Содержание
- Удаление металлопокрытий: растворы и технологии
- Как удалить цинковое покрытие с металла
- Особенности сварки оцинкованного металла
- Способы удаления цинка со свариваемых поверхностей
- Способ удаления цинка с оцинкованной стали
- Как удалить цинковое покрытие с металла
- Особенности сварки оцинкованного металла
- Способы удаления цинка со свариваемых поверхностей
- «Белая» ржавчина на цинковом покрытии
- «Белая» ржавчина. Механизм формирования очагов поражения
- Профилактика появления белой ржавчины на цинковом покрытии
- Возможности устранения очагов белой ржавчины на цинковом покрытии
- Химические составы для удаления следов белой ржавчины на цинковом покрытии
Как удалить цинковое покрытие с металла
Удаление металлопокрытий: растворы и технологии
Растворы для удаления металлопокрытий воспринимаются большинством гальваников как неизбежное зло: их использование усложняет и удорожает процесс обработки поверхности.
Однако это единственный способ избавиться от последствий ошибок, допущенных при выполнении предыдущих операций и получить на той же подложке покрытие, соответствующее заданным стандартам и нормам.
Для удаления металлопокрытий используют растворы, приготовленные самостоятельно по традиционным формулам, либо составы, приобретенные у компаний-разработчиков. В обоих случаях есть возможность для усовершенствования и повышения эффективности процесса очистки. В данной статье будут рассмотрены основные растворы и средства для удаления покрытий, а также приведены рекомендации по их оптимальному использованию.
Процесс удаления покрытий появился одновременно с процессом их нанесения – сразу же после обнаружения первого дефекта поверхности. Первые процессы удаления покрытий представляли собой элементарное выполнение процесса нанесения покрытия в обратном порядке, частично по причине необходимости восстановления электролитов, частично – на основании предположения, что электроосаждение металлов – обратимый химический процесс. Обманчивая простота подобного подхода скоро развеялась, и отрасль перешла на использование элементарных растворов, которые хотя и не оставляли возможностей для регенерации, но зато эффективно растворяли нежелательное покрытие, отличаясь при этом невысокой стоимостью и простотой в применении.
Главной причиной удаления покрытия всегда являлось желание восстановить первоначальное состояние подложки и ее подготовка к повторному нанесению покрытия, обусловленное прежде всего соображениями экономии, связанными либо со сложной механической обработкой детали либо высокой стоимостью сплава, из которого она изготовлена. По этим же соображениям менее дорогостоящие компоненты – стальные гвозди или шурупы, например – в случае обнаружения дефекта в большинстве случаев просто отправляют на переплав, за исключением ситуаций, когда имеется целая забракованная партия одинаковых изделий, которые могут быть обработаны вместе.
Необходимость удаления покрытия может быть вызвана разными причинами, которые определяются в ходе стандартной инспекции отдела технического контроля. Среди наиболее часто встречающихся из них стоит назвать:
- несоответствующий внешний вид, в большинстве случаев блеск или цвет покрытия,
- недостаточная равномерность слоя,
- недостаточная толщина покрытия, наличие непокрытых участков,
- неровные края или другие дефекты в результате повышенной силы тока,
- недостаточная сила сцепления – в результате некачественной подготовки поверхности,
- пятна, тусклые участки, не устраняемые промывкой.
Бракованное изделие подвергается обработке, соответствующей типу обнаруженного дефекта. Следует отметить, что если осаждение покрытия на это изделие представляло собой определенные сложности и потребовало специальных мер (вибрации, перемешивания и т.д.), то и процесс удаления покрытия может оказаться не менее сложным.
Процесс удаления покрытия должен быть максимально щадящим, т.е. он должен быть направлен на устранение нанесенного слоя без каких-либо последствий для подложки. К счастью, большинство простых кислотных растворов, разработанных несколько лет назад, прекрасно справляется с этой задачей. Чтобы уменьшить риск воздействия на подложку, в растворы добавляют различные комплексообразователи, которые ускоряют процесс растворения покрытия, а также ингибиторы для предотвращения повреждения основной поверхности. На отраслевом рынке имеется не мало усовершенствованных процессов удаления покрытий, однако они не обрели широкого распространения в силу своей высокой стоимости, и большинство предприятий до сих пор предпочитает использовать стандартные растворы. Однако в последнее время в отрасли появились новые технологии покрытий, удаление которых требует специальных материалов, рассмотренных ниже.
