Содержание
- Все ли сварочные швы одинаковы: виды, классификация, область применения
- Из чего состоит сварочное соединение
- Классификация сварных соединений и швов
- Классификация сварных швов и соединений
- Классификация способов сварки, сварных соединений и швов
- Типы сварных соединений
- Основные типы сварочных соединений
- Технологические особенности сварочных работ
- Классификация по расположению соединения
- Квалификация сварных соединений по протяженности
- Нормативная база
- Дефекты сварочных соединений
Классификация сварочных соединений и швов
Все ли сварочные швы одинаковы: виды, классификация, область применения
Сварочный или сварной шов — участок сварочного соединения, где под воздействием сварочного аппарата образуется неразрывное соединение деталей будущей конструкцией. Существуют разные виды сварных швов, которые классифицируются по разным признакам.
Из чего состоит сварочное соединение
Сварочное соединение состоит из следующих элементов:
- Непосредственно сварной шов – зона стыка деталей.
- Зона сплавления.
- Зона термического влияния сварочного аппарата – это участок металла, где заметны термические изменения в результате воздействия сварки.
- Основной металл – остальная площадь металлических деталей, которые соединили с помощью сварки.
При выполнении сварки в несколько слоев, выделяют также корневой шов – это самый первый сварочный слой, расположенный глубже других. При его выполнении воздействие должно быть максимальным и по возможности – непрерывным.
Сварные швы классифицируют по нескольким основным признакам – в зависимости от вида стыка, сечения, пространственного расположения, и т. д. Каждый шов применяется в зависимости от общей идеи конструкции, целесообразности, и других условий.
По виду соединения
- Стыковые швы
Стыковочные или стыковые швы – самые простые и распространенные. Они образуются, когда две детали соединяют их торцевыми поверхностями. Благодаря методу стыковки расход металла получается меньший, чем при использовании других способов соединения деталей.
Шов в данном случае может быть:
- Односторонний со скосом кромки – рекомендуется при сварке деталей толщиной 8-25 мм. Самый популярный вид скоса – V-образный, но иногда используется и U-образное соединение.
- Односторонний без скоса кромки – применяется при сваривании листов металла толщиной до 4 мм.
- Двусторонний со скосом кромки – толщина от 12 мм. В этом случае чаще всего применяется X-образное скашивание кромок, которое требуется меньшего расхода металла в сравнении с V-образным.
- Двусторонний без скоса кромок – при сваривании деталей толщиной до 8 мм.
Они образуются, когда два листа металла, или другие металлические детали соединяют в виде буквы «Т». Одна часть будущей конструкции прислоняется торцом к боковой поверхности другой части. Тавровые соединения также могут быть без скоса кромок, с односторонним или двусторонним скосом.
- Нахлесточные швы
Используются, когда две детали необходимо расположить в параллельных плоскостях, чуть внахлест по отношению друг к другу. Такие швы рекомендуется использовать при сварке листов толщиной от 10 мм. Сваривают детали с обеих сторон.
- Угловые швы
Образуются, если детали соединяют под прямым или любым другим углом. Иногда для прочности такие швы делают с обеих сторон соединения. В зависимости от толщины деталей, они могут быть со скошенными кромками, или без них.
Угловые швы также делятся по протяженности сварочных отрезков (участков воздействия сварки) на:
- Непрерывные – сплошной сварочный шов.
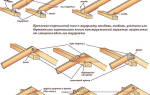
- С шахматным расположением сварочных отрезков – участки воздействия сварки на одной стороне противоположны участкам с другой стороны.
- Цепные – участки сварки с обеих сторон стыка расположены одинаково.
По степени выпуклости
Принято считать, что сварной шов должен быть ровным и практически незаметным. Однако глубина или вогнутость шва зависит в первую очередь от типа сварного соединения и выбранного режима сварки.
По этому признаку швы делятся на следующие виды:
- Выпуклые – рекомендованы при статическом режиме сварочного аппарата. Это так называемые усиленные швы.
- Нормальные – с минимальной выпуклостью.
- Вогнутые, или ослабленные – используются при угловых соединениях. Браком является наличие вогнутого шва при стыковом соединении конструкции.
По умолчанию подразумевается, что все соединения должны быть усиленными и слегка выпуклыми. Вогнутый шов должен быть обозначен на чертеже будущей конструкции.
По количеству проходов
Многопроходной сварочный шов.
По числу проходов сварочным аппаратом и слоев швы могут быть:
- Однопроходными (или однослойными).
Под термином «слой сварного шва» подразумевается количество металла, наплавленного за один проход сварочным аппаратом (сварочных валиков).
По действующему усилию
По этому критерию сварные швы подразделяются на несколько видов:
- Фланговые – действующее усилие параллельно области шва.
- Лобовые – усилие аппарата направлено перпендикулярно.
- Косые – усилие идет под углом менее 90 градусов.
- Комбинированные – совмещают в себе несколько видов.
По конфигурации и положению в пространстве
По этому признаку все швы можно разделить следующим образом:
- Кольцевые – используются для сварки цилиндрических деталей, сваривание идет только снаружи.
- Прямолинейные.
- Вертикальные – шов расположен в вертикальной плоскости.
