Содержание
- Рассверливание отверстий в металле
- Как правильно сверлить отверстия в металле
- Какое сверло выбрать для сверления металла
- Мощность и обороты при работе с металлом
- Как правильно сверлить металлические изделия
- Как сверлить отверстия большого диаметра
- Как не затупить сверло по металлу ?
- Как сверлить дрелью ?
- Чем и как ровно и точно рассверлить отверстие в металле
- Необходимые инструменты
- Сверление металла
- Сверление отверстий в металле: способы, инструменты, полезные советы
- Инструменты, приспособления, сверла
- Режимы сверления
- Способы сверления металла: свёрла и приспособления
- Как просверлить отверстие в металле
Рассверливание отверстий в металле
Рассверливание отверстий в металле
Обработка отверстий производится различными режущими инструментами в зависимости от вида заготовки, требуемой точности и нужной чистоты поверхности.
Различают заготовки с отверстиями, подготовленными при отливке, ковке или штамповке, и заготовки без предварительно подготовленных отверстий.
Обработку отверстий в заготовках, не имеющих предварительно подготовленных отверстий, всегда начинают со сверления.
Сверление неглубоких отверстий производят перовыми и спиральными сверлами.
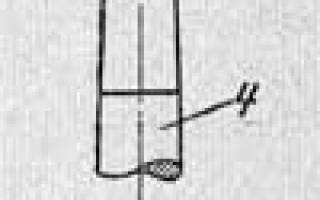
Перовое сверло . Перовое сверло показано на рис. 159. Режущая часть сверла представляет плоскую лопатку 3, переходящую в стержень 4. Две режущие кромки 1 и 2 сверла наклонены друг к другу обычно под углом 116—118°, но этот угол может быть равным от 90 до 140°, в зависимости от твердости обрабатываемого материала: чем материал тверже, тем больше угол.
Перовые сверла малопроизводительны, кроме того, при сверлении их уводит в сторону от оси отверстия. Несмотря на это, их иногда применяют для неответственных работ, что объясняется простотой конструкции таких сверл и их невысокой стоимостью.
Спиральные сверла . В настоящее время сверление производят главным образом спиральными сверлами. На рис. 160 показано такое сверло. Оно состоит из рабочей части и хвостовика (конического по рис. 160, а или цилиндрического по рис. 160, б) для крепления сверла либо в коническом отверстии пиноли задней бабки, либо в патроне.
Конический хвостовик имеет лапку, которая служит упором при выбивании сверла (рис. 160, а).
Рабочая часть спирального сверла представляет собой цилиндр с двумя спиральными (вернее — винтовыми) канавками, служащими для образования режущих кромок сверла и вывода стружки наружу. Передняя часть сверла (рис. 160, в) заточена по двум коническим поверхностям и имеет переднюю поверхность, заднюю поверхность, две режущие кромки, соединенные перемычкой (поперечной кромкой). Две узкие ленточки (фаски), идущие вдоль винтовых канавок сверла, служат для правильного направления и центрировакия сверла.
Угол при вершине сверла 2φ обычно равен 116 — 118°. Для сверления твердых материалов этот угол увеличивают до 140°, а для сверления мягких материалов его уменьшают до 90°.
Сверла изготовляют из легированной стали 9ХС, быстрорежущей стали Р9 и Р18, а также из легированной стали с припаянными пластинками твердого сплава.
Сверла, оснащенные пластинками твердого сплава, показаны на рис. 161. Сверла с прямыми канавками (рис. 161, а) проще в изготовлении, но выход стружки из отверстия у них затруднен; их обычно применяют при сверлении чугуна и других хрупких металлов, когда глубина отверстия не превышает двух-трех диаметров. Сверла с винтовыми канавками (рис. 161, б) легче выводят стружку из отверстия, поэтому их рекомендуется применять при сверлении вязких материалов.
2. Затачивание спиральных сверл
Затачивание спиральных сверл производят на специальных заточных станках. Однако токарю иногда приходится затачивать сверла вручную на обычном точиле.
При затачивании сверл нужно соблюдать следующие условия:
1. Режущие кромки сверла должны быть симметричны, т. е. расположены под определенными и равными углами к оси сверла и иметь одинаковую длину.
2. Поперечная кромка (перемычка) должна быть расположена под углом 55° к режущим кромкам (рис. 160, в.).
Заточенное таким образом сверло будет работать хорошо.
На рис. 162 показаны отверстия, получаемые при сверлении правильно и неправильно заточенными сверлами. При одинаковой длине режущих кромок (рис. 162, а) диаметр просверленного отверстия равен диаметру сверла. Если же одна кромка длиннее другой (рис. 162, б), то диаметр отверстия получается больше диаметра сверла. Это может привести к браку и быстро вывести сверло из строя ввиду неравномерной нагрузки режущих кромок.
Правильность затачивания сверла проверяется специальным комбинированным шаблоном с тремя вырезами (рис. 163, а); одним из вырезов проверяют угол при вершине сверла и длину режущих кромок (рис. 163, б), вторым вырезом — угол заострения режущей кромки на наружном диаметре сверла (рис. 163, в), третьим — угол между перемычкой и режущей кромкой (рис. 163, г).
3. Закрепление сверл
Способ закрепления сверла зависит от формы его хвостовика. Сверла с цилиндрическим хвостовиком закрепляют в пиноли задней бабки посредством специальных патронов (рис. 164); сверла с коническим хвостовиком закрепляют непосредственно в коническом отверстии пиноли задней бабки (рис. 165). Конические хвостовики у инструментов, а также конические отверстия в шпинделях и пинолях токарных станков изготовляются по системе Морзе. Конусы Морзе имеют номера 0, 1, 2, 3, 4, 5, 6; каждому номеру соответствует определенный размер. Если конус сверла меньше конического отверстия пиноли задней бабки, то на хвостовик 1 сверла надевают переходную втулку 2 (рис. 166) и затем втулку вместе со сверлом вставляют в отверстие пиноли задней бабки станка.
