Содержание
- Как ровно согнуть лист металла
- Как ровно согнуть лист металла? Этапы:
- Электрооборудование, свет, освещение
- Гибка и гнутье листового металла
- Основные принципы
- Типы гибки металлических изделий
- Виды оборудования
- Ручная работа
- Самостоятельное изготовление станка
- Гибка листового металла своими руками
- В чем заключается технология гибки металла?
- Гибка металла своими руками
- Как своими руками изготовить станок для гибки металла?
- Гибка металла при помощи гибочного инструмента
- Согнуть лист без листогиба
- Сам себе вальцовочник
Как согнуть лист металла в трубу
Как ровно согнуть лист металла
Многие задаются вопросом: как ровно согнуть лист металла? И не удивительно, ведь при выполнении строительных работ может появиться необходимость в выполнении подобной процедуры.
Трубы небольшого диаметра сгибают при помощи тисков. Очень часто при строительных процессах возникает потребность согнуть трубы довольно большого диаметра. Для подобной работы необходимы специальные станки, на которых выполняют сгибание металлических листов и труб. Сгибаемый компонент при этом не деформируется.
Как ровно согнуть лист металла? Этапы:
Совет: при сгибании деталей учитывается его толщина, пластичность и определяется радиус кривизны.
Технология гибки метала
Сгибание листового металла подразумевает осуществление определенных действий, которые приводят к тому, что материал приобретает нужную форму. Процесс сгибания металла выполняется без помощи сварочных или других соединений, уменьшающих долговечность и прочность материала.
При сгибе наружные слои изделия растягиваются, а внутренние сжимаются. Технология заключается в том, чтобы одну часть перегнуть по отношению к другой на требуемый угол.
Вовремя гибки металлический лист подвергается деформации. Ее величина зависит от толщины изделия, пластичности, угла изгиба и скорости сгибания. Сам процесс выполняют на оборудовании, за счет чего не образуются повреждения. Если согнуть деталь неправильно, то на его поверхности могут произойти разные дефекты, вследствие чего на линии изгиба металл получает разные повреждения, что может привести к ее поломке.
Напряжение изгиба должно быть больше, чем предел его жесткости. В результате гибки может происходить пластическая деформация. При этом после операции сгиба готовая конструкция будет хранить ту форму, которая была ей задана.
Преимущества процесса ровной гибки листа металла:
- Высокая производительность процесса.
- В результате сгибания можно получить заготовку без шва.
- Готовая конструкция имеет высокую устойчивость к коррозии.
- На месте сгиба не образуется ржавчина.
- Конструкция является цельной.
- Высокая прочность.
- Специальное оборудование стоит довольно дорого.
- Ручная гибка достаточно трудоемкая.
В отличие от конструкций, выполненных путем сгиба металла, на сварных конструкциях присутствует сварной шов, который подвергается ржавчине и коррозии.
Сгиб изделий выполняется вручную или с использованием специальных устройств. Ручной изгиб – сложная и трудоемкая процедура, которая выполняется при помощи плоскогубцев и молотка. Если нужно ровно согнуть лист металла небольшой толщины, применяют киянку.
Сгибание листового металла осуществляют при помощи вальцов, роликовых станков или пресса. Чтобы материалу придать форму цилиндра, применяют гидравлические, ручные или электропроводные вальцы. Подобным методом производят трубы.
Гибка листового металла используется в целях домашнего строительства для производства водостоков, металлических каркасов, профилей, труб и прочих конструкций. При сгибании материала своими руками можно выполнить трубы разного диаметра. С помощью станков загибаются изделия с цинковым покрытием. Для этого следует изготовить станок, желательно по шаблону.
При загибе какого-либо изделия следует определить его параметры. Длина конструкции вычисляется с учетом радиуса. Для заготовок, которые сгибаются под прямым углом, без образования закруглений, припуск должен составлять 0,6 мм от общей толщины листа.
Собственноручно можно сгибать следующие металлы:
Радиус изгиба будет зависеть от качества металла и варианта гибки.
Как ровно согнуть лист металла своими руками?
