Содержание
- Гибка листового алюминия
- Гибка алюминия
- Стоимость листовой гибки алюминия
- Изделия из прочного и легкого материала
- Гибка листового алюминия
- Гибка алюминия и область применения
- Процесс гибки алюминия
- Специфика гибки алюминиевого листа
- Что особенного в гибке алюминия
- Какие марки можно гнуть, а какие нет
- Гибка алюминия с сохранением целостности
- Гибка листового алюминия
- Обратная связь
- Кают-Компания «Катера и Яхты»
- Как согнуть лист алюминиевый ?
- vasilev161 26 мая 2012
- metalls 26 мая 2012
- Merc 26 мая 2012
- Олег из Нска 26 мая 2012
- Merc 26 мая 2012
- metalls 26 мая 2012
- rbt06 26 мая 2012
- Xenos WIGHT 28 мая 2012
- Алекс 66 28 мая 2012
- serj 28 мая 2012
- вет 28 мая 2012
- Merc 28 мая 2012
- Xenos WIGHT 29 мая 2012
- Merc 29 мая 2012
- riv222 29 мая 2012
- Xenos WIGHT 29 мая 2012
- riv222 29 мая 2012
- nirvana111 01 мар 2017
- Якорь 01 мар 2017
- Как согнуть алюминиевую шину
- Что особенного в гибке алюминия
- Какие марки можно гнуть, а какие нет
- Гибка алюминия с сохранением целостности
- Создать аккаунт
- Гибка листового алюминия
- Какие марки можно гнуть, а какие нет?
- Способы гибки
- Классификация оборудования
- Как изгибать детали из дюралюминия и силумина?
- Что особенного в гибке алюминия
- Какие марки можно гнуть, а какие нет
- Гибка алюминия с сохранением целостности
- Создать аккаунт
- Как гнуть алюминиевый лист
- Смотрите также
- Метки: аллюминий, багажник, крепления.
- Что особенного в гибке алюминия
- Какие марки можно гнуть, а какие нет
- Гибка алюминия с сохранением целостности
Гибка листового алюминия
Гибка листового алюминия
Гибка алюминия
Металлические изделия в нашей жизни встречаются практически везде. Для получения различных изделий из алюминия используются разные методы обработки. Для того чтобы создать объемную форму изделия, совершается гибка.
ООО «Компания ТСС» уже долгие годы занимается профессиональной гибкой листового алюминия на заказ.
Наши специалисты освоили довольно сложный технологический процесс по гибке оконных, дверных и фасадных профилей. Нами был накоплен большой опыт по изготовлению и обработке арочных изделий из листов и профилей различных производителей. Мы постоянно продолжаем усовершенствовать технологию гибочных работ.
Стоимость листовой гибки алюминия
Изделия из прочного и легкого материала
Во всяких изделиях и конструкциях округлые элементы имеют целый ряд преимуществ перед угловыми совмещениями. Технологическая операция по гибке профильных металлических заготовок и деталей широко применяется во многих отраслях народного хозяйства.
Например, при строительстве часто заказывают изготовление алюминиевых окон или фасадов с гнутым профилем. За счет такой визуально воздушной конструкции, легкости и привлекательности, внешний облик архитектурных сооружений можно радикально изменить.
Гибка листового металла с помощью современных методов позволяет получить следующие изделия:
- металлические уголки;
- лотки и полки;
- стеллажи;
- корпусы для аппаратуры и различные коробы;
- кронштейны;
- козырьки и карнизы.
Необходимость применения гибки листов и труб из алюминия обусловлена, как правило, тремя основными факторами:
- создание крепких металлоконструкций с небольшой материалоемкостью;
- улучшение гидроаэродинамических характеристик сооружений из гнутых листов по сравнению со сварными изделиями;
- стремление к улучшению дизайна.
Использование арочных и спиральных гнутых элементов при строительстве позволяет обеспечить выполнение всех этих факторов, вопрос стоит лишь в том, чтобы гибка была выполнена действительно качественно.
ООО «Компания ТСС» выполняет гибку листового металла и труб по чертежам клиента. Все работы ведутся на современных сверхточных гибочных станках.
Помимо гибки алюминиевых листов и профилей для различных конструкций, мы производим заготовки для изготовления лестничных перил и ограждений.
Наша компания гарантирует высокую точность и качество гибки без каких-либо повреждений металла или слоя краски.
Чтобы уточнить стоимость гибки металла, свяжитесь с нами удобным для вас способом.
Гибка листового алюминия
Металлические изделия из алюминия в современной жизни встречаются повсеместно. Для того чтобы получить алюминиевые изделия используют самые разные методы его обработки. Для создания объемной формы осуществляется гибка алюминия. Наша компания уже достаточное время занимается данными видами работ на профессиональном уровне.
Наши специалисты знают до мельчайших нюансов достаточно сложный технологический процесс по гибке фасадных, дверных и оконных алюминиевых профилей. Благодаря большому накопленному опыту по обработке и изготовлению изделий из алюминия и постоянно совершенствованным навыкам, мы гарантирует высокое качество работ.
Гибка алюминия и область применения
Во всех алюминиевых конструкциях и изделиях округлые элементы имеют достаточно преимуществ перед угловыми совмещениями. Технология гибки алюминия обширно используется в большинстве отраслей народного хозяйства.
К примеру, при строительстве довольно часто делают на заказ в нашей компании алюминиевые фасады или окна с гнутым профилем. Благодаря подобной визуально воздушной, легкой и привлекательной конструкции, внешний вид архитектурных сооружений может радикально измениться.
Гибка алюминия с помощью современных методов дает возможность получить такие изделия как:
- кронштейны;
- металлические уголки;
- полки и лотки;
- разнообразные коробы и корпусы для аппаратуры;
- стеллажи;
- карнизы и козырьки.
Необходимость использования гибки алюминиевых труб и листов объясняется обычно 3 главными факторами:
- стремлением к совершенствованию дизайна;
- улучшением гидроаэродинамических характеристик конструкций из гнутого материла в сравнении со сварными изделиями;
- созданием крепких конструкций их металла с малой материалоемкостью.