Перед тем как вставить сверло в пиноль задней бабки, необходимо тщательно очистить от грязи хвостовик сверла, а также отверстие пиноли.
Чтобы удалить сверло из пиноли задней бабки, следует поворачивать маховичок до тех пор, пока пиноль не будет затянута в корпус задней бабки до крайнего положения. В этом положении винт упрется в торец хвостовика и вытолкнет его.
4. Приемы сверления
Подготовка к сверлению . При сверлении отверстия длиной больше двух диаметров сверла рекомендуется сначала отверстие жестко закрепленным в пиноли коротким Тогда последующее сверло будет лучше направляться и его меньше будет уводить в сторону.
Подача сверла . Подачу сверла производят вращением маховичка задней бабки (рис. 165).
При сверлении глубокого отверстия спиральным сверлом нужно время от времени выводить сверло из отверстия на ходу станка И удалять из стружку; этим предотвращается поломка сверла. Необходимо также следить за тем, чтобы при сверлении нормальными сверлами глубина отверстия не была больше длины спиральной канавки сверла, так как иначе стружка не сможет выходить из канавок и сверло сломается.
Сверление глухих отверстий . Для сверления отверстий заданной длины удобно пользоваться рисками с на пиноли задней бабки (см. рис. 165). Вращением ма-выдвигают сверло, пока оно не углубится в материал де-всей заборной частью, и замечают при этом соответствующую риску на пиноли. Затем, вращая маховичок задней бабки, перемещают пиноль до тех пор, пока она не выйдет из корпуса на нужное число делений.
Когда на пиноли нет делений, можно применить следующий способ. Отмечают на сверле мелом требуемую длину отверстия и перемещают пиноль, пока сверло не углубится в метки.
Иногда при сверлении слышится характерный металлический визг. Это является признаком перекоса отверстия или затупления сверла. В подобных случаях надо немедленно прекратить подачу, остановить станок, выяснить и устранить причину визга.
Прежде чем остановить станок во время сверления, нужно вывести сверло из отверстия. Останавливать станок в то время, когда сверло находится в отверстии, нельзя, это может привести к заеданию сверла и его поломке.
5. Режимы резания при сверлении и рассверливании
Скорость резания при сверлении углеродистой стали средней твердости, серого чугуна и бронзы сверлами из быстрорежущей стали можно принимать равной 20—40 м/мин.
Подача сверла на токарном станке производится обычно вручную, медленным перемещением пиноли задней бабки, как показано на рис. 165. Слишком большая и неравномерная подача может привести к поломке сверла, особенно при использовании сверл малых диаметров.
Иногда при сверлении применяется и механическая подача (см. рис. 167). В этом случае сверло укрепляется с помощью специальных прокладок или втулки в резцедержателе. При сверлении с механической подачей величину подачи принимают равной: при сверлах диаметром от 6 до 30 мм для углеродистой стали средней твердости — от 0,1 до 0,35 мм1об; для чугуна — от 0,15 до 0,40 мм/об.
При рассверливании поперечная кромка сверла не принимает участия в работе. Благодаря этому значительно уменьшается усилие подачи, уменьшается и увод сверла; это позволяет увеличивать величину подачи примерно в 1½ раза по сравнению с подачей сверла того же диаметра при сверлении в сплошном материале.
Скорость резания при рассверливании можно брать такую же, как и при сверлении.
Сверление и рассверливание стали и алюминия рекомендуется вести с охлаждением эмульсией в количестве не менее 6 л/мин; чугун, латунь и бронзу сверлят и рассверливают без охлаждения. Необходимо, однако, отметить, что ввиду горизонтального расположения обрабатываемых отверстий охладающая жидкость с трудом подается к месту образования стружки. Поэтому для глубокого сверления в трудно обрабатываемых материалах применяют сверла с внутренними каналами, по которым подают охлаждающую жидкость под большим давлением к режущим кромкам.
6. Высокопроизводительные методы работы при сверлении и рассверливании
Замена ручной подачи механической . Новаторы производства в целях механизации подачи сверла применяют простые и дешевые приспособления, облегчающие труд и сберегающие время. Одно из таких приспособлений показано на рис. 167.
Приспособление представляет собой стальную державку 2 с плиткой 1, закрепляемой при помощи болтов 3 в резцедержателе. В державке имеется коническое отверстие для закрепления хвостовика сверла и отверстие для выбивания сверла. Нижняя плоскость плитки 1 прострогана или профрезерована так, что при закреплении ее в резцедержателе сверло точно (без прокладок) устанавливается на высоте центров. Чтобы установить сверло по оси отверстия в горизонтальной плоскости, на нижних салазках суппорта отмечается риска. Такое приспособление очень эффективно при изготовлении большого числа деталей с отверстиями, так как в этом случае сверление производится с механической подачей сверла от суппорта; использование его уменьшает время обработки и облегчает Труд токаря.
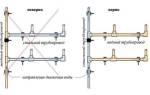
Для механизации подачи сверла при сверлении отверстий большого диаметра в условиях мелкосерийного и единичного производства токарем-новатором т. Бучневым изготовлено устройство (рис. 168, а), дающее возможность передвигать заднюю бабку с затратой небольшого усилия. Это устройство заключается в следующем. К плите задней бабки крепят болтами угловой кронштейн 5, в котором помещаются валики 1 и 2. На валике 1 сидит ведущее зубчатое колесо 7 и рукоятка 6. На валике 2 находится зубчатое колесо 3 и колесо 4, сцепляющееся с рейкой станины. Вращение рукоятки 6 через колеса 7 и 3 передается колесу 4, которое катится по рейке станка и передвигает заднюю бабку по станине.