Для изготовления скобы методом гибки применяют следующие инструменты и материалы:
- тиски;
- металлический лист;
- оправа;
- молоток;
- электропила по металлу;
- брусок.
Заранее по схеме вычисляется длина полосы заготовки и выполняется расчет сгибания металлического листа. В расчете на каждый загиб делается запас по 0,5 мм толщины и по 1 мм на сгиб торцов в сторону. По заранее составленной схеме выпиливается заготовка и делается отметка места загиба. Для того чтобы согнуть материал используют тиски с угольниками.
Сначала на уровне изгиба нужно зажать в тисках заготовку. Затем при помощи молотка осуществляется первый загиб. Заготовка переставляется в тисках и зажимается оправой вместе с бруском, после чего выполняется второй загиб.
Как ровно согнуть лист металла: изготовление станка своими руками
Для того чтобы создать устройство, позволяющее в домашних условиях выполнить изгиб металлического листа необходимо подготовить следующие материалы и инструменты:
- уголок 80 мм;
- болты;
- металлическая балка двутавр 80 мм;
- петли;
- сварочный аппарат;
- струбцины;
- рукоятки;
- стол.
Все работы начинаются с подготовки основы самодельного станка из профиля – двутавра 80 мм. После этого сверху к двутавровой балке прикручивается уголок 80 мм на два болта. Во время сгибания он будет крепить заготовку. Под уголок приваривается три петли от стальных дверей, вторые половинки которых приваривают к самому уголку.
Чтобы выполнить гибку, к уголку привариваются две рукоятки по 800 мм, при помощи которых можно будет поворачивать станок. Листогиб прижимается к столу при помощи двух струбцин. Прижимной уголок откручивается. Затем укладывается заготовка, а уголок перемещается на место.
При необходимости его можно будет приподнять, не снимая при этом. После этого материал продевают между двутавром и уголком. Металлический лист аккуратно выравнивается. Затягиваются болты и при помощи поворота заготовка сгибается на требуемый угол.
Самодельный станок – устройство не универсальное, так как его используют для сгибания листов маленькой толщины. Если есть необходимость в загибе материала с большой толщиной, следует применять станки, выполненные на производстве.
Электрооборудование, свет, освещение
Трубы небольшого диаметра, безусловно, можно согнуть и используя для этого самые обыкновенные тиски. Но как же поступить с трубами, которые имеют достаточно большой диаметр? Для этих целей существуют специальные станки, позволяющие проводить гибку листового металла и труб без деформации и повреждений, с учетом толщины и пластичности металла, из которого они сделаны, а также с определением радиуса кривизны, что очень важно.
Содержание:
Понятие гибки металла
Слесарная операция гибки листового металла представляет собой проведение ряда воздействий, в результате чего лист металла принимает необходимую форму согласно чертежу без использования сварки или других методик соединения, которые существенно влияют на структуру металла, снижая уровень его прочности и срок службы. В процессе совершается растяжение наружных слоев листового металла и сжатие внутренних.
Сущность технологии кроется в том, что часть заготовки по отношению к другой перегибается на определенный, предварительно заданный угол. Металл в процессе гибки подвергается деформации. Уровень допустимой деформации находится в зависимости от толщины металла, его угла изгиба, хрупкости материала и скорости, с которой происходит процесс изгибания.
Процедуру осуществляют при помощи специального оборудования для гибки листового металла, которое позволяет получить на выходе готовое изделие без наличия дефектов. Если металл будет согнут неправильно, то появление многочисленных микротрещин спровоцирует ослабление материала в месте изгиба, поэтому готовое изделие в самый неподходящий момент может сломаться на этом месте.
Технологию гибки металла принято использовать для металлических листов, которые имеют разную толщину. Напряжение изгиба должно превышать предел упругости. К тому же деформация заготовки должна являться пластической. Только в этом случае заготовка будет сохранять после снятия нагрузки приданную ей форму.
Среди преимуществ подобного метода обработки металла необходимо отметить высокую производительность, возможность автоматизации процесса и получение бесшовной конструкции в результате, что повышает устойчивость к коррозии и прочность изделия.
