Содержание
- Конвертерный способ производства стали
- Конвертерный способ производства стали
- Особенности кислородно-конвертерного способа выплавки стали
- Производство стали в конвертерах
- научная статья по теме СОЗДАНИЕ И РАЗВИТИЕ КИСЛОРОДНО-КОНВЕРТЕРНОГО ПРОИЗВОДСТВА Металлургия
- Текст научной статьи на тему «СОЗДАНИЕ И РАЗВИТИЕ КИСЛОРОДНО-КОНВЕРТЕРНОГО ПРОИЗВОДСТВА»
Кислородно конвертерный способ производства стали
Конвертерный способ производства стали
Бурное развитие промышленности и транспорта привело к росту потребления конструкционного железа (мосты, рельсы, фермы, балки) и способствовало внедрению процесса бессемерования чугуна, осуществленного Г. Бессемером в 1856 г.
Процесс ведется в конвертере и основан на продувке воздуха через слой жидкого чугуна, окисляющего содержащиеся в чугуне примеси. Выгорание примесей сопровождается выделением тепла, за счет которого без подогрева извне металл и шлак сохраняются, в течение всего процесса в жидком виде.
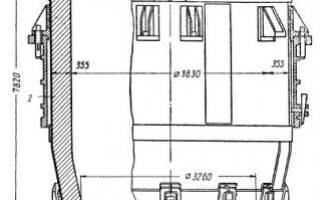
Конвертер состоит из трех частей — днища, корпуса и шлема, соединенных между собой болтами. Днище и корпус обычно цилиндрические или слегка суживающиеся книзу. Шлем имеет форму усеченного конуса с меньшим основанием вверху. Верхнее отверстие шлема, называемое горловиной, служит для заливки чугуна, выхода газов в процессе продувки, слива шлака и выпуска стали. Кожух из толстых стальных листов футеруется огнеупорным материалом (динасовым кирпичом), а днище — массой, состоящей из кварца и огнеупорной глины. Емкость конвертера до 40 т чугуна. Размеры его, выбираемые для переработки определенного количества чугуна, определяются из такого расчета, чтобы толщина слоя заливаемого чугуна не превышала 400—500 мм, а величина объема над ванной была в 10—11 раз больше объема жидкой ванны. При таком соотношении размеров обеспечивается хорошая продувка металла воздухом и отсутствуют выплески металла.
Общий вид конвертера приведен на рис. 75.
Днище конвертера делается отъемным и после сушки и обжига огнеупорной набивки устанавливается на место. Она выдерживает 20—25 плавок и после этого заменяется. Длительность службы футеровки стен достигает 3000 плавок.
Под днищем крепится воздушная распределительная коробка, в которую поступает сжатый воздух, подаваемый через фурмы в конвертер.
Кожух конвертера охвачен массивным опорным кольцом, имеющим по бокам две опорные цапфы, с помощью которых конвертер может поворачиваться вокруг горизонтальной оси.
Выпускаемый из доменных печей чугун сливается в приемник, называемый миксером. В миксере усредняется состав чугуна и поддерживается постоянный его запас, необходимый для бесперебойной работы конвертеров и мартеновских печей. Миксер вмещает до 2000 т чугуна и представляет собой стальной бочкообразный горизонтально расположенный сосуд, стенки и днище которого футерованы огнеупорным кирпичом (рис. 76).
Миксер боковой цилиндрической поверхностью опирается на ролики и может поворачиваться для выливки из него чугуна. Свежие порции чугуна, поступающего из доменного цеха, заливаются через специальное отверстие сбоку миксера.
Конвертер приводят в горизонтальное положение и заливают в него жидкий чугун. При этом нет опасности заливания и замораживания фурм, так как они находятся выше расплава. Затем, подав дутье и исключив тем самым возможность попадания расплава в фурмы, конвертер поворачивают и приводят в рабочее (вертикальное) положение.
В зависимости от содержания примесей продувка длится 10—20 мин., после чего готовый металл выливают через горловину конвертера в ковши. Конвертер емкостью 25—30 т способен переработать около 1200 т чугуна за 24 часа.
Бессемеровский процесс можно применять для чугуна, содержащего достаточно большие количества углерода (около 4%), кремния (от 1 до 1,5%) и небольшие количества серы (0,06%) и фосфора (0,07%).
Возможность протекания реакций окисления и их последовательность в значительной степени зависят от сродства металлов к кислороду: чем оно больше, тем прочнее образующийся окисел и тем легче при данных условиях окисляется элемент.
Из элементов, входящих в состав чугуна, наибольшее сродство к кислороду имеет кремний, причем с ростом температуры и изменением концентрации металлов последовательность их окисления может изменяться. Так до 1300° углерод окисляется после кремния и марганца, а при температуре выше 1470° углерод окисляется в первую очередь. На процесс окисления примесей существенно влияет также растворимость окислов в железе: если образующийся окисел растворяется в железе, то окисление примеси ускоряется.
При процессе бессемерования вдуваемый воздух в первую очередь окисляет железо, которого во много раз больше, чем примесей. Образующаяся закись железа приходит в контакт и взаимодействие с примесями, отдавая им свой кислород. Окисление за счет кислорода, связанного с закисью железа, превалирует над окислением примесей непосредственно кислородом дутья.
При продувке чугуна различают три периода.
Первый период соответствует окислению железа до закиси, передающей кислород кремнию и марганцу, которые окисляются и переходят в шлак. Этот период длится 3—4 мин. и сопровождается повышением температуры от 1300 до 1600°, При этом протекают следующие реакции:
2Fe + O2 = 2FeO + 123 920 кал;
Si + 2FeO = SiO2 + 2Fe + 88 280 кал;
Mn + FeO = MnO + Fe + 30 200 кал.
Второй период соответствует окислению углерода, причем образующаяся окись углерода интенсивно сгорает, образуя в горловине факел белого пламени:
В то время как окисление кремния и марганца сопровождается выделением тепла, окисление углерода закисью железа протекает с поглощением тепла. Вот почему бессемеровские чугуны должны содержать достаточно кремния и марганца, т. е. быть «горячими» в химическом отношении.
