Содержание
- Подбираем сварочную проволоку для полуавтомата
- Где применяется присадочный материал
- Маркировка
- Виды проволоки для сварочных работ
- Материал для сварки стали
- Материал для сварки алюминия
- Рекомендации по выбору сварочной проволоки
- Технология сварки полуавтоматом
- Виды проволоки
- Маркировки материала
- Как выбрать нужный материал
- Сварочная проволока для полуавтоматов: виды и необходимая информация
- Разновидности проволоки
- Маркировка
- Диаметр проволоки
- Популярные марки
- Заключение
- Применение сварочной проволоки
- Разновидности
- Классификация
- Маркировка
- Химический состав для сваривания стали
- Производители сварочной проволочной продукции
- Сварочная проволока – надежное соединение металлов
- 1 Классификация проволоки для выполнения сварки
- 2 Как маркируется проволока?
- 3 Алюминиевые и латунные изделия
- 4 ГОСТ 2246 – какой может быть стальная проволока для сварки?
- 5 Порошковый вариант – некоторые особенности
- 6 Дополнительные сведения о проволоке 06Х19Н9Т
Маркировка сварочной проволоки для полуавтомата
Подбираем сварочную проволоку для полуавтомата
Сварочная проволока играет решающую роль в процесс сварки – с ее помощью происходит соединение двух и более элементов в единую конструкцию из металла разного рода. Отличительной чертой присадочного материала является высокое качество сварного шва. Отчасти это обусловлено механизированной подачей электрода, в качестве которого как раз и выступает проволока, однако, немаловажно также и наличие некоторого опыта работы оператора.
Где применяется присадочный материал
Сварочная проволока-электрод для полуавтомата сегодня весьма востребована, так как это основной расходный материал такого оборудования. По составу она должна быть максимально приближена к основному типу используемого для сварочных работ металла. Поэтому существует немало вариаций присадки, однако, более прочих распространена нержавеющая проволока. Ее используют практически повсеместно (разные отрасли промышленности, производство медицинского оборудования, энергетика и многие другие), что обусловлено ее антикоррозийными свойствами и высококачественным сварным соединением.
Смотрим видео, критерии выбора материала:
В зависимости от условий эксплуатации и типа агрегата используются материалы разного состава. Например, сварочная проволока для полуавтомата без газа может отличаться по виду. В данном случае рекомендуется использовать флюс или порошковую проволоку, что обеспечит облако защитного газа без необходимости использования газовых баллонов. Такая присадка по мере сжигания выделяет защитный газ, чего вполне достаточно для выполнения качественного шва.
Маркировка
Сварочная проволока для аппарата полуавтомата существует в большом количестве вариаций (свыше 70), но в широком использовании находятся всего несколько из них. Остальные же по большей части являются узкоспециальными и могут применяться в определенной отрасли промышленности, например, атомной или машиностроительной.
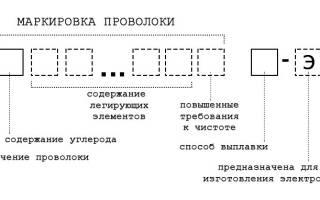
По обозначению можно легко определить состав материала, а также процентное соотношение основных элементов сплава:
Из рисунка становится понятно, какое назначение у проволоки. Это может быть либо СВ (для сварки) либо НП (наплавочная). Содержание углерода показывает процентное содержание этого элемента в составе присадки. Содержание легирующих элементов позволяет определить не только наименование, но также содержание элемента в процентах. Если количество столь мало, что не превышает 1%, то число не входит в обозначение.
Далее указываются определенные требования к чистоте присадочного материала (количество в процентах примесей серы и фосфора). Способ выплавки позволяет получить представление о методе изготовления материала. Если проволочный сварочный полуавтомат использует электрод из проволоки, то об этом можно узнать из обозначения — указывается буква Э.
Виды проволоки для сварочных работ
Для создания качественного соединения металлических деталей используется присадку разных видов, каждый из которых создан для работы при определенных условиях. Проволочный сварочный полуавтомат может выполнять шов посредством следующих видов проволоки:
- Со сплошным сечением;
- Порошковая;
- Активированная.
Если структура присадочного материала сплошного сечения вполне понятна – изделие, полностью выполненное из определенного рода сплава для сварки разных металлов. А вот порошковая сварочная проволока для инверторных полуавтоматов изготавливается по другой технологии. Это полое изделие, внутри которого находится порошкообразный материал. При горении во время сварки образует защитное облако газа именно благодаря такому наполнению.
Данный вид изделий встречается в разных исполнениях: двухслойная проволока, с одним и двумя загибами трубчатой оболочки, классический вариант без изменения конфигурации оболочки. Такое разнообразие исполнений объясняется необходимостью избежать деформаций изделия и преждевременного высыпания внутреннего содержимого проволоки. Однако помимо конструктивных особенностей встречаются разные варианты по составу порошкообразного вещества:
- Флюоритные;
- Рутиловые;
- Рутил-флюоритные;
- Рутил-органические;
- Карбонатно-флюоритные.