Как уже упоминалось ранее, реверсивное выполнение процесса осаждения металлопокрытия автоматически снимает вопрос о переработке отработанных растворов для удаления покрытий. Однако процесс нанесения драгоценных металлов – золота, серебра, палладия, родия и т.п. – требует обязательной переработки электролитов. В большинстве случаев решение этой проблемы перекладывается на специализированные фирмы или поставщиков, если это условие было оговорено в договоре поставки.
Основная задача разработчика технологии удаления покрытия – найти простой и недорогой кислотный или щелочной раствор, который растворит нанесенный слой и не повредит подложку. Чаще всего для этой цели используются серная и азотная кислоты; соляную и фтористоводородную кислоты предпочитают не использовать, поскольку они обладают высокой окислительной способностью, что значительно ускоряет процесс растворения, в ходе которого идет пассивация стали и медных сплавов (наиболее распространенные подложки).
Если для снятия покрытия необходима щелочь (как правило, это условие выдвигается при работе с амфотерными металлами: алюминием, оловом и цинком), чаще всего применяются углекислый натрий (слабая щелочь) и гидроксиды (более сильные). Рекомендуемые в качестве аналогов калиевые соли по техническим характеристикам даже превосходят углекислый натрий, однако используются гораздо реже из-за более высокой стоимости.
Выбрав между щелочью и кислотой, Вы должны определиться с концентрацией раствора. Высоко концентрированные растворы в большинстве случаев действуют быстрее, кроме того, такие кислоты, как азотная обладают двойными свойствами – кислотными и окисляющими, и концентрация влияет на то, какие из них будут выражены ярче. При этом необходимо помнить, что повышенная концентрация растворов влечет за собой больший расход материалов в результате выноса, что накладывает на предприятие дополнительные расходы на нейтрализацию стоков и восстановление сброшенных в стоки растворов. Более эффективным способом ускорения процесса растворения является применение перемешивания и увеличения температуры посредством нагрева до допустимых пределов.
Вопрос об использовании комплексообразователей и ингибиторов рекомендуется решать совместно со специалистом-технологом. Тем не менее, следует заметить, что в большинстве случаев, когда комплексообразователь применялся при осаждении покрытия, допустимо и его использование при снятии образованного слоя. Так, например, в щелочные растворы обычно добавляются цианиды. Существуют также недорогие ингибиторы (силикаты и фосфаты) для щелочных растворов, но им присущи определенные недостатки: так, например, они оставляют пленки на поверхности обрабатываемых изделий, что может негативно сказаться на результате операции по снятию покрытия.
Теоретически, любой состав для снятия покрытия можно подвести под определенный стандарт, однако на практике технологу приходится сталкиваться с таким количеством условий и частных особенностей – период эксплуатации раствора, концентрация, интенсивность перемешивания, рабочая температура, объем ванны – что в лучшем случае Вы получите примерный расчет продолжительности процесса при имеющейся толщине покрытия. Тем не менее, следует отметить, что довольно достоверным показателем срока службы раствора с точки зрения необходимости замены или пополнения ванны является допустимое число циклов обработки. В случае использования нестабильной добавки (перекиси водорода, например), ее количество определяется исходя из условий и требований конкретного заказа, при этом важно помнить, что эффективность использования добавки снижается по мере расхода окислителя.
Среди последних разработок в этой сфере следует отметить попытки использовать более эффективные окисляющие вещества и органические катализаторы окисления. Однако только один или два из созданных растворов получили промышленное применение, поскольку большинство из предлагаемых решений не обеспечивало сколько-нибудь значительного улучшения или существенно повышало стоимость процесса. Одним из успешных проектов стала попытка добавления в раствор нитробензола или его нитро-ароматических аналогов. По причине экологической опасности исследования в области использования определенных веществ, которые отличаются особенной эффективностью для снятия покрытий (таких, как цианиды, нитраты и аммиак) пришлось прекратить.
Ниже будут описаны испытанные на практике методы удаления покрытий, а также конкретные примеры, иллюстрирующие теоретические данные, приведенные выше.
Каждое предприятие вправе выбрать химический или электрохимический способ снятия покрытия. Лишь в некоторых случаях специалистами настоятельно рекомендуется тот или иной способ, в большинстве случаев – это вопрос, который решается на основании соображений практичности и удобства, в связи с чем выбор чаще всего падает на химическое растворение, поскольку оно не требует тщательного контроля и, разумеется, подключения электрического тока. Наиболее распространенные процессы снятия покрытий перечислены в Таблице I.