На токарно-винторезном станке 1К62 завода «Красный пролетарий» предусмотрена замена ручной подачи сверла (зенкера, развертки) механической. Для этого в суппорте имеется специальный замок (рис. 168, б), входящий в прилив задней бабки. При помощи такого несложного устройства можно соединить каретку суппорта с плитой задней бабки и, освободив плиту задней бабки от станины, включить наиболее выгодную механическую подачу суппорта.
Производительность труда при этом значительно повышается. Кроме указанного преимущества, такой способ подачи позволяет производить сверление (зенкерование, развертывание) отверстий на необходимую глубину, ведя отсчет по лимбу продольной подачи или пользуясь продольным упором (длиноограничителем).
Использование сверл особой заточки . Для повышения производительности труда новаторы производства применяют подточку перемычки, используют двойную заточку сверл и бесперемычные сверла.
Сверло с двойной заточкой показано на рис. 169, а. Заборная часть его имеет ломаные режущие кромки: вначале короткие под углом 70—75°, а к вершине удлиненные — под углом 116—118°. Такие сверла изнашиваются меньше нормальных и отличаются повышенной стойкостью — в 2 — 3 раза большей при сверлении стали и в 3 — 5 раз большей при сверлении чугуна.
Для уменьшения усилия подачи при сверлении полезной оказывается подточка перемычки на участке ВС (рис. 169, б). При такой подточке не только уменьшается поперечная кромка, но и увеличивается передний угол, что облегчает условия резания.
На рис. 170 показано высокопроизводительное сверло из быстрорежущей стали скоростника — сверловщика Средневолжского станкостроительного завода В. Жирова. Сверло предназначено для сверления чугуна.
Сверло Жирова в отличие от сверла, показанного на рис. 169, а, изготовляется с тройным конусом у вершины, с подточенной передней поверхностью и прорезанной перемычкой. Наличие выемки вместо перемычки значительно облегчает врезание сверла в обрабатываемый металл, благодаря чему в 3—4 раза снижается осевое усилие при сверлении чугуна. Это позволяет увеличить подачу сверла и сократить машинное время, по крайней мере, вдвое.
Для повышения стойкости заборная часть сверла Жирова имеет три ломаные режущие кромки, вначале короткие, образующие угол 55°, затем более длинные — с углом 70° и, наконец, самые длинные — с углом у вершины 118°.
Наличие коротких режущих кромок с углом 55° способствует значительному повышению стойкости сверла (при работе с повышенными подачами) по сравнению с сверлами обычной конструкции.
7. Брак при сверлении и меры его предупреждения
Основной вид брака при сверлении — увод сверла от требуемого направления, чаще всего наблюдаемый при сверлении длинных отверстий.
Увод сверла происходит: при сверлении заготовок, у которых торцовые поверхности не перпендикулярны к оси; при работе длинными сверлами; при работе неправильно заточенными сверлами, у которых одна режущая кромка длиннее другой; при сверлении металла, который имеет раковины или содержит твердые включения.
Увод сверла при работе длинными сверлами можно уменьшить предварительным надсверливанием отверстия коротким сверлом того же диаметра.
Если на пути сверла в материале детали встречаются раковины или твердые включения, то в этом случае предотвратить увод сверла почти невозможно. Его можно только уменьшить путем уменьшения подачи, что в то же время явится средством предупреждения возможной поломки сверла.
Как правильно сверлить отверстия в металле
При работе с металлом, не обойтись без сверления отверстий. Работы с металлом относятся к сложным операциям. Это обуславливается, что детали из металла обладают высокой прочностью, для обработки которых нужно использовать специальное оборудование и технологии.
Сверлить отверстия может понадобиться в любой сфере и при выполнении работ на даче, дома или в гараже. Даже при ремонте машины, приходиться сверлить отверстия в металле. Если выполнять работу вы собираетесь не на рабочем месте, вам потребуется электрическая дрель или перфоратор с переходным патроном для сверла, а так же керно или метчик, для насечки центровки отверстия.
Если вам нужно сделать отверстия в небольших деталях, использовать лучше сверлильный станок. На нём вы будете уверены в правильном направлении сверла, и скорости сверления.
Какое сверло выбрать для сверления металла
Один из первых вопросов, который задают неопытные мастер-каким сверлом сверлить металл ? На самом деле, ответить грамотно не так и легко. Для обработки металла нужно использовать специальные сверла из быстрорежущей инструментальной стали. В них режущая часть изготовлена с добавлением нитрид-титана.
При выборе сверл для сверления металлов, основные и ходовые являются сверла из быстрорежущей инструментальной стали, в магазине их можно найти по отметке HSS.
При работе с чугуном, нержавейкой и прочими металлами которые тяжело поддаются обработке следует использовать сверла твердосплавного состава. Недостатком их является очень высокая цена, что делает работу дорогой.
Если же выбирать сверла с одним из лучших режущих свойств, это будет инструмент с добавлением кобальта, имеющий маркировку-P6M5K5. Это лучшее соотношение цена и качество.
Можно ли сверлить металл сверлом по бетону ?
Бывает необходимость сделать срочно отверстие в металле, и под рукой только сверло по бетону. На таком сверле наконечник выполнен из победита, который даёт возможность сверлить бетон, кирпич с боем. Воспользоваться таким сверлом для высверливания отверстия в металле не получится. Вы можете слизать победитовый наконечник сверла, особенно если попытаетесь воспользоваться сверлом большого диаметра или для высверливания толстого металла. Подытожив, победитовым сверлом просверлить металл не получится.