Существуют исполнения, предназначенные для работы в среде углекислого газа, а в других случаях проволочный сварочный инверторный полуавтомат с использованием порошковой присадки может функционировать без специально создаваемой газовой защиты и тогда эту функцию выполняет сама проволока. Каждый из составов порошкообразного вещества создан для сварки металла определенного вида.
Активированный вид в чем-то сходна с порошковым вариантом, но в данном случае используется на порядок меньшее количество порошкообразного вещества (не более 7% от общей массы изделия). Благодаря использованию всего лишь малой доли такого наполнителя технология изготовления позволяет запрессовать его в проволоку сплошного сечения.
Материал для сварки стали
Стальная проволока представлена 77 марками, которые регламентирует ГОСТ 2246-70. Выбор диаметров довольно широк: от 0,3 до 12,0 мм. Для работы в определенных условиях рекомендуется использовать присадочный материал конкретного размера.
Например, проволока сварочная флюсовая для агрегата полуавтомата должна иметь диаметр из диапазона значений от 2 до 6 мм, размеры от 0,3 до 1,6 мм подходят для полуавтоматической сварки в среде защитного газа.
Материал для сварки алюминия
Для алюминия и сплавов используется изделие диаметров от 0,8 до 12,5 мм. В обозначении указывается способ изготовления: В – тянутая, П – прессованная. Если изделие отожженное, будет присутствовать буква М, для нагартованной проволоки — буква Н. Помимо маркировки в обозначении указывается диаметр изделия и способ поставки (в бухтах).
Сварка алюминия и его сплавов производится в среде защитного газа — аргона. Это обусловлено тем, что такой материал очень быстро окисляется при контакте с воздушной средой. По этой же причине рекомендуется после вскрытия упаковки максимально быстро задействовать проволоку.
Материал для сварки нержавеющей стали
Данный вид присадки крайне распространен ввиду надежности сварочного соединения с его использованием. Сварочная проволока нержавейка для агрегатов полуавтоматов изготавливается по госту 18143-72. В качестве исходного материала для производства такой проволоки используется высоколегированная жаростойкая сталь.
Именно присутствие этого вида металла позволяет получить на выходе высоконадежное и устойчивое к образованию коррозии соединение металлических деталей.
Проволока для сварки меди
В зависимости от исполнений такой материал может использоваться для проведения сварочных работ в разных областях: в автомобилестроении, для соединения участков трубопроводов, изготовления и ремонта подшипников скольжения, оцинкованных деталей и прочее.
Такой материал варится в среде защитного газа – аргона. В зависимости от состава проволоки она может применяться для сварки разных металлических сплавов.
Материал для чугуна и никелевых сплавов
Данная группа также отличается коррозионной и жаростойкостью, что позволяет использовать такую проволоку для выполнения сварочных работ изделий на основе никелевых сплавов, высоколегированных сталей и разнородных материалов.
Рекомендуется варить в среде чистого газа аргона или смеси с гелием.
Проволока для сварки титана
Наилучшим вариантом в данном случае будет холоднотянутая проволока, изготовленная из листового металла. Как и для любого другого вида материала, состав ее должен быть максимально приближен к составу свариваемого металла. Наиболее популярным вариантом для сварки титана является порошковая проволока ППТ-1 и ППт-3. Работу рекомендуется выполнять в среде защитного газа – аргона.
Как подобрать диаметр
Этот параметр напрямую зависит от того, какой толщины металл планируется сваривать. Например, если будет использоваться основной материал толщиной 3-5 мм, то следует купить сварочную проволоку для агрегата полуавтомата диаметром не более 2 мм. Еще один критерий выбора – сила тока, с которой будет выполняться сварка. Для выбора следует использовать специальные таблицы.
Таким образом, помимо выбора параметров полуавтоматической сварки (сила тока, скорость подачи проволоки), важно правильно подобрать вид присадочного материала, а также не ошибиться с выбором размеров.
Рекомендации по выбору сварочной проволоки
Существует более 70 видов различных проволок, которые применяют в процессе сваривания металлов. Каждая из них имеет различные свойства.
Полуавтоматическая сварка металла работает так же, как и обычная электродуговая, за счет расплавления соединяемых деталей и электрода. Только в качестве последнего используется специфический расходный материал.
Какими свойствами должен обладать такой электрод и как подбирается проволока для полуавтомата?
Технология сварки полуавтоматом
Полуавтоматическое оборудование применяют при сваривании различных типов материалов и конструкций. Чаще всего распространены работы по соединению алюминия, меди или нержавейки. Такие металлы варят под защитой, для чего полуавтомат имеет дополнительное оборудование по подаче инертного газа (аргона) к сварочной ванне.
Защитный инертный газ не позволяет вступать в реакцию расплавленному металлу с атмосферным кислородом. Без него в составе шва образуются окислы, разрушающие соединение.
Также полуавтоматом варят и углеродистые стали без подачи защитного газа.
Сама технология работы аппарата построена на плавлении специальной проволоки, которую подают к месту сварки специальным механизмом.
Виды проволоки
Проволока сплошного сечения
Сплошные виды проволоки используются для сваривания углеродистых и низколегированных марок стали. Бывает двух разновидностей: омедненные и неомедненные.