Третий период характеризуется окислением остатков кремния, марганца и даже части железа. Удаляемые при этом из конвертера при высокой температуре пары металлов окисляются до высших окислов, окрашивающих газы в бурый цвет.
Так как в процессе продувки трудно оставить в ванне необходимое количество углерода, то в ванну добавляют чугун, а в последнее время прекращают продувку при достижении необходимого содержания углерода в металле, что исключает необходимость проведения третьего периода бессемерования.
Образующийся при бессемеровании шлак содержит около 55% SiO2, 25% FeO и 20% MnO, его выход по отношению к чугуну составляет 5—7%.
При продувке холодного чугуна или чугуна, содержащего мало кремния и марганца (что затрудняет проведение процесса бессемерования), в конвертер вводят кремнистые или марганцовистые сплавы.
При продувке перегретого или химически горячего (содержащего много кремния и марганца) чугуна происходит преждевременное выгорание углерода при больших остаточных количествах кремния и марганца. В этом случае в конвертер загружают холодные куски металла, поглощающие избыточную часть тепла для своего расплавления.
Существенным недостатком бессемеровского процесса следует считать невозможность удаления фосфора и серы вместе с углеродом, кремнием и марганцем, а это значительно обесценивает процесс, так как не позволяет перерабатывать большое количество чугуна, полученного из фосфорсодержащих руд.
Кислые шлаки, получаемые в бессемеровском конвертере, не могут связать образующуюся пятиокись фосфора, она восстанавливается железом и содержащимися в нем примесями до фосфора, который вновь растворяется в железе. Пятиокись фосфора прочно связывается окисью кальция в тетрафосфат кальция, но вводить в конвертер окись кальция нельзя, так как она в первую очередь будет связываться с кремнеземом из футеровки, быстро разрушая последнюю и увеличивая выход шлака.
Основная масса серы, содержащейся в чугуне в виде сернистого железа, также не может быть извлечена в кислые конвертерные шлаки.
В настоящее время не более 3—5% стали производится бессемеровским процессом.
Для переработки богатых фосфором руд, большие количества которых имелись во многих странах, был предложен конвертер с основной футеровкой из обожженного при 1300° доломита (CaCO3*MgCO3), который после обжига превращается в смесь окислов кальция и магния (рис. 77).
Томасовский конвертер подобен по конструкции бессемеровскому (конвертер на 40—50 т жидкого чугуна имеет высоту 9 м и диаметр 5 м).
Практика томасирования слагается из операций загрузки конвертера, продувки чугуна и разлива стали. В опрокинутый горизонтально конвертер загружают около 10—15% (к весу чугуна) свежеобожженной извести и нагретый до 1200—1250° чугун из миксера. Далее конвертер поворачивают в вертикальное положение и одновременно подают в него дутье.
В процессе продувки различают три периода: первый — в течение которого выгорают марганец, кремний и в некоторой степени углерод, второй — в течение которого происходит наиболее интенсивное удаление углерода и начинается удаление фосфора и третий — в течение которого происходит интенсивное выгорание фосфора и частичное окисление железа. Окисление фосфора происходит за счет закиси железа по реакции:
сопровождающейся большим выделением тепла. Образующаяся пятиокись фосфора переходит в известковистый шлак, где связывается в соединение 4СаО*P2O5. Диаграмма выгорания примесей в томасовском процессе приведена на рис. 78. Суммарная реакция окисления фосфора и ошлакования известью:
Фосфор удаляют до содержания 0,05—0,08%. При томасировании образуется шлака до 25% от веса стали, содержащего 14—20% фосфорного ангидрида — хорошего минерального удобрения. Шлаки затем размалывают и просеивают.
Так как фосфор догорает после окисления всего углерода, получающаяся сталь слишком мягка, поэтому ее науглероживают, вводя в конвертер необходимое количество бесфосфористого чугуна.
Из томасовской стали катают рельсы, крупносортные и мелкосортные изделия и листы. В Германии, Франции и Бельгии, перерабатывающих фосфористые руды, 80% стали получают томасовским процессом.
В конвертерах нецелесообразно выплавлять высококачественную сталь (с высоким содержанием легирующих компонентов), так как большинство их интенсивно выгорает при продувке металла, Величина угара примесей и самого железа достигает 8—10%.
Томассвский процесс связан с большим расходом сжатого воздуха.
Применение технически чистого кислорода в конвертерном производстве имеет ряд преимуществ по сравнению с применением воздушного дутья и дутья, обогащенного кислородом. Получаемый на технически чистом кислороде конвертерный металл приближается по качеству к мартеновской стали.
Проблема получения качественного конвертерного металла сводится в конечном счете к уменьшению газонасыщенности стали, удалению азота и кислорода. Эта проблема полностью разрешается путем применения кислородного дутья; количество азота в стали понижается с увеличением степени обогащения дутья кислородом.
Уменьшение содержания серы и фосфора в стали достигается при переработке мартеновского чугуна в конвертере с основной футеровкой.
Переработка химически холодного мартеновского передельного чугуна в конвертере возможна лишь при резком снижении потерь тепла с отходящими газами (азотом). Применение кислорода решает эту задачу. При работе на воздушном дутье потери тепла с газами составляют 27%, при работе на кислороде — 7%.
Возможность переработки передельного мартеновского чугуна расширяет сырьевую базу черной металлургии при одновременной экономии кокса, расход которого при выплавке мартеновского чугуна ниже, чем при выплавке бессемеровского.
Продувку чугуна кислородом ведут через водоохлаждаемую фурму, опущенную через горловину сверху.
Первые опыты по этому способу были произведены в России в 1933 г., после освоения этого способа конвертерный процесс должен получить весьма широкое развитие.
Конвертерный способ производства стали
Бурное развитие промышленности и транспорта привело к росту потребления конструкционного железа (мосты, рельсы, фермы, балки) и способствовало внедрению процесса бессемерования чугуна, осуществленного Г. Бессемером в 1856 г.
Процесс ведется в конвертере и основан на продувке воздуха через слой жидкого чугуна, окисляющего содержащиеся в чугуне примеси. Выгорание примесей сопровождается выделением тепла, за счет которого без подогрева извне металл и шлак сохраняются, в течение всего процесса в жидком виде.
