Содержание
- Сварка ленточных пил
- Технология сварки
- На что обратить внимание
- Инструменты
- Сварка ленточных пил своими руками, какое оборудование потребуется, описание технологического процесса
- Сварка ленточных пил своими руками: технология выполнения работы
- Какие сварочные аппараты применяются
- Самодельный аппарат для сварки ленточных пил
- Трансформатор для сварки ленточных пил своими руками
- Подготовка к сварке
- Обработка полотен после сварки: отжиг и зачистка
- Как произвести заточку ленточной пилы своими руками
- Полезные советы
- Ленточная пила своими руками
- Сварка ленточных пил своими руками
- ОБЩАЯ ИНФОРМАЦИЯ
- ПРИМЕНЯЕМОЕ ОБОРУДОВАНИЕ
- ЭТАПЫ СВАРОЧНЫХ РАБОТ
- КОНТРОЛЬ КАЧЕСТВА
- ВМЕСТО ЗАКЛЮЧЕНИЯ
Как сварить ленточную пилу своими руками
Сварка ленточных пил
Ленточные пилы используются во многих сферах производства, связанных с распилом древесины. По сути, это плоское режущее полотно, с одного края которого расположена режущая кромка с зубьями. По своему техническому назначению это полотно сваривается в кольцо. Место сварки – два крайних торца инструмента. Для соединения стыковочных краев применяется аппарат для сварки ленточных пил. Это специальное оборудование, оно узкоспециализированное, применяется только для сварки ленточных пил.
Технология сварки
Способ сварки ленточных пил на станке не очень сложный. Но необходимо знать некоторые нюансы технологического процесса. В первую очередь пилу необходимо подготовить.
- Свариваемые торцы пилы необходимо подрезать так, чтобы стыковые плоскости были параллельны друг другу и перпендикулярны режущей кромке. Резку можно провести на гильотине или при помощи зубила с молотком.
- Если пила по дереву сломалась по месту предварительной сварки, то место стыка надо убрать, отступив от его краем на 5 мм с каждой стороны.
- Резать полотно надо обязательно между зубьями.
- Торцы обрабатываются растворителем, чтобы удалить загрязнения.
- Зачищаются на точильном станке, чтобы создать шершавую поверхность и удалить заусенцы и неровности среза.
- После подготовки пила вставляется в аппарат, где и сваривается.
Аппарат для сварки
Существует несколько видов аппаратов для сварки ленточных пил, которые в основном отличаются друг от друга производительностью. Самый простой аппарат – это небольших размеров станок, в состав которого входит трансформатор, электроды, зажимы (один неподвижный, другой подвижный – он подпирается сзади пружиной). Электроды подключены к зажимам, поэтому ток от трансформатора подается прямо на место стыковки частей ленточной пилы.
Подвижность одного из зажимов создает условия регулировки зазора между торцами полотна. Очень важно, чтобы конечным результатом сварки был аккуратный сварной валик, обладающий прочностью и надежностью. Ведь ленточная пила испытывает многократные циклические изгибающие и растягивающие нагрузки.
Итак, ленточная пила устанавливается в сварочный аппарат. Один ее конец зажимается в неподвижный зажим, второй в подвижный. Очень важно, чтобы обрезанные торцы плотно соединились между собой. После чего при помощи специальных ручек устанавливается усилие зажима, то есть, подвижный зажим сдвигается в сторону неподвижного. Обязательно выставляется величина сварочного тока. Два эти параметра – усилие осадки и величина тока, напрямую зависят от размеров сечения полотна. Чем оно больше, тем больше должен быть ток, тем большее должно быть применено усилие прижима.
Необходимо отметить, что производители сварочных станков позаботились о том, чтобы потребители не искали параметры тока и прижима. В инструкциях к каждому аппарату прилагается таблица зависимости сечения ленточной пилы от параметров тока и осадки. Так что проблем с выбором режимов сварки быть не должно.
Процесс сварки ленточных пил
Если ленточная пила установлена, режим сварки выбран, остается только нажать кнопку пуска сварочного процесса. При этом ток от электродов подается на зажимы, а через них в свою очередь на торцы свариваемых частей ленточной пилы. Они начинают оплавляться, то есть становятся мягкими. При этом подпираемый пружиной подвижный зажим толкает один из краев полотна к другому. Так образуется сварной валик.
Необходимо обозначить, что кроме правильно выбранного режима сварки есть еще один параметр, который влияет на качество конечного результата. Это время сварки. В простых аппаратах его контролирует работник, проводящий сварку ленточных пил. Если сваривание проводится на автоматических моделях, то время сварки занимает 1-2 секунды.
Кстати, чистота электродов также влияет на качество сварки ленточных пил. Поэтому станок необходимо содержать в чистоте. Даже самые небольшие загрязнения концов электродов – это сопротивление прохождению через них тока, что снижает показатель последнего. А значит, снижается и величина тока на торцах свариваемых участков пил.
Необходимо отметить, что сварка ленточных пил своими руками – процесс не самый простой. Сложность заключается в том, что стыковать приходиться полотна с разным сечением и с разными материалами, из которых они изготовлены. То есть, под каждый критерий нужно правильно подбирать режим сварки. Что очень сложно, а иногда сделать просто невозможно. Поэтому часто первая сварка неизвестной пилы приводит к неудовлетворительному результату. После чего оператор начинает подбирать режим сварки методом «тыка». Выставляет разные режимы поочередно и смотрит, насколько хорошо произошло сваривание, насколько стык отвечает требованием прочности. Опытные операторы, таким образом, создают для себя таблицу, чтобы в будущем не повторять свои ошибки.