Омедненная сварочная проволока для полуавтомата используется, чтобы повысить антикоррозионные свойства шва. Но при плавлении такой материал выделяет пары меди, что вредно для здоровья сварщика. Поэтому чаще всего стали использовать проволоки без омеднения.
Для повышения стойкости к окислению соединений, такой вид расходника имеет антикоррозионные покрытия. Электрод без медного покрытия подразделяется также на отдельные подвиды: для сварки нержавеющей стали и с легирующими элементами в составе используют одни, а для алюминиевых деталей и их сплавов — другие модели. Основные виды:
- Сплошные по сечению для варки конструкционной стали с низким составом углерода и легирующих элементов.
- Для легированной, высокопрочной и термостойкой стали.
- Сплошная для нержавеющей стали.
- Для сварки алюминия, меди и их сплавов.
Также есть типы расходников со сплошным сечением. Они предназначены для сваривания чугуна, никелевых сплавов и для наплавки при ремонте деталей.
Порошковые типы
Шихта — это смесь газо- и шлакообразующих добавок. Зачем это нужно?
Во время процесса плавления добавки под воздействием высокой температуры образуют покрытие из газов и шлаков для перекрытия доступа атмосферного воздуха. Это не позволяет образовываться окислам в сварочной ванне.
Такая технология позволяет сваривать детали без дополнительной подачи аргона.
Также производятся проволоки и для сварки с использованием подачи аргона, гелия или углекислого газа. Различают эти виды по маркировкам. Как и сплошные, порошковые проволоки имеют отдельные модели для сварки различных материалов: алюминия, меди и их сплавов, сварки чугуна, легированных и низколегированных сталей и прочие.
Модели этого расходного материала могут быть как легированными, так и низколегированными. Их отличают по процентному составу легирующих элементов. Если их менее 2,5%, то такой вид низколегированный.
Маркировки материала
Например, приобретая расходники для полуавтомата, Вы видите такую маркировку — CB-08Г2С. Что это значит?
СВ — номенклатура, обозначающая сварочное назначение проволоки.
08 — это процентное соотношение углерода в составе, в данном случае 0,08%.
Г2 — значит, что в этом материале содержится 2% марганца.
С — в состав входит не менее 0,5% кремния.
Исходя из такой маркировки, можно понять, что данный расходник имеет легированные элементы, низкоуглеродистый и подходит для варки соответствующих материалов.
Какие легирующие элементы могут входить в состав расходного материала для сварки?
Если вместо обозначения СВ, имеется сочетание НП, то это значит, что такой материал предназначен для наплавления и использовать ее в сварке нецелесообразно.Также в маркировке впереди могут присутствовать такие обозначения, как А или АА. В первом случае это означает, что в составе сталь высокого качества, во втором — наиболее очищенная сталь.
Как выбрать нужный материал
Для соединения низкоуглеродистой стали используют виды электрода с малым процентом углерода в составе (с цифрами в маркировке 080, а также с составом кремния). Конструкции из такого материала соединяют путем сваривания проволокой для полуавтомата без газа.
Если нужно сваривать легированные и нержавеющие стали, то, в соответствии с обозначениями, подбирают наиболее подходящий расходник.
Сварка алюминия происходит в защитной среде аргона, а значит понадобиться материал сплошного сечения с подходящим составом. Алюминиевую проволоку для полуавтомата рекомендуется быстро использовать после распаковки, так как после длительного хранения на ее поверхности появятся те же окислы от контакта с атмосферным кислородом.
- Для сваривания чистых и малолегированных медных деталей.
- Для сваривания бронзы и других низколегированных медных сплавов.
- Для сварного соединения литых и прокатных видов меди.
Часто бывает, что путем сварки нужно соединить разные виды металла. Для этого используют наплавочные типы (обозначение НП).
Такие металлы, как чугун и никель имеют коррозионные и жаростойкие свойства, следовательно, нужно подобрать соответствующую проволоку с никелевым составом.
Для чугуна используются рутиловые порошковые типы проволоки.
Диаметр нужной проволоки будет зависеть от толщины деталей. Для полуавтомата он может быть от 0,3 миллиметров до 2 мм. Опытный сварщик, зная технологию, может использовать один по толщине расходник в очень широком диапазоне работ.
Если Вы решили обучиться работе со сваркой полуавтоматом, то лучше всего, чтобы в этом деле Вам помог опытный специалист. Профессионал сможет подобрать нужные материалы или объяснить универсальные способы использования той или иной проволоки.
А что Вы можете посоветовать по выбору сварочной проволоки для полуавтомата, исходя из собственного опыта? Какие типы проволоки наиболее универсальны по Вашему мнению? Нам Важен ваш опыт в таких видах сварочных работ. Оставьте свои замечания в блоке комментариев к этой статье.
Сварочная проволока для полуавтоматов: виды и необходимая информация
В современном мире нет ни одного промышленного предприятия, которое бы в своей производственной деятельности не использовало электродуговую сварку. Благодаря этому фактору отечественный рынок полуавтоматических аппаратов постоянно растёт и активно развивается.
Сегодня он представлен широким рядом технических средств, специфических приспособлений и расходных материалов, самым востребованным из которых является сварочная проволока для полуавтоматов. Этот важный компонент по своим характеристикам должен максимально соответствовать свойствам металла, из которого изготовлены соединяемые детали. Поэтому было разработано большое количество присадочных изделий, наиболее подходящих под определённый вид работ.