Конвертер состоит из трех частей — днища, корпуса и шлема, соединенных между собой болтами. Днище и корпус обычно цилиндрические или слегка суживающиеся книзу. Шлем имеет форму усеченного конуса с меньшим основанием вверху. Верхнее отверстие шлема, называемое горловиной, служит для заливки чугуна, выхода газов в процессе продувки, слива шлака и выпуска стали. Кожух из толстых стальных листов футеруется огнеупорным материалом (динасовым кирпичом), а днище — массой, состоящей из кварца и огнеупорной глины. Емкость конвертера до 40 т чугуна. Размеры его, выбираемые для переработки определенного количества чугуна, определяются из такого расчета, чтобы толщина слоя заливаемого чугуна не превышала 400—500 мм, а величина объема над ванной была в 10—11 раз больше объема жидкой ванны. При таком соотношении размеров обеспечивается хорошая продувка металла воздухом и отсутствуют выплески металла.
Общий вид конвертера приведен на рис. 75.
Днище конвертера делается отъемным и после сушки и обжига огнеупорной набивки устанавливается на место. Она выдерживает 20—25 плавок и после этого заменяется. Длительность службы футеровки стен достигает 3000 плавок.
Под днищем крепится воздушная распределительная коробка, в которую поступает сжатый воздух, подаваемый через фурмы в конвертер.
Кожух конвертера охвачен массивным опорным кольцом, имеющим по бокам две опорные цапфы, с помощью которых конвертер может поворачиваться вокруг горизонтальной оси.
Выпускаемый из доменных печей чугун сливается в приемник, называемый миксером. В миксере усредняется состав чугуна и поддерживается постоянный его запас, необходимый для бесперебойной работы конвертеров и мартеновских печей. Миксер вмещает до 2000 т чугуна и представляет собой стальной бочкообразный горизонтально расположенный сосуд, стенки и днище которого футерованы огнеупорным кирпичом (рис. 76).
Миксер боковой цилиндрической поверхностью опирается на ролики и может поворачиваться для выливки из него чугуна. Свежие порции чугуна, поступающего из доменного цеха, заливаются через специальное отверстие сбоку миксера.
Конвертер приводят в горизонтальное положение и заливают в него жидкий чугун. При этом нет опасности заливания и замораживания фурм, так как они находятся выше расплава. Затем, подав дутье и исключив тем самым возможность попадания расплава в фурмы, конвертер поворачивают и приводят в рабочее (вертикальное) положение.
В зависимости от содержания примесей продувка длится 10—20 мин., после чего готовый металл выливают через горловину конвертера в ковши. Конвертер емкостью 25—30 т способен переработать около 1200 т чугуна за 24 часа.
Бессемеровский процесс можно применять для чугуна, содержащего достаточно большие количества углерода (около 4%), кремния (от 1 до 1,5%) и небольшие количества серы (0,06%) и фосфора (0,07%).
Возможность протекания реакций окисления и их последовательность в значительной степени зависят от сродства металлов к кислороду: чем оно больше, тем прочнее образующийся окисел и тем легче при данных условиях окисляется элемент.
Из элементов, входящих в состав чугуна, наибольшее сродство к кислороду имеет кремний, причем с ростом температуры и изменением концентрации металлов последовательность их окисления может изменяться. Так до 1300° углерод окисляется после кремния и марганца, а при температуре выше 1470° углерод окисляется в первую очередь. На процесс окисления примесей существенно влияет также растворимость окислов в железе: если образующийся окисел растворяется в железе, то окисление примеси ускоряется.
При процессе бессемерования вдуваемый воздух в первую очередь окисляет железо, которого во много раз больше, чем примесей. Образующаяся закись железа приходит в контакт и взаимодействие с примесями, отдавая им свой кислород. Окисление за счет кислорода, связанного с закисью железа, превалирует над окислением примесей непосредственно кислородом дутья.
При продувке чугуна различают три периода.
Первый период соответствует окислению железа до закиси, передающей кислород кремнию и марганцу, которые окисляются и переходят в шлак. Этот период длится 3—4 мин. и сопровождается повышением температуры от 1300 до 1600°, При этом протекают следующие реакции:
2Fe + O2 = 2FeO + 123 920 кал;
Si + 2FeO = SiO2 + 2Fe + 88 280 кал;
Mn + FeO = MnO + Fe + 30 200 кал.
Второй период соответствует окислению углерода, причем образующаяся окись углерода интенсивно сгорает, образуя в горловине факел белого пламени:
В то время как окисление кремния и марганца сопровождается выделением тепла, окисление углерода закисью железа протекает с поглощением тепла. Вот почему бессемеровские чугуны должны содержать достаточно кремния и марганца, т. е. быть «горячими» в химическом отношении.
Третий период характеризуется окислением остатков кремния, марганца и даже части железа. Удаляемые при этом из конвертера при высокой температуре пары металлов окисляются до высших окислов, окрашивающих газы в бурый цвет.
Так как в процессе продувки трудно оставить в ванне необходимое количество углерода, то в ванну добавляют чугун, а в последнее время прекращают продувку при достижении необходимого содержания углерода в металле, что исключает необходимость проведения третьего периода бессемерования.
Образующийся при бессемеровании шлак содержит около 55% SiO2, 25% FeO и 20% MnO, его выход по отношению к чугуну составляет 5—7%.
При продувке холодного чугуна или чугуна, содержащего мало кремния и марганца (что затрудняет проведение процесса бессемерования), в конвертер вводят кремнистые или марганцовистые сплавы.
При продувке перегретого или химически горячего (содержащего много кремния и марганца) чугуна происходит преждевременное выгорание углерода при больших остаточных количествах кремния и марганца. В этом случае в конвертер загружают холодные куски металла, поглощающие избыточную часть тепла для своего расплавления.
Существенным недостатком бессемеровского процесса следует считать невозможность удаления фосфора и серы вместе с углеродом, кремнием и марганцем, а это значительно обесценивает процесс, так как не позволяет перерабатывать большое количество чугуна, полученного из фосфорсодержащих руд.