Таблица I. Избранные процессы для химического (Х) и электрохимического (Э) удаления покрытий
Как удалить цинковое покрытие с металла
Удаление некачественных цинковых покрытий. Цинк активнее большинства металлов (железа, меди и т. д.), поэтому снятие его не представляет особых затруднений. При этом значение коррозионного потенциала цинка изменяется в пределах от —0,76 до — 1,26 В. Цинковое покрытие со стали и магния удаляют в цианистых растворах, а с меди и латуни — в растворах щелочи или серной кислоты.
Для снятия цинка с алюминия используют серную кислоту (1,33) при 20 —40 °С. Наибольшее распространение получили 20%-ный раствор NaOH, 10%-ный раствор H 2 SO 4 и 10%-ный раствор нитрата аммония. Обычно в таких растворах скорость удаления цинка достигает 100 мкм/ч при комнатной температуре. Для анодного удаления цинковых покрытий применяют раствор, содержащий 90 г/л NaCN (t=20÷25°С, U = 6 В) или 100-120 г/л NaOH (t = 20 ÷ 40°C; i а = 2 А/дм 2 ; катод — из стали).
Цинкование признано во всем мире наиболее эффективным способом защиты металлоконструкций, труб, проволоки, болтов, гаек и прочей метизной продукции от негативного воздействия окружающей среды. Благодаря относительной дешевизне технологии цинкования, цены на оцинкованные изделия гораздо ниже цен на нержавеющие метизы. Но если потребуется соединить элементы при помощи сварки, то цинковое покрытие может стать серьезной проблемой.
Особенности сварки оцинкованного металла
Необходимость удаления цинковых покрытий с металлов возникает, как правило, при сварочных работах. Каждый сварщик знает, что сваривать оцинкованные поверхности проблематично и даже самый тонкий слой цинка способен сильно ухудшить прочностные свойства сварного шва. Примесь цинка, попавшая в сварочную ванну, приводит к порообразованию и появлению кристаллизационных трещин в шве, то есть не дает получить плотный и равномерный шов. Кроме этого, в ходе сварки цинк под воздействием высокотемпературной дуги начинает улетучиваться, а его ядовитые пары способны вызвать сильное отравление и даже удушье сварщика, особенно при работе в плохо проветриваемом помещении.
Способы удаления цинка со свариваемых поверхностей
Механический. Нежелательное цинковое покрытие с металлических поверхностей можно убрать при помощи абразивного зачистного круга. Иногда достаточно зачистить деталь до металлического блеска щеткой с жесткой проволочной щетиной (кордщеткой).
Термический. Эффективным способом удаления металлического покрытия является выжигание цинка высокотемпературным пламенем, например, с помощью газового резака. При этом следует помнить о токсичности цинка и предпринять все меры безопасности.
Химический. При сварке ответственных конструкций предварительное очищение поверхностей от цинка лучше производить в слабом растворе соляной кислоты (5 %). Цинк активнее стали, поэтому он эффективно вступает в реакцию с кислотой и легко удаляется с метизов. Для предотвращения кислотной коррозии стали в раствор можно добавить 1 % уротропина. Свариваемая часть детали погружается в ванну с разбавленной кислотой комнатной температуры. Процесс очищения (травления) длится несколько минут. Когда он завершится, а это будет видно по затуханию шипения, металл обрабатывают щелочью для нейтрализации кислоты, например, раствором соды (1г / 50мл), затем промывают водой и сушат до полного испарения влаги.
Многие сварщики для химического травления свариваемых оцинкованных деталей используют проверенное и действенное средство – отработанный кислотный аккумуляторный электролит, который есть не что иное, как водный раствор серной кислоты. Всего несколько минут в такой ванне и от цинкового покрытия на металле не останется и следа.
На предприятиях горячего цинкования по различным технологическим причинам случается брак (в зависимости от квалификации технолога его доля колеблется от нескольких процентов до десятых долей процента); в этом случае необходимо производить так называемую «расцинковку» и повторное цинкование. Для расцинковки чаще всего используется одна из ванн с технологическим раствором, который уже непригоден для травления, но пригоден для расцинковки. Кроме того, не все изделия цинкуются на проволоках – длинномерные изделия (трубы, уголки) оцинковываются в специальных кассетах или с использованием захватов, погружаемых вместе с цинкуемыми изделиями в расплавленный цинк. Через несколько десятков погружений эти кассеты необходимо освобождать от цинка для проверки их работоспособности и текущего ремонта.
Использование в качестве ванны для расцинковки бракованных изделий и требующей ремонта оснастки отработанного раствора одной из ванн травления имеет как положительные, так и отрицательные стороны.