Разновидности проволоки
Сварочная проволока — это незаменимый элемент для успешного проведения рабочих операций в различных отраслях промышленности и коммунального хозяйства. С её помощью осуществляется соединение нескольких металлических сегментов в цельную конструкцию.
К особенностям этого присадочного материала относятся простота использования и отменное качество выполняемых работ. Грамотный выбор проволоки способствует не только повышению надёжности сварного шва, но и значительному увеличению производительности.
Проволока для полуавтомата, как правило, поставляется в бухтах, мотках и катушках. Масса первого вида упаковки иногда достигает 1,3 тонны. Вес второго типа тары может варьироваться от 15 до 120 килограмм. Показатели массы третьей формы упаковки находятся в диапазоне от 5 до 18 килограмм.
Зачастую проволока помещается в коробки или полиэтиленовые пакеты. В том случае, если продукция не имеет упаковки, то перед применением проволока подвергается высушиванию при температуре 200°C.
Порошковая
Данная проволока представляет собой полый объект, изготовленный из металла, свободное пространство которого заполнено порошком и флюсом. Эти материалы позволяют защитить шов от воздействия кислорода и вредных веществ, образующихся в процессе сварки.
Немаловажным фактором здесь также выступает и обеспечение безопасности органов дыхания специалиста, выполняющего технологические работы.
Использование в сварочной проволоке специальных добавок облегчает поджиг дуги и способствует уменьшению разбрызгивания металла, что самым благоприятным образом сказывается на формировании качественного шва. Горение дуги осуществляется во флюсовой среде, которая позволяет защитить зону свариваемого участка от негативного воздействия окружающей среды.
Для работ с использованием порошковой проволоки не требуется тяжёлых газовых баллонов, с которыми связаны многие хлопоты: хранение, заправка и возможная утечка.
Омедненная
Омедненная проволока — это изделие, предназначенное для работы с углеродистыми и низко углеродистыми сталями. Она покрыта специальным медным составом и используется для сваривания объектов в среде защитных газов.
Данная проволока позволяет выполнять прочное и качественное соединение изделий, которое отличается аккуратным и ровным швом.
Эта продукция эффективно применяется в таких сферах, как:
- Строительное производство;
- Автомобильная промышленность;
- Самолёто- и судостроение.
Она обладает высокими показателями наплавки и незаменима при выполнении следующих процедур:
- Формирования валика на сварочном шве;
- Наполнения промежутка посередине краёв соединяемой конструкции.
Проволока характеризуется стабильным химическим составом, хорошими прочностными показателями и низкой себестоимостью.
Легированная
Такой тип проволоки применяется в качестве присадочного компонента для проведения ручной и полуавтоматической сварки. Изделия бывают следующих типов:
- Высоколегированные — в своём составе содержат большое количество присадок;
- Низколегированные — имеют малый объём добавок;
- Углеродистые — включают в себя более 0,2% углеродистых элементов.
Благодаря тому, что одной из функций проволоки является восстановление легирующих соединений в металле, она отличается высоким уровнем пластичности и выносливости к деформациям, а также обладает отменной стойкостью к образованию коррозии.
Проволока используется в основном для соединения массивных деталей и труб, обладающих большим диаметром. Она позволяет создавать качественные герметичные швы и способна работать в нескольких положениях.
Сварочная проволока с флюсом
Проволока с флюсом обладает высокой степенью плавления, позволяя успешно проводить сварочные операции с тугоплавкими материалами. Соединение деталей осуществляется без разбрызгивания частиц металла, а корка, образовавшаяся в процессе сварки способна надёжно защитить дугу и материал от воздействия внешней среды. Благодаря этим факторам создаётся ровный и плотный шов, отличающийся однородностью и высокой прочностью. А шлаковые корки, сформировавшиеся на нём, очень легко удаляются.
Высокий уровень производительности при наплавке и отсутствие металлических брызг — это те важные факторы, благодаря которым так популярен данный материал. Этот вид проволоки безвреден для здоровья человека, его можно приобрести в большинстве строительных магазинов, и он имеет довольно низкую цену.
Сварочная проволока для нержавейки
Этот вид сварочного материала предназначен для соединения деталей, изготовленных из нержавеющей стали. Он позволяет защитить зону шва от образования коррозии и помогают ему в этом такие компоненты, как углерод, марганец, фосфор, азот и хром.
Изготавливается проволока по технологии вытяжки стали. В зависимости от характера обработки она может быть:
Рекомендуется использовать проволоку по структурным характеристикам, идентичную соединяемым деталям, так как в этом случае прочность шва будет наивысшей. Стоимость изделия сегодня весьма существенна и в среднем составляет около 15 долларов за килограмм.
При проведении работ необходимо максимально точно настроить в полуавтомате такие параметры, как напряжение и импульсную подачу материала, что позволит значительно сэкономить ресурсы. Нержавеющая сварочная проволока широко применяется в автомобилестроении, пищевой промышленности и при изготовлении медицинских приборов.