А вот на сварных конструкциях по истечению определенного времени в зоне сварки начинается коррозионный процесс, от которого нельзя защититься даже с помощью специального покрытия. А технология гибки листового металла способна обеспечить металлической конструкции цельность, защищая её от преждевременного формирования ржавчины.
Виды гибки металла
Гибку металла можно производить вручную или с применением специализированного оборудования. Гибка металла собственными руками представляет собой достаточно трудоемкий процесс, который занимает немало времени и заключается в работе плоскогубцами и молотком. Изгибание тонкого металла проводят киянкой.
Для механизации процедуры используют специальные приспособления для гибки листового металла — вальцы, листогибочные прессы и роликовые станки для гибки. Для придания листу цилиндрической формы принято использовать гидравлические или ручные вальцы, либо вальцы с электрическим приводом. С их помощью можно получить такие объемные детали, как дымоходы, трубы и желоба.
Чаще всего производят гибку листового металла с помощью листогибочного пресса. Развитие оборудования на сегодняшний день дошло до такого уровня, то листогибочные станки способны изготовить за один рабочий цикл сложные детали с несколькими линиями гиба. Смена гибочного инструмента происходит быстро, поэтому станок можно быстро перенастроить в максимально сжатые сроки на другое изделие.
Область применения
Процедура изгибания металла, как правило, используется, на небольших производствах и в домашнем хозяйстве для изготовления профилей разных размеров, сборных перегородок, корпусных изделий, уголков, швеллер, откосов, водосточных желобов, металлических каркасов и подвесных строительных систем и других изделий из металла.
В промышленности и быту не обойтись в наше время без труб. Однако следует заметить, что конфигурация их соединений бывает иногда достаточно сложной. Для сокращения числа стыкуемых элементов и уменьшения резьбовых соединений можно трубам придать определенную конфигурацию, изогнув их под требуемым углом.
Процедура гибки листового металла своими руками позволяет получить необходимую геометрию канализационных, водопроводных и газовых сетей с минимальными расходами, обеспечив внутри каналов самое меньшее сопротивление.
Станки для гибки металла в листах предназначены для обработки стали, меди и алюминия. Подобное оборудование позволяет изгибать материал, который имеет цинковые или лакокрасочные покрытия. Мобильность оборудования для процесса гибки металла предоставляет возможность многие работы осуществлять прямо на объектах, экономя средства и время на его транспортировку.
Функциональные возможности станка
Самодельный станок для изгибания металла является отдельной категорией представителей подобного вида станков. Такой станок вы можете изготовить самостоятельно для использования в частном хозяйстве, к примеру, для прокладки водопровода и строительства теплицы. Создание станка для гибки металла не нуждается в разработке детальных чертежей. Но для этого вам нужно заготовить шаблон из древесины или другого материала, который повторяет контур определенной формы изгиба.
Выполняя изгибание заготовки, важно её размеры определить правильно. Расчет длины заготовки рекомендуется выполнять, учитывая радиусы гибки листового металла. Для деталей, которые изгибаются под прямым углом без создания с внутренней стороны закруглений, припуск заготовки на изгибание должен составлять 0,6 — 0,8 от показателя толщины металла.
Изгибать своими руками можно только детали и заготовки из пластичных металлов – алюминия, латуни, незакаленной стали и меди. Размер минимального радиуса изгиба зависит от технических свойств материала заготовки, методики гибки и качества поверхности. Детали с малым радиусом закруглений рекомендуется изготовлять исключительно из пластичных материалов, также их можно предварительно подвергнуть отжигу.
Гибка труб своими руками
Существует несколько разновидностей гибки труб: «калач», когда труба изгибается полукругом при обеспечивает поворот на 180 градусов; «скоба» — изогнутая труба напоминает букву «П»; «компенсатор», что используется для обвода препятствий; «утка» — изгиб по типу английской буквы «N» и другие.
Гибке можно подвергать сварные и цельнотянутые трубы, трубы без наполнителя и с наполнителем (сухой речной песок), который предохраняет стенки труб от образования морщин и складок в местах изгиба. По теории гибку листового металла и труб в домашних условиях выполняют исключительно в холодном состоянии.
