом является кислород. Высокая химическая активность влияет на процентное содержание в смеси – его массовая доля редко превышает 7-10 %. Смесь аргона и кислорода обладает специфическим характером проплавления.
Сварочный шов, выполненный с применением данной смеси известен как «шляпка гвоздя», названный за счет внешнего сходства. Известны трехкомпонентные смеси, в состав которых входит кислород, аргон и углекислота, с различными пропорциями, в зависимости от характера работ.
Азот не получил широкого распространения, в качестве защитного газа. В основном его применяют для соединения меди и нержавейки, поскольку он не вступает в реакцию с данными металлами.
Газовые сварочные смеси и рекомендуемая область их применения.
Критерии выбора
Новичку порой сложно выбрать, какой баллон нужен для полуавтомата, не говоря о газовой смеси. Опытные специалисты рекомендуют обращать внимание на предельный показатель температуры и количество тепла, которое выделяется при горении газа. Сравнительные характеристики сварочных газов находятся в свободном доступе.
Особенности выполнения
Сварка в среде защитного газа имеет следующие особенности, которые требуют внимания:
- Параметры работ. Подбираются индивидуально для каждой конкретной ситуации. Получить качественное соединение возможно только при условии грамотного сочетания следующих параметров: мощность, тип проволоки, скорость подачи, расход газа.
- Температурный режим. Рабочая плоскость металла нагревается и охлаждается длительный промежуток времени. При соединении некоторых типов поверхности, например, стальных или медных, возможно регулировать температурный режим, путем изменения угла наклона дуги.
- Выбор газа. Существует два способа выполнения работ. В первом случае необходимо использовать углекислоту без добавления каких-либо примесей. Второй вариант – применения различных смесей на базе аргона или других инертных элементов.
- Характер работ. Основное предназначение баллонов – стационарная работа в условиях мастерской. Использование резервуаров с высоким давлением на открытой местности сопряжено с определенными неудобствами.
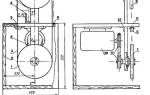
Схема подключения баллона с углекислотой к газовой магистрали.
Технология работы с применением углекислого газа не имеет принципиальных отличий от деятельности, с использованием прочих газовых смесей. Самое главное – соблюдать технологические требования.
Преимущества
Не зависимо от типа газовой смеси, ее применение имеет ряд преимуществ:
- Качество соединения. Физические свойства шва гораздо выше, по сравнению с использованием автоматического режима. Малое количество брызг в процессе соединения.
- Производительность труда. Эффективность работы повышается благодаря сокращению времени нагрева металла, что в конечном итоге сокращает трудозатраты.
- Стабильная дуга. Существенно облегчает работу. Дополнительным преимуществом является практически полное отсутствие дыма.
Для автомобильного ремонта
Появление бытовых полуавтоматов позволило производить кузовной ремонт автомобиля практически в любом гараже с подключением к сети. Сварка в среде углекислого газа обладает следующими преимуществами:
- Технологическая простота – основы работы с полуавтоматом доступны пониманию широкому кругу лиц;
- Низкая цена углекислоту оказывает положительное воздействие на себестоимость работ;
- Низкая зона температурного воздействия сваривать изделия практически любой толщины;
- Благодаря ограниченному температурному воздействию краска вокруг шва практически не выгорает, что позволяет экономить время и средства на финишной обработке;
- Соединяемые элементы не требуют подгонки.
Заключение
Данная технология представляет огромный интерес для широкого круга потребителей, вне зависимости от того, какой газ для полуавтоматической сварки будет выбран. Домашние мастера отдадут предпочтение углекислому газу – благодаря отличному показателю соотношения цена-качество. На промышленных предприятиях во главе угла стоит повышение качества и надежности соединения, не считаясь с затратами. Помните, что сварка в среде защитного газа – это работа повышенной опасности. Не забывайте о необходимости применения средств индивидуальной защиты.