Однако, если победит заточить под правильным углом, сверлить металл возможно.
Мощность и обороты при работе с металлом
Немаловажным фактором, является выбор инструмента, а именно перфоратора, дрели или шуруповерта, которым буду выполняться отверстия в металле. Если вы будете пользоваться дрелью с мощностью до 700Вт у вас не получится сделать сразу большого отверстия. Ручная дрель мощностью до 700Вт лучше всего использовать для высверливания отверстий диаметром до10-13мм.
Важно правильно выбрать обороты дрели или шуруповерта. Ведь при высоких оборотах, ваше сверло просто-напросто сгорит. Так вы его испортите.
Производить сверление металла нужно на низких или средних оборотах, не превышая 500-1000 оборотов.
Чем больше диаметр сверла, с которым вы работаете, тем меньшую скорость нужно выбирать.
Как правильно сверлить металлические изделия
Одним из самых важных параметров с высверливании отверстия является острота сверла. Если вы приобрели одно из самых дешевых сверл, оно может оказаться тупым и вовсе из мягкого металла, который не даст вам сделать и пару отверстий.
Насколько быстро будет срезаться и тупиться наконечник сверла, зависит скорость сверления, твердость металла, усилия прилагаемого на сверло, и охлаждения.
- При сверлении больших отверстий, предварительно нужно сделать отверстия меньшего диаметра. Так процесс будет намного быстрее, и сверла не будут так быстро тупиться.
- Для точной центровки отверстия, нужно воспользоваться керном, и накернить центр отверстия перед сверлением.
- Для охлаждения рабочей части сверла, нужно воспользоваться машинным маслом. Просто опустите рабочую часть сверла в емкость с маслом. Периодически повторяйте эту операцию. Можно использовать мыльную воду для охлаждения(за счёт снижения силы трения).
- При высверливании глубоких отверстий периодически доставайте сверло и освобождайте его от стружки.
Как сверлить листовой металл
При работе с листовым металлом особых трудностей возникнуть не должно, даже при высверливании отверстий большого диаметра. Единственное, нужно под место сверления подкладывать деревянный брусок, он поможет снять стружку. Когда вы чувствуйте, что почти просверлили металлический лист-уменьшите давление на сверло, это так же поможет уменьшить вероятность возникновения заусенец.
Как правильно делать отверстия в трубах
Основной проблемой при высверливании отверстий в круглых трубах, является сложность перпендикулярного сверления. Это означает, что отверстие с которого началось сверление, не соответствует выходному. Что бы решить эту проблему, нужно применять сверлильный станок, или специальные направляющие, которые можно сделать самому или приобрести готовые.
Как сверлить алюминий
Кто работал с алюминиевыми деталями, знает, что это мягкий металл. Основная проблема при сверлении алюминия, заключается в обильном обертывании стружкой сверла. Из-за этого сверло перестает сверлить и застревает в металле. Что бы избежать этого, нужно чаще доставать сверло из отверстия и снимать стружку.
Как сверлить нержавейку (нержавеющую сталь)
Нержавейка относится к легированной стали, выполнять сверление который не простое дело. Для того, что бы сверление было комфортное, желательно выбирать сверла с кобальтовым наконечником. Сверлить нержавейку нужно на минимальных оборотах, а именно 100-200 оборотов в минуту. Такие обороты дают нужную скорость реза нержавейки и хорошее качество. Если на вашем инструменте нет регулировки оборотов вращения, стоит нажимать кнопку периодически на секунду-две, что не даст быстро разогнаться сверлу.
Если нужно сделать отверстие большого диаметра, нужно применять коронки по металлу, которые дают возможность сверлить только по наружному диаметру отверстия.
Как сверлить отверстия большого диаметра
Когда требуется сделать отверстия большого диаметра в металле, нужно использовать инструмент подходящий для этой цели.
- Предварительно нужно сделать отверстие меньшего диаметра. Можно использовать несколько сверл постепенно увеличивая диаметр отверстия. Таким способом сверлам будет легче проходить металл, особенно толстый.
- Использование ступенчатого сверла. Такие сверла могут называть конусными.
- Применение специальных коронок по металлу. Высверливание отверстий большого диаметра коронками дается очень легко за счёт сверления только наружного диаметра отверстия. Коронка состоит из центрирующего сверла, которые вначале просверливает металл в центре и в дальнейшем направляет коронку. Сверление коронкой нужно производить на очень малых оборотах.
Один из лучших способов-использование коронок по металлу. Минусом этого метода, является не регулируемый диаметр коронки(продаются и регулируемые коронки, но такие покупать не советуем из-за их плохого качества). Под каждый диаметр отверстия нужно иметь разные коронки.
Как не затупить сверло по металлу ?
Во время сверления, можно запросто сжечь(затупить) рабочую часть сверла. Это происходит из-за больших оборотов, из-за которых сверло нагревается и плавиться. Этого избегают за счёт низких оборотов или смазки сверла охлаждающей смазкой.
Если специальной охлаждающей смазки для сверл нет, можно использовать машинное масло, которое снизит силу трения.
Как сверлить дрелью ?
Что бы разобраться как правильно сверлить дрелью металл, нужно вывести ряд основных правил, от которых не желательно отходить:
- Вам понадобиться дрель или шуруповерт, керн с молотком, средства защиты-очки и средство для охлаждения сверла(чаще всего машинное масло).
- В начале работ нужно разметить центр отверстия
- Надеть защитные средства. Стружка может легко отскочить в глаза. После чего извлечь от туда будет проблематично без специализированной врачебной помощи.
- Накернить центр отверстия.