Алюминиевая сварочная проволока
Этот тип проволоки предназначен для сварки алюминия и его сплавов. Изделие обладает неплохой прочностью, отличной коррозионной стойкостью и хорошей степенью пластичности. Она изготавливается из алюминия в сочетании с такими компонентами, как марганец, кремний и магний.
Сварочные мероприятия с применением проволоки проводятся в среде защитных газов (аргона, гелия) аргонно-дуговым аппаратом. Важным фактором при проведении работ является своевременное использование алюминиевого материала, так как после вскрытия упаковки проволока подвержена быстрому окислению. А это ухудшает качество материала и негативным образом сказывается на качестве сварочных операций.
Особенно внимательно следует подходить к выполнению работ на участках с повышенной влажностью. Используется алюминиевая проволока в пищевой отрасли, лёгкой промышленности, судостроении и нефтедобывающей сфере.
Маркировка
Основные требования, регламентирующие все вопросы производства проволоки для сварочных работ, представлены ГОСТом 2246-70. Сегодня изготавливается порядка 80 разновидностей этого вида изделий. И для того, чтобы понять, что собой представляет тот или иной тип продукции, ему присваивается определённая маркировка, помогающая разобраться в составе товара и его характеристиках. В качестве наглядного примера может послужить популярная сварочная проволока св08г2с.
Её расшифровка представлена следующими значениями:
- Сочетание литер «св» указывает на то, что данное изделие относится к сварочной проволоке;
- Комбинация цифр «08» говорит о количестве углерода (в сотых долях), содержащегося в изделии;
- Литера «г» подчёркивает наличие марганца в составе проволоки;
- Цифра «2» — это объём марганца в элементе;
- Литера «с» говорит о наличии в проволоке кремния, но если после буквенного обозначения нет никакой цифры, то это значит, что в изделии его содержится менее 1%, но более 0,5%.
По маркировке, изложенной выше, можно сказать, что представленное изделие является легированной низкоуглеродистой проволокой, в составе которой присутствуют такие присадки, как кремний и марганец.
Диаметр проволоки
Проволока для полуавтоматических устройств бывает следующих диаметров:
Такие размерные показатели позволяют полностью удовлетворить потребности профессиональных сварщиков. Для узкоспециализированных целей прекрасно подойдут изделия с диаметром от 3,0 до 6,0 миллиметра.
Необходимый размер проволоки подбирается в соответствии с характеристиками сварочного тока и толщиной соединяемых элементов.
В качестве критериев подбора также выступают:
- Химический состав материала;
- Величина площади наплавки;
- Количество проходов для формирования шва.
Следует отметить, что при выборе проволоки важно обращать внимание на такие показатели металла, как ударная вязкость и сопротивление разрыву.
Популярные марки
Наиболее востребованными марками сварочной проволоки, представленными на отечественном рынке, являются:
- Св-08ГСМТ. Этот тип изделия относится к медным материалам и применяется он в сварных операциях с использованием автоматов и полуавтоматов. Проволока хорошо работает с углеродистыми металлами и сплавами, которые содержат низкий процент легирующих компонентов. Она отличается высоким уровнем сопротивления к растягивающим нагрузкам. Данный параметр находится в диапазоне 1000-1300 МПа. Эта марка проволоки широко используется для соединения тонкостенных деталей, работающих под большим давлением. Сварка осуществляется в среде защитных газов (аргона и углекислоты);
- Св-06Х19Н9Т. Данная марка проволоки предназначена для работ с нержавеющей сталью в среде защитных газов. Благодаря содержанию таких элементов, как хром, марганец и никель, она обладает хорошей стойкостью к коррозии. Используется при производстве изделий пищевой промышленности;
- ПП2ДС. Это представитель порошковой проволоки. Данная марка позволяет осуществлять операции при сильном ветре, чего не может себе позволить сварка в среде защитных газов. Проволока предназначена для соединения деталей из стали (углеродистой и низколегированной), чугуна и цветных металлов. Используется в судостроении и нефтяной промышленности;
- OK Autrod 19.40. Эта проволока от зарубежного производителя ESAB. Она используется для работ с прокатом из алюминиевых бронз и для наплавки антикоррозионных слоёв на металлические детали. Её предел текучести составляет 175 Мпа, а прочность достигает 400 МПа. Сварочные операции производятся в чистом аргоне. Данное изделие применяется в химической промышленности и автомобилестроении.
Заключение
Для облегчения процесса сварки и увеличения эффективности операций при соединении тугоплавких металлов и сплавов широко используются современные присадочные материалы. Одним из самых востребованных на сегодня является сварочная проволока для полуавтоматов. Она позволяет эффективно проводить все работы при помощи инвертора, не используя при этом хрупкие электроды.
Автоматизированная сварка с использованием присадочной проволоки способствует созданию гибкого, прочного и надёжного шва. Для достижения наилучшего результата необходимо подобрать такой вид присадки, который смог бы максимально точно соответствовать составу свариваемого металла. При возникновении затруднений в решении этих вопросов потребуется обратиться за помощью к профессионалам, которые сумеют составить список необходимых рекомендаций.