- Горизонтальные – сварка идет в горизонтальной плоскости.
Особым видом сварочного шва является потолочный. В данном случае усилие идет в горизонтальной плоскости, но выше уровня сварочного аппарата. Поэтому потолочный шов считается самым сложным видом сварки. Очень важно при его выполнении соблюдать технику безопасности – максимально защитить себя сварочной маской и плотной одеждой.
По свариваемым материалам
Еще одна классификация – по материалам, которые соединяют друг с другом.
По этому критерию выделяют:
- Швы на углеродистой и легированной стали.
- На цветном металле.
- На биметалле.
- На пластике и полиэтилене.
Классификация сварных соединений и швов
Сварные швы классифицируют по назначению, конструктивному признаку, протяженности, положению относительно действующей силы и положению в пространстве.
По назначению швы подразделяются на рабочие и связующие, или конструктивные. Рабочие швы воспринимают расчетные усилия, их размеры определяются расчетом. Конструктивные, или связующие, швы служат для соединения элементов, прикрепления конструктивных деталей, устранения зазоров и применяются минимального сечения.
По конструктивному признаку швы подразделяются на стыковые, угловые и точечные.
Стыковой шов — это сварной шов стыкового соединения. Стыковые швы осуществляются при соединении элементов, расположенных обычно в одной плоскости, путем заполнения присадочным материалом пространства между деталями. При сварке элементов небольшой толщины для полного проплавления достаточно оставить между кромками зазор, равный */3 толщины металла, при этом стыковой шов может быть как на остающейся, так и на съемной подкладке.
При большой толщине металла, чтобы достичь полного проплавления по всей глубине шва, необходимо специально обработать кромки свариваемых элементов — произвести разделку кромок, при этом шов может состоять из одного или большего количества валиков, наплавленных в разделку.
Валиком называется металл сварного шва, наплавленный или переплавленный за один проход. Первый валик (рис. 2.7), наплавленный в разделку, называют корневым проходом или иногда корневым швом. Последующие валики образуют заполняющие слои. При двухстороннем сварном шве меньшая часть двухстороннего шва, выполняемая предварительно для предотвращения прожогов при последующей сварке пли накладываемая в последнюю очередь в корень шва, называется подарочным швом.
Рис. 2.7. Стыковой шов с разделкой кромок:
1 — корневой проход; 2—4 — заполняющие слои; 5 — подварочный шов
Стыковые швы должны иметь с обеих сторон выпуклость в виде наплывов, имеющих плавное очертание, и по возможности небольшую высоту. Выпуклость компенсирует неровность наружной поверхности шва и возможные ослабления (поры, шлаковые включения) внутренней части.
Стыковой шов является основным и наиболее экономичным сварным соединением. Он передает усилие равномерно по всему сечению с наименьшими местными напряжениями, что делает его особенно целесообразным при вибрационной и динамической нагрузках.
Недостатками стыкового шва являются: производственные трудности в осуществлении равномерного зазора по всей длине соединяемых элементов; дополнительные расходы на обработку кромок; необходимость точной резки элементов.
Угловой шов — это сварной шов углового, нахлесточного или таврового соединения. Угловые швы накладываются в угол, образованный соединяемыми элементами, расположенными в разных плоскостях, и могут состоять из одного или нескольких валиков (рис. 2.8).
Рис. 2.8. Угловой шов, образованный несколькими валиками
Нормальный угловой шов имеет вид равнобедренного треугольника, имеющего небольшую выпуклость. В соединениях, воспринимающих динамические усилия, угловые швы должны быть с вогнутой поверхностью. ГОСТ допускает выпуклость и вогнутость углового шва до 30% его катета. При этом вогнутость не должна приводить к уменьшению значения катета кп (величина катета углового шва, установленная при проектировании). Проектной величиной катета (кп) является катет наибольшего прямоугольного треугольника, вписанного во внешнюю часть углового шва (рис. 2.9). При симметричном шве за катет ки принимается любой из равных катетов, при несимметричном шве — меньший.
Рис. 2.9. Проектная величина катета (к„) угловых швов
Точечным швом называется сварной шов, в котором связь между сваренными частями осуществляется сварными точками. Сварная точка — это элемент точечного шва, представляющий собой в плане круг или эллипс. Точечные швы применяются для сварки нахлесточных соединений с отверстием в верхнем элементе (рис. 2.10). Отверстие может быть с вертикальными стенками или иметь скос кромки. Точечные швы имеют много общего с угловыми швами, за исключением того, что сечение шва образуется в результате заполнения отверстия в пластине наплавленным металлом. Данный тип сварных швов не получил широкого распространения.
Рис. 2.10. Точечный шов нахлесточного соединения
По протяженности сварные швы подразделяются на непрерывные, прерывистые и прихватки.
Непрерывный шов — это сварной шов без промежутков по длине. Непрерывный шов проходит по всей длине соединения, от одного конца к другому (2.11, а).