- Начинать сверление на малых оборотах
- Периодически доставать сверло из отверстия очищая от стружки и охлаждая в масле.
Соблюдая выше изложенные правила и последовательность, можно без проблем делать отверстия любого диаметра. При выполнении которых срок годности сверла будет максимальным, за счёт выдержки малых оборотов и его охлаждения в масле.
На большом количество дрелей можно установить ограничитель глубины, который позволяет настраивать глубину сверления. Он может понадобиться вам при сверлении глухих отверстий.
Чем и как ровно и точно рассверлить отверстие в металле
Металлообработка выполняется специальным режущим инструментом, при помощи машин и механизмов. Сверление отверстий в металле — дело непростое. Эта технологическая операция требует элементарных знаний о материале, станках и технологии резания. Иногда бывает трудно подобрать сверло с учётом разной степени твёрдости металла и выбрать режимы резания.
Необходимые инструменты
Профессиональные свёрла для металла (например, Bosch, Makita, Metabo или Hawera) изготавливаются исключительно из быстрорежущей стали HSS. Некоторые покрываются защитным слоем, который повышает их износоустойчивость при сверлении.
Ручной инструмент — дрель и свёрла следует выбирать тщательно. Если в этой области нет опыта, необходимо получить консультацию у работника магазина. Не всегда покупка дорогого бура высокого класса даёт гарантию его долгой службы.
Соблюдение технологии получения отверстий в металле и правильно подобранное сверло значительно увеличивает срок его службы и предохраняет от преждевременного износа. Основные правила эксплуатации режущего инструмента:
- Подбор подходящего типа буравчика для сверления металла определённой твёрдости. Многие производители разработали целые программы, по которым можно подобрать подходящий инструмент.
- Выбор режимов резания, установка правильной скорости вращения.
- Правильно подобранная подача, применение соответствующей силы нажима на режущий инструмент.
- Применение охлаждения. Рекомендуется эмульсия на базе масла.
- Правильное крепление материала (например, в тисках).
- Крепление дрели к стойке, точно и перпендикулярно.
- Применение расширенного набора прокладок при сверлении сквозных отверстий.
Технологический процесс
Сверление — это процесс удаления с помощью бура небольших частей обрабатываемого материала, стружки. Во время бурения повышается температура заготовки. Режущее усилие приводят к повреждению, сила трения вызывает изменение геометрии режущей кромки, плюс высокая температура, в итоге инструмент постепенно тупится.
Большинство свёрл изготавливают из быстрорежущей стали с различным содержанием кобальта. Очень важно, чтобы оно было правильно заточено: режущие кромки были равной длины, перемычка между ними находилась по оси режущего инструмента.
Это даёт гарантию того, что обе кромки в процессе бурения будут выполнять идентичную работу. Сверло не будет иметь биения, диаметр отверстия будет отвечать размеру, сведётся к минимуму нагревание детали и инструмента.
Бур-сверло с коррекцией фаски имеют меньшую перемычку, за счёт этого удлиняются режущие кромки. Такими свёрлами можно сверлить отверстие без предварительной разметки керном.
Выбор свёрл зависит от типа выполняемой работы. Оптимальными являются свёрла NWKa HSS Baildon для сверления:
- конструкционной стали;
- чугуна;
- латуни;
- бронзы;
- алюминия;
- пластмассы;
- дерева.
Сверление металла
Особенностью свёрл является наличие острой кромки, позволяющей выполнять механическую обработку материала. Они имеют равный диаметр по всей длине, а лезвие заточено под углом 118°. Угол заточки меняется в зависимости от твёрдости материала, например, для легированной стали, он составляет 135°. Свёрла этого типа изготовлены из стали HSS с 5-процентной примесью кобальта. Во время работы они требуют охлаждения специальным маслом для бурения.
Чтобы дюзу в металле пробуравить ровно и точно, необходимо применить направляющее приспособление — кондуктор.
Во время бурения лучше всего применять как можно меньше усилия. При сверлении сквозного отверстия, когда приближается момент выхода режущего инструмента, необходимо уменьшить подачу, чтобы не вырвало деталь, не сломалось сверло, не образовались заусенцы.
Для получения конусного отверстия в металле применяется конический бур. Он используется как самостоятельный инструмент. Им можно рассверлить цилиндрическое отверстие, превратив его в коническое. Конусное отверстие в металле выполняют на токарном станке, чтобы просверлить, расточить резцом полученную дюзу.
Режимы резания
Наиболее распространённая ошибка — это применение слишком большой скорости сверления. Чем труднее обрабатывается материал, тем меньше скорость бурения следует применять. Например, в случае сверления 8-мм отверстия в латуни скорость сверления должна составлять 2500 об./минуту, для более твёрдой легированной стали — 800 об./минуту. Лучший признак выбора правильной скорости сверления — это красивая и длинная стружка.
В зависимости от того, какой инструмент выбрать, важными являются параметры резания. Необходимо правильно подобрать скорость вращения и подачу. Лучшие параметры обеспечивают настольные сверлильные станки, но не везде их можно использовать. Необходимо следовать принципу, чем ниже обороты и меньше подача, тем дольше будет служить инструмент.
Например, берется нержавеющая сталь, отверстие 8 мм, толщина 4 мм, лосьон или масло для охлаждения, сверло HSS, дрель или сверлильный станок: Обороты не должны превышать 400 об/мин, а подача не может быть больше, чем 0,10 мм/оборот. Другими словами, можно сверлить со скоростью не выше 400 об/мин. Но эта скорость не является оптимальной. Поэтому оптимально будет, например: 170 об/мин, и подача на каждые 30 оборотов 1 мм (в три раза меньше, чем рекомендуется).