Для гибки труб, которые имеют диаметр 10-15 миллиметров, используют плиту с отверстиями, в которые устанавливают в соответствующих местах штыри, что являются упорами при гибке. Трубы, которые имеют диаметр до 40 миллиметров и большие радиусы кривизны, принято гнуть в холодном состоянии при помощи неподвижной оправки. Существуют и другие способы изгибания стальных труб, но они нуждаются в создании специального приспособления.
Гибка дюралюминиевых, медных и латунных труб в холодном состоянии отличается некоторыми особенностями. До начала процедуры трубы принято отжигать — медные при температуре 600-700 градусов по Цельсию с охлаждением в воде, трубы из латуни – при температуре 600-700 градусов с охлаждением на воздухе, изделия из дюралюминия — при температуре 350-400 градусов с охлаждением на воздухе. Посмотрите видео о гибке листового металла, где показано, как это делается.
Трубу необходимо заполнить расплавленной канифолью, парафином или стеарниом, а потом дать заполнителю остыть. После процедуры гибки заполнитель нужно выплавить, начиная с концов, потому что нагрев середины трубы, в которой содержится заполнитель, вызывает ее разрыв.
Принципы гибки
Главные принципы изгибания рассмотрены на примере создания скобы. Непосредственно перед началом гибки необходимо по чертежу определить длину полосы металла или заготовки, а также провести расчет гибки листового металла. При этом нужно сделать припуски на каждый изгиб по 0,5 толщины полосы и по 1 миллиметру на опиливание торцов на сторону. Заготовку при необходимости выровняйте на наковальне, опилите по чертежу и нанесите риски мест загиба.
Гибку полосы производят в тисках с угольниками-нагубниками в следующей последовательности. Зажмите в тисках заготовку на уровне загиба, ударами молотка сделайте первый загиб, переставляя заготовку в тисках и зажимая ее отправкой вместе с бруском. Затем сделайте второй загиб.
Нужно достать заготовку и разметить длину лапок скобы. Скобу с бруском-оправкой принято загибать в тисках, отгибая обе лапки. Проверьте изгибы по угольнику, при необходимости исправьте их, используя брусок-оправку и молоток. После окончания изгибания опилите деталь до необходимых размеров.
Вы уже поняли, что изгибание металла большое значение имеет и в бытовых условиях. Но для этого понадобится специальный станок и умение им пользоваться. Помните, что на цену гибки листового металла влияют многие факторы. Если процесс изгибания производится с нарушением технологии и правил, а также не учитывая особенностей, которые характерны именно для этого типа работ, то готовое изделие вы получите некачественным.
Гибка и гнутье листового металла
Гибка листового металла позволяет при сравнительно небольших усилиях получить изделие нужной формы. Ибо при сварке затрачивается больше усилий как физических, так и финансовых. Лист металла можно сгибать вручную или с применением автоматики, однако общие принципы работы остаются прежними. Именно об особенностях данного процесса и пойдет речь.
Основные принципы
Гнутье металла осуществляется различными методами. Часто используется сварка, однако температурное воздействие способно изменять форму и свойства готового изделия. Это снижает эксплуатационные свойства и точность изготовления.
Так как при гибке металла внешние слои металла растягиваются, а внутренние начинают сжиматься, то необходимо перегибать на заданный угол часть металлопроката относительно другого. Угол же можно отыскать с помощью расчетов.
Изделие деформируется на те значения, которые находятся в заданных пределах. Они зависят от следующих параметров:
- Толщина металлического листа;
- Сколько составляет угол перегиба;
- Насколько прочен материал;
- Скорость и время выполнения процедуры.
Именно от них будет зависеть показатель допустимой деформации. Следующим этапом является выбор типа гибки.
Типы гибки металлических изделий
Сгибание металла производится вручную и с применением автоматических устройств. В первом случае процесс будет достаточно трудозатратен, потребует использования пассатижей и молотка, в результате на эту процедуру уйдет немало времени.
Гораздо проще и качественнее будет механизация процесса с помощью станков и соответствующих приспособлений. Форму цилиндра изделию придают специальные вальцы. С их помощью создаются дымоходы, желоба, трубные изделия.