Использование спиральных и арочных гнутых элементов при строительстве в Москве дает возможность обеспечить исполнение всех вышеперечисленных факторов. Главное, чтобы гибочный процесс был выполнен качественно.
Наша компания выполняет гибку листового и трубного алюминия по чертежам клиента. Все работы осуществляются на современных гибочных сверхточных станках.
Процесс гибки алюминия
Для того чтобы настроить станок потребуется 2 – 3 профиля. На возможность гибки с определенным радиусом и на будущее качество дуги влияет толщина стенки, состояние поставки и геометрические характеристики, срок хранения алюминия. От ширины профиля зависит минимальный радиус.
Ролики должны по полкам профиля скользить свободно, в обратном случае алюминий скрутится. Поверхность ролика должна быть чистой, чтобы избежать царапин и задиров на обрабатываемом материале.
Из-за того, что профильная заготовка покрыта маслом, на стенки роликов вместе со смазкой попадают песчинки и пыль, царапающие поверхность изделия. Кроме того, при гибке неокрашенного алюминия могут силой трения отрываться частицы окиси алюминия от плакирующего слоя. Они размазываются по деформируемой поверхности и царапают ролики и профиль.
Именно поэтому при гибке периодически чистой ветошью протирают ролики, счищая с них скопившуюся грязь. Главный показатель качества гнутого алюминия состоит в сохранении постоянного сечения, параллельность лицевых стенок изделия, отсутствия на внутренней кромке гофры металла и не деформировании паз под установку уплотнителя и штапика.
В нашей компании вы можете сделать на заказ гибку алюминиевого профиля по доступной цене.
Специфика гибки алюминиевого листа
На первый взгляд нет более удобного материала, чем алюминиевый лист для создания самых разных форм своими руками. Гнуть алюминий легко, а если нужно при этом его нагреть, то температура его плавления не очень высока. Но не все так просто. На практике гибка алюминиевого листа имеет определенную специфику как в самом процессе сгибания, так и в сохранении целостности листового материала в месте деформации.
Что особенного в гибке алюминия
В основном применяют два способа гибки алюминиевого листового материала:
- воздушный или свободный,
- калибровочный.
Свободный способ — это когда между пуансоном и листом металла имеется воздушный зазор. Этот метод является наиболее широко используемым на сегодняшний день.
Если же в процессе сгибания между пуансоном и стенками формы нет воздушного зазора и алюминиевый лист плотно сжимается, то такой способ называют калибровкой. Эта методика достаточно старая и применяется для наиболее мягких материалов или для изготовления сложных форм изделий.
Гибка алюминия свободным методом имеет ряд преимуществ по сравнению с калибровочным способом, а именно:
- более высокая степень гибкости, так без замены пуансона и формы можно получать разные углы гибки листового профиля;
- требуются меньшие усилия для осуществления деформации;
- можно сгибать листы большей толщины;
- сравнительно меньшая стоимость оборудования.
К недостаткам свободного метода можно отнести:
- невысокую точность углов при сгибании для тонкостенных листов металла;
- точность повторения формы зависит от физических свойств материала;
- плохая применимость для операций со сложной конфигурацией.
Какие марки можно гнуть, а какие нет
Для начала определимся, какие виды алюминиевого проката выпускают на производстве.
Так можно выделить несколько основных видов сортопроката алюминиевого листа, которые могут значительно отличаются друг от друга своими физическими свойствами и возможностями деформации. Итак, наиболее распространенные виды:
- Отожженный, имеет в обозначении букву М, является самым мягким сортом, поэтому прекрасно поддается деформации, но при этом легко мнется и рвется при чрезмерном растяжении.
- Полунагартованный обозначается, как Н2 и имеет более жесткие свойства, чем сорт М также хорошо деформируется и способен выдержать сгибание свыше 90 градусов за раз. При этом за счет своей повышенной жесткости неплохо сохраняет форму и препятствует образованию вмятин, поэтому чаще всего применяется как облицовочный материал.
- Нагартованный, в обозначении сорта содержит одну букву Н. Нагартовкой называется метод придания листовому металлу повышенной прочности при помощи холодного уплотнения. Для этого алюминиевый лист дополнительно прокатывают между двумя валами на специальном станке. Этот сорт хорошо гнется на углы до 90 градусов и способен выдерживать значительные нагрузки на свою поверхность.
- Закаленный или естественно состаренный, как правило, маркируется буквой Т. Представляет собой достаточно твердый алюминиевый прокат, поэтому он более требователен при обработке, так как при сгибании на холодную под 90 градусов трескается в месте сгиба. Используется для изготовления деталей и узлов, работающих с повышенной нагрузкой.
Основные выпускаемые виды сплавов алюминиевого листопроката можно расположить следующим образом:
- Технические сплавы марок 1105 и ВД1, имеют сравнительно малый удельный вес листа и без особых проблем легко сгибаются.
- Алюминиево-магниевые сплавы, маркируются буквами АМГ. Их производят из алюминия, легированного с помощью добавления магния и марганца. Марка АМГ обладает кислотостойкими свойствами и хорошо гнется, поэтому в основном применяет для производства емкостей и баков, а также деталей катеров и лодок.
- Пищевые сплавы марок А5 и АД, выпускают нагартованными, полунагартованными или отожженными сортами.
- Повышенной пластичности сплавы АМЦ специально предназначены для изготовления сложноизогнутых деталей, таких как автомобильные радиаторы и т. п.
- Дюралюминий маркируется буквой Д. Он относиться к высокопрочным сортам, основным отличием которого является высокая устойчивость к внешнему воздействию. Дюралюминий практически не гнется, поэтому применяется только при изготовлении деталей методом штамповки.
- Авиационные особо прочные сплавы марки В, гнутся по особой технологии штамповки и прессования. Их используют при изготовлении высоконагруженных деталей в автомобильной промышленности и отраслях авиастроения.
Более детально описаны свойства и характеристики выпускаемых сортов и видов алюминиевого листового проката в ГОСТ 21631-76.
Гибка алюминия с сохранением целостности
Если для части сортов и марок практически не возникает вопрос, как согнуть алюминиевый лист, то для сплава дюралюминия, а также листового проката с явно выраженными закаленными и жесткими свойствами, это представляет определенную трудность, так как в месте сгибания он, как правило, должен лопнуть.