Очень важно охлаждение сверла в процессе сверления. Используйте эмульсии, масло, спреи для бурения. Нужно избегать воды, так как она не имеет свойств смазочных жидкостей, а лишь охлаждает.
Отверстия большого диаметра
На вопрос, как просверлить отверстие большого диаметра в металле, ответ один: в технологическом процессе рассверливания горловин. Например, нужно увеличить горловину и получить размер тридцать миллиметров в диаметре. Сначала сверлится инструментом меньшего диаметра, например, четыре миллиметра, потом под размер 8 миллиметров, дальше — 12 миллиметров, и так каждый размер расширяется до результата.
Горловину большого диаметра в изделии можно сделать на токарном станке. Операция выглядит следующим образом: сверление отверстия, растачивание горловины нужного размера. По мере необходимости предварительного засверливания процесс можно разделить на этапы: сверление малого диаметра, рассверливание с постепенным увеличением диаметра сверла.
Бурение тонкой жести
Особенностью получения проймы в тонком листе металла является его надёжное крепление. После выхода сверла на другую сторону есть опасность, что лист может внезапно заклинить и вырваться, если его держали в руках. Лучшим способом надёжного крепления листа является струбцина. В этом случае риск, что жесть будет вырвана, гораздо меньший. Уменьшается количество образовавшихся заусенцев, что значительно облегчит отделочную обработку элемента.
Если металл имеет толщину 0,1 миллиметра, можно сделать пробоину без дрели, применив инструмент для пробивки отверстий в металле. Конструкция его очень простая, наподобие пассатижей. К одному рычагу прикреплён пуансон, к другому — матрица. Принцип таков же, как у холодной прошивки при помощи штампа.
Чтобы прорезать в листовой стали сквозной паз, нужно, согласно размеру, насверлить последовательный ряд дырочек, соединив их в единую прорезь при помощи зубила и молотка. Для этого необходимо отрубить перемычки между дырками и неровности зачистить напильником.
Металлические трубы
В случае сверления металлической трубы следует убедиться в том, что заготовка надёжно закреплена в тисках. Желательно дрель закрепить на вертикальной стойке. Вставить внутрь трубы обрезок древесины, одинаковый по форме и размеру, что сохранит трубу от деформации. В этом случае применять малую подачу.
Получение узких дюз
Сверление глубоких отверстий малого диаметра можно сделать только на специальном или токарном станке с применением приспособления. Деталь зажимается в 3-кулачковый патрон и проверяется индикатором на биение. Приспособление крепится на резцедержателе. Сверлильный патрон со сверлом устанавливается в приспособление. Сначала делается центровка отверстия, затем сверлится дюз на заданную глубину. Применять заднюю бабку проблематично, так как свергло нужно постоянно выводить для выхода стружки и смазки.
Для получения вертикальных отверстий применяется приспособление для сверления под прямым углом. Для электродрели это вертикальная стойка под углом 90 градусов к основанию. Проще всего использовать вертикально-сверлильный станок.
Сверление отверстий в металле: способы, инструменты, полезные советы
Работа по сверлению отверстий в металле, в зависимости от вида отверстий и свойств металла, может выполняться разным инструментом и с использованием различных приёмов.
Сверление отверстий в металле может понадобиться при ремонте инженерных систем, бытовой техники, автомобиля, создании конструкций из листовой и профильной стали, конструировании поделок из алюминия и меди, при изготовлении плат для радиоаппаратуры и во многих других случаях. Важно понимать, какой инструмент нужен для каждого вида работ, чтобы отверстия получились нужного диаметра и в строго намеченном месте, и какие меры безопасности помогут избежать травм.
Инструменты, приспособления, сверла
Основными инструментами для сверления являются ручные и электрические дрели, а также, при возможности, сверлильные станки. Рабочий орган этих механизмов — сверло — может иметь различную форму.
- спиральные (наиболее распространённые);
- винтовые;
- коронки;
- конусные;
- перовые и т. д.
Производство свёрл различной конструкции нормируется многочисленными ГОСТами. Свёрла до Ø 2 мм не имеют маркировку, до Ø 3 мм — на хвостовике указано сечение и марка стали, большие диаметры могут содержать дополнительную информацию. Для получения отверстия определённого диаметра нужно взять сверло на несколько десятых миллиметра меньше. Чем лучше заточено сверло, тем меньше разница между этими диаметрами.
Свёрла отличаются не только диаметром, но и длиной — производятся короткие, удлинённые и длинные. Важной информацией является и предельная твёрдость обрабатываемого металла. Хвостовик свёрл может быть цилиндрическим и коническим, что следует иметь в виду при подборе сверлильного патрона или переходной втулки.
1. Сверло с цилиндрическим хвостовиком. 2. Сверло с коническим хвостовиком. 3. Сверло с мечиком для резьбы. 4. Центровое сверло. 5. Сверло с двумя диаметрами. 6. Центровочное сверло. 7. Коническое сверло. 8. Коническое многоступенчатое сверло
Для некоторых работ и материалов требуется выполнение специальной заточки. Чем твёрже обрабатываемый металл, тем острее должна быть заточена кромка. Для тонколистового металла обычное спиральное сверло может не подойти, понадобится инструмент со специальной заточкой. Подробные рекомендации для различного типа свёрл и обрабатываемых металлов (толщина, твёрдость, тип отверстия) достаточно обширны, и в этой статье мы их рассматривать не будем.
Различные типы заточки сверла. 1. Для жёсткой стали. 2. Для нержавеющей стали. 3. Для меди и медных сплавов. 4. Для алюминия и алюминиевых сплавов. 5. Для чугуна. 6. Бакелит
1. Стандартная заточка. 2. Свободная заточка. 3. Разбавленная заточка. 4. Тяжёлая заточка. 5. Раздельная заточка
Для закрепления деталей перед сверлением используют тиски, упоры, кондукторы, уголки, прихваты с болтами и другие приспособления. Это не только требование безопасности, так на самом деле удобнее, и отверстия получаются более качественные.