Кислые шлаки, получаемые в бессемеровском конвертере, не могут связать образующуюся пятиокись фосфора, она восстанавливается железом и содержащимися в нем примесями до фосфора, который вновь растворяется в железе. Пятиокись фосфора прочно связывается окисью кальция в тетрафосфат кальция, но вводить в конвертер окись кальция нельзя, так как она в первую очередь будет связываться с кремнеземом из футеровки, быстро разрушая последнюю и увеличивая выход шлака.
Основная масса серы, содержащейся в чугуне в виде сернистого железа, также не может быть извлечена в кислые конвертерные шлаки.
В настоящее время не более 3—5% стали производится бессемеровским процессом.
Для переработки богатых фосфором руд, большие количества которых имелись во многих странах, был предложен конвертер с основной футеровкой из обожженного при 1300° доломита (CaCO3*MgCO3), который после обжига превращается в смесь окислов кальция и магния (рис. 77).
Томасовский конвертер подобен по конструкции бессемеровскому (конвертер на 40—50 т жидкого чугуна имеет высоту 9 м и диаметр 5 м).
Практика томасирования слагается из операций загрузки конвертера, продувки чугуна и разлива стали. В опрокинутый горизонтально конвертер загружают около 10—15% (к весу чугуна) свежеобожженной извести и нагретый до 1200—1250° чугун из миксера. Далее конвертер поворачивают в вертикальное положение и одновременно подают в него дутье.
В процессе продувки различают три периода: первый — в течение которого выгорают марганец, кремний и в некоторой степени углерод, второй — в течение которого происходит наиболее интенсивное удаление углерода и начинается удаление фосфора и третий — в течение которого происходит интенсивное выгорание фосфора и частичное окисление железа. Окисление фосфора происходит за счет закиси железа по реакции:
сопровождающейся большим выделением тепла. Образующаяся пятиокись фосфора переходит в известковистый шлак, где связывается в соединение 4СаО*P2O5. Диаграмма выгорания примесей в томасовском процессе приведена на рис. 78. Суммарная реакция окисления фосфора и ошлакования известью:
Фосфор удаляют до содержания 0,05—0,08%. При томасировании образуется шлака до 25% от веса стали, содержащего 14—20% фосфорного ангидрида — хорошего минерального удобрения. Шлаки затем размалывают и просеивают.
Так как фосфор догорает после окисления всего углерода, получающаяся сталь слишком мягка, поэтому ее науглероживают, вводя в конвертер необходимое количество бесфосфористого чугуна.
Из томасовской стали катают рельсы, крупносортные и мелкосортные изделия и листы. В Германии, Франции и Бельгии, перерабатывающих фосфористые руды, 80% стали получают томасовским процессом.
В конвертерах нецелесообразно выплавлять высококачественную сталь (с высоким содержанием легирующих компонентов), так как большинство их интенсивно выгорает при продувке металла, Величина угара примесей и самого железа достигает 8—10%.
Томассвский процесс связан с большим расходом сжатого воздуха.
Применение технически чистого кислорода в конвертерном производстве имеет ряд преимуществ по сравнению с применением воздушного дутья и дутья, обогащенного кислородом. Получаемый на технически чистом кислороде конвертерный металл приближается по качеству к мартеновской стали.
Проблема получения качественного конвертерного металла сводится в конечном счете к уменьшению газонасыщенности стали, удалению азота и кислорода. Эта проблема полностью разрешается путем применения кислородного дутья; количество азота в стали понижается с увеличением степени обогащения дутья кислородом.
Уменьшение содержания серы и фосфора в стали достигается при переработке мартеновского чугуна в конвертере с основной футеровкой.
Переработка химически холодного мартеновского передельного чугуна в конвертере возможна лишь при резком снижении потерь тепла с отходящими газами (азотом). Применение кислорода решает эту задачу. При работе на воздушном дутье потери тепла с газами составляют 27%, при работе на кислороде — 7%.
Возможность переработки передельного мартеновского чугуна расширяет сырьевую базу черной металлургии при одновременной экономии кокса, расход которого при выплавке мартеновского чугуна ниже, чем при выплавке бессемеровского.
Продувку чугуна кислородом ведут через водоохлаждаемую фурму, опущенную через горловину сверху.
Первые опыты по этому способу были произведены в России в 1933 г., после освоения этого способа конвертерный процесс должен получить весьма широкое развитие.
Особенности кислородно-конвертерного способа выплавки стали
В 1855 году англичанин Генри Бессемер провел интереснейший опыт: он расплавил в тигле кусок доменного чугуна и продул его воздухом. Хрупкий чугун превратился в ковкую сталь. Все объяснялось очень просто — кислород воздуха выжигал углерод из расплава, который удалялся в атмосферу в виде оксида и диоксида. Впервые в истории металлургии для получения продукта не требовался дополнительный подогрев сырья. Это и понятно, ведь Бессемер реализовал экзотермическую реакцию горения углерода. Процесс был удивительно быстротечен. В пудлинговой печи сталь получали лишь за несколько часов, а здесь — за считанные минуты. Так Бессемер создал конвертер — агрегат, превращающий расплавленный чугун в сталь без дополнительного нагрева. Д.И. Менделеев назвал бессемеровские конвертеры печами без топлива. А поскольку по форме агрегат Бессемера напоминал грушу, его так и называли — бессемеровская «груша».
В бессемеровском конвертере можно переплавлять не всякий чугун, а только такой, в составе которого имеются кремний и марганец. Соединяясь с кислородом подаваемого воздуха, они выделяют большое количество теплоты, которая и обеспечивает быстрое выгорание углерода. Все же теплоты не хватает, чтобы расплавлять твердые куски металла. Поэтому в бессемеровском конвертере нельзя перерабатывать железный лом или твердый чугун. Это резко ограничивает возможности его применения.
Бессемеровский процесс — быстрый, дешевый и простой способ получения стали, но есть у него и большие недостатки. Поскольку химические реакции в конвертере идут очень быстро, то углерод выгорает, а вредные примеси — сера и фосфор — остаются в стали и ухудшают ее свойства. Кроме того, при продувке сталь насыщается азотом воздуха, а это ухудшает металл. Вот почему как только появились мартеновские печи, бессемеровский конвертер стал редко употребляться для выплавки стали. Гораздо больше конвертеры использовали для выплавки цветных металлов — меди и никеля.
Сегодняшний конвертер, конечно, можно в определенном смысле называть потомком бессемеровского детища, ибо в нем, как и прежде, сталь получают, продувая жидкий чугун. Но уже не воздухом, а технически чистым кислородом. Это оказалось намного эффективнее.
Кислородно-конвертерный способ выплавки стали пришел в металлургию более чем полвека назад. Созданный в Советском Союзе по предложению инженера-металлурга Н.И. Мозгового, он полностью вытеснил бессемеровский процесс. А первая в мире тонна кислородно-конвертерной стали была успешно выплавлена в 1936 году на киевском заводе «Большевик».
Оказалось, что таким способом можно не только перерабатывать жидкий чугун, но и добавлять в него значительные количества твердого чугуна и железного лома, который раньше можно было перерабатывать только в мартеновских печах. Вот почему кислородные конвертеры получили такое большое распространение.
Но только в 1950-е годы конвертеры для выплавки стали окончательно выдвинулись на первый план. Степень использования тепла в кислородном конвертере гораздо выше, чем в сталеплавильных агрегатах подового типа. Тепловой коэффициент полезного действия конвертера составляет 70 процентов, а у мартеновских печей не более 30. Кроме того, газы отходящие из конвертера, используются при дожигании в котлах-утилизаторах, или как топливо при отводе газов из конвертера без дожигания.
Существует три вида конвертеров: с донной продувкой, верхней и комбинированной. В настоящее время наиболее распространенными в мире являются конвертеры с верхней продувкой кислородом — агрегаты весьма производительные и относительно простые в эксплуатации. Однако в последние годы во всем мире конвертеры с донным и с комбинированным (сверху и снизу) дутьем начинают теснить конвертеры с верхней продувкой.
Рассмотрим устройство кислородного конвертера с верхней продувкой. Средняя часть корпуса конвертера цилиндрической формы, стены ванны сферической формы, днище плоское. Верхняя шлемная часть конической формы. Кожух конвертера выполняют из стальных листов толщиной 30 — 90 миллиметров. В конвертерах садкой до 150 тонн днище отъемное, крепят его к корпусу болтами, что облегчает ремонтные работы. При садке 250-350 тонн конвертер делают глуходонным, что вызвано необходимостью создания жесткой конструкции корпуса, гарантирующей от случаев прорыва жидкого металла.
Корпус конвертера крепят к специальному опорному кольцу, к которому приваривают цапфы. Одна из цапф через зубчатую муфту соединена с механизмом поворота. В конвертерах вместимостью больше двухсот пятидесяти тонн обе цапфы являются приводными. Конвертер цапфами опирается на подшипники, установленные на станинах. Механизм поворота позволяет вращать конвертер вокруг горизонтальной оси.
Корпус и днище конвертера футеруют огнеупорным кирпичом. Подача кислорода в ванну конвертера для продувки металла осуществляется через специальную фурму, вводимую в горловину конвертера.
Первой операцией конвертерного процесса является загрузка скрапа. Конвертер наклоняют на некоторый угол от вертикальной оси и специальным коробом-совком вместимостью через горловину загружают в конвертер скрап — железный и стальной лом. Обычно загружают 20-25 процентов скрапа на плавку. Если скрап не подогревают в конвертере, то затем сразу же заливают жидкий чугун. После этого конвертер устанавливают в вертикальное положение, через горловину в конвертер вводят кислородную фурму.
Для наводки шлака в конвертер по специальному желобу вводят шлакообразующие материалы: известь и в небольшом количестве железную руду и плавиковый шпат.
кислородный конвертерный сталь чугун
После окисления примесей чугуна и нагрева металла до заданных величин продувку прекращают, фурму из конвертера удаляют и сливают металл и шлак в ковши. Легирующие добавки и раскислители вводят в ковш.
Продолжительность плавки в хорошо работающих конвертерах почти не зависит от их вместимости и составляет 45 минут, продолжительность продувки — 15-25 минут. Каждый конвертер в месяц дает 800-1000 плавок. Стойкость конвертера — 600-800 плавок.
Движение металла в конвертере весьма сложное, помимо кислородной струи, на жидкую ванну воздействуют пузыри оксида углерода. Процесс перемешивания усложняется еще и тем, что шлак проталкивается струей газа в толщу металла и перемешивается с ним. Движение ванны и вспучивание ее выделяющимся оксидом углерода приводят значительную часть жидкого расплава в состояние эмульсии, в которой капли металла и шлака тесно перемешаны друг с другом. В результате этого создается большая поверхность соприкосновения металла со шлаком, что обеспечивает высокие скорости окисления углерода.
Конвертеры с донной продувкой кислородом из-за меньшего угара железа позволяют получить больший (на 1,5-2 процента) выход годной стали по сравнению с конвертерами с верхней продувкой. Плавка в 180-тонном конвертере с донной продувкой длится 32-39 минут, продувка — 12 — 14 минут, то есть производительность выше, чем у конвертеров с верхней продувкой. Однако необходимость промежуточной замены днищ нивелирует это различие в производительности.
Первые конвертеры с донной продувкой за рубежом были построены в 1966-1967 годах. Необходимость создания такого конвертера обусловлена, в основном, двумя причинами. Во-первых, необходимостью переработки чугунов с повышенным содержанием марганца, кремния и фосфора. Поскольку передел такого чугуна в конвертерах с верхней продувкой сопровождается выбросами металла в ходе продувки и не обеспечивает должной стабильности химического состава готовой стали. Во-вторых, тем, что конвертер с такой продувкой является наиболее приемлемой конструкцией, позволяющей осуществить реконструкцию существующих бессемеровских и томасовских цехов, и вписывается в здание существующих мартеновских цехов. Этому конвертеру свойственно наличие большого числа реакционных зон, интенсивное окисление углерода с первых минут плавки, низкое содержание оксидов железа в шлаке. В силу специфики работы сталеплавильной ванны при донной продувке в конвертерах подобного типа выход годного несколько выше, чем в других конвертерах, а запыленность отходящих газов ниже.
В конвертерах с донной продувкой, имеющих большое число фурм, все технологические процессы протекают интенсивнее, чем в конвертерах с верхней продувкой. Однако общая производительность конвертеров с донной продувкой не превышает значительно таковую для конвертеров с верхней продувкой по причине ограниченной стойкости днищ.
Чтобы предохранить кладку днища конвертера от действия высоких температур, фурму делают в виде двух коаксиальных трубок — по центральной подается кислород, а по периферийной — какое-либо углеводородное топливо, чаще всего природный газ. Таких фурм обычно 16-22. Большое число более мелких фурм обеспечивает лучшее перемешивание ванны и более спокойный ход плавки.
Струя топлива отделяет реакционную зону от днища, снижает температуру около днища в месте выхода кислородных струй за счет отбора тепла на нагрев топлива, крекинг и диссоциации составляющих топлива и продуктов их окисления. Охлаждающий эффект, кроме того, обеспечивается пылевидной известью, которая подается в струю кислорода. Таким образом, продувка расплавленного металла несколькими струями кислорода снизу создает ряд благоприятных особенностей в работе конвертера. Обеспечивается большее число реакционных зон и большая межфазная поверхность контакта кислородных струй с металлом. Это позволяет увеличить интенсивность продувки, повысить скорость окисления углерода. Улучшается перемешивание ванны, повышается степень использования кислорода. В результате появляется возможность расплавления больших по массе кусков скрапа. Лучшая гидродинамика ванны обеспечивает более ровный и спокойный ход всей плавки, практически исключает выбросы. В силу этого в конвертерах с донной продувкой можно перерабатывать чугуны с повышенным содержанием марганца и фосфора.
Стремление повысить производительность агрегатов одновременно с необходимостью повысить однородность состава и температуры металла при возможности изготовления сталей широкого диапазона привело к использованию комбинированной продувки при относительно небольшом (по сравнению только с донной продувкой) количестве газов, вдуваемых через фурмы, установленные в днище конвертера. В последнее время появилось два основных варианта такого процесса, когда снизу подают кислород или инертные газы с целью обеспечить интенсивное перемешивание ванны и ускорить процесс удаления примесей. При этом, как и при донной продувке, снизу вместе с газами может подаваться пылевидная известь. По такому важному показателю, как возможный расход скрапа, конвертеры с верхней, донной и комбинированной продувкой оказываются приблизительно на одном уровне, при несколько более высоком выходе годного при донной продувке.
В настоящее время в мире применяется и разрабатывается много различных методов комбинированной продувки расплавленной ванны, рационально сочетающих верхнюю и донную продувку, причем в последней используется как кислород, так и инертные газы (аргон, азот).
В кислородно-конвертерном процессе с верхней продувкой достаточно интенсивное перемешивание достигается только в середине плавки при интенсивном окислении углерода. В начале и в конце плавки перемешивание недостаточно, что затрудняет глубокое рафинирование металла от серы и фосфора. Комбинированная подача кислорода через верхнюю и донные фурмы еще более, чем при одной донной продувке, ускоряет процесс окисления углерода и повышает производительность конвертера.
По сравнению с чисто донной продувкой в случае комбинированного процесса в сопоставимых условиях температура металла выше. Кроме того, при комбинированной продувке уменьшение расхода кислорода через верхнюю фурму снижает пылеобразование и разбрызгивание.
И еще одно преимущество кислородных конвертеров: здесь все процессы механизированы и автоматизированы; все чаще управление конвертерами поручается компьютерам.
Производство стали в конвертерах
Сущность кислородно-конверторного процесса заключается в том, что налитый в плавильный агрегат (конвертор) расплавленный чугун продувают струей кислорода сверху. Углерод, кремний и другие примеси окисляются и тем самым чугун переделывается в сталь.
Первые опыты по разработке этого способа осуществил в 1933— 1934 гг. А. И. Мозговой. В промышленности кислородно-конверторный передел впервые накали применять в 1952—1953 гг. на заводах Австрии в Линце и Донавице. Благодаря технико-экономическим преимуществам этот способ получил очень быстрое и широкое распространение и является основным направлением развития в массовом производстве стали. Доля кислородно-конверторной стали, составляла в 1960 г. около 4 %, в 1965 г. — около 25 %, в настоящее время — около 4 % мировой выплавки стали.
Кислородно-конвертерный процесс. Это выплавка стали из жидкого чугуна в конвертере с основной футеровкой и продувкой кислородом сверху через водоохлаждаемую фурму.
Кислородный конвертер.Устройство кислородного конвертора показано на рис. 1.6. Его грушевидный корпус (кожух) 3 сварен из листовой стали толщиной до 110 мм; внутри он футерован основными огнеупорными материалами 4 общей толщиной до 1000 мм, емкостью 130…350 т жидкого чугуна.
В процессе работы конвертер можно поворачивать на цапфах 5 вокруг горизонтальной оси на 360° для завалки скрапа, заливки чугуна, слива стали, шлака и т.д. Во время продувки чугуна кислородом конвертер находится в вертикальном положении. Кислород в конвертер (9…14 ат) подают с помощью водоохлаждаемой фурмы 1, которую вводят в конвертер через его горловину 2. Фурму устанавливают строго вертикально по оси конвертера. Ее поднимают специальным механизмом, сблокированным с механизмом вращения конвертера так, что конвертер нельзя повернуть, пока из него не удалена фурма.
Шихтовые материалы. Такими материалами для кислородно-конвертерного процесса являются жидкий передельный чугун, стальной лом, известь, железная руда , боксит, плавиковый шпат. Чугун для переработки в кислородных конвертерах должен содержать 3,7…4,4 % С; 0,7…1,1 % Mn; 0,4…0,8 % Si; 0,03…0,08 % S;
Закись железа растворяется в шлаке и металле, обогащая металл кислородом: FeO=Fe + O.
Окисление примесей чугуна кислородом, растворенным в металле, происходит по реакциям
Часть примесей окисляется на границе металл — шлак окислами железа, содержащимися в шлаке:
В кислородном конвертере благодаря присутствию шлаков с большим содержанием CaO и Fe, интенсивному перемешиванию металла и шлака легко удаляется из металла фосфор:
Образовавшийся фосфат кальция удаляется в шлак. В чугунах перерабатываемых в конвертерах, должно быть не более 0,15 % Р. При повышенном (до 0,3 %) содержании фосфора необходимо для более полного его удаления производить промежуточный слив шлака и наводить новый, что снижает производительность конвертера.
Рис 1.7. Последовательность технологических операций при выплавке стали в кислородных конвертерах: а — загрузка скрапа; б— заливка жидкого чугуна; в— продувка кислородом; г— выпуск стали в ковш; д— слив шлака в шлаковую чашу
Удаление серы из металла происходит по реакции
Вместе с тем высокое содержание в шлаке (до 7…20 %) затрудняет протекание реакции удаления серы из металла. Поэтому для передела в сталь в кислородных конвертерах применяют чугун с ограниченным содержанием серы (до 0,07 %).
Подачу кислорода заканчивают в момент, когда содержание углерода в металле соответствует заданному содержанию в стали. Для этого осуществляют автоматический контроль химического состава металл по ходу плавки с использованием ЭВМ. После этого конвертер поворачивают и производят выпуск стали в ковш.
Раскиление стали. Прим выпуске стали из конвертера в ковш ее раскисляют вначале ферромарганцем, затем ферросилицием и алюминием. Затем из конвертера сливают шлак.
В кислородных конвертерах трудно выплавлять легированные стали, содержащие легкоокисляющие легирующие элементы. Поэтому в кислородных конвертерах выплавляют низколегированные стали, содержащие до 2…3 % легирующих элементов. Легирующие элементы вводят в ковш, предварительно расплавив их в электропечи, или легирующие ферросплавы вводят в ковш перед выпуском в него стали. Окисление примесей чугуна в кислородном конвертере протекает очень быстро: плавка в конвертерах емкостью 130…300 т заканчивается через 20…25 мин. Поэтому кислородно — конвертерный процесс производительнее плавки стали в мартеновских печах: производительность конвертера емкостью 300 т достигает 400…500 т/ч стали, а мартеновских печей и электропечей- не более 80 т/ч. Вследствие этого производство стали в нашей стране в основном увеличивается за счет ввода в строй новых кислородно-конвертерных цехов.
Дата добавления: 2015-04-25 ; просмотров: 1885 ; ЗАКАЗАТЬ НАПИСАНИЕ РАБОТЫ
научная статья по теме СОЗДАНИЕ И РАЗВИТИЕ КИСЛОРОДНО-КОНВЕРТЕРНОГО ПРОИЗВОДСТВА Металлургия
Цена:
Авторы работы:
Научный журнал:
Год выхода:
Текст научной статьи на тему «СОЗДАНИЕ И РАЗВИТИЕ КИСЛОРОДНО-КОНВЕРТЕРНОГО ПРОИЗВОДСТВА»
СОЗДАНИЕ И РАЗВИТИЕ
© А.Л. Алексашин, ООО «Сименс»(Москва)
Й. Шнальцгер, Г. Холляйс, Siemens VAI Metal Technologies GmbH (Австрия)
В 2006 г. металлурги России отметили важный юбилей — 60-летие с начала внедрения кислородно-конвертерного способа выплавки стали. Уже не подлежит сомнению, что первый кислородный конвертер ознаменовал собой смену парадигмы процесса и серьезную веху в развитии черной металлургии в целом.
В своем развитии кислородно-конвертерный процесс (в Австрии он носит название LD-процесс, по названию заводов в Линце и Донавице) оказал влияние как на конкурирующие технологии, так и на процессы, относящиеся к другим металлургическим переделам. Но и они, в свою очередь, оказывали влияние на кислородно-конвертерный способ выплавки стали.
Принцип выплавки стали в кислородном конвертере достаточно прост: жидкая ванна продувается кислородом для удаления лишнего углерода. Может сложиться мнение, что развитие данного способа выплавки стали было достаточно простым. Однако речь идет о поэтапном его совершенствовании в течение нескольких десятков лет.
Вначале совершим небольшой экскурс в историю кислородно-конвертерного процесса на примере Австрии.
Идея использования чистого кислорода в производстве стали возникла задолго до появления кислородно-конвертерного процесса. Еще Генри Бессемер указывал на возможность улучшения своего процесса при замене воздуха чистым кислородом (причем продувка должна была вестись снизу). Внедрение продувки чистым кислородом тормозилось из-за отсутствия технологий и установок для производства этого газа в промышленных масштабах. Перемены наступили только после того, как фирма Linde разработала метод сжижения воздуха. Уже в 1930-е гг. появилась возможность производить кислород в достаточных объемах.
Эксперименты с кислородом проводились в различных странах Европы до внедрения способа Linde и после него. Попытки вдувать чистый кислород в томасовские конвертеры не увенчались успехом из-за малого срока службы донной части. Вдувание через блоки, расположенные в боковой стенке корпуса на 10 см ниже уровня металла, или донные блоки также не привело к успеху. Пробовали вдувать кислород и косой струей. В США проводились эксперименты по продувке кислородом расплава в мартеновских и электродуговых печах, результаты которой позволяли говорить о повышении производительности.
Отрабатывался также способ с верхней продувкой. Вначале исходили из того, что кислород должен вдуваться с большой скоростью через фурму, глубоко погруженную в металлическую ванну. Эти эксперименты производились в Линце. Оптимальное решение было найдено в июне 1949 г. Давление кислорода было снижено, и край фурмы был поднят выше уровня ванны с тем, чтобы уменьшить глубину проникновения струи в расплав. В этом случае днище не разрушалось, а срок службы фурмы увеличивался. Перемешивание ванны обеспечивалось за счет монооксида углерода, образующегося при его выгорании, а шлакообразование происходило за счет высокого содержания марганца в доменном чугуне.
Ранее считалось невозможным обеспечить перемешивание ванны, если фурма не погружена в нее. Но новый способ обеспечивал образование монооксида углерода. Мягкая про-
дувка благоприятствовала образованию БеО и растворению извести, а фосфор и сера переходили в шлак. Так «родился» новый тип стали — конвертерная сталь.
В 1952 г. на заводе в Линце был пущен первый кислородно-конвертерный цех с 30-т конвертерами. В 1953 г. аналогичные агрегаты были введены в эксплуатацию на заводе в Донавице.