Отжиг ленточной пилы
В процессе сварки стык ленточной пилы становится прочным, но хрупким. Один удар молотком разрушает соединение сразу. Все дело в том, что под воздействием высокого тока металл изменяет свою структуру. Чтобы вернуть его в состояние пластичности и вязкости, необходимо провести операцию отжига. Данный процесс проводится все на том же сварочном аппарате, не снимая полотно с зажимов. Просто меняется токовый режим и убирается усилие осадки.
На электроды подается ток большой величины, и сам стык нагревается до температуры +600С. На многих аппаратах устанавливается пирометр, который отслеживает температуру в зоне сварки. По нему и надо будет контролировать режим отжига. После нагрева ток отключается, и происходит медленное остывание пилы. Если температура окружающего воздуха минусовая, то в процессе остывания необходимо периодически включать подачу тока, чтобы остывание шло медленнее. Обычно снижение температуры проходит в течение 3-5 минут.
Для некоторых полотен требуется двойной отжиг, все зависит от марки металла. Некоторые опытные операторы совмещают сварку и отжиг. То есть, нагревают полотно до температуры, при которой производится сварка, затем медленно проводится остывание инструмента. Здесь важно увеличить время остывания, для чего периодически включают подачу тока на электроды.
Основное требование к зачистке – это удаление наплыва металла и придание правильной геометрии впадине между двумя соседними зубьями в месте сварки полотна. Зачистку можно проводить любым абразивным инструментом. Важно, чтобы полотно не потеряло своей ровности в плоскости, а металл стыка был заподлицо с соседними участками. Поэтому рекомендуется зачистку проводить не поперек места соединения полотна пилы, а вдоль.
На что обратить внимание
При сварке ленточных пил могут встречаться различные дефекты.
- Кромки свариваемых торцов могут быть состыкованы неровно. Это случается в том случае, если прижим зажимов был очень сильным, что повлияло на смещение.
- Большое количество металла на поверхности места сварки. Значит, был слишком большой ток.
- Непровар полотна – это низкий ток и небольшая сила прижима.
Кстати, качество сварки можно проверить вручную, надо просто сложить пилу в кольцо, чтобы стык располагался в самом верху. Если дуга имеет правильную форму, а стык не треснул, значит, сварочный процесс проведен правильно. Если в зоне сварки появились трещины, значит, быстро проходило охлаждение полотна в процессе отжига. Если в месте сваривания появилась изогнутая форма в виде буквы « V », то это значит, что стык получился слишком мягким. На это повлиял медленно проведенный отжиг.
В дополнение предлагаем вам посмотреть видео – как правильно сварить ленточную пилу.
Инструменты
Для нормального функционирования ленточной пилы, она подвергается свариванию. Способ, с помощью которого выполняется данный процесс, подбирается индивидуально, в соответствии с особенностями эксплуатации данного материала. Об оборудовании для сварки ленточных пил, рассмотрим далее.
Оглавление:
Ленточная пила: устройство и принцип работы
Существует большое количество разнообразных пил, которые имеют индивидуальные особенности применения и своеобразную конструкцию. У одних, в качестве режущего инструмента используется диск, а у других лента.
Установка пилящей ленты осуществляется на шкивы ведущего и ведомого направления. Для ее натягивания следует приложить огромные усилия, только в таком случае, линия распила будет равномерной.
Главными особенностями данной конструкции являются отдельные блоки, которые дополняются и наращиваются самостоятельно. На простом устройстве, материал для распила в которое подается ручным способом, устанавливаются дополнительные механизмы, такие как электронная система контроля работоспособности устройства, благодаря которой оно работает без постороннего участия человека.
Среди основных конструктивных элементов ленточной пилы, отметим наличие:
- рамы, на которой имеются направляющие, с помощью которых движется лента;
- для того, чтобы натянуть ленту используется механизм, на котором имеется привод пружинного, механического и гидравлического назначения;
- удерживатель ленты для распила;
- механизм винтового подъемного типа, который устанавливается вблизи ленты;
- передача ременного типа, на которой находятся клинья;
- электрический двигатель, мощность которого составляет около пятнадцати киловатт или двигатель на бензиновой основе, с такой же мощностью;
- эксцентрики, с помощью которых бревно фиксируется на раме;
- бак с водой и кран, который намачивает деталь в процессе распила;
- рельсовая полоса, на которой перемещается конструкция.
Также, каждая пила отличается индивидуальными конструктивными элементами, такими как кожухи для ограждения, и упорные механизмы, которые повышают безопасность работы. Для того, чтобы регулировать и настраивать работу на рабочей поверхности имеются планки, на которые нанесена разметка.
Принцип работы механизма основывается на укладке бревна между двумя направляющими и его жесткую фиксацию. Для определения толщины доски, следует ее поднять с помощью специального механизма.
Самодельная сварка ленточных пил своими руками
Для того, чтобы соединить два конца ленточной пилы, следует выполнить их сваривание. Данный процесс выполняется с помощью специального оборудования для сварки ленточных пил. Контактная сварка ленточной пилы состоит в том, что через два соединенных конца пилы, проходит электричество, которое приводит к их перегреву и расплавлению кромок на полотне. Для подводки тока используют электроды, соединенные с зажимами.
Различают огромное количество сварочных аппаратов, с помощью которых выполняется контактная сварка. Некоторые, усовершенствованные варианты способны обеспечить автоматизацию цикла сваривания и отжига. Поэтому, ошибки, связанные с чрезмерным свариванием или неправильным временем, в процессе которого передается импульс, исключены. В более простых механизма, контроль подачи отжига и сваривания осуществляется с помощью оператора.