Рис. 2.11. Сварные швы: а — двухсторонний непрерывный; б — односторонний прерывистый, в — двухсторонний цепной; г — двусторонний шахматный
Прерывистый шов — это сварной шов с промежутками по длине (рис. 2.11, б). На неответственных конструкциях (сварка ограждений, настила и т.п.) использование прерывистых швов может дать ощутимый экономический эффект, и стоимость проведения сварочных работ может быть значительно снижена. Данный тип швов обычно применяется для сварки нахлесточных и тавровых соединений. Разновидностью прерывистых швов являются: цепной прерывистый шов и шахматный прерывистый шов.
Цепной прерывистый шов — это двухсторонний прерывистый шов, у которого промежутки расположены по обеим сторонам стенки — один против другого (рис. 2.11, в).
Шахматный прерывистый шов — это двухсторонний прерывистый шов, у которого промежутки на одной стороне расположены против сваренных участков шва с другой ее стороны (рис. 2.11, г).
Прихватка — это короткий сварной шов для фиксации взаимного расположения подлежащих сварке деталей. Конструкции, изготовляемые с помощью сварки, очень часто состоят из множества различных элементов. Эти элементы, собираемые с помощью сварки, и образуют окончательное сварное изделие. В процессе сборки возникает необходимость присоединения какого-то элемента к основной конструкции перед его сваркой. Это обеспечивается наложением серии коротких швов, расположенных друг от друга на некотором расстоянии. Прихватки должны быть достаточно прочными, для того чтобы удержать элемент в нужном положении и не разрушиться при сварке изделия. Количество и сечение прихваток определяются толщиной свариваемого металла, протяженностью шва, нагрузкой от холодной обработки, которую придется выдержать прихваткам, а также от применяемой технологии сварки.
По положению относительно действующей силы сварные швы подразделяются: на фланговые, лобовые, комбинированные и косые (рис. 2.12).
Лобовой стыковой шов передает приложенное усилие равномерно по всему сечению с наименьшими местными напряжениями. Прочность соединения не зависит от типа разделки кромок свариваемых элементов и при правильном производстве работ практически одинакова. Необходимо тщательно заваривать концы швов, особенно косых, не оставляя недоваров или незаверенных кратеров, которые могут служить очагами концентрации напряжений и появления трещин.
Рис. 2.12. Типы сварных швов по отношению к направлению действующих
а — продольные (фланговые); б — поперечные (лобовые); в — комбинированные; г — косые
Лобовой двухсторонний угловой шов нахлесточного соединения в большинстве случаев имеет неравномерное распределение нагрузки. Распределение напряжений по длине флангового шва в упругой стадии работы происходит неравномерно, в крайних точках возникают большие перенапряжения.
Прочность фланговых швов несколько меньше, чем лобовых, так как разрушение их происходит в основном от среза при незначительном воздействии изгиба. Пластические свойства фланговых швов незначительны, и после появления у начала шва первой трещины разрушение происходит достаточно быстро.
При выполнении нахлесточных соединений только фланговыми швами необходимо, чтобы длина шва была больше ширины детали. При невозможности выполнения этого условия производят обварку по контуру как лобовыми, так и фланговыми швами. Обварка по контуру повышает прочность соединения по сравнению с лобовыми или фланговыми швами, но пересечение лобовых и фланговых швов — понижает. В углах создается повышенная концентрация напряжений, поэтому при обварке по контуру их желательно не обваривать (рис. 2.13).
Приняты следующие положения сварки (рис. 2.14): нижнее стыковое и в «лодочку»; нижнее тавровое; горизонтальное; потолочное стыковое; потолочное тавровое; вертикальное снизу вверх; вертикальное сверху вниз; наклонное под углом 45°.
Рис. 2.13. Обварка детали по контуру
Рис. 2.14. Типы сварных швов и их положение в пространстве
Нижнее положение сварки — положение, когда плоскость, в которой расположен шов сварного соединения, находится под углом от 0 до 10° по отношению к горизонтальной плоскости. При сварке в нижнем положении поверхность сварочной ванны занимает горизонтальное положение, что создает наиболее хорошие условия для формирования шва.
Горизонтальное положение сварки — положение, при котором шов сварного соединения расположен на вертикальной поверхности и находится под углом от 0 до 10° по отношению к горизонтальной плоскости.
Вертикальное положение при сварке — шов сварного соединения находится на вертикальной плоскости под углом 90° ± 10° по отношению к горизонтальной плоскости.
Сварка на подъем — это сварка плавлением в наклонном положении, при котором сварочная ванна перемещается снизу вверх. Сварка на спуск — это сварка плавлением в наклонном положении, при котором сварочная ванна перемещается сверху вниз.
Сварка в вертикальном положении сверху вниз и «на спуск» характеризуется тем, что направление силы тяжести жидкого металла и направление сварки совпадают, металл сварочной ванны подтекает под дугу, что уменьшает глубину проплавления. При сварке в вертикальном положении снизу вверх и «на подъем» направление силы тяжести жидкого металла противоположно направлению сварки, металл сварочной ванны вытекает из-под дуги, увеличивая при этом глубину проплавления.
Наклонное положение сварки — плоскость, на которой располагается сварной шов, находится под углом 45° ± 10° по отношению к горизонтальной плоскости.
Потолочное положение сварки — пространственное положение при сварке, когда последняя выполняется снизу соединения. При сварке в потолочном положении поверхность сварочной ванны занимает горизонтальное положение, и металл ванны удерживается силами поверхностного натяжения и давления дуги. Такая сварка наиболее трудна и может осуществляться только высококвалифицированными сварщиками.
Сварка в вертикальном и потолочном пространственных положениях используется главным образом на тех предприятиях, где продукция крупногабаритная и не подлежит повороту. Вертикальное положение при сварке встречается чаще, чем потолочное.
Классификация сварных швов и соединений
Как организовать дистанционное обучение во время карантина?
Помогает проект «Инфоурок»
Описание презентации по отдельным слайдам:
Классификация сварных швов и соединений
Сварным соединением называется неразъемное соединение, выполненное сваркой. Сварное соединение включает следующие зоны металла в изделии: наплавленный металл; зона сплавления; зона термического влияния.
В зависимости от взаимного расположения свариваемых деталей различают пять типов сварных соединений (согласно ГОСТ 5264-80 «Швы сварных соединений, ручная дуговая сварка» и ГОСТ14771-76 «Швы сварных соединений, сварка в защитныхгазах»: — Стыковое – «С»; — Торцевое – «Тр»; — Нахлёсточное — «Н»; — Тавровое – «Т»; — Угловое – «У».
В СТЫКОВОМ (С) сварном соединении поверхности свариваемых элементов располагаются в одной плоскости или на одной поверхности, а сварка выполняется по смежным торцам. Стыковое соединение обеспечивает наиболее высокие механические свойства сварной конструкции, но требует достаточно точной подготовки деталей и сборки.
ТОРЦЕВОЕ (С) соединение сваривается по торцам соединяемых деталей, боковые поверхности которых примыкают друг к другу. Такие соединения используют, как правило, при сварке тонких деталей во избежание прожога.
В НАХЛЁСТОЧНОМ (Н) сварном соединении поверхности свариваемых элементов располагаются параллельно так, чтобы они были смещены и частично перекрывали друг друга. Нахлёсточные соединения менее чувствительные к погрешностям при сборке, но хуже чем стыковые работают при нагрузках, особенно знакопеременных.
ТАВРОВОЕ (Т) сварное соединение получается, когда торец одной детали под прямым или любым другим углом соединяется с поверхностью другой. Тавровые соединения обеспечивают высокую жёсткость конструкции, но чувствительны к изгибающим нагрузкам.
УГЛОВЫМ (У) называют соединение, в котором поверхности свариваемых деталей располагаются под прямым, тупым или острым углом и свариваются по торцам.
Основные типы, конструктивные элементы и размеры сварных соединений
При сварке плавлением для обеспечения необходимой глубины проплавления выполняют разделку кромок
Геометрические характеристики разделки стыка и сварного соединения
Стандарты сварных соединений и условные обозначения нестандартных швов
Сварной шов — участок сварного соединения, образовавшийся в результате кристаллизации (затвердевания) расплавленного металла или в результате пластической деформации при сварке давлением или сочетания кристаллизации и деформации.
по положению в пространстве от формы сечения Классификация сварных швов от характера сопряжения свариваемых деталей по количеству слоёв от протяжённости по выполнению по числу проходов по назначению по виду сварки по направлению действующего усилия по применяемому для сварки материалу от условий работы сварного изделия по способу удержания расплавленного металла по внешнему виду
от формы сечения
от характера сопряжения свариваемых деталей стыковые угловые тавровые нахлёсточные торцевые
по внешнему виду В соответствии со стандартом допускается выпуклость шва при нижней сварке до 2 мм и не более 3 мм для швов , выполненных в остальных положениях. Вогнутость допускается во всех случаях не более 3 мм.
по количеству слоев Однослойный, однопроходный Многослойный Многопроходный
по направлению действующего усилия
по положению в пространстве
по назначению — прочностные; — плотные (герметичные); — прочно-плотные.
от условий работы сварного изделия — рабочие, предназначенные непосредственно для нагрузок; — нерабочие (связующие или соединительные), используемые только для соединения частей сварного изделия.
по способу удержания расплавленного металла — на швы выполненные без подкладок и подушек; — на съемных и остающихся стальных подкладках; — на медных, флюсо-медных, керамических и асбестовых подкладках; — на флюсовых и газовых подушках.
по ширине — ниточные с шириной шва равной или незначительно превышающей диаметр электрода, выполняются без поперечных колебательных движений сварочного электрода; e = dэл +2…3мм — нормальные с шириной: e = ≤1,5dэл — уширенные, которые выполняют с поперечными колебательными движениями электрода. e = (1,5 – 5)dэл
по длине шва короткие ( до 300 мм); средние (от 300 до 1000мм); длинные ( свыше 1000мм)
по конфигурации сварного шва — прямолинейные; -криволинейные; — кольцевые; -спиральные;
по виду сварки — швы дуговой сварки (ГОСТ 5264—80); — швы автоматической и полуавтоматической сварки под флюсом (ГОСТ 8713-79); — швы дуговой сварки в защитных газах (ГОСТ 14771—76); — швы электрошлаковой сварки (ГОСТ 15164 — 78); — швы электрозаклепочные (ГОСТ 14776 — 79); — швы контактной электросварки (ГОСТ 15878 — 79); — швы газовой сварки; — швы паяных соединений.
по применяемому для сварки материалу — соединения углеродистых и легированных сталей (ГОСТ 5264-80; 14771-76; 15164-78; 8713 — 79 и др.); — швы соединения цветных металлов (ГОСТ 16038 — 70; 14806 — 69); — швы соединения биметалла (ГОСТ 16098 — 70); — швы соединения винипласта и полиэтилена (ГОСТ 16310-70).
Основные геометрические параметры стыкового шва:
Основные геометрические параметры углового шва
Параметры сварного шва Коэффициент выпуклости шва – отношение ширины шва к его выпуклости. Ky = e / q Значение коэффициента выпуклости шва не должно быть более 7–10. Коэффициент долей основного металла в металле шва: Kо = Fо / (Fо + Fэ), где Fо – площадь сечения расплавленного основного металла, Fэ – площадь сечения наплавленного электродного металла
Параметры сварного шва Корнем сварного шва называется часть шва, которая наиболее удалена от его лицевой поверхности. Подварочный шов – меньшая часть двустороннего шва, выполняемая заранее для предотвращения прожогов при дальнейшей сварке основного шва или укладываемая в последнюю очередь в корень шва.
ИЗОБРАЖЕНИЕ ШВОВ СВАРНЫХ СОЕДИНЕНИЙ Шов сварного соединения, независимо от способа сварки, условно изображают: — видимый — сплошной основной линией (а, в), — невидимый — штриховой линией (г). Видимую одиночную сварную точку, независимо от способа сварки, условно изображают знаком «+» (черт. 1б), который выполняют
ИЗОБРАЖЕНИЕ ШВОВ СВАРНЫХ СОЕДИНЕНИЙ Шов, размеры конструктивных элементов которого стандартами не установлены (нестандартный шов), изображают с указанием размеров конструктивных элементов, необходимых для выполнения шва по данному чертежу
Вспомогательный знак Значение вспомогательного знака Расположение вспомогательного знака относительно полки линии-выноски, проведенной от изображения шва с лицевой стороны с оборотной стороны Усиление шва снять Наплывы и неровности шва обработать с плавным переходом к основному металлу Шов выполнить при монтаже изделия, т.е. при установке его по монтажному чертежу на месте применения Шов прерывистый или точечный с цепным расположением Угол наклона линии » 60° Шов прерывистый или точечный с шахматным расположением Шов по замкнутой линии. Диаметр знака — 3 . 5 мм Шов по незамкнутой линии. Знак применяют, если расположение шва ясно из чертежа
УСЛОВНЫЕ ОБОЗНАЧЕНИЯ СВАРНЫХ СОЕДИНЕНИЙ СОГЛАСНО МЕЖДУНАРОДНОГО ИНСТИТУТА СВАРКИ Положение шва при сварке стыковых (а) и тавровых (б) соединений листов: HI — нижнее; Н2 — нижнее тавровых соединений; B1 — вертикальное (сварка низу вверх); B2- вертикальное (сварка сверху вниз); Г — горизонтальное; П1 — потолочное; П2- потолочное тавровых соединений
УСЛОВНЫЕ ОБОЗНАЧЕНИЯ СВАРНЫХ СОЕДИНЕНИЙ СОГЛАСНО МЕЖДУНАРОДНОГО ИНСТИТУТА СВАРКИ Положение шва при сварке стыковых (а) и угловых (б) соединений труб: HI — нижнее при горизонтальном расположении осей труб (трубы), свариваемых (привариваемой) с поворотом; Н2 — нижнее при вертикальном расположении оси трубы, привариваемой без поворота или с поворотом; В1 — переменное при горизонтальном расположении осей труб (трубы), свариваемых (привариваемой) без поворота «на подъем»; В2 — переменное при горизонтальном расположении осей труб (трубы), свариваемых (привариваемой) без поворота «на спуск»; Г — горизонтальное при вертикальном расположении осей труб, свариваемых без поворота или с поворотом; Н45 — переменное при наклонном расположении осей труб (трубы), свариваемых (привариваемой) без поворота; П2 — потолочное при вертикальном расположении оси трубы, привариваемой без поворота или с поворотом
Вопросы для самопроверки 1. Как классифицируются швы сварных соединений? 2. Для чего применяется разделка кромок? 3. Что такое корень шва ? 4. Как классифицируются сварные швы ? 5. Как обозначаются сварные швы на чертежах ?
Классификация способов сварки, сварных соединений и швов
Классификация основных способов сварки и их разновидностей, имеющих в настоящее время промышленное значение, представлена на рис. 5.1. Сварочные процессы классифицируются по основным физическим, техническим и технологическим признакам.
В основе классификации по физическим признакам лежит вид энергии, используемой для получения сварного соединения, и все
Рис. 5.1. Классификации способов сварки
виды сварки относят к одному из трех классов: термическому, термо- механическому и механическому. Термический класс включает все виды сварки плавлением, выполняемые с использованием тепловой энергии: дуговую, газовую, электрошлаковую, электронно-лучевую, лазерную и др. Термомеханический класс объединяет все виды сварки, осуществляемые с использованием тепловой энергии и давления: контактную, диффузионную, газо- и дугопрессовую, кузнечную и др. К механическому классу относятся все виды сварки давлением, выполняемые с использованием механической энергии: холодная, трением, ультразвуковая, взрывом и др.