Поэтому гибка листового алюминия композиционных составов производиться методом выборки паза в месте гиба. Для этого на листе закрепляют направляющие и, с помощью специального ручного инструмента фрезера, прорезают паз как минимум на 2/3 глубины с углом развертки от 90 до 110 градусов, что дает возможность сгибать алюминиевый лист под углом 90 градусов без потери целостности.
Если у вас есть опыт, как согнуть жесткий алюминиевый лист и при этом не сломать его, то поделитесь им в блоке комментариев.
Гибка листового алюминия
Обратная связь
Оставьте Ваши данные и мы свяжемся с Вами!
Нажимая на кнопку Отправить заявку, я даю согласие на обработку персональных данных
ООО «ДЗПП» осуществляет гибку алюминиевых листов на собственных производственных площадях. Все работы выполняются на листогибах с гидравлическим приводом марок SMALL, AMADA, FINN-POWER. Станки развивают рабочее усилие до 100–130 тонн, предусмотрена его регулировка. Точность выполнения и параметры оборудования соответствуют основному нормативу – ГОСТ 10560-88. Максимальное отклонение от линейных размеров, в зависимости от усилий и длины листового алюминия, составляет 0,06–0,16 мм.
При подборе технологии мы руководствуемся особенностями материала и требованиями к конечной детали. Гибка листового алюминия может производиться следующими способами:
- воздушным (свободным). Между листами алюминия и оснасткой оборудования при гибке сохраняется зазор. Полученный угол зависит от раскрытия матрицы и толщины материала. Поэтому такой способ можно назвать универсальным. Он позволяет получать на одной и той же оснастке детали с различными углами;
- калибровочным (матричным). Такой способ выбирается в том случае, когда требуется высокая точность исполнения. Пуансон вплотную прижимает лист алюминия к стенкам матрицы. Технология не рассчитана на гибку под углом более 90 о . При этой методике для каждой детали потребуется своя оснастка, соответствующая размерам гиба.
Кают-Компания «Катера и Яхты»
Как согнуть лист алюминиевый ?
vasilev161 26 мая 2012
metalls 26 мая 2012
Merc 26 мая 2012
Не че сложного нет !
Сначала надо определиться с сплавом алюминия .
1105 — один из самых дешевых сплавов (он лопнет , отказываемся сразу)
АМГ2Р,АМГ2НР,АМГ2Н2Р,АМГ3НР,АМГ3Н2Р — эти сплавы нам подходят.
Они коррозийной стойкие .
АМГ2 — это сплав , АМГ3 — чуть по-жоще.
Р — обозначение рифленый.
Н — состояние нагартованный (жесткое)
Есть еще импортный лист рифленый он отличается блеску-честью и качеством поверхностью .
Цена его на двести руб дороже от отечественных.
Теперь берем алюминиевый лист . Заранее ложем хозяйственное мыло в теплую воду.
и держим его там пока не раскиснет . Потом в том месте где будит изгиб , намазываем мылом.
Берем бензиновую горелку иле газовую и греем место изгиба.
Потом гнем об угол . Тут как вам удобно . Я допустим обжимал двумя дощечками . И гнул газовым ключом.
Вот и все. Источник тут
Мыло, горелки, об угол Чтобы лист не ломался надо гнуть радиусом не менее 5мм. Прекрасно алюминий гнётся на листогибочных прессах с широкой матрицей, не менее 35мм. Вообщем опытные гибщики всё знают. http://forum.katera. ost__p__1107383
Олег из Нска 26 мая 2012
Мыло, горелки, об угол Чтобы лист не ломался надо гнуть радиусом не менее 5мм. Прекрасно алюминий гнётся на листогибочных прессах с широкой матрицей, не менее 35мм. Вообщем опытные гибщики всё знают. http://forum.katera. ost__p__1107383
А разницу между листогибочным прессом и газовым ключом кто оплачивает?
Merc 26 мая 2012
А разницу между листогибочным прессом и газовым ключом кто оплачивает?
Один гиб стоит 50р. Хотя можно и мыло, горелка и об угол газовым ключом.
metalls 26 мая 2012
rbt06 26 мая 2012
+ Надо еще жопу посадить с алюминиевым листов в машину (время + бензин + 50руб).
Зачем лишние проблемы если это все можно сделать на месте в гараже.
Полностью согласен с Мерсом,если гнуть 10-20 см это можно и на коленке,а если метр ,Metalls я бы посмотрел бы ,как вы метр газовым ключём погнёте.
Xenos WIGHT 28 мая 2012
Полностью согласен с Мерсом,если гнуть 10-20 см это можно и на коленке,а если метр ,Metalls я бы посмотрел бы ,как вы метр газовым ключём погнёте.
Можно и метр. но смотреть на это без слёз будет невозможно. Как на процесс, так и на его результат. А вообще правильно сказали, всё зависит от длины и толщины. Но даже жестянку 0,5 мм для вентиляции и то киянками на уголке гнут разве что от самого сильного горя или когда место такое, что в машинку не запихнуть.
Алекс 66 28 мая 2012
serj 28 мая 2012
вет 28 мая 2012
Если кустарно то по направляющей делается надпил болгаркой на треть толщины,самым тонким кругом 1.2 мм и гнётся в подходящем месте (у меня в притворе металлической двери) как раз то что надо получается. Если деталь ответственная и нужна прочность то сгиб с внутренней стороны провариваю.
то что на фото согнуто в «дверях»
Вот это по нашему!А то станок..станок..
Merc 28 мая 2012
А если не рифлёный, АД31-35, Д16. толщина 1-2мм, радиус 20мм, угол 90, длина 12метров. И кромка нужна ровнёхонькая. Как согнуть?
Для таких работ есть зигмашины или кромкогибы.
Xenos WIGHT 29 мая 2012
Для таких работ есть зигмашины или кромкогибы.
Ну и надрезать тоже можно. Мне полосу на отбортовках тоже пришлось надрезать, чтоб гнулась где надо, а не где ей хочется. Только для длинного надреза придётся, наверное, что-то типа рубанка из узкого токарного резца самопалить, чтоб ровно вышло. Болгарка тут не выход, а для люменя так особенно. Или ещё циркуляркой с твердосплавными напайками попробовать.
Merc 29 мая 2012
riv222 29 мая 2012
Ну и надрезать тоже можно. Мне полосу на отбортовках тоже пришлось надрезать, чтоб гнулась где надо, а не где ей хочется. Только для длинного надреза придётся, наверное, что-то типа рубанка из узкого токарного резца самопалить, чтоб ровно вышло. Болгарка тут не выход, а для люменя так особенно. Или ещё циркуляркой с твердосплавными напайками попробовать.
Это ты зря! Надрезать лист болгаркой на любую длину — запросто. Диск по цветным металлам 1мм.(кстати Российского производства почему-то лучше!)И направляющая. Ты же газовым резаком пользуешься? Тот-же принцип.А для циркулярки нужен специальный зуб и вообще ей лучше отрезать,а не надрезать.
Xenos WIGHT 29 мая 2012
Это ты зря! Надрезать лист болгаркой на любую длину — запросто. Диск по цветным металлам 1мм.(кстати Российского производства почему-то лучше!)И направляющая. Ты же газовым резаком пользуешься? Тот-же принцип.А для циркулярки нужен специальный зуб и вообще ей лучше отрезать,а не надрезать.
Тонкий диск на болгарке даже с направляющей играет немного. Недавно пробовал, когда под фундамент двигателя переборку на три сантиметра наращивать пришлось. Когда режешь под сварку, небольшая неровность кромки незаметна (всё равно заплавляется и шлифуется потом), а на гибе может оказаться и заметной. Да и направляющую болгарка портит, в отличие от резака.
riv222 29 мая 2012
Тонкий диск на болгарке даже с направляющей играет немного. Недавно пробовал, когда под фундамент двигателя переборку на три сантиметра наращивать пришлось. Когда режешь под сварку, небольшая неровность кромки незаметна (всё равно заплавляется и шлифуется потом), а на гибе может оказаться и заметной. Да и направляющую болгарка портит, в отличие от резака.
Ну ведь по направляющей ты же не пламя тащишь, а корпус резака к ней прижимаешь. Так и тут не диск тащить по направляющей,а корпус флекса к ней прижимать. И не надо резать на всею глубину сразу. Несколько проходов по чуть чуть. реально диск в канавке уже на втором проходе сам себя центрует. Привычка нужна минимальная. Мои пацаны уже и направляющие не ставят,прекрасно по линии получается.
nirvana111 01 мар 2017
Кто подскажет где купить рифленку как на сайте http://extrusion.com. ст-алюминиевый/
Якорь 01 мар 2017
Гнул заготовку на шверт из Д16АТ 1.2мм длиной 1м. на холодную вручную. Не скажу чтобы просто но и не сложно. Гнуть обязательно «против проката» иначе может треснуть и в месте гиба с кромок все заусенцы снять.
Как согнуть алюминиевую шину
На первый взгляд нет более удобного материала, чем алюминиевый лист для создания самых разных форм своими руками. Гнуть алюминий легко, а если нужно при этом его нагреть, то температура его плавления не очень высока. Но не все так просто. На практике гибка алюминиевого листа имеет определенную специфику как в самом процессе сгибания, так и в сохранении целостности листового материала в месте деформации.
Что особенного в гибке алюминия
В основном применяют два способа гибки алюминиевого листового материала:
- воздушный или свободный,
- калибровочный.
Свободный способ — это когда между пуансоном и листом металла имеется воздушный зазор. Этот метод является наиболее широко используемым на сегодняшний день.
Если же в процессе сгибания между пуансоном и стенками формы нет воздушного зазора и алюминиевый лист плотно сжимается, то такой способ называют калибровкой. Эта методика достаточно старая и применяется для наиболее мягких материалов или для изготовления сложных форм изделий.
Гибка алюминия свободным методом имеет ряд преимуществ по сравнению с калибровочным способом, а именно:
- более высокая степень гибкости, так без замены пуансона и формы можно получать разные углы гибки листового профиля;
- требуются меньшие усилия для осуществления деформации;
- можно сгибать листы большей толщины;
- сравнительно меньшая стоимость оборудования.
К недостаткам свободного метода можно отнести:
- невысокую точность углов при сгибании для тонкостенных листов металла;
- точность повторения формы зависит от физических свойств материала;
- плохая применимость для операций со сложной конфигурацией.
Какие марки можно гнуть, а какие нет
Для начала определимся, какие виды алюминиевого проката выпускают на производстве.
Так можно выделить несколько основных видов сортопроката алюминиевого листа, которые могут значительно отличаются друг от друга своими физическими свойствами и возможностями деформации. Итак, наиболее распространенные виды:
- Отожженный, имеет в обозначении букву М, является самым мягким сортом, поэтому прекрасно поддается деформации, но при этом легко мнется и рвется при чрезмерном растяжении.
- Полунагартованный обозначается, как Н2 и имеет более жесткие свойства, чем сорт М также хорошо деформируется и способен выдержать сгибание свыше 90 градусов за раз. При этом за счет своей повышенной жесткости неплохо сохраняет форму и препятствует образованию вмятин, поэтому чаще всего применяется как облицовочный материал.
- Нагартованный, в обозначении сорта содержит одну букву Н. Нагартовкой называется метод придания листовому металлу повышенной прочности при помощи холодного уплотнения. Для этого алюминиевый лист дополнительно прокатывают между двумя валами на специальном станке. Этот сорт хорошо гнется на углы до 90 градусов и способен выдерживать значительные нагрузки на свою поверхность.
- Закаленный или естественно состаренный, как правило, маркируется буквой Т. Представляет собой достаточно твердый алюминиевый прокат, поэтому он более требователен при обработке, так как при сгибании на холодную под 90 градусов трескается в месте сгиба. Используется для изготовления деталей и узлов, работающих с повышенной нагрузкой.
Основные выпускаемые виды сплавов алюминиевого листопроката можно расположить следующим образом:
- Технические сплавы марок 1105 и ВД1, имеют сравнительно малый удельный вес листа и без особых проблем легко сгибаются.
- Алюминиево-магниевые сплавы, маркируются буквами АМГ. Их производят из алюминия, легированного с помощью добавления магния и марганца. Марка АМГ обладает кислотостойкими свойствами и хорошо гнется, поэтому в основном применяет для производства емкостей и баков, а также деталей катеров и лодок.
- Пищевые сплавы марок А5 и АД, выпускают нагартованными, полунагартованными или отожженными сортами.
- Повышенной пластичности сплавы АМЦ специально предназначены для изготовления сложноизогнутых деталей, таких как автомобильные радиаторы и т. п.
- Дюралюминий маркируется буквой Д. Он относиться к высокопрочным сортам, основным отличием которого является высокая устойчивость к внешнему воздействию. Дюралюминий практически не гнется, поэтому применяется только при изготовлении деталей методом штамповки.
- Авиационные особо прочные сплавы марки В, гнутся по особой технологии штамповки и прессования. Их используют при изготовлении высоконагруженных деталей в автомобильной промышленности и отраслях авиастроения.
Более детально описаны свойства и характеристики выпускаемых сортов и видов алюминиевого листового проката в ГОСТ 21631-76.
Гибка алюминия с сохранением целостности
Если для части сортов и марок практически не возникает вопрос, как согнуть алюминиевый лист, то для сплава дюралюминия, а также листового проката с явно выраженными закаленными и жесткими свойствами, это представляет определенную трудность, так как в месте сгибания он, как правило, должен лопнуть.
Поэтому гибка листового алюминия композиционных составов производиться методом выборки паза в месте гиба. Для этого на листе закрепляют направляющие и, с помощью специального ручного инструмента фрезера, прорезают паз как минимум на 2/3 глубины с углом развертки от 90 до 110 градусов, что дает возможность сгибать алюминиевый лист под углом 90 градусов без потери целостности.
Если у вас есть опыт, как согнуть жесткий алюминиевый лист и при этом не сломать его, то поделитесь им в блоке комментариев.
Вы должны быть пользователем, чтобы оставить комментарий
Создать аккаунт
Зарегистрируйтесь для получения аккаунта. Это просто!
Гибка листового алюминия
Гибка алюминия проводится двумя способами:
- Свободное сгибание — часто используемая технология сгибания алюминиевых деталей. При использовании этой технологии между металлическим листом и пуансоном присутствует воздушный зазор.
- Калибровочное сгибание — представляет собой метод изменения формы металлической детали, при котором между заготовкой и пуансоном нет воздушного зазора.
Прежде чем начинать работать с алюминием нужно выбрать технологию. Жестянщики рекомендуют свободный метод сгибания. Он имеет сильные и слабые стороны. Преимущества:
- приложение малых усилий при изменении формы заготовки;
- возможность сгибать металлические детали большой толщины;
- малая стоимость станков для проведения работ;
- возможность изгибать заготовки под разными углами.
- При сгибании металлических заготовок малой толщины возникают сложности с выставлением точного угла.
- Невозможность работать с изделиями сложной формы.
Какие марки можно гнуть, а какие нет?
На производстве выпускаются алюминиевые заготовки разных марок. Они отличаются характеристиками, особенностями материала. Виды алюминия:
- Закалённый — материал с высокими показателями прочности, твердости. При изгибании нужно проводить предварительное нагревание рабочей поверхности. Без нагревания лист трескается. Низкий показатель гибкости требует соблюдения правил работы с материалом.
- Отожжённый — считается мягким видом металла, который чаще других используется при изгибании. Не выдерживает растяжения.
- Нагартованный — листовой металл, который прошёл процесс холодного уплотнения. Выдерживает большие нагрузки, изгибается без трещин.
- Полунагартованный — металл с высоким показателем жесткости. Выдерживает изгибание до угла в 90 градусов. Повышенная жесткость не даёт поверхности проминаться во время ударов.
Марки алюминия для гибки:
- Дюралюминий — обозначается данный материал букой «Д». Считается прочным материалом с высоким показателем износоустойчивости. Используется при штамповке, поскольку плохо изгибается.
- Марки ВД1 и 1105. Материалы с малым удельным весом и хорошими показателями прочности. Часто применяется для гибки.
- Сплавы АМЦ. Материалы, которые используются во время изготовления деталей сложной формы. Обладают высоким показателем пластичности.
- Сплавы АМГ. Составляющими таким материалов являются магний, марганец, алюминий. Хорошо изгибаются, устойчивы к воздействию кислот, щелочей. Из листов делают емкости для хранения химических реактивов, топлива.
- Авиационные сплавы, обозначающиеся буквой «В». Используются в машиностроении. Для их сгибания используются процессы штамповки, прессования.
- Сплавы А5, АД. Металлы используются в пищевой промышленности.
Любая из выпускаемых марок алюминия изготавливается согласно ГОСТу.
Способы гибки
Изменить форму алюминиевого листа можно с помощью разных видов оборудования. Важно поговорить об основных способах гибки, которые применяются при металлообработке.
Ручные методы
В небольших мастерских и на частном производстве часто используются ручные приспособления для сгибания алюминиевых листов. Они представляют собой инструмент, состоящий из устойчивого основания, прижимных пластин, системы рычагов. Ограничение ручного оборудования заключается в глубине изгибания листа, ширине обрабатываемой заготовки. С помощью ручного оборудования невозможно сгибать детали из металла большой толщины.
Использование устройств с электрическим приводом
Чтобы добиться высокой эффективности при сгибании металлических листов, используется оборудование с электрическим приводом. Станки используются при серийном производстве, поскольку облегчают труд человека, позволяют быстро изготавливать множество деталей различной формы. Оборудование с электрическим приводом позволяет сгибать листы толщиной до 8 мм. Запуск подвижных элементов происходит после нажатия педалей.
Использование электромагнитного оборудования
При таком способе сгибания алюминиевых изделий используется оборудование с электромагнитами. Заготовка устанавливается между рабочими элементами. На них подаётся напряжение. Ток приводит в действие магниты. Они начинают двигаться друг к другу, изгибая деталь.
Классификация оборудования
При разных методах сгибания алюминиевых листов используется специальное оборудование. Для облегчения деформации металла его можно предварительно разогревать. Все листогибы делятся на две большие группы, о которых необходимо поговорить подробнее.
Стационарное оборудование
К этой группе относятся промышленные станки, которые устанавливаются на предприятиях. Используются для серийного изготовления деталей из металлических листов. Они имеют устойчивое основание, электрический или гидравлический привод.
Минус стационарных механизмов в том, что они занимают много места, требуют дополнительных усилий при транспортировке. Однако промышленные станки позволяют работать с металлическими листами большой толщины.
Переносное оборудование
для сгибания металлических деталей. Представляют собой компактные конструкции, которые можно использовать в различных условиях. Не требуют дополнительных навыков при работе. Недостаток переносных приспособлений — отсутствие возможности работать с толстыми листами металла.
Как изгибать детали из дюралюминия и силумина?
При попытке согнуть алюминий марки Д16Т (дюралюминий) и силумин листы могут трескаться. Чтобы сохранить целостность металлического листа, нужно провести предварительную термообработку. Для этого заготовка из дюралюминия разогревается до появления красного оттенка. Помещение должно быть тёмным, чтобы увидеть изменение цвета и не перегреть сплав. После нагревания нужно дать металлу остыть при комнатной температуре. Далее можно сгибать лист без боязни повредить его.
Гибка алюминия считается простым технологическим процессом, который требует знания некоторых особенностей. Если знать разновидности этого металла и использовать правильное оборудование можно избежать нарушения целостности металлических заготовок.
Что особенного в гибке алюминия
В основном применяют два способа гибки алюминиевого листового материала:
- воздушный или свободный,
- калибровочный.
Свободный способ — это когда между пуансоном и листом металла имеется воздушный зазор. Этот метод является наиболее широко используемым на сегодняшний день.
Если же в процессе сгибания между пуансоном и стенками формы нет воздушного зазора и алюминиевый лист плотно сжимается, то такой способ называют калибровкой. Эта методика достаточно старая и применяется для наиболее мягких материалов или для изготовления сложных форм изделий.
Гибка алюминия свободным методом имеет ряд преимуществ по сравнению с калибровочным способом, а именно:
- более высокая степень гибкости, так без замены пуансона и формы можно получать разные углы гибки листового профиля;
- требуются меньшие усилия для осуществления деформации;
- можно сгибать листы большей толщины;
- сравнительно меньшая стоимость оборудования.
К недостаткам свободного метода можно отнести:
- невысокую точность углов при сгибании для тонкостенных листов металла;
- точность повторения формы зависит от физических свойств материала;
- плохая применимость для операций со сложной конфигурацией.
Какие марки можно гнуть, а какие нет
Для начала определимся, какие виды алюминиевого проката выпускают на производстве.
Так можно выделить несколько основных видов сортопроката алюминиевого листа, которые могут значительно отличаются друг от друга своими физическими свойствами и возможностями деформации. Итак, наиболее распространенные виды:
- Отожженный, имеет в обозначении букву М, является самым мягким сортом, поэтому прекрасно поддается деформации, но при этом легко мнется и рвется при чрезмерном растяжении.
- Полунагартованный обозначается, как Н2 и имеет более жесткие свойства, чем сорт М также хорошо деформируется и способен выдержать сгибание свыше 90 градусов за раз. При этом за счет своей повышенной жесткости неплохо сохраняет форму и препятствует образованию вмятин, поэтому чаще всего применяется как облицовочный материал.
- Нагартованный, в обозначении сорта содержит одну букву Н. Нагартовкой называется метод придания листовому металлу повышенной прочности при помощи холодного уплотнения. Для этого алюминиевый лист дополнительно прокатывают между двумя валами на специальном станке. Этот сорт хорошо гнется на углы до 90 градусов и способен выдерживать значительные нагрузки на свою поверхность.
- Закаленный или естественно состаренный, как правило, маркируется буквой Т. Представляет собой достаточно твердый алюминиевый прокат, поэтому он более требователен при обработке, так как при сгибании на холодную под 90 градусов трескается в месте сгиба. Используется для изготовления деталей и узлов, работающих с повышенной нагрузкой.
Основные выпускаемые виды сплавов алюминиевого листопроката можно расположить следующим образом:
- Технические сплавы марок 1105 и ВД1, имеют сравнительно малый удельный вес листа и без особых проблем легко сгибаются.
- Алюминиево-магниевые сплавы, маркируются буквами АМГ. Их производят из алюминия, легированного с помощью добавления магния и марганца. Марка АМГ обладает кислотостойкими свойствами и хорошо гнется, поэтому в основном применяет для производства емкостей и баков, а также деталей катеров и лодок.
- Пищевые сплавы марок А5 и АД, выпускают нагартованными, полунагартованными или отожженными сортами.
- Повышенной пластичности сплавы АМЦ специально предназначены для изготовления сложноизогнутых деталей, таких как автомобильные радиаторы и т. п.
- Дюралюминий маркируется буквой Д. Он относиться к высокопрочным сортам, основным отличием которого является высокая устойчивость к внешнему воздействию. Дюралюминий практически не гнется, поэтому применяется только при изготовлении деталей методом штамповки.
- Авиационные особо прочные сплавы марки В, гнутся по особой технологии штамповки и прессования. Их используют при изготовлении высоконагруженных деталей в автомобильной промышленности и отраслях авиастроения.
Более детально описаны свойства и характеристики выпускаемых сортов и видов алюминиевого листового проката в ГОСТ 21631-76.
Гибка алюминия с сохранением целостности
Если для части сортов и марок практически не возникает вопрос, как согнуть алюминиевый лист, то для сплава дюралюминия, а также листового проката с явно выраженными закаленными и жесткими свойствами, это представляет определенную трудность, так как в месте сгибания он, как правило, должен лопнуть.
Поэтому гибка листового алюминия композиционных составов производиться методом выборки паза в месте гиба. Для этого на листе закрепляют направляющие и, с помощью специального ручного инструмента фрезера, прорезают паз как минимум на 2/3 глубины с углом развертки от 90 до 110 градусов, что дает возможность сгибать алюминиевый лист под углом 90 градусов без потери целостности.
Если у вас есть опыт, как согнуть жесткий алюминиевый лист и при этом не сломать его, то поделитесь им в блоке комментариев.
Вы должны быть пользователем, чтобы оставить комментарий
Создать аккаунт
Зарегистрируйтесь для получения аккаунта. Это просто!
Как гнуть алюминиевый лист
Согнуть можно лбой сплав алюминия, титана, меди или стали. Хрупкое стекло и бетонные плиты гнутся. Радиус гибки , при котором можно согнуть , будет зависеть от пластичности и толщины пластины, которую надо согнуть. важен не угол загиба — только радиус.
Гибка листового алюминия, титана, стали и др. металлов осуществляется в результате упругопластической деформации, протекающей различно с каждой из сторон изгибаемой заготовки.
Слои металла внутри угла изгиба (со стороны пуансона) сжимаются и укорачиваются в продольном и растягиваются в поперечном направлении. Наружные слои (со стороны матрицы) растягиваются и удлиняются в продольном и сжимаются в поперечном направлении. Между удлиненными и укороченными слоями (волокнами) находится нейтральный слой, длина которого равна первоначальной длине заготовки.
При гибке узких полос происходит сильное искажение поперечного сечения, заключающееся в уменьшении толщины в месте изгиба, уширении внутри угла с образованием поперечной кривизны и сужении с наружной стороны. В результате утонення материала и искажения формы поперечного сечения нейтральный слой в месте изгиба не проходит посередине сечения, а смещается в сторону малого радиуса. При гибке широких полос и листов также происходит утонение материала, но почти без искажения поперечного сечення, так как деформации в поперечном направлении противодействует сопротивление материала большой ширины. Лишь по краям широких полос происходит деформация, аналогичная поперечной деформации узких полос.
В большинстве случаев гибка происходит при большой величине деформаций, когда в металле кроме продольных растягивающих и сжимающих напряжений образуются радиальные напряжения сжатия, которые возникают в результате давления крайних слоев металла на внутренние и достигают наибольшей величины у нейтрального слоя.
По мере увеличения ширины изгибаемой заготовки поперечная деформация постепенно уменьшается и становится весьма малой в результате значительного сопротивления, оказываемого большой шириной заготовки. С целью упрощения при изгибе широких заготовок деформацией боковых поверхностей можно пренебречь н рассматривать деформацию всего сечения как деформацию сдвига.
Следует отличать гибку с малым радиусом закругления при большой степени пластической деформации от гибки с большим радиусом закругления при небольшой степени пластической деформации. При гибке с малыми радиусами закруглений напряжения и деформации не сосредотачиваются под ребром пуансона, а распространяются на значительную длину. Минимально допустимые радиусы гибки должны соответствовать пластичности металла и не допускать образования трещин. Следовательно, минимальные радиусы гибки должны быть установлены по предельно допустимым деформациям крайних волокон.
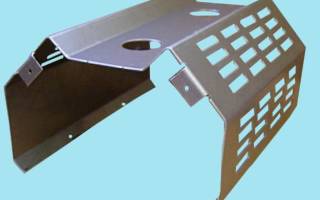
Нужен совет коллективного разума. Дано: 5 пластин из аллюминиевой шины. Необходимо их загнуть. Как загнуть показано на картинке. Тиски и молоток не предлагать.
Смотрите также
Метки: аллюминий, багажник, крепления.
Комментарии 106
Я бы профрейзеровал и проварил после. Судя по толщине усилие на них будет большое, в этом случае я бы заменил лучше металлом. На мой взгляд в любом случае алюминий прогретый потом в месте изгиба и нагрева, ослабнет, будет опа рано или поздно.
.
по учебнику СССР. Там все радиусы гиба для основных материалов и толщин прописаны.
Найди где у вас есть метало цех Наверняка там есть гибочный станок и вся проблема. И сделай сам такой станочек с уголков и простых шарниров типа как на гаражные ворота ставятся.
Прочитал все советы и понял, что на практике мало кто гибкой алюминия и его сплавов занимался. А по факту такие пластины гнутся очень легко, но нужно их предварительно закалить. Так же, кстати как и медь. А теперь подробнее:
1. Нагреваешь алюминиевую деталь до очень лёгкого свечения. Лучше греть в малоосвещённом помещении (так легче увидеть свечение), поскольку, как кто то тут уже говорил, алюминий легко перегреть и расплавить. Что бы увидеть эту границу (лёгкое свечение — расплав) потренируйся сначала на любой не нужной алюминиевой детали.
2. Как только алюминий прогреется, бросаешь его в воду и охлаждаешь полностью.
3. Достаёшь из воды и гнёшь как тебе нужно хоть в тисах через мягкие проставки (дерево, текстолит и т.д.), хоть в любом другом приспособлении.
В закалённом виде алюминий и славы на его основе становятся очень пластичными и гнутся в разы легче чем без термообработки.
Но здесь есть один нюанс. Алюминий (как и медь) очень быстро самоотпускается. И где то часа через 2-3 уже будет заметно жоще, и для его деформации снова придётся его закалить.
Удачи!
Прочитал все советы и понял, что на практике мало кто гибкой алюминия и его сплавов занимался. А по факту такие пластины гнутся очень легко, но нужно их предварительно закалить. Так же, кстати как и медь. А теперь подробнее:
1. Нагреваешь алюминиевую деталь до очень лёгкого свечения. Лучше греть в малоосвещённом помещении (так легче увидеть свечение), поскольку, как кто то тут уже говорил, алюминий легко перегреть и расплавить. Что бы увидеть эту границу (лёгкое свечение — расплав) потренируйся сначала на любой не нужной алюминиевой детали.
2. Как только алюминий прогреется, бросаешь его в воду и охлаждаешь полностью.
3. Достаёшь из воды и гнёшь как тебе нужно хоть в тисах через мягкие проставки (дерево, текстолит и т.д.), хоть в любом другом приспособлении.
В закалённом виде алюминий и славы на его основе становятся очень пластичными и гнутся в разы легче чем без термообработки.
Но здесь есть один нюанс. Алюминий (как и медь) очень быстро самоотпускается. И где то часа через 2-3 уже будет заметно жоще, и для его деформации снова придётся его закалить.
Удачи!
Спасибо, загнул уже. Но на будущее запомнил.
резаком греть и гнуть
Надрезать на изгибе, вдоль и согнуть
Если как на фото то только резать гнуть и варить аргоном в любых других вариантах получится больший радиус чего как пончл как раз нужно избежать
такой станок ищи я думаю на многих предприятиях у вас такие есть работы там на 5 мин максимум .а еще делают сами вставку из уголков в пресс гидравлический
нужны тиски как минимум, а лучше спец приспособу для гибки листов, только мощную
тисков нету или коцки боишься оставить?
Зайди к ребятам которые отливы делаю на окна и попроси вежливо
телекинез не пробовал?
Воспользуюсь случаем) Нужно загнуть алюминиевую трубку диаметром примерно миллиметров 12, чтобы не смялась в месте гиба… Какие предложения будут?
летом насыпать песка в трубку. зимой можно заморозить воду в ней. и так и так хорошо. проверено!
Спасибо, попробую с песочком…
Воспользуюсь случаем) Нужно загнуть алюминиевую трубку диаметром примерно миллиметров 12, чтобы не смялась в месте гиба… Какие предложения будут?
Только залитый внутрь свинец может дать ровный загиб;) См. бж.
На первый взгляд нет более удобного материала, чем алюминиевый лист для создания самых разных форм своими руками. Гнуть алюминий легко, а если нужно при этом его нагреть, то температура его плавления не очень высока. Но не все так просто. На практике гибка алюминиевого листа имеет определенную специфику как в самом процессе сгибания, так и в сохранении целостности листового материала в месте деформации.
Что особенного в гибке алюминия
В основном применяют два способа гибки алюминиевого листового материала:
- воздушный или свободный,
- калибровочный.
Свободный способ — это когда между пуансоном и листом металла имеется воздушный зазор. Этот метод является наиболее широко используемым на сегодняшний день.
Если же в процессе сгибания между пуансоном и стенками формы нет воздушного зазора и алюминиевый лист плотно сжимается, то такой способ называют калибровкой. Эта методика достаточно старая и применяется для наиболее мягких материалов или для изготовления сложных форм изделий.
Гибка алюминия свободным методом имеет ряд преимуществ по сравнению с калибровочным способом, а именно:
- более высокая степень гибкости, так без замены пуансона и формы можно получать разные углы гибки листового профиля;
- требуются меньшие усилия для осуществления деформации;
- можно сгибать листы большей толщины;
- сравнительно меньшая стоимость оборудования.
К недостаткам свободного метода можно отнести:
- невысокую точность углов при сгибании для тонкостенных листов металла;
- точность повторения формы зависит от физических свойств материала;
- плохая применимость для операций со сложной конфигурацией.
Какие марки можно гнуть, а какие нет
Для начала определимся, какие виды алюминиевого проката выпускают на производстве.
Так можно выделить несколько основных видов сортопроката алюминиевого листа, которые могут значительно отличаются друг от друга своими физическими свойствами и возможностями деформации. Итак, наиболее распространенные виды:
- Отожженный, имеет в обозначении букву М, является самым мягким сортом, поэтому прекрасно поддается деформации, но при этом легко мнется и рвется при чрезмерном растяжении.
- Полунагартованный обозначается, как Н2 и имеет более жесткие свойства, чем сорт М также хорошо деформируется и способен выдержать сгибание свыше 90 градусов за раз. При этом за счет своей повышенной жесткости неплохо сохраняет форму и препятствует образованию вмятин, поэтому чаще всего применяется как облицовочный материал.
- Нагартованный, в обозначении сорта содержит одну букву Н. Нагартовкой называется метод придания листовому металлу повышенной прочности при помощи холодного уплотнения. Для этого алюминиевый лист дополнительно прокатывают между двумя валами на специальном станке. Этот сорт хорошо гнется на углы до 90 градусов и способен выдерживать значительные нагрузки на свою поверхность.
- Закаленный или естественно состаренный, как правило, маркируется буквой Т. Представляет собой достаточно твердый алюминиевый прокат, поэтому он более требователен при обработке, так как при сгибании на холодную под 90 градусов трескается в месте сгиба. Используется для изготовления деталей и узлов, работающих с повышенной нагрузкой.
Основные выпускаемые виды сплавов алюминиевого листопроката можно расположить следующим образом:
- Технические сплавы марок 1105 и ВД1, имеют сравнительно малый удельный вес листа и без особых проблем легко сгибаются.
- Алюминиево-магниевые сплавы, маркируются буквами АМГ. Их производят из алюминия, легированного с помощью добавления магния и марганца. Марка АМГ обладает кислотостойкими свойствами и хорошо гнется, поэтому в основном применяет для производства емкостей и баков, а также деталей катеров и лодок.
- Пищевые сплавы марок А5 и АД, выпускают нагартованными, полунагартованными или отожженными сортами.
- Повышенной пластичности сплавы АМЦ специально предназначены для изготовления сложноизогнутых деталей, таких как автомобильные радиаторы и т. п.
- Дюралюминий маркируется буквой Д. Он относиться к высокопрочным сортам, основным отличием которого является высокая устойчивость к внешнему воздействию. Дюралюминий практически не гнется, поэтому применяется только при изготовлении деталей методом штамповки.
- Авиационные особо прочные сплавы марки В, гнутся по особой технологии штамповки и прессования. Их используют при изготовлении высоконагруженных деталей в автомобильной промышленности и отраслях авиастроения.
Более детально описаны свойства и характеристики выпускаемых сортов и видов алюминиевого листового проката в ГОСТ 21631-76.
Гибка алюминия с сохранением целостности
Если для части сортов и марок практически не возникает вопрос, как согнуть алюминиевый лист, то для сплава дюралюминия, а также листового проката с явно выраженными закаленными и жесткими свойствами, это представляет определенную трудность, так как в месте сгибания он, как правило, должен лопнуть.
Поэтому гибка листового алюминия композиционных составов производиться методом выборки паза в месте гиба. Для этого на листе закрепляют направляющие и, с помощью специального ручного инструмента фрезера, прорезают паз как минимум на 2/3 глубины с углом развертки от 90 до 110 градусов, что дает возможность сгибать алюминиевый лист под углом 90 градусов без потери целостности.
Если у вас есть опыт, как согнуть жесткий алюминиевый лист и при этом не сломать его, то поделитесь им в блоке комментариев.