Развитие станкостроительного производства позволило достичь сгибания материала для изготовления самых сложных изделий. А быстрая замена рабочего инструмента позволяет максимально эффективно и ускоренно перенастроить станочное устройство.
Виды оборудования
Для современного процесса по сгибанию металла имеется немало вариантов новейших аппаратов. На производстве обычно применяются прессы, которые можно разделить на следующие виды:
- Ротационные, гнущие металл с помощью перемещения между специальными валиками. Подходят для изготовления крупногабаритных изделий небольшими сериями.
- Поворотные прессы сгибают пластины с помощью гибочных балок и двух плит. Стационарная плита располагается внизу, а наверху находится поворотная плита. Оптимальный вариант для обработки изделий из листового металла с простым рельефом и маленькими габаритами.
- Стандартные прессы пневматические или гидравлические применяются для массовых или мелкосерийных изделий из нержавейки или другого металла. Сгибка производится между пуансоном и матрицей. За счет этого можно обрабатывать даже утолщенные изделия. При этом следует отметить, что гидравлические прессы применяются чаще, чем на пневматике, за счет более простой эксплуатации и стоимости.
Из всех вышеописанных видов оборудования наиболее современным является ротационное. Оно действует в автоматическом режиме, и рабочему не нужно заранее рассчитывать оптимальное значение усилия.
Автоматизированными считаются и поворотные прессы. Здесь отправляется один лист в устройство, который необходимо расположить его как необходимо по заданию. Чаще всего применяется на небольших предприятиях, где работают с металлическими деталями.
Ручная работа
Такая работа производится обычно ручными ножницами. В нужных местах ставятся отметки, по которым будет осуществляться ручная гибка металла. Лист надежно фиксируют в тисках. Массивным молотком производят первый сгиб. Изделие передвигают к новому месту сгиба, зажимают с бруском из дерева, загибают в нужную сторону.
По завершении работы необходимо удостовериться, что изделие соответствует установленным стандартам. Проверка ведется с применением угольника и при необходимости недочеты устраняются.
Самостоятельное изготовление станка
Иногда требуется сделать станок в домашних условиях. Это облегчит работу по сгибке металла и повысит производительность работы. Здесь потребуются уголок, металлическая балка, петли с болтами, струбцины, рукояти, стол и сварочный аппарат. Порядок действий следующий:
- Делается основа из металла, подойдет двутавровый профиль.
- Крепится кверху балки уголок с помощью болтов.
- Сварочным аппаратом под уголок привариваются три петли.
- Сгинаем алюминиевый лист поворотом уголка.
- Плотное прижатие металла обеспечивают две струбцины.
- Уголок необязательно убирать, можно приподнимать его. Кладете изделие промеж профиля и уголка. Затем по краю выравнивается металлический лист.
Проверьте болты, чтобы они крепко были закреплены. Траверсы поверните и согните таким образом, чтобы образовать нужный угол. Это позволит не тратить время на расчеты угла.
Каким бы ни были устройства, главные принципы остаются неизменными. Следуя им, можно получить изделия, соответствующие стандартам и пожеланиям заказчика.
Гибка листового металла своими руками
Как производится гибка металла своими руками? При выполнении строительных работ часто бывает нужно выполнить сгиб металлических элементов. Например, бывает необходимо согнуть листовой металл или трубы. Трубы, имеющие небольшой диаметр, сгибают при помощи тисков.
Сгибание металлических листов на гибочном станке происходит без сварки и не нарушает структуру металла.
Часто при выполнении строительных работ возникает необходимость согнуть трубы большого диаметра. Для такой работы нужны специальные станки, которые выполняют сгибание труб и металлических листов. Сгибаемый элемент при этом не получает повреждений.
При гибке деталей учитывают пластичность материала, его толщину, определяют радиус кривизны.
В чем заключается технология гибки металла?
Схема сборки самодельного листогиба: 1 – основание; 2 – гайка-маховичок; 3 – прижим; 4 – изгибаемый лист; 5 – струбцина; 6 – обжимной пуансон.
Гибка листового металла — это выполнение определенных действий, вследствие которых металлический лист приобретает нужную форму. Сгибание детали происходит без помощи сварочных или каких-либо других соединений, которые уменьшают прочность и долговечность материала.