Применение сварочной проволоки
Сварочная проволока – это металлическое изделие определенной длины с небольшим поперечным сечением. Как правило, ее применяют для изготовления гибких электродов, а также как присадочный материал при ручной, автоматической и полуавтоматической сварке, обеспечивая высокое качество швов и надежное соединение. Значительной особенностью изделий является то, что ее поверхность не имеет покрытия, поэтому для высококачественного сваривания рекомендуется использовать добавочную защиту, газ.
Разновидности
Следует помнить, что для каждого металла нужно правильно подобрать определенный вид проволоки. От этого будет зависеть качество сварки и шва. Использование чистой, не ржавой и без шероховатостей проволоки сделает шов намного пластичней и качественней, а значит, предоставит максимальную защиту от коррозии. Существуют такие виды проволоки:
- Омедненная – это проволочная продукция, которая применяется для дуговой сварки углеродистых и низколегированных сталей, обеспечивая бесперебойную работу любого сварочного аппарата. При использовании минимизирует разбрызгивание металла, а также гарантирует высокое качество сварных швов.
- Порошковая – обычно имеет вид трубки, состоящей из малоуглеродистой стали, заполненной специальными порошками раскислителей и шлакообразующими веществами. Используется, как правило, для автоматической сварки, помогает минимизировать образование шлака и содействует уменьшению работ по зачистке швов.
- Проволока сплошного сечения используется для полу- и автоматической сварки, для изготовления электродов.
- Неомедненная проволока применяется для механизированной сварки, а также при работе с деталями из низкоуглеродистых сортов стали, не требующей исправления качества швов.
- Активированные проволоки – изделия, которые также состоят из порошковых наполнителей и применяются для сварок в углекислом газе.
- Газосварочная – применяется для сварочных работ с углеродистыми и низкоуглеродистыми видами стали.
- Алюминиевая – широко применяется в полуавтоматической сварке алюминиевых конструкций, придает швам низкую пористость и применяется в молочной и судостроительной промышленностях.
- Проволока из нержавейки применяется для соединения нержавеющих типов стали, наплавления которой защищают от коррозии и трещин.
- Флюсовая – используется при сварке полуавтоматом углеродистых, среднеуглеродистых и низкоуглеродистых видов стали.
- Легированная – помогает проводить любые сварки в разных газовых смесях, является идеальным сварочным материалом для аргонного сваривания.
Классификация
При выборе сварочной проволоки нужно сразу определиться, каких целей вы хотите достичь, а также тщательно изучить предназначение каждого из видов. Для этого существуют группы классификаций, содержащие легирующие элементы в составе:
- Содержат в присадочном материале маленькое содержание углерода.
- Состав содержит незначительное число легирующих веществ.
- Высоколегированная проволока для сваривания.
Сварочная проволока из стали считается наиболее востребованной для применения в разных сварочных целях. В соответствии с нормами ГОСТ2246-70 выделяют целых 77 видов различного сечения, в миллиметровых размерах:
- Размеры 0,3-1,6 мм используют для сварки металлических изделий в защитном газе с помощью сварки автоматов или полуавтоматов.
- Для изготовления электродов применяют сечения 1,6-12,0 мм.
- Для работы сварочной проволокой под флюсом используют сечения с размерами 2,0-6,0 мм.
Маркировка
Маркировка сварочной проволоки применяется для понимания, с какими материалами придется иметь дело сварщику. Каждый мастер сварочных работ должен хорошо разбираться в маркировке, во избежание проблем с итоговой работой, а также для обеспечения собственной безопасности.
Первые цифры маркировки обозначают диаметр, измеряемый в миллиметрах. Потом идут две определенные буквы, которые указывают назначение изделий (СВ – сварочная и так далее). Дальнейший указатель показывает содержание углерода в сварочной проволоке, измеряется в сотых долях от процента. Далее находятся буквы, указывающие наличие определенных легирующих компонентов (Х – хром и т. д.) При содержании данных элементов более 1% их указатель располагается после буквы. Обозначение букв А или же АА означает чистоту относительно вредных примесей. Сварочная проволочная продукция для создания электродов в обозначении имеет букву Э, тогда как омедненная проволока маркируется буквой О.
Химический состав для сваривания стали
Электроды, применяемые при сварке стали, должны гарантировать хорошие механические свойства соединения сварки на высоком уровне, а также высокую производительность при сваривании деталей. Плавящийся электрод – это сварочная проволока бесконечной длины.
Существует три группы сварочной проволочной продукции по химическому составу ГОСТ 2246-70:
- Углеродистые (содержат углерод в количестве не более 0, 12%), применяют для сварочных работ с низкоуглеродистыми, среднеуглеродистыми сталями.
- Легированные, предназначены для сваривания низколегированных и теплостойких сталей.
- Высоколегированные, используют в работе с хромоникелевыми, нержавеющими и иными видами легированных типов стали.
Производители сварочной проволочной продукции
Здесь приведены некоторые российские производители сварочной проволоки:
- «СварМонтажСтрой» – ООО, известная российская компания по изготовлению проволоки для любого вида сварки. Благодаря современному оборудованию и европейским технологиям производство изделий соответствует высочайшим стандартам.
- Организация ООО «Петромет», относящаяся к Ленинградскому Сталепрокатному заводу, занимается изготовлением сварочной проволочной продукции.
- ООО «Велд-Метиз» – российская компания, расположенная в городе Москва, выпускающая разные виды проволоки.
- ОАО Волгоградский сталепроволочноканатный завод.
- ОАО Западно-Сибирский металлургический комбинат, расположенный в городе Новокузнецк.
Таким образом, сварочная проволочная продукция на сегодняшний день выступает эффективным и практичным изделием, которое широко используется сварщиками для создания гибких электродов, а также в качестве присадочного материала в случае выполнения ручной, полу- и автоматической сварки.
Сварочная проволока – надежное соединение металлов
Сварочная проволока разных типов (алюминиевая, латунная, стальная) для газовой и других видов сварки в обязательном порядке имеет сертификат соответствия требованиям ГОСТ 2246, а также некоторых иных Госстандартов.
1 Классификация проволоки для выполнения сварки
В зависимости от того, какую структуру имеет стальная, алюминиевая, латунная, легированная различными компонентами проволока с сертификатом, ее относят к одному из трех типов. Существуют следующие виды сварочной проволоки:
- активированная;
- порошковая;
- сплошного сечения.
Каждый из этих видов имеет сертификат и предназначается для соединения конструкций из разных материалов. Некоторые проволочные изделия применяются исключительно для газовой сварки, другие – для осуществления работ по чугуну, третьи – для сварки латуни и бронзы (латунная проволока), алюминия (алюминиевая), стальных деталей (стальная) и так далее.
Существует также титановая сварочная проволока, с помощью которой соединяют твердые конструкции из титана. Выбор сварочного материала, будь то титановая сварочная проволока или другая, следует осуществлять на основании данных его производителя (их содержит сертификат), ГОСТ 2246, а также опыта сварщика.
Также необходимо знать и химический состав, который имеет сварочная проволока. Этот самый состав исчерпывающе описан в ГОСТ 2246 и в сертификатах. Согласно Госстандарту, легированная сварочная проволока делится на изделия с нормальным, высоким и низким уровнем легирования. Друг от друга они, таким образом, отличаются общим содержанием легирующих добавок.
Обычная стальная легированная сварочная проволока включает в себя примерно 10 % специальных элементов, высоколегированная – более 10 %, низколегированная – до 2,5 %. Эти данные, напомним, содержит сертификат изделий. Представленная классификация позволяет специалистам оптимально производить выбор проволок для газовой и иных способов сварки. Помогают им в этом и сертификаты, и маркировка сварочной проволоки, о которой мы поговорим в следующем разделе.
2 Как маркируется проволока?
Любая сварочная проволока – и стальная, и алюминиевая, и латунная, и порошковая, и активированная, маркируется с учетом определенных правил по ГОСТ. Это имеет огромное значение, ведь только легированная сварочная проволока представлена примерно 80 марками. Как же выполняется расшифровка обозначения того или иного проволочного материала?
Возьмем для примера марку Св-06Х19Н9Т, используемую для электросварки. Литеры «Св» в начале маркировки указывают на то, что перед нами проволока, которая используется именно для выполнения сварочных мероприятий. А цифры и буквы за ними описывают ее состав:
- 06 – это содержание углерода в сотых долях процента (0,06 %);
- Х – хром, которого в 06Х19Н9Т содержится 19 % (цифра, следующая за литерой);
- Н – никель в количестве 9 %;
- Т – титан.
После литеры «Т», как видим, не стоит никаких цифр. Это означает, что титана в марке 06Х19Н9Т содержится не более одного процента. Аналогичным образом может быть расшифрована любая легированная сварочная проволока или титановая сварочная проволока – достаточно внимательно посмотреть в ее сертификат. Здесь только нужно запомнить, какому химическому элементу соответствует та или иная литера в маркировке.
Латунная продукция для сварки «шифруется» еще проще. Сначала указывается диаметр сварочной проволоки (например, 3 мм), а затем марка сплава, из которого она произведена (Л63, ЛС-59-1). Таким образом, увидев маркировку 3,0 Л63, сварщик сразу же понимает, что перед ним латунная проволока сечением 3 мм. Алюминиевая проволока может иметь по ГОСТ 7871 такую маркировку: Св1201, СвА99, СвАК5, СвА85Т.
Нетрудно догадаться, что в этих цифрах и буквах закодированы сплавы, из коих изготавливается алюминиевая проволочная продукция. О ней говорится далее.
3 Алюминиевые и латунные изделия
Любая современная алюминиевая конструкция сваривается проволокой из чистого алюминия либо его сплавов (при сварке может использоваться адаптер). Такие изделия обычно применяются при выполнении полуавтоматической сварки в газовой среде. Самая, пожалуй, востребованная алюминиевая проволока – АМг6, АМг3 и АМг5. Она выпускается по ГОСТ 7871.
АМг6 для газовой сварки может иметь сечение в пределах 0,3–6,3 мм. С ней просто обращаться, так как материал отличается гибкостью и пластичностью, а также совместимостью с разными адаптерами. АМг6 используется для соединения деталей, которые функционируют в контакте с водой, в судостроении, в пищевой промышленности. Здесь стоит сказать, что АМг6 и другие изделия из сплава АМг при газовой сварке играют роль присадки, а непосредственно сварочный процесс ведется при помощи вольфрамовых электродов.
Алюминиевая АМг6 характеризуется высоким уровнем антикоррозионной защиты швов и предохранения металла от появления трещин. При этом вес сварочной проволоки для алюминия АМг6 минимален, а ее стойкость и прочность находятся на очень высоком уровне. Добавим, что АМг6 подходит для газовой сварки любых нержавеющих сталей, а не только алюминиевых изделий.
Латунная проволока также рекомендована для газовой сварки полуавтоматом. Она обеспечивает достойное качество сварных соединений. Производится латунная продукция горяче- и холоднодеформированным методом. В первом случае выполняется прессование исходного сырья, во втором – его протяжка на специальном оборудовании. Латунная проволока может быть по своему состоянию твердой или мягкой, по сечению – от 0,8 до 8 мм. Чаще всего, она применяется для наплавки углеродистых сталей при помощи адаптера и для газовой сварки.
4 ГОСТ 2246 – какой может быть стальная проволока для сварки?
Сварочная стальная продукция выпускается из сплавов, выплавляемых в печах вакуумноиндукционного типа, методом вакуумнодугового либо электрошлакового переплава. Конкретный способ производства сварочной проволоки определяется соглашением между заводом-изготовителем и потребителем.
Классификация изделий для сварки по ГОСТ 2246 предполагает разделение их на легированные, высоколегированные и низкоуглеродистые. Существует и такое понятие, как омедненная сварочная проволока. Она производится исключительно из легированных и низкоуглеродистых сталей. Омедненная сварочная проволока выпускается по заказам клиентов (по ГОСТ 2246), которым требуется материал с особыми свойствами для газовой и электродуговой сварки.
Стальная продукция весьма разнообразна (почти 80 видов). Наиболее популярными марками признаются следующие изделия для сварки:
- Св-10Г1СН: в большом количестве ее производит комбинат БМК в Башкортостане. На данный момент эта проволока от БМК признается одной из наиболее перспективных для выполнения работ, связанных с необходимостью соединения в защитных газах конструкционных низколегированных сплавов, применяемых в нефтеперерабатывающей, строительной, энергетической и горнодобывающей промышленности.
- Св-10ГА, 08А и 08: изделия с малым содержанием углерода. ГОСТ 2246 советует использовать указанные марки для аргонодуговой и газовой сварки водопроводных труб.
- Св-06Х19Н9Т, 08ХН2М, 08ХМФА, 08ГС: надежные и недорогие проволоки с нормальным уровнем легирования. О Св-06Х19Н9Т мы еще поговорим более подробно.
- Св-08Н50, 30Х25Н16Г7, 07Х19Н10Б, 10Х17Т, 08Х20Н9Г7Т: высоколегированные изделия.
Стальная проволока имеет сечение от 0,8 до 12 мм и четко оговоренный в Госстандарте 2246–70 и в сертификатах химический состав. Поэтому выбор нужного материала для сварки тех либо иных конструкций потребителю сделать совсем не сложно.
5 Порошковый вариант – некоторые особенности
Порошковая (или самозащитная) проволока – это специальный наполнитель в виде порошка (отсюда и название), который помещается в трубчатую металлическую конструкцию с двумя слоями, с загибами оболочки и т.д. Порошковая смесь (по сути, она выполняет функцию флюса) в таких изделиях может достигать 40 %, минимальное ее количество в трубке – 15 % (конкретная величина содержится в сертификате).
Самозащитная проволочная продукция (сварочная проволока с флюсом) используется для проведения сварочного процесса в среде углекислого газа либо в обычных условиях (без газовой защиты). По составу наполнителя порошковая проволока подразделяется на пять видов:
- органическая рутиловая;
- рутил-флюоритная;
- флюоритная;
- флюоритно-карбонатная;
- рутиловая.
Выбор требуемого изделия осуществляется в зависимости от свойств свариваемых деталей. Заметим, что порошковая продукция может причисляться к специальному классу либо к изделиям общего назначения. Специальная самозащитная проволока с порошковой смесью применяется для соединения конструкций в каких-либо особых условиях (например, под водой).
Порошковые изделия значительно расширяют технологический потенциал полуавтоматической сварки. По механическим характеристикам сварного шва и техническим параметрам процесса они обеспечивают более качественную сварку по сравнению с теми случаями, когда эксплуатируется стальная сплошная проволока.
6 Дополнительные сведения о проволоке 06Х19Н9Т
Св-06Х19Н9Т активно применяется для проведения автоматических и полуавтоматических сварочных мероприятий. Данная проволока наматывается на катушку и подается (непрерывно) при помощи специального устройства в зону сварки. Св-06Х19Н9Т описывается таким химсоставом:
- 19 % хрома;
- 0,06 % углерода;
- 9 % никеля;
- до 1 % титана.
Св-06Х19Н9Т незаменима при соединении нержавеющих сплавов, так как содержит большие количества элементов, не боящихся ржавления. Титан в ней выполняет функцию мощного раскислителя, что обеспечивает пластичный и плотный сварочный шов. При ее использовании главное – установить грамотный расчет расхода сварочной проволоки.