Когда запускались первые конвертеры, никто не мог и подумать, что это станет крупнейшей инновацией в сталеплавильном производстве. Мнения специалистов расходились. Эксперты оценивали мужество австрийских металлургов, которые дерзнули продувать сталь ее злейшим врагом — кислородом. И поскольку внешне кислородный конвертер был очень похож на томасовский, то они делали соответствующие выводы и относительно качества стали, выплавляемой в новом агрегате.
Кислородно-конвертерный процесс начал свое шествие по миру. Конвертеры стали вытеснять мартеновские печи, которые в конце 1960-х гг. уже потеряли свое лидерство. Этому способствовали меньшие капитальные затраты при сооружении конвертеров и их большая производительность. Этих аргументов в пользу кислородно-конвертерного способа вполне хватило для того, чтобы вытеснить мартеновский процесс. Но полный и окончательный триумф наступил лишь через несколько лет, когда стало ясно, что конвертерная сталь отличается высоким качеством, а сама технология — гибкостью.
В разных странах внедрение кислородно-конвертерного процесса проходило по-разному. Япония быстрее всего отреагировала на австрийскую новинку и за счет ее внедрения быстро стала ведущей металлургической державой. Оперативное внедрение кислородно-конвертерного процесса и удачная концепция управления инновациями привели к тому, что австрийская черная металлургия стала развиваться быстрее, чем в других странах Западной Европы.
Доказывать преимущество конвертерной стали в сравнении с мартеновской приходилось необычными способами. Например, в период 1959-1968 гг. концерном УОББТ были
построены четыре судна с применением конвертерной стали, для того чтобы доказать ее пригодность для судостроения. В 1970-е гг. процесс был признан во всем мире именно благодаря качеству выплавляемой стали. Но оно улучшалось еще больше за счет быстрого внедрения непрерывной разливки, а также внепечной обработки. Конечно, внепечная обработка развивалась бы и без появления конвертеров, однако большинство ее процессов с самого начала были сориентированы на производительность и технологические возможности именно кислородного конвертера. Важным
аспектом было увеличение вместимости конвертеров. Рост производства стали во всем мире был бы невозможен без высочайшей производительности кислородных конвертеров. Стремление снизить себестоимость привело к тому, что все большие объемы стали выплавлялись в агрегатах повышенной вместимости, достигавшей 400 т.
Оценивая рост производства стали в 1950-1970-е гг., можно констатировать, что появление кислородно-конвертерного процесса стало историческим переломом в судьбе черной металлургии.
Кислородно-конвертерный способ стал импульсом
для развития конкурирующих технологий (роторный, Кал-До), которые содержали в себе все исходные элементы процесса, внедренного в Австрии, но были слишком сложны с технической точки зрения.
Важным событием, которое могло повлиять на дальнейшее развитие кислородно-конвертерного способа выплавки стали, стало появление донной продувки кислородом (процесс имел несколько названий — OBM, Q-BOP, LWS, QEK) в 1968 г. Проблема вдувания кислорода через днище решалась за счет подачи струй кислорода в защитную углеводородную оболочку. Способ предназначался для передела как высоко-, так и низкофосфористых чугунов. В 1970-е гг. с увеличением вместимости конвертеров этот способ прогрессировал. На лондонской конференции в 1979 г. было высказано мнение о том, что конвертеры с донной продувкой смогут вытеснить не только мартеновские печи, но и конвертеры с верхней продувкой. Классический кислородный процесс считали неперспективным, хотя за верхней продувкой признавались и определенные преимущества (например, возможности переработки скрапа или управления шлакообразованием). Развитие донной продувки стало вызовом для заводов, работающих по традиционной технологии. Началось внедрение комбинированных процессов, совмещающих преимущества обоих методов.
В 1980-е гг. способы с комбинированной продувкой стали приоритетными. Сегодня в 85% конвертеров используется верхняя продувка кислородом и донное перемешивание инертным газом, а в 15% конвертеров — верхняя и нижняя продувка кислородом.
Совершенствование конвертерного оборудования. Первоначальный вариант кислородно-конвертерного процесса значительно трансформировался за счет так называемых комплектов модернизации (если применять терминологию из сферы информационных технологий). К ним относятся системы перемешивания инертным газом, отсечки шлака, вспомогательные фурмы и системы предотвращения выбросов. На стадии развития находятся такие средства управления технологическим процессом, как непрерывный анализ отходящих газов, непрерывный замер температуры ванны и определение ее массы в ходе продувки.
На протяжении многих лет проблема уноса шлака в ковш не находила удовлетворительного решения. Однако высокое качество стали немыслимо без ее чистоты
и низкого содержания в ней фосфора и серы, достигаемого за счет отсечки шлака. Отсечка шлака позволяет сократить расход раскислителей (особенно для низкоуглеродистой стали) и уменьшить рефосфорацию. Сокращается также расход огнеупоров для ковшей благодаря уменьшению массы шлака и снижению содержания БеО и МпО. Для конвертеров необходимы специальные системы обнаружения шлака и его отсечки. В целом следует сводить к минимуму количество скачиваемого, уносимого и конечного шлака. В настоящее время используются различные системы его отсечки — поплавковые, пневматические, с шиберным затвором.
Работа системы предотвращения выбросов шлака основана на ультразвуковом методе оценки процессов в конвертере во время продувки. Частоты звука соотносятся с характером процесса шлакообразования, в частности с образованием пенистого шлака. Анализ спектра позволяет определить вероятность выбросов и управлять ими. Управление возможно за счет перемещения фурм или изменения скорости подачи кислорода.
Очистка горловины конвертера при помощи фурмы дожигания. В конвертерах с донной продувкой из-за малой степени дожигания температура отходящих газов сравнительно невелика. Это приводит к образованию настыли на горловине конвертера, что затрудняет завалку скрапа, поэтому время от времени необходимо производить очистку горловины. Возможным решением этой проблемы является специальная фурма, увеличивающая степень дожигания СО в самом конвертере и устранение настылей на горловине. Кроме того, при использовании подобных фурм сокращается расход чугуна.
Для дальнейшего прочтения статьи необходимо приобрести полный текст. Статьи высылаются в формате PDF на указанную при оплате почту. Время доставки составляет менее 10 минут. Стоимость одной статьи — 150 рублей.