Техническими признаками классификации сварочных процессов являются способы защиты металла в зоне сварки, непрерывность процесса и степень его механизации.
Технологические признаки классификации устанавливают для каждого вида сварки отдельно. Например, вид дуговой сварки может быть классифицирован по виду электрода, характеру защиты, уровню автоматизации и т.п.
Термины и определения, связанные со сварными соединениями и швами, содержатся в ГОСТ 2601-84.
Сварная конструкция — металлическая конструкция, изготовленная сваркой из отдельных элементов. Часть такой конструкции называют сварным узлом
Сварное соединение — это неразъемное соединение нескольких деталей, выполненное сваркой. Конструктивный тип сварного соединения определяется взаиморасположением свариваемых частей.
Рис. 5.2. Типы сварных соединений:
а — стыковое; б — угловое; в — тавровое; г — нахлесточное; д — торцовое
При сварке плавлением различают следующие типы сварных соединений: стыковое, угловое, тавровое, нахлесточное и торцовое. Применяется также соединение нахлесточное с точечным сварным швом, выполненное дуговой сваркой.
Стыковое соединение представляет собой сварное соединение двух элементов, расположенных в одной плоскости и примыкающих друг к другу торцовыми поверхностями (рис. 5.2, а). Это соединение наиболее распространено в сварных конструкциях ввиду ряда преимуществ перед другими видами соединений. Условные обозначения стыковых соединений С1. С48.
Угловое соединение — это сварное соединение двух элементов, расположенных под углом друг к другу и сваренных в месте приложения их кромок (рис. 5.2, 6). Условные обозначения угловых соединений У1. У10.
Тавровое соединение — это соединение, в котором к боковой поверхности одного элемента примыкает под углом и приварен торцом другой элемент. Как правило, угол между элементами прямой (рис. 5.2, в). Условные обозначения тавровых соединений Т1. Т8.
Нахлесточное соединение представляет собой сварное соединение, в котором соединяемые элементы расположены параллельно и частично перекрывают друг друга (рис. 5.2, г). Условные обозначения Н1. Н9.
Торцовое соединение — это соединение, в котором боковые поверхности элементов примыкают друг к другу (рис. 5.2, д). Условные обозначения не предусмотрены.
Сварной шов представляет собой участок сварного соединения, образовавшийся в результате кристаллизации расплавленного металла сварочной ванны.
Сварочная ванна — часть металла сварного шва, находящаяся в момент выполнения сварки в расплавленном состоянии. Кратер — углубление, которое образуется в сварочной ванне под действием дуги. Металл соединяемых частей, подвергающихся сварке, называют основным металлом; металл, который вводится в сварочную ванну в дополнение к расплавленному основному, — присадочным; переплавленный присадочный металл, введенный в сварочную ванну или наплавленный на основной металл, — наплавленным.
Сплав, образованный переплавленным основным или переплавленными основным и наплавленным металлами, именуют металлом шва. Площадь сечения всего сварочного шва
где Fnp — площадь сечения сварочного шва, сформированного за счет расплавления основного металла; F„ — площадь сечения сварочного шва, сформированного за счет наплавленного (присадочного) металла (рис. 5.3).
В зависимости от параметров и формы подготовки свариваемых кромок элементов доли участия основного и наплавленного металлов в формировании шва могут существенно изменяться:
где т,п — доли основного и наплавленного металлов в шве, изменяющиеся в пределах от 0 до 1. Например, при сварке соединения без присадочного металла с зазором между кромками, близким к нулю, т = 1, п = 0.
Рис. 5.3. Поперечное сечение стыкового шва:
S, Si — толщины свариваемых элементов
В зависимости от доли участия основного и присадочного металлов в формировании металла шва его состав может изменяться. В этом случае содержание того или иного элемента в металле шва может быть определено из равенства
где т[Ме]„, /?[Ме]„ — концентрация рассчитываемого элемента в основном и присадочном металлах.
Торцовые поверхности элементов, подлежащие нагреву и расплавлению при сварке, называют свариваемыми кромками. Для обеспечения равномерного проплавления свариваемым кромкам в зависимости от толщины основ-
Рис. 5.4. Примеры подготовки кромок в стыковом соединении
ного металла и способа сварки придают наиболее оптимальную форму, выполняя их предварительную подготовку. На рис. 5.4 изображены формы, используемые при подготовке кромок для различных типов сварных соединений.
Основными параметрами формы подготовленных кромок и собранных под сварку соединений являются: е, R, Ь,а,с — соответственно высота отбортовки, радиус закруглений, зазор, угол разделки, притупление кромок. При сварке тонкостенных элементов выполняют отбортовку кромок, а при сварке толстостенных — разделку кромок за счет их скоса, т.е. кромку, подлежащую сварке, подвергают прямолинейному или криволинейному наклонному скосу. Не скошенную часть кромки с называют притуплением кромки, а расстояние b между кромками при сборке — зазором. Острый угол (3 между плоскостью скоса кромки и плоскостью торца — это угол скоса кромки, угол 2(3 между скошенными кромками — угол а разделки кромок.