Для снятия фасок и обработки поверхности канала пользуются зенковкой цилиндрической или конической формы, а для наметки точки под сверление и чтобы сверло «не соскочило» — молоток и кернер.
Совет! Лучшими свёрлами до сих пор считаются выпущенные в СССР — точное следование ГОСТ по геометрии и составу металла. Хороши и немецкие Ruko с титановым напылением, а также свёрла от Bosch — проверенное качество. Хорошие отзывы о продукции Haisser — мощные, как правило, большого диаметра. Достойно показали себя свёрла «Зубр», особенно серии «Кобальт».
Режимы сверления
Очень важно правильно закрепить и направить сверло, а также выбрать режим резания.
При выполнении отверстий в металле сверлением важными факторами являются количество оборотов сверла и усилие на подачу, прилагаемое к сверлу, направленное по его оси, обеспечивающее заглубление сверла при одном обороте (мм/об). При работе с различными металлами и свёрлами рекомендуются различные режимы резания, причём чем твёрже обрабатываемый металл и чем больше диаметр сверла, тем меньше рекомендуемая скорость резания. Показатель правильного режима — красивая, длинная стружка.
Воспользуйтесь таблицами, чтобы правильно выбрать режим и не затупить сверло преждевременно.
Таблица 1. Рекомендуемые скорости резания отверстий L/D ≤ 3, приведённые для быстрорежущей стали средней твёрдости
Способы сверления металла: свёрла и приспособления
Узнаем все тонкости и способы сверления металла — выбор инструмента, заточки и режимов резания.
Просверлить отверстие в металле — что может быть проще? Есть, однако, в этой слесарной операции довольно много тонкостей, касающихся правильного выбора инструмента, заточки и режимов резания.
Как просверлить отверстие в металле
- Виды свёрл по металлу и техника их заточки
- Как правильно сверлить металл
Для проделывания отверстий в металле используют свёрла — механические стержни из сплава, который твёрже, чем обрабатываемая деталь. Свёрла по металлу изготавливают из быстрорежущей стали марок Р6М5, Р9, Р18 под общим обозначением HSS, либо из твёрдых сплавов: ВК, Т5К10, предназначенных для обработки закалённых и твёрдосплавных заготовок.
Сверло состоит из трёх элементов:
- Кромки врезаются в дно отверстия и снимают с него тонкую стружку.
- Спиральная нарезка выталкивает стружку из отверстия.
- Хвостовик предназначен для крепления сверла в патроне инструмента.
О режущих кромках стоит рассказать более подробно. Это два скоса на остром конце сверла, которые сходятся в вершине — самой выступающей точке передней части, образуя перемычку. Угол, под которым сходятся кромки, называют главным углом при вершине, его величина стандартизирована для различных материалов и режимов обработки:
- Твёрдая сталь и нержавейка: 135–140°
- Конструкционная сталь: 135°
- Алюминий, бронза, латунь: 115–120°
- Медь: 100°
- Чугун: 120° задний угол и 90° угол заточки кромки
Каждая кромка также имеет собственный угол заточки порядка 20–35°, определяющий её остроту. Этот угол, называемый задним, обеспечивает касание сверла к металлу только по линии кромок, при этом за ними остаётся свободное пространство. Такая форма необходима для более лёгкого снятия и выброса стружки. У некоторых свёрл кромка заточена под более тупым углом, вплоть до прямого. Такие режущие кромки хорошо справляются с обработкой хрупких металлов, например, чугуна, латуни и бронзы.
Спиральная часть включает несколько канавок для отвода стружки, на вершине которых расположены дополнительные кромки, плоскость которых параллельна оси сверла. Это так называемая ленточка, которая при погружении сверла подчищает стенки отверстия и способствует более качественной центровке.
Виды свёрл по металлу и техника их заточки
Выше мы рассмотрели базовую разновидность свёрл. Чтобы понять, как формируются углы при заточке, нужно лишь немного знаний и практики. Точить свёрла лучше всего на шлифовальном станке с подручником, в худшем случае можно воспользоваться универсальной заточной машинкой. На УШМ свёрла точить нельзя: во-первых, это противоречит технике безопасности при работе с этим электроинструментом, а во-вторых, из-за большой скорости вращения металл сильно перегревается и отпускается, становясь мягким.
При заточке сверло устанавливается на подручник так, чтобы его режущая часть была немного приподнята. Проворачивая сверло и сдвигая хвостовик влево, нужно добиться, чтобы режущая кромка расположилась строго горизонтально и параллельно торцу круга. Затачивать левую и правую кромку нужно поочерёдно, снимая тонкий слой металла и периодически охлаждая сверло в воде.
Если просто зафиксировать сверло в требуемом положении и подвести его к наждаку, правильно обточить заднюю поверхность не удастся. Из-за того что точильный камень круглый, затылочная часть кромки получается вогнутой. Это приводит к быстрому затуплению кромки и проблемам с отводом стружки. Чтобы избежать такого явления, переднюю часть сверла после касания о камень нужно немного приподымать, подавая вперёд и не снимая нажима. Так формируется выпуклая задняя поверхность, которая намного лучше воспринимает нагрузку при резании.
Обточка кромок должна выполняться до выведения острых граней без сколов и заусенцев. При этом съём с обеих сторон должен быть равномерным, о чём можно судить по форме и положению остающейся перемычки, а также по длине самих кромок. Если перемычка будет смещена, сверло будет вращаться эксцентрично, что приведёт к увеличению диаметра отверстия. Этот эффект можно использовать, если в наличии нет сверла нужного диаметра.
