Содержание
- Технология штамповки деталей из листового металла. Оборудование
- Технология штамповки деталей из металлических листов и ее виды
- Особенности и технология холодной штамповки деталей из листового металла
- Немного истории
- Краткая характеристика
- Виды оборудования
- Принцип работы
- Прогрессивные способы штамповки листового металла
- Какие операции подразумевает холодная штамповка?
- Холодная штамповка в Владимире
- Штамповка изделий во Владимире, фонарь задний ФП130-02
- Детали методом холодной штамповки
- Изготовление пресс-форм, изготовим на заказ. изготовление холодных штампов
- Штамповка деталей и изготовление штампов
- Автомат холодной высадки шарика АО721 б/у
- Камеры сборные одностороннего обслуживания КСО-6(10)-Э1
- Пресс пневматический ПН-20М
- Штамповая оснастка в Ярославле
- Услуги электроэрозионной обработки
- Сталь листовая холоднокатаная
- Пресс КЕ2130 (100 т.), с хранения, новая электро и пневмосистема, гарантия
- КСО-366 продаем
- Координатная пробивка, перфорация в Шатуре цена
- Лист оцинкованный ст08пс 2.0 х 1250 х 2500, ОН-МТ-2
- Лист Х/К ст 08псГ 1.0 х 1250 х 2500, ГОСТ 16523-97
- Трубопроводные арматуры от производителя
- Тройник заказать оптом
- Лист холоднокатаный цена
- Проектирование и изготовление штампов
- Наши преимущества
- ПРИМЕРЫ НАШИХ РАБОТ
- Холодная штамповка – щадящий и эффективный метод производста
- 1 Что дает материалу холодная деформация?
- 2 Листовая и объемная штамповка – в чем разница?
- 3 Какой путь проделывает деталь?
Изготовление штампов для холодной штамповки металла
Технология штамповки деталей из листового металла. Оборудование
Изготовление деталей с помощью штамповки занимает ведущее место в технологии обработки металлов давлением и используется в разных отраслях промышленности.
Особое значение имеет штамповка металлических изделий из листового проката. В ее основе лежит пластическое деформирование металла без его нагрева с помощью специальных штампов. Такой способ пластической деформации деталей широко применяется для изготовления деталей разных размеров и сложных форм с большой точностью, что невозможно осуществить с помощью других способов обработки.
Они используются для сборки крупногабаритных изделий машиностроительной отрасли, в автомобилестроении и судостроении, а также в приборостроительной сфере и быту, где часто требуются различные миниатюрные детали.
Технология штамповки деталей из металлических листов и ее виды
Штамповкой называют процесс придания деталям нужной формы и получение определенного документами размера путем механического воздействия на них с помощью давления. Основное направление штамповки – это производство деталей из заготовок, в качестве которых используется листовой прокат. Под действием сдавливающего усилия заготовка подвергается деформации и приобретает нужную конфигурацию.
Различают штамповку, выполненную горячим способом с нагревом заготовки и холодным способом без ее предварительного нагрева. Штамповка деталей из листового металла осуществляется без их предварительного нагрева.
Деформацию давлением с нагревом заготовки используют при изготовлении деталей из металла, не обладающего достаточной пластичностью, и в основном применяют при производстве небольших партий объемных изделий из металлического листа, имеющего толщину в пределах 5 миллиметров.
Технологический процесс горячей штамповки металла во многом совпадает с последовательностью операций холодной обработки заготовок. Отличие состоит в предварительном нагреве исходных заготовок в печах до температуры, обеспечивающей пластичность металла. При этом учитывается степень коробления детали при остывании, а также ее утяжка при деформационной обработке, влияющая на ее размер. Чтобы исключить отклонения от требуемых размеров для деталей, полученных горячей штамповкой, делают большие допуски.
При производстве штампованных деталей из листового металла в основном используют метод холодной штамповки.
Холодная штамповка листового металла
Технология холодной деформации листового проката с помощью штампов подразумевает изменение формы и размеров изделия с сохранением их первоначальной толщины.
В качестве материала для получения штампованных изделий холодным способом используют полосы, листы или тонкую ленту в основном из низкоуглеродистых и легированных пластичных сталей, а также медных, латунных (содержащих свыше 60% меди), алюминиевых, магниевых, титановых и других пластичных сплавов. Применение для штамповки сплавов, обладающих хорошей пластичностью, связано с тем, что они легко поддаются деформационному изменению.
Для осуществления холодной штамповки листового металла используют различные операции, которые зависят от поставленной задачи достижения определенной формы заготовки. Их подразделяют на разделительные и формоизменяющие воздействия.
1. При разделительных деформациях материал заготовки частично отделяют по заданному контуру. Отделение осуществляется путем сдвига части металла по отношению к основной заготовке. Такими операциями являются резка, вырубка, пробивка и другие.
Рассмотрим, как осуществляются некоторые операции разделительного характера.
При проведении резки от детали отделяется определенная часть путем ее разрезания по фигурной или прямой линии. Такая разделительная операция выполняется с помощью пресса, выполненного в виде ножниц разной конструкции.
Такая операция предназначена в основном для подготовки заготовки к другим способам обработки.
Операцию, называемой пробивкой, используют для создания в заготовке отверстия разной формы. Часть металла при пробивке из заготовки удаляется совсем, и ее вес уменьшается.
На рисунке показана схема процесса пробивки.
С помощью процесса вырубки металлической детали придают готовый вид изделия, имеющего замкнутый контур.
На рисунке показана схема изготовления детали с помощью вырубки.
2. Формообразующие деформации включают изменение формы и размеров изделия при перемещении его отдельных областей, не приводящем к его общему разрушению. К ним относят вытяжку, гибку, рельефную формовку, скручивание, обжим и другие операции.
Рассмотрим некоторые виды операций, не приводящие к физическому разрушению формы.
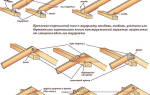
С помощью вытяжки из листовых плоских заготовок получают полые объемные изделия. Например, таким способом изготавливают детали, имеющие форму полусферы, цилиндра, конуса, куба и других видов. На рисунке показаны разные варианты выполнения вытяжки.
С помощью операции гибки листовому изделию придается заданная форма его изгиба. В зависимости от вида гибки такая операция дает возможность получать изогнутые изделия разной конфигурации. Некоторые из них показаны на рисунке.
Рельефная формовка
Этот вид операции подразумевает видоизменение локальных частей изделия, его внешняя конфигурация остается без изменения. На рисунке изображена схемы некоторых операций формовки:
Возможно также применение комбинированных операций, включающих разделение и формообразование одной детали.
Технологический процесс проведения холодной штамповки состоит из этапов, которые связаны с характером деформационной операции и зависят от вида используемого штампового оборудования.
Разработка техпроцесса проводится в следующей последовательности:
- Обозначается структура основных операций, включающая их характер, количество и последовательность выполнения.
- Выполняется расчет первоначальных, промежуточных и готовых размеров детали, а также необходимых деформационных усилий для достижения нужного результата.
- Проводится документальное оформление технологического процесса.
В техпроцесс могут быть внесены дополнительные операции, с помощью которых заготовка приводится к виду, удобному для обработки. К ним относятся очистка, правка листов, нанесение смазки и другие операции.
Штамповочный пресс для металла
Все операции холодной штамповки можно осуществлять при наличии специального оборудования, главным из которых является штамповочный пресс. Его устройство может быть на основе механики, либо с использованием гидравлики.
К механическим видам относят:
- эксцентриковые прессы;
- прессы с использованием кривошипно-шатунного механизма.
Для осуществления операций пробивки, вырубки и вытяжка используется штамповочный пресс кривошипного типа.
Устройство и принцип работы пресса кривошипного типа
Любой пресс, предназначенный для штамповки изделий, включает основные узлы, к которым относится: механизм, приводящий его в действие и устройство, осуществляющее непосредственную штамповку.
Действующий механизм – это кривошипный вал, который приводится в движение с помощью электропривода. Для этого электродвигатель при вращении маховика передает вращение кривошипному механизму с помощью зубчатой передачи.
Совершая возвратно-поступательные действия, ползун кривошипа приводит в работу штамповое устройство, которое с усилием давления осуществляет пластическую деформацию.
Основные детали такого пресса выполнены из высокопрочных сталей и дополнительно укреплены с целью придания необходимой жесткости.
Устройство гидравлического пресса
Штамповочный пресс для металла гидравлического типа применяется для создания объемных форм с помощью продавливания металла.
Принцип действия такого механизма основан на давлении жидкости, помещенной в двух резервуарах, которые снабжены поршнями. Резервуары соединены трубопроводом. В результате давления в жидкости, возникающего в момент ее нагнетания в цилиндр из другого резервуара, оно передается на ползун и приводит его в движение. При перемещении ползун с большим усилием продавливает заготовку.
Изготовление штампов для холодной штамповки металла
Рабочим устройством любого прессового станка является сам штамп. Он включает две рабочие части, называемые матрицей и пуансоном. В процессе работы подвижной является только верхняя деталь штампа – пуансон, закрепленный на ползуне. Матрица расположена снизу и остается неподвижной.
Деформирование листа осуществляется во время прижимания пуансона к матрице с расположенной на ней заготовкой.
Разработке чертежей и изготовлению штампов для пресса предъявляются повышенные требования, т. к. от их точности зависит правильность формирования изделия.
Выполняются такие работы поэтапно в следующей последовательности:
- составляется эскиз штампа;
- с помощью компьютерной схемы штампа, составленной по специальной программе, проводится проверка рационального раскроя материала;
- при необходимости эскиз корректируется, и уточняются размеры штампа;
- обозначаются места расположения отверстий и их размеры, которые затем будут нанесены на поверхность штампа;
- после окончательного согласования чертежей приступают к изготовлению самого штампа.
Современные станки для штамповки изделий оснащены штампами, изготовленными с большой точностью при помощи компьютерных технологических программ.
Особенности и технология холодной штамповки деталей из листового металла
Холодная штамповка деталей из листового металла представляет собой процесс обработки при помощи специального оборудования. Такой способ металлообработки производится под высоким давлением, что дает возможность изготавливать детали любой конфигурации.
Немного истории
О холодной обработке металла было известно еще очень много столетий тому назад, но на то время она не имела такого широкомасштабного производства. В основном ее применяли для изготовления домашней утвари, различных украшений и оружия.
Но благодаря техническому прогрессу такой вид металлообработки, начиная со второй половины XIX века, встал на новый уровень. В результате совершенствования начали изготавливаться новые детали и элементы для промышленности, что, в свою очередь, способствовало стремительному развитию данной отрасли.
Краткая характеристика
Изготовление различных деталей путем холодной штамповки – это процесс, что позволяет увеличить прочность изделия, уменьшая его пластичность, тем самым не давая ему возможность в последующем деформироваться под воздействием внешних факторов. В результате заготовки приобретают высокую прочность. Кроме этого, применяемая технология позволяет делать детали высокого качества и точности, при этом существенно экономя затраты на производство.
Холодная штамповка металла (ХШ) представляет собой соответствующие действия, в ходе которых из предоставленного материала изготавливаются изделия нужной формы путем высокого давления, что в результате дает возможность сделать необходимую конфигурацию.
Суть такого процесса заключается в том, что листовые заготовки помещаются на специальное оборудование, которое состоит из неподвижной и подвижной части, что в результате сближения производят деформацию.
Что касается листового металла, из которого делаются заготовки, то в промышленности применяются различные сплавы и виды стали, что без затруднений поддаются деформированию, это, к примеру, такие, как:
- Углеродистая сталь.
- Легированная сталь.
- Медь.
- Латунь (с содержанием более 60% меди).
- Титан.
- Алюминий.
Виды оборудования
В зависимости от типа изготавливаемых деталей в промышленном производстве выделяют несколько видов штамповочных машин. Это такие, как:
- механический молот;
- прессы, представленные гидравлическими и кривошипными модификациями;
- кузнечно- штамповочные автоматы;
- горизонтально-ковочные машины.
Учитывая, что производство в основном ведется в больших масштабах, то практически все оборудование, автоматизированное. Также применяется и обычный пресс, который полностью контролируется оператором. Но такой вид ХШ применяется в изготовлении небольших партий и не может конкурировать с промышленными аналогами относительно скорости проводимых работ. Хотя это никоим образом не влияет на качество готового изделия.
Кроме этого, стоит отметить, что конструкции прессов можно разделить на:
- Однокривошипные.
- Двухкривошиные.
- Четырехкривошмпные.
- В случае если листовой металл имеет небольшую толщину, то применяется фрикционный пресс.
- Что касается гидравлического штамповочного оборудования, то оно применяется для крупного производства заготовок, что изготавливаются из более толстого металлического листа.
С этого следует, что делать это в домашних условиях не целесообразно и маловероятно, поскольку потребуется для этого специальное оборудование. К тому же осуществление готового изделия на заказ будет намного выгодней, а также качество предоставляемых услуг будет намного выше.
Принцип работы
Пресс ХШ состоит из механизма, который повергает его в работу и устройство, что выполняет непосредственно сам процесс штампования.
Кривошипный пресс. Что касается работающего механизма, то это кривошипный вал, который вращается при помощи электропривода. В результате вращения маховика происходит цепочная передача вращения на кривошипный механизм.
Гидравлический пресс. Принцип работы такого устройства заключается в том, что формирования происходит в ходе придавливания материала с помощью жидкости, что находится в специальных резервуарах, соединенные специальными трубопроводами. В ходе создания давления в одном цилиндре происходит давление на другой, что, в свою очередь, передается на ползун, приводя его в действие. В результате таких усилий продавливается заготовка.
Относительно самого штампа, то он заключает в себя две основные рабочие части, это матрица и пуансон.
Матрица располагается в нижней части оборудования и является неподвижной, а вот пуансон, его движущая часть, что в ходе деформирования прижимается к матрице, на которой располагается соответствующий материал. Таким способом осуществляется формирование на металлической поверхности.
Прогрессивные способы штамповки листового металла
В силу того, что прогресс не стоит на месте, все чаще в производство внедряются инновационные технологии, что существенно упрощают процесс холодной штамповки листового металла. Среди них можно выделить такие, как:
- Штамповка резиной. Такой вид формирования подразумевает собой применение резины в качестве матрицы или пуансона. Зачастую ее используют, когда необходимо изготовить заготовки, что имеет толщину металла не более 2-х миллиметров.
- Штамповка жидкостью. В данном случае формирование происходит за счет, создаваемого давления жидкости. Его в основном применяют для производства деталей с вытянутыми полыми элементами.
- Штамповка взрывом. Этот способ подразумевает собой применение взрывчатых веществ, что в ходе работы образовывают высокое давление, а в результате заготовка становится соответствующей формы. Используется, когда необходимо сделать более сложную форму или же штампованные изделия большого размера.
- Электрогидравлическая штамповка. Формирование происходит в результате возникновения ударной волны, когда используется заряд высокого напряжения, подведенный к жидкости.
Какие операции подразумевает холодная штамповка?
В зависимости от предназначения штамповка представлена многообразными видами операций, это:
- Разделительные – формирование таким способом осуществляется путем отъединения одной части заготовки от другой при помощи операций в виде резки, пробивки, надрезки, просечки, вырубки и зачистки.
- Формообразующие – в этом случае формирование изделий происходит с наибольшими его изменениями, при этом сохраняя целостность, это, к примеру, кузов автомобиля. Основными действиями являются гибка, закатка краев, отбортовка, вытяжка, формовка, чеканка, обжим, правка.
- Комбинированные – суть операции заключается в том, что при изготовлении одного изделия происходит одновременно несколько действий сразу. Это такие, как гибка и отрезка, вырубка и вытяжка, отбортовка и формовка.
- Штампосборочные – такой метод позволяет в ходе работы соединять несколько заготовок в одну деталь. Примером этого может послужить запрессовка, холодная мягкая сварка, клепка и вальцовка.
Для таких операций на производстве используются гидравлические электромеханические прессы, где применяется усилие не более 100 тонн.
Холодная штамповка в Владимире
Каталог товаров и услуг, где вы можете купить холодная штамповка среди 1 предложения поставщиков Владимира. Уточняйте оптовые и розничные цены на холодная штамповка, наличие на складе, стоимость доставки в ваш регион у компании поставщика.
Штамповка изделий во Владимире, фонарь задний ФП130-02
Штамповка изделий во Владимире, фонарь задний ФП130-02. ООО «Технопром» предлагает услуги по производству изделий из металла путем холодной штамповки листового металла на прессах с усилием 1 тонна,4тонны,8тонн,25 тонн,. Изготовление штамповой оснастки под заказчика. Предлагаем от производителя фонари задние многофункциональные ФП-130-02 (12В и .
В наличии / Услуга
Детали методом холодной штамповки
ПластКом ООО | Доставка в Владимир
Компания ООО «ПластКом» изготавливает детали методом холодной штамповки из листа от 0,1 до 6 мм на прессах с усилием от 25 т до 100 т. А также предлагаем услуги по холодной штамповки деталей на штампах Заказчика.
Под заказ / Только оптом
Изготовление пресс-форм, изготовим на заказ. изготовление холодных штампов
. пластмасса, алюминий. РТИ. Металлообработка на заказ. Токарные работы, фрезерование. Обработка металла и пласмасс. Технологическая оснастка. Изготовление пресс-форм, штампов, кондукторов и пр. Штамповка прессы до 160т. Литье под давлением алюминий до 3,6кг. Литье пластмасс ТПА до 1600см3. Обеспечиваем доставку. г. Брянск (400км от Москвы), ООО .
Под заказ / Услуга
Штамповка деталей и изготовление штампов
ВТМ ООО | Доставка в Владимир
Штамповка на заказ. В зависимости от нужд клиента и технологических особенностей, применяем горячую или холодную объемную штамповку . shtampovka-detaley-i-izgotovlenie-shtampov/
В наличии / Услуга
Автомат холодной высадки шарика АО721 б/у
«ТИТАН» ООО | Доставка в Владимир
Компания ТИТАН реализует АО-721 — автомат холодновысадочный для штамповки заготовки шарика б/у. Краткое описание: диаметр шарика — 6…13 мм; наибольшая производительность — 140 шт/мин; комплектное состояние. Оказываем поддержку в таможенном оформлении. Дополнительная информация и фотографии по запросу и .
Камеры сборные одностороннего обслуживания КСО-6(10)-Э1
. -6(10)-Э1 представляет собой металлоконструкцию, изготовленную из оцинкованной стали толщиной 2 мм. Детали металлоконструкции изготовлены на высокоточном оборудовании методом холодной штамповки . Все несущие соединения выполнены на усиленных стальных вытяжных заклепках. Наружные элементы конструкции (двери, боковые панели и т.д.) окрашены порошковой .
Пресс пневматический ПН-20М
Предназначен для пробивки отверстий и пазов в листовом материале, а также в деталях сложной конфигурации. Также можно выполнять различные гибочные работы. Является достойным конкурентом шатунным прессам такой же мощности. Конструкция пресса максимально адаптирована для использования на нем штампов применяемых на шатунном прессе усилием 25т. с. .
Штамповая оснастка в Ярославле
ООО Конструкторское Бюро «Механик» изготавливает штампы как для оснащения прессов, выпускаемых на собственном производстве, так и штампы, предназначенные для установки на шатунные и гидравлические пресса других производителей. Нами выпускаются штампы мелких и средних размеров (600х300х250 мм и весом до 500 кг): вырубные, .
Под заказ / Услуга
Услуги электроэрозионной обработки
Наша организация готова оказать услугу по электроэрозионной обработке Характеристики Перемещение рабочего стола, мм 250х320 Максимальная толщина реза, мм 300 Максимальный вес заготовки, кг 200
Под заказ / Услуга
Сталь листовая холоднокатаная
Компания «ПРОФИЛЬ» предлагает вниманию клиентов лист холоднокатаный по выгодной цене. Мы изготавливаем и реализуем листы холоднокатаные любых размеров, толщиной от 0,35 мм до 4,0 мм различной длины и спецификаций. Лист холоднокатаный производится двух видов: конструкционный общего назначения для холодной штамповки
Пресс КЕ2130 (100 т.), с хранения, новая электро и пневмосистема, гарантия
Кривошипно-шатунный пресс простого действия КЕ 2130 предназначен для выполнения различных операций холодной штамповки листового материала. Особенности конструкции кривошипного пресса КЕ 2130: — регулируемый ход ползуна; — централизованную системы смазки; — предохранительные устройства по усилию (в ползуне) и крутящему моменту (в .
КСО-366 продаем
. из гнутых профилей (сталь толщиной 3мм) и облицовки (сталь толщиной 2мм). Детали металлоконструкции изготовлены на высокоточном оборудовании методом холодной штамповки . Все элементы конструкции окрашены порошковой краской RAL 7035. Внутри камеры устанавливаются элементы и аппаратура главных цепей: выключатели нагрузки, разъединители .
Координатная пробивка, перфорация в Шатуре цена
НПП AGSA, ИП | Доставка в Владимир
Услуги: — Координатная пробивка — Перфорация — Высечка — Холодная штамповка — Пуклевка Рабочая зона станков 2070×1280 (мм) Технические возможности по координатной пробивке и перфорации листового металла: — Круг, диаметр мм: 1,6; 1,8; 2,0; 2,3; 2,4; 2,5; .
Под заказ / Услуга
Лист оцинкованный ст08пс 2.0 х 1250 х 2500, ОН-МТ-2
. ГОСТ 14918-80. Технические характеристики стали листовой оцинкованной приведены ниже. В зависимости от назначения, лист оцинкованный делят на группы: 1. для холодной штамповки — на листах должно быть указано ХШ; 2. для холодного профилирования — сокращенно маркируются ХП; 3. для окраски — коротко обозначается ПК; 4. общего назначения — ОН.
Лист Х/К ст 08псГ 1.0 х 1250 х 2500, ГОСТ 16523-97
Среди основных сфер применения холоднокатаного листа ― это машиностроение. С помощью штамповки и прессования из листа получают широчайший спектр деталей. Благодаря высокой чистоте поверхности лист отлично подходит для холодной штамповки ответственных деталей, например кузовов машин. Лист также отлично сваривается, и поэтому часто находит свое .
В наличии / Опт и розница
Трубопроводные арматуры от производителя
. оборудования, три комплекта гидравлического оборудования, два комплекта трубогибочного стана , станки для отводов холодным гнутьем , комплектовали контролирующие приборы . протяжка средней чатотой , холодной штамповки , термическая обработка , все зрелые технологии. Имеет химический анализ , металлографическое исследование , физический эксперимент .
Тройник заказать оптом
. оборудования, три комплекта гидравлического оборудования, два комплекта трубогибочного стана , станки для отводов холодным гнутьем , комплектовали контролирующие приборы . протяжка средней чатотой , холодной штамповки , термическая обработка , все зрелые технологии. Имеет химический анализ , металлографическое исследование , физический эксперимент .
Лист холоднокатаный цена
НИКАСТРОЙ ООО | Доставка в Владимир
. кровельного железа, металлочерепицы, профнастила. Его применение возможно и в приборостроении, на производстве химической и теплообменной аппаратуры и в качестве исходного материала для деталей холодной штамповки . Заказать продукцию металлопроката вы можете, связавшись по круглосуточной горячей линии с нашими менеджерами или заполнив форму на
Проектирование и изготовление штампов
Одним из направлений деятельности компании является проектирование и производство штампов, пресс-форм и технологической оснастки. Станкостроительное Объединение ”ПРЕССМАШ” предлагает услуги по проектированию штампов холодной листовой штамповки, включая крупные штампы для кузовных деталей автомобильной промышленности.
Проектирование штампов начинается с предоставления Вами исходной информации, которая может быть в виде:
• математической модели детали, импортируемой из любой 3D CAD системы;
• чертежа детали — в этом случае наши специалисты построят ее трехмерную модель;
Исходя из полученной информации, мы предлагаем услуги по изготовлению штампов, пресс-форм и ремонту изготовленной нами продукции. При разработке конструкции штампа компания предъявляет высокие требования по технологичности, стойкости, прочности, надежности конструкции штампа и крепления детали. А возможность быстрой замены изношенной детали, удобной загрузки заготовки в штамп и легкого удаления отхода обеспечит безопасность работы и экономичность изготовления деталей.
Наша компания проектирует и изготавливает все виды штампов для холодной штамповки:
– штампы для отрезания, вырубки, пробивки, надрезания, обрезания, зачистки,
– штампы для гибки, формовки, вытяжки, объемной штамповки,
– штампы многопозиционные, совмещенные,
– штампы для автоматической штамповки металла на штамповочных комплексах.
Наши преимущества
При изготовлении штампов и пресс-форм используется современное металлообрабатывающее оборудование. Мы производим штампы для вырубки, вытяжки, гибки любой сложности. Изготовление пресс-форм и штампов занимает минимальное количество времени, так как наша компания имеет возможность выполнять полный комплекс работ на собственном производстве, что существенно сокращает время от заявки заказчика до окончательных испытаний штампов, либо до получения партии штампованных деталей согласно чертежу.
Конструкции штампов холодной металлической штамповки и их деталей многообразны (Разделительные, Формообразующие, Рельефно – формовочные, правочные, чеканочные, Комбинированные), и от правильности и точности их изготовления зависит себестоимость детали. Наша компания готова принять ваш заказ на проектирование и изготовление штампов и пресс-форм по вашим технологическим требованиям.
ПРИМЕРЫ НАШИХ РАБОТ
Штамп последовательного действия для трех типов анкерных пластин длиной от175 до 300мм. (с изменяемой длиной), со сменными вставками к каждому типу пластины. Штамп предназначен для работы в составе штамповочного комплекса с автоматической подачей
Штамп последовательного действия с механизмом передвижения и фиксации (на промежуточных операциях) заготовки по позициям
с последующим выбросом готовой детали. Штамп производит изделия со скоростью не менее 120шт.мин.
Штамп последовательного действия для изготовления замка кассетного. Штамп производит отрезку от ленты, гибку изделия и формирование застежек.
Штамп производит изделия, защелкивает их в кассету по 20шт., работа штампа только с автоматической подачей и программным управлением
КРОНШТЕЙН П-ОБРАЗНЫЙ №3
Штамп последовательного действия для перфорированного крепежа « Крепление бруса 100» с отрезкой и первой гибкой изделия.
Штамп последовательного действия для изготовления изделия «Подвес прямой» выпускается в разных исполнениях с шагом 30,27,25мм. и длиной по заказу.
Штамп последовательного действия с гибкой и формированием ребра жесткости на мебельном уголке, штамп предназначен для автоматической подачи со скоростью не менее 90шт. мин. Ребро жесткости на изделии регулируется по высоте. Выброс изделия производится сж. воздухом
КРОНШТЕЙН УГОЛОК №1
Вырубной штамп последовательного действия для проколки отверстий и отрезки готового изделия, с пневматическим приводом выдачи пачки изделий.
ЗАМОК БАНДАЖНЫЙ ЗУБЧАТЫЙ
Штамп последовательного действия с промежуточной матрицей для изделия замок бандажный зубчатый.
Штамп для работы с автоматической подачей, предназначен для вырубки подрезки и гибки детали в ленте с последующей отрезкой в (на последней операции) готового изделия. Штамп производит изделия со скоростью не менее 120шт. в мин.
Запросить коммерческое предложение
Если вас интересует конкретная модель нашей продукции или вы хотите получить консультацию — заполните форму ниже
Холодная штамповка – щадящий и эффективный метод производста
На сегодняшний день обработка металла холодной штамповкой – наиболее прогрессивный метод. Так можно получить детали различных размеров, форм и конфигураций. Они сразу готовы к использованию и не требуют последующего термического воздействия, что значительно упрощает процесс и позволяет его автоматизировать. Рассмотрим все особенности такой обработки давлением.
1 Что дает материалу холодная деформация?
Металловеды и люди, связанные с производством, знают, что такое штампование, но мы все-таки уделим немного внимания и расшифруем этот термин. Это процесс пластической деформации материала, в результате чего последний приобретает заданные размеры и формы. Если есть воздействие больших температур, то речь идет о горячем деформировании, но мы более подробно остановимся на холодной штамповке металла, которая проходит без термического влияния.
Все операции в этом случае выполняются в специальных технологических оснастках (штампах) и обязательно сопровождаются упрочнением. Благодаря чему готовое изделие отличается повышенным значением этой характеристики. А вот его пластические свойства, напротив, ухудшаются. Однако повышение прочности имеет и некоторые побочные эффекты, например, материал становится более хрупким и т. д. Поэтому между операциями осуществляют рекристаллизационный отжиг. Детали отличаются повышенной точностью и прекрасным качеством.
2 Листовая и объемная штамповка – в чем разница?
Особенностью холодной объемной штамповки является температура заготовок, которая не должна превышать ковочную. Это способствует увеличению сопротивления металла, а, следовательно, его текучесть снижается. Этим методом изготавливают элементы повышенной точности. К достоинствам относится отсутствие различных дефектов, таких как царапины, горячие трещины, риски, усадка. Однако из-за повышенного сопротивления внутри материала изготовить деталь сложной формы не удастся, для этого нужно прибегнуть к горячей штамповке.
Следующий вид – листовая штамповка. Ее особенностью является форма заготовки – лист, лента, полоса. Этим методом можно получить самые разнообразные изделия массой от нескольких грамм до десятков килограмм. В основном толщина стенок получаемых деталей такая, как у исходного материла. Получить пространственные элементы можно только из достаточно пластических металлов.
3 Какой путь проделывает деталь?
Сегодня существует множество специальных программ проектирования штампов для холодной штамповки, однако они неавтономные и в основном неразрывно связаны со всей системой. Чертежи могут быть как двумерными, так и современными, выполненными в формате 3D. А сам процесс требует некоторых навыков, знания компьютера и выполняется в такой последовательности:
- нанесение эскиза;
- изучение схемы раскроя и ее проверка специальной программой;
- редактирование;
- повторная проверка размеров;
- нанесение рабочих отверстий.
Далее следует довольно тяжелый и ответственный процесс изготовления штампов холодной штамповки. После окончательной подготовки чертежа изделие разделяют на отдельные части, внимательно изучают их. Обязательно необходимо уделить особое внимание техническим требованиям, предъявляемым к готовой детали. Затем составляют для каждого элемента маршрутно-технологическую карту с учетом всех нюансов, начиная от времени, потраченного на изготовление, и заканчивая характеристиками. Следует заметить, что в этом процессе не может быть мелочей, так как любой, даже самый незначительный недочет приведет к дефектам. Имеет значение последовательность операций, правильное распределение материала, подбор оборудования и режимов.
К качеству штампов для холодной штамповки тоже предъявляются весьма серьезные требования. Ведь именно от них зависит размер, форма и чистота поверхности готового изделия.
Формирование элементов листовым способом подразумевает ряд операций. Сначала материал поступает на стан, где вырезаются либо выдавливаются части детали. Затем следуют формоизменяющие операции. К ним относятся гибка, обжим, формовка и вытяжка. При этом не стоит недооценивать и роль вспомогательных процессов. Это отжиг и травление, благодаря которым задаются желаемые механические свойства. Еще можно повысить износостойкость с помощью дополнительных защитных покрытий. Кроме того, детали подвергают правке, очистке и смазке.
Технологический процесс объемной холодной штамповки делится на две основные схемы. Первая состоит из трех операций. Предварительно проводят термическую обработку металла с целью его разупрочнения. Затем подготавливают поверхность проката и осуществляют непосредственно штамповку. Но можно придерживаться и иной схемы, включающей в себя 4 этапа. В этом случае сначала подготавливают мерные заготовки, а потом уже проводят все операции аналогично первой схеме.