В зависимости от типов сварных соединений различают стыковые и угловые сварные швы. Первые используются при получении стыковых сварных соединениях, вторые — в угловых, тавровых и нахле- сточных соединениях. Основные параметры формы стыкового шва: е — ширина, q — выпуклость, h — глубина проплавления (провара), К — величина катета (для угловых швов) (рис. 5.5).
Рис. 5.5. Параметры формы сварных швов
Часть сварного шва, наиболее удаленную от его лицевой поверхности, называют корнем шва. В зависимости от расположения швов в конструкции (рис. 5.6) сварку выполняют в разных положениях: нижнем, горизонтальном, вертикальном и потолочном.
Рис. 5.6. Основные положения сварки: а — нижнее; б — горизонтальное; в — вертикальное; г — потолочное
По характеру выполнения швы подразделяют на одно- и двусторонние, выполняемые как па весу, так и на различного рода подкладках и флюсовых подушках. Часть двустороннего шва, выполняемую предварительно для предотвращения прожогов при последующей сварке или накладываемую в последнюю очередь в корень шва для обеспечения высокого качества шва, называют подварочным швом.
Но протяженности различают прерывистые и непрерывные швы. Непрерывный шов — это сварной шов без промежутков по длине. Прерывистый шов таковые имеет (рис. 5.7).
Рис. 5.7. Прерывистые сварные швы: а — цепной; б — шахматный: / — длина шва; t — шаг шва
По количеству слоев сварные швы могут быть однослойными и многослойными. Слой — это часть металла сварного шва, состоящая из одного или нескольких валиков, располагающихся на одном уровне поперечного сечения шва. Валик — это металл шва, наплавленный или переплавленный за один проход.
Рис. 5.8. Изображение сварных швов на чертежах
По условиям работы швы подразделяют на рабочие, воспринимающие внешние нагрузки, и связующие (соединительные), предназначенные только для скрепления частей изделия и не рассчитанные па восприятие внешних нагрузок.
Независимо от вида сварки видимый шов сварного соединения на чертежах условно изображают сплошной основной линией, а невидимый — штриховой (рис. 5.8).
Обозначения шва отмечают линией-выноской, которая заканчивается односторонней стрелкой. Характеристика шва проставляется над полкой линии-выноски (для лицевой стороны шва) или под полкой (для обратной стороны шва). Структура условных обозначений стандартного шва приведена на рис. 5.9).
Рис. 5.9. Структура условных обозначений сварных швов
Для обозначения сварных швов используют также вспомогательные знаки (табл. 5.1). Все элементы условного обозначения располагаются в указанной последовательности и отделяются друг от друга дефисом. Буквенные обозначения способа сварки необходимо проставлять на чертеже только в случае применения в данном изделии нескольких видов сварки, например 11 — механизированная дуговая сварка, А — автоматическая дуговая, У — дуговая в углекислом газе и др. Ручная дуговая сварка не имеет буквенного обозначения.
Вспомогательные знаки для условного обозначения швов
Типы сварных соединений
Для неразъемного соединения между собой металлических деталей сваркой используют различные типы сварных соединений.
Неразъемное соединение деталей выполненных из металлических заготовок и получаемое при помощи расплавления их краев электродуговой или газом. Одновременно с этим происходит наплавка дополнительного металла, это может быть расплавленный электрод или специально подаваемый в зону нагрева пруток. В результате этих манипуляций в месте соединения заготовок образуется сварочный шов.
Для соединения металлических деталей применяют различные виды сварки. Список сварочных технологий довольно большой, но к основным видам можно отнести:
- электродуговую;
- газопламенную;
- плазменную;
- лазерную и многие другие.
Основные типы сварочных соединений
Все вопросы, касающиеся сварочного дела, так или иначе, стандартизированы. Один из основополагающих документов это ГОСТ 2601-92. Этот документ нормирует термины и основные понятия в области сварочного дела. В этом же документе определены и основные виды соединений при помощи сварки. К ним относят:
Торцы плотно прилегают друг к другу. Это широко применяемый вид соединения, который можно получать при использовании различных сварочных технологий. Стыковые швы обладают рядом преимуществ, в сравнении с другими – высокая скорость выполнения работ, соответственно высокая производительность, выполняемых работ. Минимальный расход материала. Высокая прочность сварного соединения, разумеется, она достигается при полном соблюдении всех технологических норм и правил. Но использование стыкового соединения требует предварительной подготовки кромок, то есть, подготовить фаску, кроме того, необходимо обеспечить точность установки заготовок.
Такой вид используют для соединения листового, трубного и сортового проката.
Нахлесточные
При этом способе сборки, заготовки располагают так, что их плоскости расположены параллельно друг другу и при этом частично перекрывают друг друга. Соединения этого типа чаще всего используют при выполнении точечной и контактной сварки. В других случаях при выполнении такого шва неоправданно увеличивается расход самого металла и электродов. При выполнении соединения внахлест нет необходимости в предварительной разделке кромок. Но в любом случае листы должны быть обрезаны с применением специального оборудования, например, механических ножниц. Во избежание коррозии, которая может возникнуть между листами металла, целесообразно проварить такое соединение по всей длине.
Такое скрепление заготовок целесообразно использовать если их толщина не превышает 10 мм.
Заготовки располагают друг относительно друга под определенным углом, а шов пролегает в месте их контакта.
Угловые соединения могут иметь одно- или двустороннее исполнение. Их используют при слиянии деталей из листового проката, фасонных изделий и труб. Угол может быть различным, все зависит от назначения конструкции. Небольшое осложнение вызывает то, что необходимо разделать кромки примыкающей заготовки.
Торец одной заготовки примыкает к плоскости другой, чаще всего под прямым углом.
Деталь, устанавливаемая вертикально должна в обязательном порядке иметь обрезанную кромку. Таким образом, обеспечивается примыкание одной детали к другой. Кстати, при подготовке ее к сварке, в зависимости от толщины, может потребоваться предварительная разделка кромки. Если металл довольно толстый, к примеру, свыше 20 мм, то фаску необходимо снимать с двух сторон заготовки. Такой подход обеспечит провар соединения.
Такая форма слияния поверхностей, при котором края свариваемых заготовок прилегают друг к другу и получаемая деталь напоминает бутерброд в разрезе.
Соединения, выполненные при помощи сварки, получили распространение в промышленности, строительстве. Сварка широко используется для замены кованых изделий и деталей, которые изготавливают с помощью литья.
Технологические особенности сварочных работ
Любая работа имеет свои секреты, которыми по большей части владеют профессионалы и сварка тут не исключение. Например, при выполнении таврового соединения, состоящего из листов разной толщины, следует держатель электрода установить таким образом, чтобы угол между ним и толстым листом составлял 60 градусов.
Другая особенность выполнения таврового типа заключается в установке листов в «лодочку», то есть угол между заготовкой и горизонтальной плоскостью должен составлять 45 градусов. При такой форме установки заготовок электрод может быть установлен строго вертикально. В результате вырастает скорость сварки и снижается вероятность появления таких дефектов, как подрез, кстати, это чаще всего встречающийся дефект таврового шва. В зависимости от толщины металла может возникнуть необходимость выполнения нескольких проходов электродом. Сварку в «лодочку» применяют при использовании автоматической сварки.
Классификация по расположению соединения
Кроме вышеприведенной квалификации, сварные швы можно классифицировать и по другим характеристикам. Одна из таких – это по степени выпуклости.
Сварные швы можно разделить на:
Во многом этот параметр зависит от параметров сварочных материалов и от режимов сварочного аппарата. Если при выполнении сварки применяют длинную дугу, то шов выйдет ровным и широким. При использовании короткой дуги, ширина шва уменьшиться, а сам он станет выпуклым. Нельзя забывать и о том, что на качество и геометрию шва большое значение оказывает скорость движения электрода и, конечно, форма и размеры разделки кромки.
Сварные швы можно классифицировать по их положению в пространстве. То есть они могут быть расположены – внизу, вертикально и на потолке.
Оптимальным расположением сварочного шва считают нижнее. Такой вид шва рекомендуется использовать при разработке рабочей документации на изделия. Сварщик, при обработке нижнего шва, находиться поверх него и прекрасно видит и движение электрода, и процесс формирования шва.
Вертикально расположенные или потолочные швы могут выполнять только сварщики определенной квалификации. Потолочное расположение шва это самый трудоемкая и небезопасная работа.
Квалификация сварных соединений по протяженности
Неразъемные соединения, полученные при помощи сварки можно разделить на сплошные и прерывистые. Первые выполняют там, где необходимо обеспечить герметичность соединения или там, где по прочностным требованиям невозможно применить второй вариант (прерывистый)
Нормативная база
Сварочные соединения могут быть классифицированы по разным параметрам – это и геометрия шва, и тип соединения и многое другое. При проектирования изделия, в котором будут использоваться сварочные швы, проектировщик в первую очередь должен руководствоваться результатами прочностных расчетов. И только после этого выбирать способ соединения заготовок.
В своей работе проектировщики и изготовители должны руководствоваться следующими документами:
На основании данных из этих нормативных документов, необходимо определить геометрию шва и тип сварки. Уже затем должны быть установлены критерии раздела кромок, если таковой требуется. На последней стадии определяют допустимые и предельные отклонения размеров шва.
Дефекты сварочных соединений
Сварочные работы относят к особо ответственным. И это понятно. Сварку используют и при изготовлении емкостей, работающих под давлением, и трубопроводов и котлов. И от качества выполненного соединения зависит работоспособность и, главное, безопасность работы оборудования. Практически на всех производствах и строительных площадках. Где используют сварку, применяют различные методы контроля качества. В соответствии с требованиями ГОСТ 3242-79 для контроля сварочных соединений предусмотрено несколько способов контроля. Среди них такие, как:
- Визуальный, его применяют при контроле неответственных соединений.
- Ультразвуковой — его применяют для контроля разных типов соединений.
На особо ответственные, например, на мостовых конструкциях или трубопроводах высокого давления, сварщик должен оставить отпечаток личного клейма.