Когда основные кромки выведены, выполняется стачивание перемычки. Для этого сверло нужно поставить на подручник под углом около 45° и прижать задней частью к ребру круга, не задевая режущую кромку. На перемычке образуются две небольшие насечки длиной до 1/10 диаметра сверла, которые выполняют роль заходных и центрирующих кромок.
Более специфическая разновидность свёрл используется для сверления тонколистового металла. При изготовлении глубокого отверстия сверло сначала центрируется вершиной, а на выходе удерживается ленточками спиральной части. Однако в тонком металле вершина проходит насквозь до того, как ленточки упираются в края, из-за чего отверстие получается рваным, смещённым или овальным.
В таких ситуациях лучше использовать сверло перьевого типа, имеющее центрирующий носик. Изготовить такое можно из обычного сверла по металлу, переточив его определённым образом. Всё делается так же и с теми же углами, но при этом кромки не развёрнуты от вершины к краям, а сведены навстречу друг другу. Перьевое сверло нужно затачивать о край камня, оставляя перемычку нетронутой. Стачивание кромок выполняется до тех пор, пока перемычка не образует носик, выступающий над вершинами режущей части на 1–2 мм.
Третий вид свёрл по металлу — конусные ступенчатые. У них есть несколько режущих кромок различного диаметра, что позволяет проделывать разные по размеру отверстия всего одним инструментом. Однако, несмотря на кажущуюся универсальность, найти действительно хорошее ступенчатое сверло довольно сложно, а его стоимость составит не менее $25. Другой минус — заточку таких свёрл можно выполнить только на специализированном станке.
Для сверления твёрдых сплавов и закалённой стали лучше использовать победитовые свёрла по бетону. Их заточка изначально рассчитана на дробящее действие, однако если вывести кромки под углом при вершине около 135° и заточить их под углом 20°, даже в очень твёрдой детали можно без усилий проделать аккуратное отверстие.
Как правильно сверлить металл
Вне зависимости от того, выполняется сверление дрелью или на станке, главное — правильно выбрать скорость вращения. В большинстве случаев оптимальная скорость находится в диапазоне 1800–2500 об/мин, однако на практике могут выбираться совершенно разные значения в зависимости от точности заточки и свойств материала.
Для эффективного и быстрого сверления не обойтись без умения правильно соотносить скорость вращения и усилие подачи. Легко почувствовать, как сверло врезается в металл, непрерывно выделяя стружку, и само начинает заглубляться в дно отверстия без существенного усилия. Обороты при этом, как правило, довольно низкие — порядка 300–500 об/мин.
Лучший показатель, что процесс сверления проходит технологически верно, а сверло заточено правильно — равномерный выход стружки с обеих спиральных канавок. Качество стружки — тоже значимый показатель:
- при сверлении стали выделяется цельная стружка в виде длинных спиралей;
- чугун, закалённая сталь и прочие хрупкие материалы образуют россыпь иголок;
- алюминий сверлится с образованием коротких завитков;
- при сверлении нержавейки могут получаться пыль и мелкие хлопья.
Если сверло не врезается в металл, а трёт по нему с характерным писком, либо на выходе образуется нетипичный вид стружки, лучше остановиться и поправить заточку, иначе есть риск отпуска металла от перегрева или слома рабочей части.
Обязательно соблюдение техники безопасности! Сверлить следует без перчаток, защитив глаза слесарными очками.
Перед началом сверления необходимо разметить все отверстия, которые нужно проделать в детали. Центр каждого отверстия следует наметить кернером. Сначала сверлится небольшая лунка глубиной 2–3 мм, в неё вносится несколько капель машинного масла. Нужно научиться позволять сверлу самому выполнять свою работу: сначала сильно прижать инструмент, а когда произойдёт врезание кромок в металл — ослабить нажим и просто слегка придавливать, удерживая равномерную скорость вращения.
Вместо масла могут использоваться и другие охлаждающие жидкости. Так, при сверлении нержавейки сверло нужно смачивать олеиновой кислотой. Её испарения вредны, поэтому работать необходимо в респираторе. Для охлаждения также хорошо подходит керосин и мыльная вода — брусок хозяйственного на литр.
Особое внимание требуется в момент выхода сверла при сверлении сквозных отверстий. Достаточно часто в таких случаях тонкое дно прорывается с образованием крупных заусенцев, которые попадают в спиральные канавки и затягивают сверло вперёд. На выходе из детали требуется ослабить нажим и немного увеличить обороты.
Сверлить отверстия большого диаметра лучше в несколько этапов, постепенно увеличивая диаметр сверла. Это не только снизит нагрузку на инструмент, но также продлит срок жизни заточки и обеспечит чистоту обработки. Отверстия диаметром свыше 13 мм лучше сверлить с помощью коронок. Вместо масла рекомендуется использовать консистентную смазку, так будет меньше брызг. Коронке нужно периодически давать время остыть, а во время работы тщательно следить за тем, чтобы зубья погружались равномерно, иными словами — держать шпиндель строго перпендикулярно поверхности детали.
Завершающий этап сверления — снятие фасок с обеих сторон отверстия. Для этого можно использовать зенковку, а при её отсутствии — сверло вдвое большего диаметра, которое подаётся с минимальным усилием на больших оборотах. Для снятия заусенцев с больших отверстий разумно воспользоваться круглым напильником и наждачной бумагой. опубликовано econet.ru
Если у вас возникли вопросы по этой теме, задайте их специалистам и читателям нашего проекта здесь.
Понравилась статья? Напишите свое мнение в комментариях.
Подпишитесь на наш ФБ: