Содержание
- Токарно-фрезерный станок по металлу
- Технические характеристики
- Устройство оборудования
- Классификация токарно фрезерных станков
- Рекомендации по выбору токарно фрезерного станка
- Приспособления для токарного станка по металлу
- Приспособления для фиксации заготовок
- Дополнительные опоры
- Приспособления для фрезерования и шлифовки
- Современные фрезерные приспособления для токарного станка
- Виды и назначение
- Какое оборудование использовать?
- Дополнительные детали
- Особенности использования кулачковых патронов
- Советы мастеров
- Технология фрезеровки металла
- Классификация фрезеровки
- Технология фрезеровки
- Фрезерование титановых деталей
- Фрезерование на токарном станке по металлу
Фрезерование на токарном станке по металлу
Токарно-фрезерный станок по металлу
Токарно-фрезерный станок позволяет сделать деталь полностью, закрепив ее в шпинделе или центрах. Он одновременно выполняет функции различного узкоспециализированного оборудования: токарного, сверлильного, фрезерного. В зависимости от типа производства, приобретаются маленькие станки настольные или большие, высокопроизводительные.
Технические характеристики
Обработка на токарно фрезерном оборудовании совмещает точение цилиндрических поверхностей стационарно установленным резцом при вращении самой детали. С одной установки производится и фрезеровка – плоская обработка вращающимися инструментами. Станки с программным управлением работают самостоятельно и выполняют полностью все операции с высокой точностью. Достаточно набрать программу, задать допуски на размеры и класс чистоты поверхности. Такие станки называют токарными центрами с ЧПУ.
Токарно фрезерные станки имеют общие технические характеристики:
- мощность;
- размеры заготовок;
- потребляемое напряжение;
- обрабатываемый материал;
- тип сверлильно-фрезерного шпинделя;
- расстояние между центрами;
- максимальный ход фрезерного суппорта;
- максимальный диаметр обработки над станиной и суппортом;
- обороты и скорость фрезерного шпинделя.
Производство деталей на станке
Выпускать небольшое количество запчастей можно на простом оборудовании весом менее 1 т. Верстачный токарно-фрезерный станок при относительно небольшой стоимости способен производить большие партии деталей, необходимых для ремонта автомобилей, бытовой техники и других механизмов. Он выполняет операции:
- точение продольное и поперечное;
- сверление;
- нарезка резьбы;
- фрезеровка пазов и шлицов;
- растачивание;
- фрезерование плоскостей и граней;
- шлифовка круглая и плоская.
Обрабатывать можно длинные и плоские заготовки. Настольные и верстачные модели токарных центров имеют высокую производительность и способны обеспечить продукцией небольшое предприятие.
Устройство оборудования
Устройство токарно-фрезерных станков совмещает узлы разного вида оборудования узкой специализации. От токарного у него:
- станина;
- шпиндель;
- винт для нарезки резьбы;
- суппорт;
- задняя бабка.
Двигатель для вращения фрезерного инструмента может располагаться на токарном суппорте. К нему подключается конус для крепления фрез, сверл и метчиков. Количество операций ограничено продольными фрезеровками, сверловкой и нарезкой резьбы. Фрезы используют только наборные и с твердосплавными пластинами.
Комбинированный токарно-фрезерный станок имеет второй суппорт с отдельным приводом для вращения фрезерного инструмента. Это позволяет обрабатывать плоскости под углом с высокой точностью и чистотой поверхности. Устанавливать можно цилиндрические, торцевые, дисковые и концевые фрезы, развертки, сверла, метчики.
Токарно-фрезерный станок с ЧПУ
Установка блока ЧПУ – числового программного управления – позволяет задавать нужные параметры работы. Станок самостоятельно выполняет обработку детали и останавливается. Оператор устанавливает новую заготовку и запускает процесс обработки. Наличие бункера на больших токарных центрах с ЧПУ позволяют станку работать без остановок. Установка заготовки и пуск следующего цикла операций производится автоматически.
Классификация токарно фрезерных станков
Классифицируют токарные обрабатывающие центры по нескольким параметрам: размер и вес, тип фрезерного суппорта, сложность и универсальность оборудования.
По мощности и размерам токарные центры условно делятся по весу:
- мини – весом менее 1000 кг;
- средние от 1 т до 10 т;
- большие весят более 10 т.
К мини относятся настольные токарно фрезерные станки по металлу и дереву. Они имеют вес 300 – 400 кг и позволяют обрабатывать детали длиной до 700 мм. Удлиненная станина дает возможность работать с заготовками до 1200 мм длиной. Диаметр цилиндрической поверхности не превышает 90 мм. Особенностью настольных токарно фрезерных станков является их компактность и возможность расположения в домашней мастерской.
Мини токарно-фрезерный станок
Настольный обрабатывающий центр по металлу с ЧПУ способен изготавливать сложные изделия с точностью до 0,01 мм и контролировать угол до 0,001°.
К классу мини относится и токарный станок по дереву. Относительно низкая твердость материала позволяет выпускать модели с двигателями, питающимися от сети в 220 V с потребительской частотой 50 Гц. Достаточно трехфазное подключение к бытовой розетке с заземлением.
Тип и привод фрезерной головки
По конструкции фрезерного шпинделя различают токарные центры;
- простые;
- с приводным центром;
- шпиндель с С-осью;
- с противошпинделем.
Схема устройства представляет соединение рабочих узлов с разного оборудования на станине токарного станка. Продольная обработка точением производится при вращении заготовки и стационарно закрепленном инструменте – резце. Фрезерный инструмент вращается от отдельного привода, режет поверхность и сверлит неподвижную болванку. Простая конструкция оборудования предполагает ручное управление. Для изготовления больших партий одинаковых деталей подключают ЧПУ.
Сложные фрезерные станки с ЧПУ имеют шпиндель с С-осью. Расположение фрезерного инструмента и самостоятельное его перемещение параллельно основной оси позволяет делать сложные детали с обработкой боковых поверхностей и торцов.
По назначению и сложности
По назначению, и сложности обработки токарные центры делятся:
- деревообрабатывающие;
- настольные по металлу;
- многофункциональные;
- универсальные.
Управление деревообрабатывающими станками допускается ручное, при единичном изготовлении деталей и малыми партиями. Серии повторяющихся запчастей проще делать, подключив ЧПУ. Оператор набирает программу, устанавливает заготовку и нажимает кнопку пуска. Дальнейшее пребывание его возле станка не обязательно. Используют в столярных мастерских для изготовления ножек и стоек мебели.
Деревообрабатывающий токарный станок с фрезерной головкой
Настольные и верстачные станки по металлу применяются в мастерских с изготовлением продукции небольшими партиями и на крупных предприятиях, выпускающих большое количество различного оборудования. При малой нагрузке и единичном изготовлении управляются вручную. Большинство из них имеют ЧПУ и могут подключаться к компьютеру. Они обрабатывают детали сложной конфигурации с высокой точностью. Самостоятельно контролировать размеры не могут. При стирании режущей кромки и поломке инструмента продолжают работать по заданной программе. Оператор должен периодически проверять резцы и фрезы на целостность пластин и контролировать основные размеры.
Установленный на место задней бабки противошпиндель увеличивает количество выполняемых одновременно операций.
При наличии независимых суппортов и числового программного управления, плоские заготовки ставятся по 2 и обрабатываются одновременно. Возможна поочередная обработка одной заготовки в разных шпинделях. Многофункциональный токарный центр с ЧПУ имеет высокую производительность и позволяет обрабатывать детали со всех сторон, включая торцы. Точение, сверловка и фрезеровка производятся в любой плоскости и под углом.
Универсальные станки
Универсальные токарные станки с фрезерной головой имеют суппорт, расположенный параллельно оси детали – С-шпиндель. В нем крепится фрезерный инструмент и вращается от независимого двигателя. Головка с фрезой может перемещаться в любом направлении, производя обработку под разными углами. Сменщик меняет фрезерный инструмент по заданной программе, увеличивая количество операций. Станок выполняет:
- точение цилиндрическое, коническое, торцевое;
- изготовление червяков;
- фрезеровку;
- сверловку;
- расточку;
- торцовку;
- зацентровку;
- нарезку внутренней резьбы;
- нарезку наружной резьбы резцом и плашкой;
- фрезеровку пазов;
- фрезеровку зуба;
- шлифовку;
- долбежку.
В результате получаются детали любой конфигурации, с проточками, канавками и отверстиями, как по торцам, так и на боковых сторонах. При этом выдерживается высокая точность и соосность всех рабочих поверхностей, поскольку обработка производится с одной установки.
При изготовлении валков и других деталей со сложной конфигурацией, применяется копир.
Универсальный центр движется, повторяя форму шаблона, установленного на станке. Делается специальный плоский копир и вставляется в специальное отделение программного блока. Резец при движении повторяет его форму. При подключении станка с ЧПУ к компьютеру, копир не нужен, движение инструмента контролируется специальной программой. В результате станок обрабатывает заготовки по заданной кривой линии. Получаются детали со сложной поверхностью в виде парабол, синусоид, кривых с разными радиусами и плавными переходами.
Токарно фрезерные станки с ЧПУ по металлу, имеют заложенную в программу корректировку действий. Например, при нагреве они снижают количество оборотов, уменьшая нагрузку. Если температура достигает критического значения, станок самостоятельно останавливается. Продолжить работу можно после охлаждения.
В старых моделях программа не корректируется, и работа станка начинается с первой операции. Некоторое время инструмент режет воздух. Затем продолжается обычная обработка. Современные станки с ЧПУ после аварийной остановки и охлаждения могут самостоятельно включиться и продолжить работу. Вмешательство оператора не требуется.
Рекомендации по выбору токарно фрезерного станка
Фрезерный станок по дереву подойдет для работы в домашней мастерской. Фирме по производству мебели удобнее будет обрабатывать детали на оборудовании с ЧПУ. Программа обеспечит выпуск совершенно одинаковых ножек и стоек при минимальном участии человека.
Выбор токарно-фрезерного станка начинается с анализа потребности в деталях различной сложности.
Если надо делать запчасти к машинам, которые ремонтируются в мастерской, достаточно токарно фрезерного станка по металлу.
Небольшой настольный агрегат полностью удовлетворит потребности в деталях для ремонта. На нем можно выточить даже коленвал легкового автомобиля, тормозные диски, нестандартный крепеж. Затраты на покупку оборудования с ЧПУ не оправдают себя.
Не все мастерские имеют возможность подключения к промышленной линии с напряжением в 380 V. Среди оборудования класса мини можно найти работающее от потребительской сети 220 V. Не надо тянуть кабель специально из-за возможности включить фрезерный станок.
Эксплуатация токарно-фрезерного станка
Большие токарные станки ЧПУ подходят для массового производства деталей большими партиями. В памяти блока управления сохраняется несколько набранных программ. Оператору надо только набрать код загружаемой партии.
Приспособления для токарного станка по металлу
Функциональные возможности токарного станка во многом определяются применением специальных приспособлений. С их помощью можно выполнять дополнительные операции (фрезерование, шлифовка, нарезка резьб и т. д.), упростить выполнение работ или обеспечить фиксацию деталей со сложной конфигурацией.
Приспособления для фиксации заготовок
Для крепления заготовок используются универсальные приспособления – центры, втулки и оправки. Центры применяются для деталей длиной более трех метров с базовыми поверхностями в форме центровых отверстий. В зависимости от конструкции они подразделяются на вращающиеся и неподвижные, устанавливаются в пиноли передней и задней бабки. Угол конуса переднего центра зависит от типа работ. Для обычных операций он равен 60°, для тяжелых работ – 90°. Материалом является инструментальная сталь с твердостью HRC 55-58.
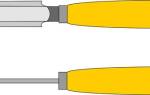
Существуют различные варианты конструкции центров для выполнения специальных операций:
- Рифленые центры для обработки пустотелых заготовок.
- Центры с выточкой. Применяются для подрезки торца.
- Подпружиненные или «плавающие центры – для точной установки деталей по торцу.
На рисунке выше представлены конструкции центров: а — обыкновенный; б — рифленый; в — с выточкой, г — вращающийся для заготовок с центровыми углублениями; д — вращающийся для заготовок с коническими концами.
В том случае, если деталь не может быть зафиксирована в патроне, например по причине неправильной геометрической формы, используется специальное приспособление для закрепления заготовок на станках – планшайба. Это плоский диск с радиальными или концентрическими пазами, который крепится к шпинделю станка через фланец. Пазы могут иметь Т-образную или фигурную форму в поперечном сечении. Заготовка центрируется и фиксируется на планшайбы с помощью сменных прихватов и наладок.
Для точения некоторых заготовок с внутренними сквозными отверстиями применяется фиксация с помощью оправки. Данные приспособления подразделяются на центровые и шпиндельные. В свою очередь центровые подразделяются на цельные и разжимные.
На рисунке выше показаны оправки в разрезе: а — центровые; б — шпиндельная; 1 — стержень; 2 — заготовка; 3 — разрезной элемент; 4 — гайка.
Дополнительные опоры
При обработке заготовок большой длины и малого диаметра, для обеспечения надежной фиксации применятся дополнительные опоры – люнеты. Они необходимы для повышения жесткости обрабатываемых заготовок. В зависимости от конструкции люнеты могут быть:
- подвижными;
- неподвижными;
- модернизированными с самоустанавливающейся муфтой;
- самоцентрирующимися, с встроенными в кулачки подшипниками.
Неподвижные приспособления применяются для обработки заготовок валов, длина которых превышает 10 диаметров изделия. Перед установкой люнета необходимо закрепит заготовку в центрах и проточить шейку под кулачки. Сам люнет состоит из чугунного корпуса с откидной крышкой для облегчения фиксации заготовки. Корпус крепится к станине планкой и болтом. Кулачки перемещаются с помощью регулирующих винтов, для их фиксации в нужном положении используются специальные винты. В некоторых конструкциях вместо кулачков используются ролики для снижения силы трения.
Подвижные люнеты устанавливаются непосредственно на каретку суппорта. Данное приспособления также используется для точения длинных валов, в частности для чистовой обработки, нарезки резьбы и других операций. Регулируемая кулачковая система позволяет настроить люнет под размер вала.
Приспособления для фрезерования и шлифовки
В современной металлообработке широко применяются приспособления для фрезерования поверхности обрабатываемой детали. С его помощью можно производить выборку пазов и канавок, контурную обработку и фрезерование плоскостей. На приспособление можно устанавливать торцевые и концевые фрезы для соответствующих операций.
Специальные шлифовальные приспособления применяются при штучном и мелкосерийном производстве, когда экономически нецелесообразно приобретать специальный станок для данной операции. Приспособление для шлифовки имеет собственный электродвигатель который подключается к цепи токарного станка. Головка приспособления имеет собственную станину, которая крепится вместо резцедержателя. Вращение осуществляется с помощью ременной передачи.
Применение различных приспособлений позволяет использовать весь потенциал токарного станка, является экономически оправданным с точки зрения уменьшения эксплуатационных расходов.
Современные фрезерные приспособления для токарного станка
Для расширения функциональности токарного станка рекомендуется применение специальных фрезерных деталей. Они изготавливаются в разнообразных вариантах, что дает возможность с их помощью выполнения разнообразных задач в сфере обработки деталей. Фрезерные приспособления для токарного станка бывают нескольких видов, сложность их конструкции зависит от особенностей поставленной задачи.
Современное оборудование на голову выше советских аналогов, металл, используемый в конструкции, отличается высоким качеством, прочностью и долговечностью. Крепежи агрегата имеют сертификаты качества, а также являются долговечными.
Для проведения работ на подобном агрегате мастерам требуется профильный медицинский осмотр, оборудование требует от специалиста внимательности, щепетильности, хорошего зрения. Финишная обработка любого фрагмента из металла проходит в несколько этапов.
Виды и назначение
Приспособление для токарного станка по металлу изготавливается в трех разновидностях:
- Первый вариант является специальным. С его помощью увеличиваются эксплуатационные возможности агрегата.
- Второй вариант дополнительных частей используется для того чтобы фиксировать инструмент.
- Благодаря применению третьего варианта оборудования фиксируются детали, которые подлежат обработке на токарном станке.
С помощью различной оснастки обеспечивается широкий спектр работ, выполняемых токарным агрегатом:
- качественно закрепляются металлические фрагменты;
- повышается точность обработки металлических заготовок;
- появляется возможность правильно выполнять фрезерные операции;
- ускоряется процесс обработки металлических деталей.
Фрезерное приспособление для токарного станка производится на заводах. Оно характеризуется высоким уровнем прочности, такая особенность обеспечивает ему длительное применение.
Благодаря использованию материалов высокого качества для изготовления оснастки значительно продляется срок ее эксплуатации. В домашних условиях несложно использовать самодельное приспособление для токарного станка по металлу. Наиболее часто осуществляется применение специальной приставки, благодаря которой мастера могут выполнять следующие операции:
- фрезеровать плоскости;
- выбирать пазы и канавки;
- обрабатывать основу с помощью торцевых и концевых фрез;
- контурно обрабатывать разнообразные изделия.
Приспособление для токарного станка дает возможность не только расширить сферу применения оборудования, но и максимально точно выполнять работы по металлообработке.
Какое оборудование использовать?
Выбирать приспособление на токарный станок необходимо в соответствии с поставленными перед оператором задачами. Наиболее часто специалистами осуществляется использование нескольких частей.
Виброопоры – идеально подходит для токарного станка по металлу, а также для шлифовального оборудования. С его помощью обеспечивается увеличение качества обработки детали. Благодаря подобному изделию значительно уменьшается вибрация, такой принцип работы положительно отображается на длительности эксплуатации станка.
Центры. Токарные агрегаты имеют универсальную конструкцию, но она вынуждает мастера использовать специальную оснастку. Благодаря центрам обеспечивается максимально качественная настройка параметров точности.
Патроны. Применение устройства наиболее часто осуществляется в агрегатах по дереву. С помощью подобного оборудования обеспечивается максимально надежная фиксация фрагмента. Крепление патрона осуществляется с помощью болта через хомутик.
Кулачки. Такого вида детали характеризуются присутствием нескольких вариантов исполнения. С их помощью обеспечивается надежная фиксация детали с внешней стороны вала.
Кулачковые токарные патроны – детали используются для фиксации заготовок, которые имеют прямоугольную, цилиндрическую или фасонную форму. Различают несколько разновидностей патронов – двухкулачковые, трехкулачковые и четырехкулачковые. Разрешается применение изделий с разнообразными видами токарных установок.
Подбор оборудования обязан проходить после изучения всех достоинств агрегата, а также анализа условий помещения, где будет установлено оборудование. Дополнительно следует определить, где будет размещаться шкаф с металлическими фрагментами и готовыми изделиями.
Дополнительные детали
Агрегат имеет второстепенные, но довольно важные детали в своей конструкции.
Люнетов. Применяются в конструкциях, которыми проводится обработка металла и дерева. Сферой применения подобных узлов являются фрезерные, токарные и шлифовальные замки. С помощью установок поддерживаются длинные заготовки.
Резцедержателей. Применение агрегатов осуществляется в токарных станках по металлу. Благодаря этим устройствам закрепляются резцы на суппорте. Приспособление имеет поперечное и продольное перемещение по отношению к металлическому фрагменту.
Приспособления для металлорежущих станков производятся в широком ассортименте, особенность дает возможность для токарей подбора наиболее приемлемого варианта в соответствии с поставленными задачами.
В индивидуальном паспорте оборудования всегда указы технические характеристики и ведомственные требования к эксплуатации установки на территории предприятия. Необходимо неуклонно выполнять все условия при установке агрегата.
Несоблюдение техники безопасности, а также ТУ могут привести к нарушению технологического процесса, а также травмам рабочего персонала.
Особенности использования кулачковых патронов
Наиболее часто в металлообрабатывающих агрегатах используются кулачковые патроны. В подобном случае рекомендуется применять двухкулачковые приспособления для токарного станка. Они являются оптимальным вариантом при отсутствии необходимости в максимально точном центрировании.
С их применением осуществляется фиксирование небольших деталей, отливкой, поковок. Кулачковые патроны фиксируют детали, которые имеют строго определенные геометрические параметры. Если необходимо обработать произвольные по конфигурации заготовки, то это требует применения четырехкулачковых патронов.
Самодельные приспособления характеризуются появлением индивидуального привода, такая конструкция дает возможность максимально простого центрирования.
При использовании патронов с таким приводом предоставляется шанс обработки на станке прямоугольных и асимметричных деталей. Квадратные прутки обрабатываются с использованием самоцентрирующихся приспособлений, которые оснащаются четырьмя кулачками.
Часто в металлообрабатывающих станках осуществляется применение трехкулачковых патронов.
С их помощью обеспечивается качественное выполнение работ с прутками, имеющими большое сечение.
Дополнительно они применяются для обработки деталей, имеющих круглую или шестигранную форму. Для такой оснастки характерны высокие усилия зажима, благодаря максимально простой конструкции изделия его переналадку в соответствии с размерами заготовки сможет выполнить любой желающий мастер.
Если трехкулачковые патроны будут активно использоваться, это приведет к потере точности, что является их единственным недостатком.
Советы мастеров
При большом сечении заготовок рекомендуется применение вращающегося и упорного центров. С их помощью обеспечивается эффективное проведение работ по металлу, помещение заготовки в центр происходит только после проведения ее зацентровки.
С торцов вала заготовки с этой целью необходимо выполнить специальные отверстия. Благодаря применению хомутика деталью от шпинделя осуществляется получение вращающегося момента.
Фрезерное оснащение отличается скрупулезностью и ювелирностью, работа проходит в равномерном ритме, от мастера требуется постоянный контроль движения вала.
Патроны, которые выполнены по поводковому типу, характеризуются небольшим корпусом. Его устанавливают на шпиндель токарных станков.
Торцевая часть агрегата оснащается запрессованным пальцем, с его помощью проводится отправка необходимого крутящего момента на хомутик. Фиксация хомутика к детали, которая обрабатывается, осуществляется болтом.
Применение поводкового патрона не проводится при большой величине центрового отверстия заготовок. В таком случае возникает необходимость применения вращающегося центра, имеющего особую конструкцию.
Рабочая часть дополнительных деталей характеризуется выраженной рифленой поверхностью. Если при обработке заготовки необходимо срезать слой большой толщины, тогда необходима установка вращающегося заднего центра на станок. Он позволяет работать оборудованию на высокой скорости.
Приспособления для станков позволяют значительно упростить процесс обработки металлических заготовок. Для обеспечения качественного выполнения работ рекомендуется правильно проводить подбор изделия. С этой целью токарь должен руководствоваться определенными правилами. Он может купить готовое приспособление или сделать его самостоятельно.
Видео по теме: Полезное приспособление для токарного станка
Технология фрезеровки металла
[Фрезеровкой] называют один из видов обработки металлических деталей.
В современном производстве фрезеровка металла распространена ничуть не меньше токарной обработки или сверления.
Первоначально фрезеровка на токарном станке означала обработку путем действия вращающегося элемента (фрезы) на обрабатываемую заготовку.
Сама фреза – это инструмент в виде зубчатого колеса со множеством лезвий, который при помощи фрезерного станка вращается с большой скоростью, что позволяет снимать слои металла в нужных местах.
Долгие годы фрезерные станки работали только в ручном режиме, поэтому процент брака при фрезеровке был довольно высок.
С развитием программирования и технологии появилось новое поколение фрезерных станков – с числовым программным управлением, применение которых намного облегчило работу фрезеровщиков и упростило ее.
Следующим этапом развития фрезеровки стало использование лазера в металлообработке, на современных станках фрезу полностью заменил луч лазера, и теперь, говоря о фрезеровке, мы понимаем не только непосредственный процесс металлообработки, но и написание программ для фрезеровальных станков.
Лазерная обработка металла позволила объединить токарный и фрезерный станки в один механизм, и теперь все чаще можно услышать термин «токарно-фрезерная обработка».
Классификация фрезеровки
Однозначно четкой классификации этого вида металлообработки нет, так как выполняемые работы очень разнообразны.
Кроме разделения по виду станка (лазерная обработка, токарно-фрезерная обработка на механическом станке), из основных видов градаций можно выделить следующие:
- по расположению обрабатываемой детали – горизонтальная, вертикальная фрезеровки и фрезерование под углом;
- по виду используемой фрезы – торцевая, концевая, периферийная, фасонная;
- по направлению вращения фрезы относительно движения заготовки – попутная или встречная.
Последний вид классификации применим для фрезерной обработки массивных деталей, когда первоначальная фрезеровка металла выполняется встречным способом, а для заключительной доводки детали используется попутный способ.
Технология фрезеровки
В зависимости от вида станка, сложности изготавливаемой детали, материала заготовки различается и технология выполнения фрезерной обработки металла.
Рассмотрим это чуть подробнее.
Технология фрезеровки на обычном станке
Работа начинается с подбора фрезы, которая надежно закрепляется на шпинделе станка.
Обработка деталей начинается с небольшой подготовки:
- включается вращение шпинделя, заготовка подводится к фрезе до небольшого соприкосновения с ней;
- стол с заготовкой отводится и шпиндель останавливается;
- устанавливается нужная глубина реза;
- включается вращение шпинделя;
- стол станка с обрабатываемой заготовкой вручную перемещают до соприкосновения с движущейся фрезой.
Обычно для фрезеровки одной детали используется набор фрез, что позволяет повысить производительность выполняемой работы.
Размеры фрез подбираются исходя из заданного стандарта точности, обычно для черновой фрезеровки достаточно достичь 11-ый или 12-ый квалитет точности, а для заключительного этапа фрезеровки – 8-го или 9-го.
В исключительных случаях точность размеров может соответствовать 7-му или 8-му квалитетам. Данным способом часто выполняется фрезеровка стали.
Технология фрезеровки на станке с ЧПУ
Фрезеровка ЧПУ начала применяться не так давно, ее прообразом можно считать используемую на обычных механических станках систему рычагов, которые соединяли шпиндель станка с шаблонной деталью.
И только несколько лет спустя, управление фрезерным станком было поручено компьютеру, а для взаимодействия фрезеровщика-оператора со станком стали писать специальные программы.
Обработка листового материала этим способом позволяет получить предметы большей точности, снизить количество брака, увеличить производительность, а также выпускать серийные детали со сложной геометрией поверхности в большом количестве.
С помощью компьютера станку задается и скорость вращения шпинделя, и параметры его движения (глубина фрезеровки и линейные координаты).
Современные станки позволяют выполнять 3D фрезеровку – это обработка заготовки несколькими фрезами одновременно в разных плоскостях.
При этом предварительно на компьютере строится 3D-модель заготовки, «глядя» на которую станок воспроизводит ее с максимальной точностью.
К квалификации фрезеровщика на станке с ЧПУ предъявляются уже совсем другие требования.
Лазерная металлообработка используется только на станках с ЧПУ.
Такое оборудование сейчас самое дорогое, цена на такую работу выше, чем на механическом станке, но оно позволяет добиться максимальной точности при изготовлении деталей, значительно снижает время на изготовление единицы предмета.
Лазерным станкам с ЧПУ «по плечу» как фрезерование листового металла, так и изготовление сложных по геометрии объемных деталей, исключение составляют только округлые сферообразные конструкции.
Лазерная обработка выполняется в двух вариантах:
- тепловым лазером выжигают металл в нужных местах, по окончании обрабатывая шлифовкой кромку;
- шлифовальный лазер, многократно проходя по одному и тому же месту, снимает минимально возможный слой материала заготовки.
Лазерная обработка оставляет поверхность заготовки гладкой, без заусениц, что позволяет не выполнять шлифование готовой детали.
Технология фрезеровки гбц
Помимо промышленного производства с необходимостью фрезеровки очень часто сталкиваются автолюбители, чьи автомобили используют бензин.
Речь идет о фрезеровке головки блоков цилиндра (иначе называется фрезеровка ГБЦ) – устранении недостатков, проявляющихся в снашивании отдельных деталей мотора автомобиля при его эксплуатации.
Последствиями такого износа может быть прогорание головки блока, что повлечет за собой попадание охлаждающей жидкости в систему смазки, а выхлопных газов – в систему охлаждения.
В результате постоянных температурных изменений металлические части двигателя изнашиваются и искривляются, особенно страдают от этого длинные головки четырех-шести цилиндров и головки из алюминиевого сплава.
Даже если вы разобрали двигатель для смены только лишь прокладки, обязательно осмотрите головки, уделяя особое внимание тем местам, возле которых прокладка прогорела.
Именно в этих местах вы и обнаружите отклонение головок от линейных размеров.
Поводом для фрезерной обработки различных деталей мотора будет перевод машины на другой вид бензина, тюнинг двигателя вашего «железного коня», то есть работы, связанные с увеличением объема камеры сгорания двигателя.
Фрезеровка гбц выполняется только в строго установленных случаях:
- отказ работы двигателя;
- отклонение головки от плоскости более 0,05 мм.
Для самостоятельного определения степени искривления головки используются набор щупов и большая лекальная линейка.
Допустимая степень уменьшения головок регламентируется инструкцией завода-изготовителя, обычно фрезой снимают слой металла толщиной менее 0,3 мм.
Самостоятельное увеличение снимаемой толщины (сверх установленной регламентом завода-изготовителя) может потребовать полную замену головки блока цилиндра.
Самостоятельно выполнить эту работу, конечно, не по силам, а вот золотые руки мастера вернут к жизни двигатель вашего автомобиля.
Для устранения вышеперечисленных недостатков допускается обработка на фрезерных станках как механических, так и с ЧПУ.
Фрезерование титановых деталей
Изделия из титана сейчас все чаще применяются в аэрокосмической промышленности. Титан является одним из самых сложных материалов для обработки фрезой вследствие его низкой теплопроводности.
Говоря простым языком, при фрезеровании титана только небольшая часть тепла отводится со снимаемой стружкой, что вызывает существенный нагрев, как самой заготовки, так и деталей станка.
Несмотря на трудности с фрезерованием титана, для его качественного фрезерования специалисты дают несколько советов:
максимально уменьшите площадь контакта фрезы и заготовки из титана;
тщательно следите за остротой режущей кромки фрезы;
используйте фрезы с увеличенным количеством зубов;
придерживайтесь принципа «от толстой стружки к тонкой»;
начало фрезерования титана выполняйте по дуге;
в конце прохода снимайте фаску под углом 45°;
используйте фрезы с большим вспомогательным задним углом;
тщательно следите за осевой глубиной;
уменьшите осевую глубину фрезерования тонких деталей из титана;
выбирайте фрезу диаметром не более 70% от диаметра паза;
для фрезеровки титана используйте высокоскоростные фрезы.