При выполнении сгиба изделия растягиваются его наружные слои и сжимаются внутренние. Технология сгибания заключается в том, чтобы перегнуть одну часть детали по отношению к другой на необходимый угол.
Во время гибки материал подвергают деформации. Величина возможной деформации зависит от толщины материала, угла изгиба, пластичности и скорости сгибания.
Сгибание выполняют посредством оборудования для сгиба деталей. Данное оборудование сгибает элемент таким образом, чтобы готовая конструкция не имела повреждений.
Если согнуть элемент неправильно, то на его поверхности произойдут различные дефекты, вследствие которых на линии изгиба материал получит такие повреждения, что готовая конструкция может сломаться. Гибку производят для листов различной толщины.
Напряжение изгиба материала должно быть больше, чем его предел упругости. В результате гибки должна происходить пластическая деформация материала. При этом готовая конструкция после операции сгиба будет сохранять ту форму, которую ей придали.
Чертеж листогиба (деталировка): 1 – струбцина; 2 – щечка; 3 – основание; 4 – кронштейн; 5 – сварной прижим; 6 – ось; 7 – уголок пуансона.
Преимущества процесса гибки:
- Процесс имеет высокую производительность.
- В результате сгибания получается заготовка, которая не имеет шва.
- Готовая конструкция обладает высокой устойчивостью к коррозии.
- Изделие обладает высокой прочностью.
- На месте сгиба изделия не появляется ржавчина.
- Конструкция является цельной.
- Процесс ручной гибки является достаточно трудоемким.
- Оборудование для сгиба имеет высокую стоимость.
В отличие от конструкций, выполненных методом сгиба листового металла, на сварных конструкциях есть сварной шов, который подвергается коррозии и ржавчине.
Сгиб изделий осуществляют вручную или при помощи оборудования. Ручной изгиб является очень трудоемким. Он выполняется при помощи молотка и плоскогубцев. Сгиб материала небольшой толщины выполняют киянкой.
Сгибание листового металла производят при помощи вальцов, пресса или роликовых станков. Чтобы листу придать форму цилиндра, используют ручные, гидравлические вальцы или вальцы с электроприводом. Таким методом изготавливают трубы.
Схема сборки рабочего хода: 1 – вкладыш из дерева; 2 – основание; 3 – щечка правая; 4 – изгибаемый лист; 5 – прижим; 6 – ось пуансона; 7 – пуансон; 8 – рычаг пуансона.
Гибка металла применяется в домашнем строительстве для изготовления водостоков, профилей, металлических каркасов, труб и других конструкций. При гибке листового металла своими руками можно изготовить трубы различного диаметра. При помощи станков изгибается материал с цинковым покрытием.
Если необходимо выполнить изгиб металла в домашних условиях, станок для сгибания можно изготовить своими руками. Для изготовления станка нужно выполнить шаблон из древесины, имеющий контур определенной, изогнутой формы.
При сгибе изделия нужно определить его размеры. Длину конструкции вычисляют с учетом радиуса изгиба листа. Для заготовок, сгибаемых под прямым углом, без создания закруглений, припуск на загиб должен составлять 0,6 от толщины листа.
Своими руками можно сгибать конструкции из пластичных металлов: меди, латуни, алюминия. Радиус изгиба зависит от качества материала и способа гибки. Изделия с небольшим радиусом закругления выполняют из пластичных материалов.
Гибка металла своими руками
Как изготовить скобу методом гибки
При сгибании стальной полосы на роликовом станке, верхняя прорезь на бруске должна соответствовать размеру полосы.
Материалы и инструменты:
- металлический лист;
- тиски;
- молоток;
- оправа;
- брусок;
- электропила по металлу.
Предварительно нужно по схеме вычислить длину полосы заготовки и сделать расчет гибки металлического листа.
При расчетах на каждый загиб выполняют запас по 0,5 толщины полосы и по 1 мм на сгиб торцов в сторону.
Согласно схеме выпиливают заготовку, делают отметки места изгиба. Изгиб заготовки выполняют в тисках с угольниками.
Сначала надо зажать в тисках заготовку на уровне изгиба. Затем при помощи молотка выполняют первый загиб.
Затем заготовку переставляют в тисках и зажимают ее оправой вместе с бруском. Затем делают второй загиб.
После этого вытаскивают заготовку, делают отметки длины лапок скобы.
Скобу с бруском оправой загибают в тисках, при этом отгибают обе ее лапки. Изгиб уточняют треугольником. Если изгиб выполнен неправильно, его исправляют при помощи молотка и бруска оправы. После процесса сгиба конструкцию отпиливают до нужных размеров.
Как своими руками изготовить станок для гибки металла?
Приемы гибки металла: Приемы гибки полос: а – порядок гибки; б – гибка острого угла.
Материалы и инструменты:
- металлическая балка двутавр 80 мм;
- уголок 80 мм;
- болты;
- петли;
- сварочный аппарат;
- рукоятки;
- струбцины;
- стол.
Сначала выполняют основу самодельного станка из металлического профиля — двутавра 80 мм. Затем уголок 80 мм прикручивают сверху к двутавровой балке при помощи двух болтов. Уголок будет закреплять заготовку во время сгибания.
На двутавр под уголок приваривают 3 петли от стальных дверей. Вторые половинки петель приваривают к уголку 80 мм, который повернут к двутавру.
Этим уголком выполняет гибку материала при повороте уголка. Чтобы сделать гибку, к уголку приваривают две рукоятки по 800 мм. За рукоятки станок будут поворачивать.
Листогиб прижимают к столу при помощи двух больших струбцин. Откручивают прижимной уголок. Затем укладывают заготовку. Уголок перемещают на свое место.
Его можно просто приподнять, при этом не снимая. Затем заготовку продевают между уголком и двутавром. Аккуратно выравнивают металлический лист по краю уголка.
Потом прочно затягивают болты и при помощи поворота траверсы сгибают заготовку на необходимый угол.
Самодельный станок можно использовать для сгибания металлических листов небольшой толщины. Для сгиба листов, имеющих большую толщину, применяют станки, изготовленные на производстве. При соблюдении правильной технологии можно получить готовые изделия, имеющие высокое качество.
Гибка металла при помощи гибочного инструмента
Решать задачи по гибке листового металла просто, если есть листогиб. Но как быть без него? Мы дадим советы по использованию гибочного инструмента!
Иногда, во время выполнения строительных или каких-то иных домашних работ, требуется согнуть металл, придав ему определенную конфигурацию. У профессиональных мастеров-жестянщиков есть для этого специальный инструмент — листогиб. А как быть домашнему мастеру, у которого, кроме собственных рук и кое-каких подручных средств, ничего нет? Идти и покупать гибочный инструмент или брать его напрокат?
Оказывается, ничего этого делать не обязательно. Достаточно немного смекалки и элементарных приспособлений, которые есть в доме у каждого домашнего мастера. Гибка листовых металлов своими руками может стать для вас увлекательным процессом, конечно, при условии, что толщина металлической пластины не превышает 3 мм.
Согнуть лист без листогиба
Рассмотрим несколько вариантов, объясняющих, как согнуть лист металла в домашних условиях.
В качестве ручного инструмента для гибки используем линейку, мел или карандаш, тиски, 2 деревянных бруска, стальной уголок и резиновый молоток. Чтобы загнуть лист металла, его нужно разложить на рабочем столе так, чтобы край, который должен стать изогнутым, выступал за пределы стола. Предварительно полосу загиба нужно разметить по линейке. Разметка загиба должна совпадать с линией края вашего рабочего стола.
Торец стола закрыть стальным уголком. Металлический лист закрепить с двух сторон тисками с помощью деревянных брусков. Начинаем сгибать выступающий край листа, постукивая его резиновым молотком, постепенно продвигаясь от одного угла к другому: сначала в одном направлении, потом — в обратном.
Например, так можно изготовить ящик для простого садового мангала (уголки, конечно, потом придется приварить).
Важный совет: Если у вас нет резинового молотка, можно воспользоваться и обычным. Тогда отбивать край нужно будет через деревянный брусок или текстолитовую пластину. Только в этом случае на отогнутом крае не останется отметин от молотка.
- на металлическом листе очерчиваем по линейке край будущего сгиба (линию можно дополнительно немного продавить острым предметом);
- захватываем плоскогубцами край листа так, чтобы их концы приходились точно на линию разметки;
- постепенно продвигая плоскогубцы по разметке, отгибаем край по направлению вверх;
- повторяем до тех пор, пока угол сгиба не приблизится к 90 градусам;
- для точного выравнивания угла «надеваем» согнутый лист на деревянный брусок и подбиваем его молотком до получения точной геометрии угла.
Таким способом без листогиба можно сделать, например, кромку на жестяном отливе.
Сам себе вальцовочник
Не имея в своем хозяйстве для гибки металла специального приспособления, можно свернуть лист в форме трубы, используя для этих целей либо какую-то круглую болванку, либо готовый отрезок старой трубы. Большинство использует именно трубу.
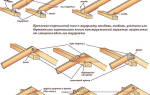
Итак, раскладываем на поверхности земли или бетонного пола лист металла. Теперь займемся подготовкой шаблона, на который будем накручивать металл. К обоим торцам старой трубы привариваем крестообразно по две маленькие трубки (перпендикулярно друг к другу). Их диаметр должен быть достаточным для того чтобы вставить лом. Это будет наше гибочное приспособление.
Далее, кладем трубу на край листа и начинаем оборачивать лист вокруг нее. Для этой работы потребуются 3 человека: один стоит на трубе, двое других с помощью ломов вращают трубу. Каждый оборот выполняется на 90 градусов. Лом переставляется в 0 градусов.
Так постепенно скручиваем весь лист вокруг трубы и получаем несколько новых цилиндрических витков. Обычно самый край листа остается прямым. Чтобы загнуть и его, в качестве приспособления для гибки металла нужно использовать деревянную киянку или резиновый молоток.
Чтобы получить трубу нужного диаметра, с помощью мерной ленты отмеряем длину ее окружности (для этого диаметр умножаем на 3,14) и болгаркой отрезаем нужный кусок. После этого снимаем его с заготовки и выполняем сварочные работы по шву вашей новой трубы. Таким способом можно изготовить сколько угодно труб без применения специального листогиба.
Перед тем как приступить к гибке металла, отрезаем от целого листа кусок: ширина его равна длине окружности будущей трубы плюс 3 см на фальц (это шов на месте соединения краев металлического листа); длина отрезка равна длине вашей трубы.
Те, кому приходилось самостоятельно выполнять эту работу, советуют не делать длину больше метра, так как в одиночку согнуть длинную трубу из жести не получится. Если конечная длина должна быть больше (например, 2 метра), то придется соединять сваркой 2 отрезка.
Работа выполняется на прочном столе, на край которого помещен стальной уголок — он и послужит листогибом. По длине металлической заготовки любым острым предметом прочерчивается линия отворота. Ее совмещают с краем стола и отбивают деревянной киянкой по направлению вниз. Затем переворачивают и полностью загибают край на лист.
Следующий шаг: отступив 2 мм от подгибки, прочерчивают еще одну линию, параллельно первой, и снова отбивают загиб вниз. То же самое выполняют и на второй стороне заготовки. После формирования трубы эти подгибы будут соединены «в замок». Как гнуть трубу в одиночку, без посторонней помощи, поможет следующий совет: прочерчиваем центральную линию вдоль заготовки, кладем лист на трубу любого диаметра меньшего, чем ваш, и, начиная от средней линии, последовательно, участок за участком, изгибаем лист вокруг нее. Соединяем «в замок» длинные края и отбиваем их киянкой.
Проверяем диаметр готовой трубы и, при необходимости, обычным металлическим молотком делаем «отбортовку» для соединения вашей трубы со следующим отрезком. Новый воздуховод из «оцинковки» готов.
Как видно из этого обзора, используя самый простейший инструмент для гибки металла, который есть в доме каждого хозяина, можно самому с успехом заниматься жестяными работами. У вас есть свои наработанные способы как согнуть лист? Будем рады, если вы поделитесь ими на наших страницах.