Положительным можно считать то, что не требуется дополнительное оборудование для проведения данной технологической операции, что позволяет сосредоточить имеющееся оборудование на совершенствовании других операций горячего цинкования. Необходимо иметь в виду, что при квалифицированной работе технолога количество брака на предприятии обычно исчисляется десятыми и даже сотыми долями процента, поэтому концентрация цинка в ОТР исчисляется величинами порядка нескольких граммов на литр (при концентрации железа порядка 80-120 г/л). А эти величины позволяют использовать получаемое в результате операций регенерации НСl хлористое железо квалификации, дающей возможность его использования в качестве коагулянта для обработки муниципальных вод даже при жестких нормативах стран ЕС. В случае же нейтрализации получаемый осадок гидроксида железа в ряде случаев вообще может отправляться на полигоны хранения.
Недостатком метода расцинковки в одной из ванн с ОТР является потеря цинка, который является самым дорогим реагентом. А в предисловии уже указывалось: чтобы не создавать себе дополнительных проблем с переработкой смешанных стоков, не допускать смешения различных сточных вод, а перерабатывать их в отдельности.
На значительной части европейских оцинковочных производств идут именно по второму пути – там имеются специальные «расцинковочные» ванны, где используется не ОТР, а соляная кислота. Как и в случае ванн травления, в нее добавляются ингибиторы травления, в результате чего взаимодействие кислоты с железом сводится к минимуму. В результате мы получаем ОТР, в корне отличающийся от ОТР ванн травления: в нем содержится свыше 100 г/л цинка и лишь несколько г/л железа.
Получаемые данные суммированы в таблице 13.4.
Таблица 13.4. Ориентировочный состав ОТР ванн расцинковки.
Способ удаления цинка с оцинкованной стали
Владельцы патента RU 2599061:
Изобретение относится к области цветной металлургии и может быть использовано для переработки отходов оцинкованной стали. Способ включает обработку отходов оцинкованной стали водным раствором, содержащим 250 г/л соляной кислоты и 2,5 г/л гексаметилентетрамина, в котором при температуре 10-40°С в течение 20-30 мин выдерживают отходы оцинкованной стали, после чего насыщенный цинком водный раствор сливают и извлекают стальные отходы. Способ обеспечивает удаление цинка с оцинкованной стали до содержания не более 5% от исходного в условиях литейных цехов машиностроительных производств, с учетом защиты металлической основы отходов от растворения в кислоте в течение протекания реакции.
Изобретение относится к области цветной металлургии и может быть использовано для переработки отходов оцинкованной стали. Отходы загружают в водный раствор соляной кислоты и в присутствии гексаметилентетрамина при температуре 10-40°С выдерживают 20-30 мин, после этого полученный раствор с ионами цинка может быть направлен на дальнейшую переработку, а обработанные отходы могут быть использованы в качестве шихты при выплавке чугуна.
Изобретение представляет собой способ удаления цинка из отходов оцинкованной стали в растворе, содержащем кислоту. Цинк используется в качестве защитного покрытия от коррозии в машиностроении, а также других отраслях. Переработка оцинкованных стальных отходов затруднена по ряду причин. Например, использование таких отходов при плавке в индукционных печах приводит к снижению качества выплавляемого металла, ухудшению экологической обстановки и негативно влияет на обслуживающий персонал. С другой стороны, это ценный сырьевой материал для получения цинка, поэтому восстановление цинка из оцинкованных стальных отходов экономически целесообразно. В связи с этим разработаны различные методы отделения цинка от стального основания отходов.
Известен способ удаления цинка из цинксодержащих стальных отходов методом испарения [1]. Для этого отходы выдерживаются при температуре 500-950°С в защитной атмосфере в специальном устройстве до момента испарения цинка со стальной подложки. После этого испаренный цинк конденсируется в специальном приемнике, откуда может поступать на переработку, а стальные отходы могут направляться на брикетирование и переплав.
Недостатком данного способа являются большие финансовые затраты на оборудование для испарения цинка, а также значительный расход энергии, затрачиваемой на нагрев отходов и испарение цинка.
Другим способом очистки оцинкованных стальных отходов является электролитический метод [2]. Цинксодержащие отходы, играющие роль анода, погружаются в раствор едкого натра и едкого калия при PH 11-15.5, затем они электрически подключаются к катоду без применения внешнего источника напряжения. В результате электрохимической реакции цинковое покрытие с анода (стальные отходы) осаждается на катоде.
Недостаток способа — требуется постоянный контроль за протеканием реакции, также необходимо применять специальные меры для недопущения неравномерности снятия цинкового покрытия.
Наиболее близким по технической сущности является способ удаления цинка с оцинкованных стальных отходов в растворе кислоты [3], заключающийся в обработке отходов раствором серной кислоты концентрацией 100-300 г/л. Для ускорения протекания реакции с целью недопущения растворения железа стальной основы в раствор добавляются ионы цинка в количестве 10-70 г/л. Реакция протекает при температуре 15-70°С в течение промежутка времени порядка 90 с.
Недостатком способа является необходимость использовать относительно большое количество ионов цинка, а также невозможность полностью защитить стальную основу от растворения железа.
Задача данного изобретения состоит в подготовке отходов оцинкованной стали для использования в качестве шихтового материала при индукционной плавке, разработка экономически целесообразного способа удаления цинка с оцинкованной стали до содержания не более 5% от исходного в условиях литейных цехов машиностроительных производств, с учетом защиты металлической основы отходов от растворения в кислоте в течение протекания реакции.
Технический результат — удаление цинка с оцинкованной стали до содержания не более 5% от исходного в условиях литейных цехов машиностроительных производств, с учетом защиты металлической основы отходов от растворения в кислоте в течение протекания реакции.
Технический результат достигается тем, что отходы оцинкованной стали загружают в агрегат в виде емкости необходимого объема для одного цикла обработки. Потом добавляют в требуемом количестве воду с температурой 10-40°С. Затем в воду с отходами добавляют необходимое количество гексаметилентетрамина из расчета 2,5 г/л. Далее в воду наливают техническую соляную кислоту в количестве 250 г/л.
Количество обрабатываемых отходов рассчитывается таким образом, чтобы цикл обработки при средней температуре 20°С не превышал 30 мин. После выдержки в течение заданного времени раствор сливают и отправляют на дальнейшую переработку, а стальные отходы могут использоваться в качестве шихты для выплавки чугуна в индукционных печах литейных цехов машиностроительных предприятий.
По результатам опытов получены следующие результаты.
При обработке 0,529 кг оцинкованной стали раствором, содержащим 120 мл воды и 40 мл технической соляной кислоты в присутствии 0,4 г гексаметилентетрамина, снято 11 г цинка. При этом остаточная масса стали составила 0,518 кг. Время протекания реакции составило 22 мин.
Предложенное техническое решение позволяет извлечь весь металлический цинк из оцинкованных стальных отходов за относительно короткое время, тем самым подготовив отходы для дальнейшего использования в индукционной плавке. При этом получившийся насыщенный солями цинка раствор может использоваться в качестве электролита в ваннах цинкования, если в производственной цепочке предприятия присутствуют гальванические цеха или участки или отправлен на дальнейшую переработку.
Достоинство указанного способа в том, что процесс осуществляется в условиях собственного производства литейных цехов машиностроительных предприятий в одном агрегате с низкими временными затратами (продолжительность полного цикла очистки не превышает 30 мин). Использование гексаметилентетрамина позволяет полностью защитить стальную основу отходов от растворения в кислой среде. Получившийся в процессе очистки оцинкованных стальных отходов раствор, содержащий ионы цинка, может быть использован для восстановления металлического цинка или использован в процессе цинкования.
Новым в данном процессе является:
— использование в растворе соляной кислоты в количестве, безопасном для обслуживающего персонала;
— использование гексаметилентетрамина в качестве ингибитора для защиты металлической основы отходов от растворения в кислоте.
Отходы оцинкованной стали в количестве 200 кг загружают в емкость объемом 150 л. Потом добавляют воду в количестве 45 л с температурой 20°С. Затем в воду с отходами добавляют гексаметилентетрамин в количестве 150 г. Далее в воду наливают техническую соляную кислоту в количестве 15 л.
Обработка производится 25 мин. После выдержки раствор сливают и отправляют на дальнейшую переработку, а стальные отходы могут использоваться в качестве шихты для выплавки чугуна.
1. US 5350438 A, Method and apparatus for removing plated metal from steel sheet scraps, TOYOKIN KABUSHIKI KAISHA, JAPAN.
2. US 5302260 A, Galvanic dezincing of galvanized steel, NORANDA INC. A CORPORATION OF ONTARIO, CANADA.
3. WO 2011038746 A1, Acidic dezincification, Drt Deutsche Rohstofftechnik Gmbh, GERMANY.
Способ удаления цинка с отходов оцинкованной стали, включающий обработку отходов оцинкованной стали водным раствором кислоты, отличающийся тем, что обработку осуществляют водным раствором, содержащим 250 г/л соляной кислоты и 2,5 г/л гексаметилентетрамина, в котором при температуре 10-40°С в течение 20-30 мин выдерживают отходы оцинкованной стали, после чего насыщенный цинком водный раствор сливают и извлекают стальные отходы.
Как удалить цинковое покрытие с металла
Удаление некачественных цинковых покрытий. Цинк активнее большинства металлов (железа, меди и т. д.), поэтому снятие его не представляет особых затруднений. При этом значение коррозионного потенциала цинка изменяется в пределах от —0,76 до — 1,26 В. Цинковое покрытие со стали и магния удаляют в цианистых растворах, а с меди и латуни — в растворах щелочи или серной кислоты.
Для снятия цинка с алюминия используют серную кислоту (1,33) при 20 —40 °С. Наибольшее распространение получили 20%-ный раствор NaOH, 10%-ный раствор H 2 SO 4 и 10%-ный раствор нитрата аммония. Обычно в таких растворах скорость удаления цинка достигает 100 мкм/ч при комнатной температуре. Для анодного удаления цинковых покрытий применяют раствор, содержащий 90 г/л NaCN (t=20÷25°С, U = 6 В) или 100-120 г/л NaOH (t = 20 ÷ 40°C; i а = 2 А/дм 2 ; катод — из стали).
Цинкование признано во всем мире наиболее эффективным способом защиты металлоконструкций, труб, проволоки, болтов, гаек и прочей метизной продукции от негативного воздействия окружающей среды. Благодаря относительной дешевизне технологии цинкования, цены на оцинкованные изделия гораздо ниже цен на нержавеющие метизы. Но если потребуется соединить элементы при помощи сварки, то цинковое покрытие может стать серьезной проблемой.
Особенности сварки оцинкованного металла
Необходимость удаления цинковых покрытий с металлов возникает, как правило, при сварочных работах. Каждый сварщик знает, что сваривать оцинкованные поверхности проблематично и даже самый тонкий слой цинка способен сильно ухудшить прочностные свойства сварного шва. Примесь цинка, попавшая в сварочную ванну, приводит к порообразованию и появлению кристаллизационных трещин в шве, то есть не дает получить плотный и равномерный шов. Кроме этого, в ходе сварки цинк под воздействием высокотемпературной дуги начинает улетучиваться, а его ядовитые пары способны вызвать сильное отравление и даже удушье сварщика, особенно при работе в плохо проветриваемом помещении.
Способы удаления цинка со свариваемых поверхностей
Механический. Нежелательное цинковое покрытие с металлических поверхностей можно убрать при помощи абразивного зачистного круга. Иногда достаточно зачистить деталь до металлического блеска щеткой с жесткой проволочной щетиной (кордщеткой).
Термический. Эффективным способом удаления металлического покрытия является выжигание цинка высокотемпературным пламенем, например, с помощью газового резака. При этом следует помнить о токсичности цинка и предпринять все меры безопасности.
Химический. При сварке ответственных конструкций предварительное очищение поверхностей от цинка лучше производить в слабом растворе соляной кислоты (5 %). Цинк активнее стали, поэтому он эффективно вступает в реакцию с кислотой и легко удаляется с метизов. Для предотвращения кислотной коррозии стали в раствор можно добавить 1 % уротропина. Свариваемая часть детали погружается в ванну с разбавленной кислотой комнатной температуры. Процесс очищения (травления) длится несколько минут. Когда он завершится, а это будет видно по затуханию шипения, металл обрабатывают щелочью для нейтрализации кислоты, например, раствором соды (1г / 50мл), затем промывают водой и сушат до полного испарения влаги.
Многие сварщики для химического травления свариваемых оцинкованных деталей используют проверенное и действенное средство – отработанный кислотный аккумуляторный электролит, который есть не что иное, как водный раствор серной кислоты. Всего несколько минут в такой ванне и от цинкового покрытия на металле не останется и следа.
На предприятиях горячего цинкования по различным технологическим причинам случается брак (в зависимости от квалификации технолога его доля колеблется от нескольких процентов до десятых долей процента); в этом случае необходимо производить так называемую «расцинковку» и повторное цинкование. Для расцинковки чаще всего используется одна из ванн с технологическим раствором, который уже непригоден для травления, но пригоден для расцинковки. Кроме того, не все изделия цинкуются на проволоках – длинномерные изделия (трубы, уголки) оцинковываются в специальных кассетах или с использованием захватов, погружаемых вместе с цинкуемыми изделиями в расплавленный цинк. Через несколько десятков погружений эти кассеты необходимо освобождать от цинка для проверки их работоспособности и текущего ремонта.
Использование в качестве ванны для расцинковки бракованных изделий и требующей ремонта оснастки отработанного раствора одной из ванн травления имеет как положительные, так и отрицательные стороны.
Положительным можно считать то, что не требуется дополнительное оборудование для проведения данной технологической операции, что позволяет сосредоточить имеющееся оборудование на совершенствовании других операций горячего цинкования. Необходимо иметь в виду, что при квалифицированной работе технолога количество брака на предприятии обычно исчисляется десятыми и даже сотыми долями процента, поэтому концентрация цинка в ОТР исчисляется величинами порядка нескольких граммов на литр (при концентрации железа порядка 80-120 г/л). А эти величины позволяют использовать получаемое в результате операций регенерации НСl хлористое железо квалификации, дающей возможность его использования в качестве коагулянта для обработки муниципальных вод даже при жестких нормативах стран ЕС. В случае же нейтрализации получаемый осадок гидроксида железа в ряде случаев вообще может отправляться на полигоны хранения.
Недостатком метода расцинковки в одной из ванн с ОТР является потеря цинка, который является самым дорогим реагентом. А в предисловии уже указывалось: чтобы не создавать себе дополнительных проблем с переработкой смешанных стоков, не допускать смешения различных сточных вод, а перерабатывать их в отдельности.
На значительной части европейских оцинковочных производств идут именно по второму пути – там имеются специальные «расцинковочные» ванны, где используется не ОТР, а соляная кислота. Как и в случае ванн травления, в нее добавляются ингибиторы травления, в результате чего взаимодействие кислоты с железом сводится к минимуму. В результате мы получаем ОТР, в корне отличающийся от ОТР ванн травления: в нем содержится свыше 100 г/л цинка и лишь несколько г/л железа.
Получаемые данные суммированы в таблице 13.4.
Таблица 13.4. Ориентировочный состав ОТР ванн расцинковки.
«Белая» ржавчина на цинковом покрытии
Процесс формирования «белой» ржавчины на цинковом покрытии обусловлен тем, что в результате непрерывного негативного воздействия влаги цинк вступает в реакцию с водой, образуя плохо растворимые соляные отложения. Возникают очаги поражения.
На процесс формирования «белой» ржавчины оказывают существенное влияние:
• способ нанесения цинкового покрытия,
• этапы формирования поверхностной пленки,
• химический состав воды.
«Белая» ржавчина. Механизм формирования очагов поражения
Стойкость цинкового слоя зависит от сформированного на поверхности пленочного покрытия. Процесс формирования пленки проходит в несколько этапов.
1. Окислительный этап. В результате взаимодействия цинка и кислорода образуется неустойчивое соединение – оксид цинка.
2. Процесс гидратации. В присутствии влаги происходит кислородная деполяризация – диффузия между анионами цинка(Zn^(2+)) и катионами гидроокисла (ОН^-). На анодных участках поверхности происходит растворение цинка с высвобождением двух электронов. На катодных участках происходит реакция восстановления кислорода с образованием гидроксил ионов. В результате взаимодействия получается плохо растворимый осадок гидрата окиси цинка (гидроксид цинка). Реакция протекает при показателе кислотности от 5,2 и выше (нейтральная или щелочная среда). Формулы гидратации:
3. Фаза образования карбонатов. На данном этапе формируется трудно растворимый основной карбонат цинка. Формула реакции:
Окончательно сформированное пленочное покрытие обеспечивает надежную антикоррозионную защиту цинковому слою при негативном воздействии влаги. Однако процесс формирования пленки занимает определенный промежуток времени. «Белая» ржавчина – результат нарушения технологического процесса. Очаги поражения чаще всего возникают в местах отсутствия пленочного покрытия на свежеоцинкованных изделиях при активном воздействии влаги (воды):
• дождь,
• роса,
• конденсат.
Наличие в среде негативного воздействия сульфатов и хлоридов ускоряет коррозионный процесс.
Цинковое покрытие быстро реагирует с чистой водой с образованием гидроксида цинка. Если после гальванического цинкования изделие непрерывно подвергается воздействию влаги в условиях нехватки кислорода, то вода, реагируя с цинком, постепенно уничтожает (разъедает) цинковый слой. Очаги белой ржавчины формируется в местах скопления влаги при плотной упаковке оцинкованных изделий.
Профилактика появления белой ржавчины на цинковом покрытии
1. Производить хранение оцинкованной продукции в чистом, сухом, закрытом помещении при постоянном температурном режиме (температура в зоне хранения должна быть выше точки росы), вдали от дверных проемов.
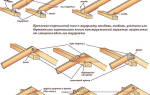
2. Укладку габаритных изделий, с нанесенным цинковым покрытием, производить на специальные деревянные приспособления, чтобы устранить контакт с землей.
3. Упаковка оцинкованных изделий при транспортировке и хранении должна производиться специальным образом: между поверхностями контакта помещаются прокладки, стяжка в стопках осуществляется при помощи ремней. Такой способ позволяет воздуху производить циркуляцию, что препятствует накоплению влаги.
4. При складировании помещать упакованную продукцию под небольшим углом друг к другу (уклон должен составлять 5 мм на 1 м длины изделия). Это способствует стеканию воды, конденсата.
5. Производить транспортировку и хранение только чистых оцинкованных изделий, т. к. грязь и стружка провоцируют образование белой коррозии.
6. После процесса цинкования произвести:
• дополнительную поверхностную обработку водоотталкивающим средством,
• нанести защитное барьерное покрытие.
7. При хранении на открытом воздухе оцинкованных изделий — накрыть непромокающим материалом с возможностью циркуляции воздуха.
Возможности устранения очагов белой ржавчины на цинковом покрытии
Незначительное поражение цинкового покрытия
Визуально такое поражение представляет собой небольшие участки белого налета, порошкообразного состава, ярко выраженные на шлифованных или полированных поверхностях.
Причиной возникновения может служить нарушение целостности пассивационной пленки при непосредственном воздействии дождевой воды.
Удаляется пленочный налет белой ржавчины механическим путем: губкой, мягкой щеткой или путем тщательного выветривания.
Очаговое поражение средней степени
Большая зона поражения по отношению к площади оцинкованного изделия. Очаги коррозии характеризуются потемнением. На участках поражения наблюдается отсутствие цинкового слоя с частичным нарушением целостности матричной основы. Толщина цинкового покрытия определяется для каждого конкретного участка. Зачистка зон коррозионного поражения производится специальными щетками по металлу. При этом около 5% цинкового покрытия снимается.
Для сохранения внешнего вида поврежденного оцинкованного изделия после механической зачистки (щеткой, абразивным инструментом) мягким чистящим средством, в качестве которого может быть использованы слабо концентрированные растворы кислот:
• фосфорной,
• уксусной,
• гликолевой,
• лимонной,
производится дополнительная обработка – на очаги ржавчины наносится алюминиевая краска. В результате образуется тонкий защитный слой. Такая обработка позволяет локализовать пораженную область и связать ее с неповрежденным цинковым покрытием.
Тяжелая форма коррозионного поражения цинкового покрытия
Обширные области соляных отложений. Участки с незначительным потемнением переходят в черные. Для зон коррозионного поражения характерно наличие рыжей ржавчины. В местах тесного контакта оцинкованные изделия слипаются (приклеиваются прокорродированными областями). Степень повреждения определяется при помощи замеров толщины цинкового покрытия.
Этапы восстановления поврежденных белой коррозией участков
1. Механическая зачистка металлической щеткой коррозионных зон.
2. Полировка зачищенных участков для окончательного удаления продуктов ржавчины и оксидации.
3. Для создания защитного барьера на подготовленную поверхность наносится полимерное покрытие – цинковая, эпоксидная краска или цинковая грунтовка.
Химические составы для удаления следов белой ржавчины на цинковом покрытии
1. При легком повреждении цинкового покрытия белой ржавчиной для удаления следов коррозии может использоваться следующий состав:
• 1% раствор тринатрияфосфата или 1% раствор дихромата калия (натрия) слегка подкисленный серной кислотой (рН не менее 6).
2. При тяжелой форме повреждения цинкового покрытия белой ржавчиной очаги поражения удаляются при помощи щетки или путем разбрызгивания химического раствора, в состав которого входят следующие компоненты:
• бытовое моющее средство в расчете 0,5% от полного объема,
• тринатрийфосфат – 3,0% от всего объема,
• 5% раствор гипохлорит натрия – 25% от общего объема,
• чистая пресная вода – 71,5%.
3. В состав раствора для удаления следов коррозии, при котором обработка позволяет максимально сохранить матричную основу, входит:
• хромовая кислота – 200 г/л.
4. Состав для удаления коррозионных зон, позволяющий восстанавливать свойства оцинкованной, запассивированной поверхности, базируется на следующих компонентах:
• триоксид хрома – 420 г/л,
• 0,5% раствор азотной кислоты.
Следует отметить, что после химической обработки коррозионных очагов поражения, места очистки тщательно промываются проточной водой.
Белая ржавчина на цинковом покрытии – это результат неправильного складирования, транспортировки и хранения готовых изделий. Неукоснительное соблюдение технологического процесса оцинковки, правил складирования и хранения поможет избежать потерь, связанных с коррозионными повреждениями.