Самостоятельное сваривание ленточной пилы возможно лишь в том случае, если у вас есть опыт работы с подобного рода оборудованием. Среди основных конструктивных особенностей станка для сварки ленточных пил, отметим наличие:
- корпусной части;
- трансформатора сварочного типа;
- зажимных механизмов на которых имеются электроды и зажимные рычаги;
- кнопка пуска;
- зажимы: подвижной и неподвижной.
Главная функция подвижного зажима — свободный ход, с помощью которого выполняется осадка. В процессе того, как концы пилы двигаются друг к другу, образуется сварочной валик. Для того, чтобы концы пилы прижимались друг к другу используется специальная пружина, создающая давление.
Сварка ленточных пил своими руками, состоит из таких этапов:
- выполнение резки пилы;
- выполнение зачистки ее торцевых участков;
- монтаж полотна в конструкцию сварочного аппарата, определения режима работы: ход и усадка;
- сваривание полотен;
- выполнение отжига;
- зачистка швов.
Первый этап — резка, подразумевает определение размера пилы. Для того, чтобы отрезать необходимый участок полотна, воспользуйтесь гильотинными ножницами или отрезным кругом. При использовании полотна, которое раньше подвергалось свариванию, с каждой стороны отрезается около пяти сантиметров.
В данной ситуации, при выполнении резки следует учесть ряд правил:
- место, на котором полотна соединяются между собой должно быть расположено между верхними частями зубьев;
- в процессе резки следует оставить немного припуска для компенсации усадки металла, оптимальный припуск — полтора миллиметра с каждой стороны;
- старайтесь сделать линию реза максимально ровной, от этого зависит качество дальнейшей сварки.
Только в таком случае, полотна будут иметь ровную линию на изгибе.
Довольно простым способом выполнения резки выступает укладка пилы в определенное положение, обрезка и зачистка каждого из концов по отдельности. В таком случае, даже при наличии не перпендикулярной линии среза, ее концевые участки все равно будут состыкованы. В таком случае, полотно после сваривания будет отличаться ровным швом.
Дальнейшие действия связаны с выполнение зачистки полотна. Данные участки следует очистить от грязи, обезжирить с помощью ацетона или спирта. Для зачистки кромок используйте абразив. В итоге, должны получиться идеально ровные и гладкие участки.
Далее следует монтаж полотна на поверхность аппарата. Подготовленную пилу следует установить во внутрь зажимного механизма. При этом, одна ее часть остается подвижной, а вторая — нет. В центральной части кромки пилы соединяются между собой. Совпадение кромок должно быть идеальным.
С помощью ручек управления на аппарате, регулируется усилие, ход, усадка, режим работы устройства. Данные параметры для каждой пилы подбираются индивидуально и зависят от ее размера, толщины стали, особенностей эксплуатации и т.д. С увеличением сечения пилы, увеличивается сила тока, необходимая для сварки.
Для того, чтобы более точно определить данные параметры, воспользуйтесь инструкцией к аппарату. В ней должна быть таблица, согласно которой следует определить режим работы оборудования. В некоторых устройствах, достаточно выбрать только режим сваривания, не указывая при этом силу тока и напряжение для работы. Для того, чтобы выполнить сваривание пилы, следует установить рычаг в определенном положении.
Сварка ленточной пилы выполняется с помощью нажатия кнопки или поворота рычага. После этого, ток подводится к каждому зажиму, а от них передается пиле. Таким образом, металл в зоне состыковки двух участков расплавляется и соединяется между собой.
Пружина воздействует на поверхность подвижного зажима, который смещается к неподвижному зажиму, на осадку. При этом, в стыковой зоне происходит образование сварного валика, с помощью которого пилы соединяется.
Определяя параметры сваривания, следует выбрать время, за которое осуществляется подача токовых импульсов. Сварочные аппараты с автоматическим режимом работы отключают ток, по истечению нескольких секунд с момента их подачи. Однако, если данный параметр на сварочной аппарате регулируется вручную, то необходимо за ним следить.
В процессе сваривания возникают определенные сложности, связанные с материалом, из которого изготовлена пила. В соответствии с данным параметром определяется режим работы сварочного аппарата. В некоторых случаях, без опыта определить данный параметр очень сложно. Если в итоге сварка вас не удовлетворила, то следует экспериментировать, подбирая необходимый режим на ненужном обрезке полотна. После подбора оптимального режима работы, запишите его параметры, чтобы применить его в дальнейшем.
Учтите, что электроды, которые вступают в контакт с пилой должны быть чистыми. Посторонние вещества или грязь на их поверхности, отрицательно сказываются на качестве сварки пилы.
Дальнейшие действия связаны с выполнением отжига, который помогает металлу, ставшему в процессе сварки хрупким и довольно твердым, приобрести прочность, вязкость и пластичность. Для произведения отжига используются те самые зажимы, что и в процессе сваривания. Однако, для работы используется другой режим подачи тока.
Оптимальная температура, на которой выполняется отжиг составляет около шестисот градусов. При этом, следует поддерживать охлаждение устройства в медленном темпе, для этого кнопку подачи тока следует удерживать, нажимать и отпускать в определенное время. Для того, чтобы металл остывал постепенно, периодически следует нажимать кнопку подачи тока для отжига.
Если на сварочном аппарате пирометр отсутствует, то температура контролируется по внешним характеристикам металлической поверхности. В процессе обжига, сталь приобретает красно-вишневый оттенок. Ни в коем случае не разогревайте металл до оранжевого или тем более насыщено красного цвета. Процесс постепенного охлаждения металла занимает не более пяти минут. Для некоторых полотен потребуется провести два цикла по отжигу. В некоторых случаях, сварка и отжиг выполняются в одном процессе. В данной ситуации, время на охлаждение швов, увеличивается, с помощью периодической подачи тока к металлу.