Цена на фрезеровочные работы зависит от вида станка, геометрии детали и материала заготовки (цена для нержавейки, алюминия, титана будет разной).
Фрезеровка металла (титана, нержавейки, алюминия и пр.) должна выполняться на исправном оборудовании, специально обученным персоналом.
Обращаясь за услугами фрезеровки любого листового металла (титана, нержавейки и др.), уточните, какие станки использует фирма, поинтересуйтесь у знакомых репутацией исполнителя, тогда качество выполненной работы вас не разочарует, не покажется завышенной цена.
Фрезерование на токарном станке по металлу
Основными параметрами задающими режимы резания являются:
-Частота вращения вала шпинделя (n)
-Скорость подачи (S)
-Глубина фрезерования за один проход
Требуемая частота вращения зависит от:
-Типа и характеристик используемого шпинделя
-Режущего инструмента
-Обрабатываемого материала
Частота вращения шпинделя вычисляется по следующей формуле:
D – Диаметр режущей части рабочего инструмента, мм
π – число Пи, 3.14
V – скорость резания (м/мин) — путь пройденный точкой (краем) режущей кромки фрезы в минуту.
Скорость резания (V) берется из справочных таблиц (См ниже).
Обращаем ваше внимание на то, что скорость подачи (S) и скорость резания (V) это не одно и то же.
При расчетах, для фрез малого диаметра значение частоты вращения шпинделя может получиться больше, чем количество оборотов, которое в состоянии обеспечить шпиндель. В данном случае за основу дальнейших расчетов величины (n) берется фактическая максимальная частота вращения шпинделя.
Скорость подачи (S) – скорость перемещения режущего инструмента (оси X/Y), вычисляется по формуле:
fz — подача на один зуб фрезы (мм)
z — количество зубьев фрезы
n — частота вращения шпинделя (об/мин)
Подача на зуб берется из справочных таблиц по обработке тех или иных материалов.
Таблица для расчета режимов резания:
После теоретических расчетов по формулам требуется подкорректировать значение скорости подачи. Необходимо учитывать жесткость станка. Для станков с высокой жесткостью и качеством механики значения скорости подачи выбираются ближе к максимальным расчетным. Для станков с низкой жесткостью следует выбрать меньшие значения скорости подачи.
Глубина фрезерования за один проход (ось Z) зависит от жесткости фрезы, длины режущей кромки и жесткости станка. Подбирается опытным путем, в ходе наблюдения за работой станка, постепенным увеличением глубины резания. Если при работе возникают посторонние вибрации, получаемый рез низкого качества – следует уменьшить глубину за проход и произвести коррекцию скорости подачи.
Скорость врезания по высоте (ось Z) следует выбирать примерно 1/3 – 1/5 от скорости подачи (S).
Краткие рекомендации по выбору фрез:
При выборе фрез нужно учитывать следующие их характеристики:
-Диаметр и рабочая длина. Геометрия фрезы.
-Угол заточки
-Количество режущих кромок
-Материал и качество изготовления фрезы.
Лучше всего отдавать предпочтение фрезам имеющих максимальный диаметр и минимальную длину для выполнении конкретного вида работ.
Короткая фреза большого диаметра обладает повышенной жесткостью, создает значительно меньше вибраций при интенсивной работе, позволяет добиться лучшего качества съема материала. Выбирая фрезу большого диаметра следует учитывать механические характеристики станка и мощность шпинделя, чтобы иметь возможность получить максимальную производительность при обработке.
Для обработки мягких материалов лучше использовать фрезы с острым углом заточки режущей кромки, для твердых – более тупой угол в диапазоне до 70-90 градусов.
Пластики и мягкие материалы лучше всего обрабатывать однозаходными фрезами. Древесину и фанеру – двухзаходными. Черные металлы – 3х/4х заходными.
Материал и качество фрезы определяют срок службы, качество реза и режимы. С фрезами низкого качества сложно добиться расчетных значений скорости подачи на практике.
Примерные режимы резания используемые на практике.
Данная таблица имеет ознакомительный характер. Более точные режимы обработки определяются исходя из качества фрез, вида станка, и др. Подбираются опытным путем.
Полезные ссылки:
Новинки:
Планшетные плоттеры (флюгерный, биговочный, осциллирующий, тангенциальный нож)