После сварки следует зачистить полотна от наплыва, образовавшегося на сварном шве. Для зачистки швов подойдет практически любой инструмент с абразивными характеристиками. Главное условие качественно зачистки — получение ровной и гладкой поверхности.
Предлагаем ознакомиться с основными ошибками, возникающими в процессе сварки:
1. Смещение сваренных кромок — в данном случае, полотна находятся в разных плоскостях. Данная проблема возникает при недостаточной силе тока в процессе сваривания или при сильно большой осадке.
2. Расплав, находящийся на полотне, наблюдается в процессе подачи сильно большого тока.
3. Непроваренные участки образуются в том случае, если давление, подающееся в систему слишком низкое.
Минимальное значение выступа шва на качественно проваренной плите, составляет около полутора миллиметров.
Для проверки качества отжига полотно сгибается в радиусе двадцати сантиметров и осматривается. Если дуга напоминает стандартную окружность и шов остается целым, то качество сварки находится на должном уровне.
Сварка ленточных пил цена и особенности пайки
Стоимость работ по сварке ленточных пил определяется прежде всего их размером, толщиной стали и особенностями эксплуатации. Однако, существует еще один способ соединения пилы — это пайка. Данный вариант более простой для выполнения в домашних условиях, нежели сварка.
Прежде всего, следует подготовить полотно, для этого кромки пилы очищаются от грязи и обезжириваются. Концы полотна соединяются в стыковом положении, однако грани при этом должны быть скошены.
Для того, чтобы придать граням форму скоса используйте абразивный круг. Оптимальная величина скоса составляет от восьми до двенадцати сантиметров. Скошенные участки должны соединяться между собой максимально ровно.
Для того, чтобы выполнить пайку пилы потребуется наличие припоев, оптимальный вариант — серебряные пСР45 или пСр65. Припои, содержание серебра у которых меньшее, не рекомендуется использовать.
В качестве флюса, предпочтительнее использовать пасту, которая применяется в процессе пайки металла. Данный вариант флюса отличается удобством работы. При отсутствии данного вещества, возможен вариант его самостоятельного изготовления. Для этого, соединяется хлористый аммоний с бурой в соотношении один к десяти. С помощью воды регулируется консистенция состава, который должен стать пастообразным.
Для выполнения нагрева пилы в процессе пайки используют газовую горелку. Температуру нагрева определяет тип припоя, оптимальное значение составляет от 650 до 600 градусов. Не перегревайте металл, чтобы не нарушить его структуру. С помощью специального приспособления концы пилы соединяются между собой. Процесс пайки состоит в следующем. Прежде всего, следует нанести флюс на поверхность кромок. Старайтесь нанести пасту исключительно на скошенные участки.
Далее, соединения нагреваются до определенной температуры и припой подается к месту соединения торцов пилы. После этого, на поверхности появляется полоска, свидетельствующая о том, что пайка выполнена правильно. Плавление припоя выполняется не под воздействием горелки, а от ранее нагретого металла. По истечении нескольких минут металл остывает, только после этого, пила снимается с механизма. При наличии небольших наплывов, производится очистка шва любым абразивным материалом.
Сварка ленточных пил видео:
Сварка ленточных пил своими руками, какое оборудование потребуется, описание технологического процесса
Широкое применение ленточные пилы находят в производствах, специализирующихся на обработке древесины, и в домашних условиях, например, при строительстве сооружений исключительно из названного «живого» материала.
Такие приспособления представляют собой режущее полотно с односторонним расположением зубьев, выполненное в форме классического кольца и применяющееся для быстрой обработки большого объема сырья.
Для создания подобной конструкции необходимо состыковать торцы заготовки и соединить их при помощи специального аппарата. Сварка ленточных пил своими руками существенно позволяет сэкономить денежные средства без потери качества и долговечности.
Сварка ленточных пил своими руками: технология выполнения работы
После размещения ленточной пилы в станочном оборудовании и выбора режима сварки необходимо нажать кнопку пуска и контролировать выполнение процесса.
Технология соединения проста – ток посредством электродов подается на зажимные устройства, за счет чего края металла начинают оплавляться.
Сварка ленточных пил своими руками
При этом подвижное устройство толкает при помощи пружинного механизма торцы на встречу друг другу, формируя сварочный шов.
В ходе выполнения подобной процедуры нельзя забывать о времени сварки. На полуавтоматическом и ручном оборудовании за таким показателям следит станочник.
При использовании полной автоматики в зависимости от мощности агрегата необходимо выдерживать это значение на уровне 1-2 сек.
Наряду с временной характеристикой, на качество проведения работ влияет и чистота электродов.
Даже незначительные загрязнения могут создавать препятствия на пути прохождения электрического тока, что приведет к снижению номинальных значений и увеличению нагрузки на составные элементы станочного оборудования, их износ и срок службы.
После каждого использования необходимо осуществлять чистку всех поверхностей силовых узлов и агрегатов.
Посмотрим интересное видео о сварке ленточных пил своими руками:
Какие сварочные аппараты применяются
Чаще всего применяемые в обиходе аппараты для сварки ленточных пил разнятся лишь показателями производительности.
Наиболее простая конструкция – небольших габаритов станок, состоящий из следующих механизмов:
- простейший трансформатор;
- зажимные устройства (один неподвижный, другой сдвигаемый);
- электроды.
Мобильность одного из зажимных устройств позволяет осуществлять регулировку зазора между торцевыми частями будущей пилы. Крайне важно, чтобы в результате выполнения работ формировался одинаковой ширины шов, отличающийся надежностью и практичностью.
Такие высокие требования обусловлены регулярными циклическими нагрузками на ленточные пилы.
Технология выполнения работ схожа, изложенной выше, и подразумевает первоначальную установку ленточной пилы в зажимные механизмы. Соединяемые торцы должны плотно располагаться друг к другу.
Посредством ручек устанавливается необходимое усилие, формируемое за счет смещения подвижной части, и выставляется сила тока. При этом следует руководствоваться правилом: чем больше величина тока, тем больше должна быть осадка.
Величина и качество сварного шва находятся в прямой зависимости от названных параметров.
В большинстве случаев производители сварочного станочного оборудования в инструкции по эксплуатации указывают таблицы, содержащие сведения об изменении сечения в случае выставления конкретных значений тока и усилий.
Самодельный аппарат для сварки ленточных пил
Часто сложность в осуществлении самостоятельной сварки ленточной пилы заключается в необходимости стыковки полотен, выполненных из разных материалов или имеющих нестандартное сечение.
В таких случаях усилие и сила тока выставляется индивидуально. В связи с этим нужно быть готовым к тому, что первая попытка станет неудачной. Далее, путем варьирования параметров, подбираются наиболее оптимальные величины для качественного соединения пилы.
Для изготовления самого аппарата необходимо воспользоваться классическим описанием для ручной или полуавтоматической модели и на основе примерного чертежа собрать конструкцию.
При сборке оборудования и проверке подключения следует продумать надежное заземление и подготовить площадку-основание.
Посмотрим видео о сварке ленточных пил полуавтоматом:
Трансформатор для сварки ленточных пил своими руками
При ответе на подобный вопрос необходимо сразу отметить, что процесс самостоятельной сборки трансформатора долгий и емкий. Более того, при отсутствии соответствующего образования, сборка электрической конструкции, способной с требуемой долей безопасности обеспечить эффективную и бесперебойную работу сварки, невозможна.
Сварочный аппарат для сварки ленточных плит
Попытка экономить увеличивает риск, в лучшем случае — получения готового продукта ненадлежащего качества, а в худшем – ожогов и травм. В связи с этим акцент целесообразнее сделать на готовых моделях.
Отличными моделями, позволяющими в домашних условиях осуществить сварку ленточной пилы своими руками, являются аппараты фирмы Griggio модификаций G 5-30, G 10-40, G 20-60, G 20-80.
Разница между этими моделями заключается в значениях ширины применяемого полотна.
Подготовка к сварке
Перед выполнением подобной процедуры на станочном оборудовании надлежит предварительно уяснить тонкости проведения работ:
- Соединяемые торцы полотна подрезаются таким образом, чтобы стыковочные кромки располагались максимально плотно друг к другу и перпендикулярно режущим зубьям (для минимальной погрешности необходимо металл подрезать при помощи гильотины).
- В случае восстановления лопнувшей по периметру сварочного шва пилы стоит подрезать полотно, отступив от торцов не менее 5 мм.
- Резка полотна выполняется строго между режущими зубьями.
- Перед стыкованием соединительные кромки следует обработать растворителем с целью удаления остатков грязи и зачистить на точильной оборудовании или посредством УШМ с соответствующей мелкой насадкой.
Обработка полотен после сварки: отжиг и зачистка
В процессе выполнения сварки место соединения, наряду с прочностью, приобретает и хрупкость. Один точечный удар тяжелым инструментом нарушает целостность шва.
Чтобы вновь придать эластичность стыку, необходимо осуществить отжиг.
Реализация подобного процесса осуществляется на том же станочном оборудовании без отсоединения полотна от зажимных механизмов.
Отжиг выполняется путем изменения токового режима и снижения усилий на полотно.
С постепенным увеличением силы тока происходит нагрев места соединения до температуры 500-550 градусов. Выполнение подобной процедуры подразумевает предварительную установку пирометра, контролирующего рост температурного воздействия в соединительной точке.
После достижения требуемых значений подача электричества прекращается, после чего необходимо выждать остывание полотна.
При установке оборудования и проведении работ в неотапливаемом помещении при остывании пилы необходимо периодически включать подачу тока.
Резкое изменение температуры на поверхности полотна приведет к нарушению технологии и утрате прочностных характеристик. Нормальное остывание металла должно осуществлять по времени от 3 до 5 минут.
Не стоит забывать и о том, что некоторые виды металла требуют двойной обработки. Опытные специалисты в ходе выполнения сварки одновременно реализуют и отжиг.
Зачистка после сварки
Главным требованием, предъявляемым к подобной процедуре, является максимальное удаление металлических наплывов и создание четкой геометрии шва.
Процедура выполняется любым абразивным материалом или инструментом.
Определяющим здесь является отсутствие каких-либо шероховатостей на поверхности пилы. В связи с этим зачистка поверхности осуществлять не классическим способом поперек полотна, а вдоль.
Как произвести заточку ленточной пилы своими руками
Более 70% случаев разрыва ленточных пил происходит из-за неправильной заточки полотна.
Необходимость в проведении такой процедуры определяется путем визуального осмотра на предмет наличия заусенцев, искривлений и прочих дефектов режущих деталей.
Точильные круги выбирают на основе материала, из которого выполнено полотно. Так, для проведения работ со сталью целесообразнее выбрать корундовые модели.
Биметаллические пилы рекомендуется обрабатывать исключительно алмазными кругами.
Габариты и форма образца выбирается на основе размеров исходных зубьев.
Приступая к самостоятельной заточке, необходимо пиле в разобранном состоянии провисеть от 12 до 24 ч.
Основные требования по заточке в домашних условиях ленточных режущих инструментов:
- равномерное стачивание металла по периметру каждого зубчика;
- предотвращение чрезмерных нажатий;
поддержание сохранности профиля и высоты режущего элемента; - подготовка охлаждающих составов;
контроль отсутствия трещин, сколов и иных дефектов.
Классическая схема по заточке – выточка передней или задней поверхности.
Заточный станок для ленточных пил
Несмотря на множество правил и рекомендаций по выполнению такой процедуры, ленточные пилы легко поддаются заточке.
Процедура реализуется путем использования заточного оборудования или ручным инструментом.
Полезные советы
Правильность сварочного шва можно с легкостью проверить путем сгибания пилы таким образом, чтобы шов находился сверху.
В случае образования правильной дуги и отсутствия трещин на месте соединения работа произведена качественно.
Появление дефектов сигнализирует о нарушении технологии выполнения работ и быстром остывании. V-образное соединение показывает, что шов получился чрезмерно мягким из-за неправильного отжига.
Заметили ошибку? Выделите ее и нажмите Ctrl+Enter, чтобы сообщить нам.
Ленточная пила своими руками
Друзья, Привет. Хочу представить Вам самоделку, которую я сделал около года назад. Это ленточная пила по дереву. Конструкция у неё не очень сложная, и при должных навыках повторить её сможет практически каждый мастер с небольшим набором инструментов.
Из инструмента нужно: Сварка, шлифмашинка, лобзик, дрель, коронки, ручной инструмент.
Ленточная пила представляет из себя металлический каркас, на котором установлены два колеса . На эти колёса надевается пильная лента. Одно из этих колёс ведущее, и приводится в действие электродвигателем. Начнем с колес. Колёса решил изготовить из фанеры Так как фанеры нужной толщины не нашлось, пришлось изготовить из двух половин толщиной16 мм. Пильная лента у меня была 1920 мм. Чтобы полотно сильно не заламывалось, диаметр колёс выбрал 200мм. Чтобы сделать два колеса, нужно выпилить 4 заготовки. В моём случае толщина одной составляла 16 мм. Нижнее колесо должно приводиться в движение двигателем, поэтому я выпилил ещё две заготовки меньшего диаметра. Получается, верхнее колесо состоит из двух частей, а нижнее из четырёх.
Дальше нам понадобится боковые крышки от двигателей старых стиральных машин. Они будут служить корпусами подшипников. Отрезаем всё лишнее как показано на фото. В дисках коронкой на 40 делаем центральные отверстия. Далее складываем наш пакет, по бокам устанавливаем крышки и дрелью сверлим 4 отверстия. Все фанерные диски хотел сначала склеить, но потом подумал, что это будет лишним и стяжка на 4 шпильки М8 даст неплохую жесткость. Такую же процедуру нужно повторить и с верхним колесом. В принципе колёса готовы, но есть один нюанс. Они жутко кривые и очень сильно бьют. Долго думал, как их выровнять и пришёл к такому решению. На крышках есть отверстие с резьбой, вроде М4. Порывшись в запасах, нашёл на шкив от старой стиральной машины.
Из уголка 50×50 было сварено основание в форме прямоугольника. На одной из коротких сторон перпендикулярно была приварена стойка, состоящая из профильной трубы 40×40 и усиленная 50 уголком.
Все пилил по месту, поэтому точных размеров не скажу. На рамке посередине приварил поперечину, к ней небольшую стойку и верхнюю поперечину, к которой будет крепиться ось колеса. Думаю, на картинке всё будет понятно. Если чего не так, внизу под текстом будут ссылочки на видео, там можно будет всё подробно рассмотреть. К верхней поперечине ось решил тупо приварить. Кстати, оси вытачивал сам на своём тв-16. Ещё забыл сказать, что между крышками была установлена распорная втулка, изготовленная из водопроводной трубы. Подогнал диаметр оси под внутренний диаметр подшипников и с одного края нарезал резьбу.
Колесо надевается на ось и упирается в выступ, с другой стороны, через шайбу затягивается гайкой и контрогается. Ось сначала прихватил сваркой, потом отдел колесо, к нему приложил уровень и выровнял его относительно рамы и вертикальной стойки. Потом ось окончательно была заварена. С одной стороны рамы временно установил мотор и накинул ремень. Мотор кстати от стиральной машинки автомат мощностью около 400 Вт. На канале есть ролик по изготовлению контроллера на базе Arduino для управления такими моторами. Этот контроллер позволяет регулировать обороты с поддержкой мощности. Также в скором будущем выложу сюда статью с подробнейшим описанием по сборке такого контроллера. Подождите немного. Включил всё это дело в розетку и потихоньку добавлял оборотов. Всё крутится, ничего не трясётся, подшипники не греются.
Теперь приступим к установке верхнего колеса. Здесь немного всё сложнее. Это колесо должно двигаться в двух плоскостях. В верх-вниз для того чтобы натягивать ленту и отпускать натяжку для её замены. Также колесо должно наклоняться. Это нужно для регулировки ленты, чтобы она бегала строго по центру колеса. Решение этой проблемы выглядело так.
Взял два отрезка трубок длинной около 30 см. По торцам приварил гайки. В двух кусках 50 уголка на равном расстоянии просверлил отверстия и болтами прикрутил трубки. Получилось что-то вроде параллельных направляющих. Теперь из двух уголков варим что-то похожее на профильную трубу, предварительно вставив туда трубку. Получились подвижные элементы. Соединяем их перемычкой. Теперь из этой же трубы нарезаем 4 кусочка. Два из них привариваем по краям, внизу подвижной рамки, это важно, а оставшиеся два ввариваем внутри уголка.
Через трубки продеваем подходящую ось. К этому подвижному уголку будет перевариваться ось верхнего колеса. Верх подвижной рамки тоже скрепляем уголком. Здесь будет просверлено отверстие и приварена удлиненная гайка. В неё будет вкручена длинная шпилька, которая будет проходить через верхний уголок. Там будут установлены шайбы и две законтрогаенные гайки сверху и снизу уголка. На шпильку накручена рукоятка. Это позволит перемещать каретку для натяжки. С обратной стороны каретки внизу также приваривается перемычка, просверливается отверстие и вкручивается болт. Он упирается в уголок с осью и позволяет регулировать наклон верхнего колеса. Как же тяжело это писать так, чтобы было понятно. Когда всё готово, эту конструкцию можно приварить к стойке. Я делал так. Верхний и нижний уголок, на которых держатся трубки, изначально брал длиннее, так как не представлял, как всё это вместе сложится. К торцам колес прикладывал уровень и выставлял колёса строго вертикально относительно стойки. То есть пильное полотно должно двигаться параллельно стойке. Далее отмечал верхний и нижний уголок и отрезал.
Теперь прикладывал уровень к торцам колес и фиксировал струбцинами. Я использовал уровень с одной стороны колеса, а с другой ровную рейку. Так мы добьемся положения колес в одной плоскости. Когда всё выставлено, можно приварить раму верхнего колеса к центральной стойке. После сварки можно накинуть пильную ленту и попробовать включить. Стоять лучше сзади станка, дабы не травмироваться. Перед пуском колёса обязательно прокрутить в ручную. Сначала лента будет сваливаться, но вы поймете, как её правильно отрегулировать. И только после того как она будет стабильно бежать посреди колеса, можно включить двигатель. Если всё хорошо продолжаем дальше . Если лента всё равно пытается слететь с колес, значит где-то неправильно сварили или не отрегулировали.
После сборки и тестов станок был покрашен. Мощи мотора вполне хватает для повседневных задач. очень часто использую для выпиливания реек из обрезков от большой пилорамы.
Очень тяжело все это описывать словами. Лучше один раз увидеть. Прикреплю видео. Там более подробно можно все рассмотреть. До новых встреч. Пока!
Получайте на почту подборку новых самоделок. Никакого спама, только полезные идеи!
*Заполняя форму вы соглашаетесь на обработку персональных данных
Сварка ленточных пил своими руками
Время чтения: ≈10 минут
Ленточная пила представляет собой неразъемное замкнутое изделие, с частыми зубьями на одной из сторон. Проще говоря, это кольцо из гибкого металла, на одной стороне которого есть зубья. Ленточные пилы широко применяются при конструировании дерево- и металлообрабатывающих станков.
Если есть спрос на пилы подобного типа, значит необходима и их предварительная сварка. В этой статье мы подробно расскажем, как выполняется сварка ленточных пил своими руками.
ОБЩАЯ ИНФОРМАЦИЯ
На первый взгляд сварка и пайка ленточных пил по дереву или по металлу не кажется такой уж сложной задачей. Работа простая и незамысловатая. Это действительно так, но есть свои нюансы. Вы должны учитывать, что ленточная пила в процессе эксплуатации испытывает значительные нагрузки. Эти нагрузки постоянно растягивают и изгибают пилу. И если пила с успехом справляется, то сварное соединение может не выдержать этих нагрузок. И дело здесь только в качестве работ. Чтобы шов выдержал все нагрузки необходимо, чтобы он был таким же прочным, как и сама пила.
Как добиться качественного соединения? Конечно, доверив сварку специальному аппарату. Чтобы добиться прочного неразъемного шва можно использовать технологию контактной стыковой сварки . Но при этом использовать специальный аппарат для сварки ленточных пил. Давайте поговорим об этом подробнее.
ПРИМЕНЯЕМОЕ ОБОРУДОВАНИЕ
Существует отдельная группа сварочных аппаратов для работы с ленточными пилами. Они так и называются — станок для сварки ленточных пил. Все они отличаются лишь степенью автоматизации. Самые простые бюджетные модели имеют на борту ручную регулировку режима сварки и контроля формирования шва. А самые дорогие модели способны выполнять сварку в автоматическом режиме без оператора.
Мы расскажем вам про простейший аппарат для сварки ленточных пил по дереву или металлу. Он изображен на картинке ниже. Конструкция проста: 1 — корпус, 2 — сварочный трансформатор, 3 — зажимной механизм с электродами, 4 — кнопка запуска.
ЭТАПЫ СВАРОЧНЫХ РАБОТ
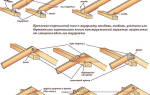
Для начала полотно пилы необходимо разрезать на заданную длину. Для резки можно использовать разные инструменты. Мы рекомендуем гильотинные ножницы, поскольку они дают наиболее ровный срез. Сам срез должен располагаться на вершине зубьев. Не забывайте оставлять примерно по 1-2 миллиметра со стороны реза на осадку.
Чтобы добиться точного среза можно использовать методику, изображенную на картинке ниже. После такой резки концы пилы будут ровными и отлично состыкуются. А это напрямую влияет на качество сварного шва.
После резки концы пилы нужно зачистить. Это стандартная подготовка металла под сварку. Очистите металл от загрязнений и следов коррозии. Затем обезжирьте любым растворителем. Например, ацетоном. После чего зачистите кромки с помощью абразивного материала. Мы используем наждачную бумагу. Следите, чтобы на кромках не было заусенцев. В идеале они должны быть гладкими и ровными.
УСТАНОВКА ПИЛЫ В ЗАЖИМЫ
Выше мы уже могли ознакомиться с компонентами, из которых состоит станок для сварки ленточных пил. Мы говорили, что там есть зажимной механизм. Именно в него необходимо установить полотно пилы. У зажима есть подвижная и неподвижная часть. Установите один конец полотна в подвижную, а второй конец в неподвижную. Между зажимами есть свободное пространство. Вам необходимо установить полотно так, чтобы его стыки были ровно посередине этого пространства. Естественно, стык должен быть ровным и точным.
ВЫБОР РЕЖИМА СВАРКИ
Далее необходимо выбрать режим сварки. Если у вас простейший сварочный аппарат, то все параметры нужно настроить вручную. Режим сварки выбирается исходя из размеров пилы и ее сечения. Чем сечение больше, тем больше значение сварочного тока. Это общие рекомендации.
Обычно к сварочному аппарату прилагает инструкция, в которой прописаны все режимы сварки в зависимости от размера полотна пилы. Также обратите внимание на настройку скорости подачи импульсов тока. У бюджетных моделей ее нужно контролировать вручную, иначе металл нагреется слишком сильно. Рекомендуемое время подачи тока — 1-2 секунды. В аппаратах подороже этот параметр регулируется автоматически.
Сварка для ленточных пил начинается с включения станка. Станок для сварки ленточных пил запускают в зависимости от модели. Это может быть отдельная кнопка или специальная рукоятка. После запуска к концам пилы будет подведен сварочный ток, который расплавит металл в зоне будущего шва. К пиле ток подводится через зажимы. После нагрева стыка подвижный зажим нужно немного сместить, чтобы сформировался сварной валик. Шов готов!
Следите, чтобы поверхность электродов была чистой перед сваркой. Необязательно вычищать все электроды, достаточно лишь ту часть, которая контактирует с полотном пилы. Если проигнорировать это правило, соединение получится некачественным. Загрязнения будут нарушать сопротивление цепи.
Далее следует отжиг. Он необходим, потому что в результате сварки металл становится слишком твердым, из-за чего повышается его хрупкость. Отжиг помогает вернуть полотну его исходное состояние. После отжига металл снова становится пластичным, улучшаются его эксплуатационные характеристики.
Чтобы выполнить отжиг не нужно доставать полотно из зажима. Просто установите другой режим подачи тока. Главное — добиться температуры нагрева около 600 градусов. В дорогих аппаратах есть отдельная функция отжига. Но если у вас простая бюджетная модель, то необходимо выполнить несколько дополнительных действий.
Прежде всего, учтите, что помимо нагрева нужно и охлаждать металл. И желательно выполнять эти операции поочередно. Нажмите на кнопку подачи тока и удерживайте ее, пока на табло не высветится температура нагрева. Затем отпустите и дайте металлу остыть. Чтобы полотно остывало равномерно, можно периодически нажимать на кнопку снова, не давая металлу быстро охлаждаться. Время охлаждения занимает в среднем 5 минут.
Если на вашем аппарате нет табло с индикацией температуры нагрева, то можно ориентироваться на цвет металла. Обычно полотно приобретает вишневый оттенок, когда достигается необходимая температура нагрева. Не допускайте нагрева металла до оранжевого или желтого цвета. Иногда необходимо выполнить отжиг дважды.
ПОВТОРНАЯ ЗАЧИСТКА
Во время отжига на полотне могут образоваться видимые наплывы. Их нужно убрать, выполнив повторную зачистку. Теперь она нужна не для технических, а для эстетических целей. Заодно можно поправить впадины между зубьями, придав им правильную геометрическую форму. Повторную зачистку можно выполнить любым инструментом с абразивом. Обработайте металл так, чтобы соединения практически не было видно.
КОНТРОЛЬ КАЧЕСТВА
Сварка ленточных пил своими руками окончена. Но при отсутствии опыта у вас наверняка будут видимые дефекты. Так что проведите визуальный контроль качества. Внимательно осмотрите шов и убедитесь, что нетдефектов. Самые распространенные дефекты — смещение кромок, выброс расплавленного металла на полотно и непровар. Кромки смещаются из-за недостаточной силы тока. Выброс расплавленного металла наоборот при слишком большой силе тока. А непровары образовываются из-за малого давления или маленькой силы тока.
Также необходимо проверить, насколько качественно был выполнен отжиг. Для этого согните полотно пилы в окружность. Диаметр окружности должен быть около 25 сантиметров. Теперь обратите внимание, какова форма изгиба полотна. Если форма похожа на круг, то отжиг выполнен качественно. Если похожа на букву V, то некачественно. Также посмотрите на поведение шва. Не появляются ли там трещины? Если трещины образовались, значит отжиг был слишком кратковременным или охлаждение было слишком быстрым.
ВМЕСТО ЗАКЛЮЧЕНИЯ
Сварка ленточных пил своими руками — это несложный процесс, пусть и состоящий из множества этапов. Чтобы добиться качественного соединения необходимо правильно использовать оборудование для сварки пил по дереву и металлу, а также соблюдать технологию сварки. При этом сварочный аппарат для ленточных пил необязательно должен быть дорогостоящим. Простой сварочник вполне справится с этой задачей, пусть и с меньшей производительностью. А вы когда-нибудь занимались сваркой ленточных пил? Расскажите об этом в комментариях ниже. Желаем удачи в работе!